 コンテンツへスキップ
コンテンツへスキップ 

はじめに 射出成形はプラスチック射出成形とも呼ばれ、プラスチック製品を製造する一般的な方法である。射出成形は、部品を大量に生産することができる製造プロセスです。
金型に溶融材料を注入することで機能する。射出成形金型はどのようにして作られるのか?この記事では、この問題について説明します。
射出成形金型と射出成形の概要
射出成形金型と射出成形の定義と定理とは?
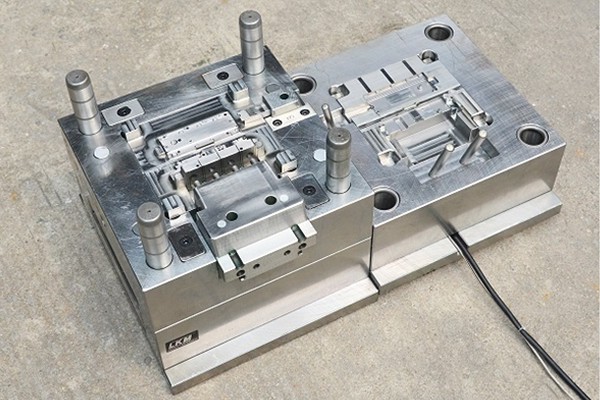
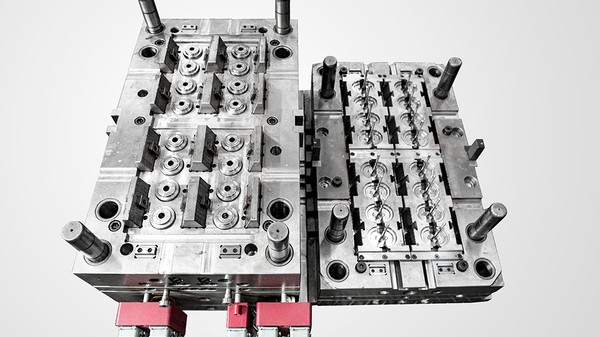
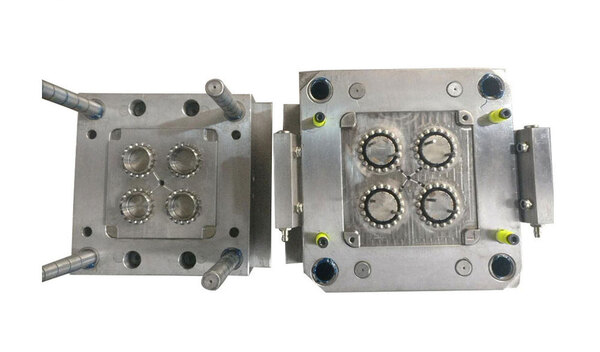
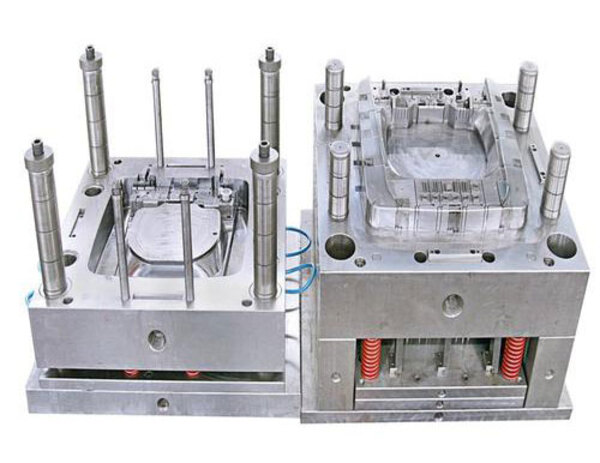
射出成形金型はプラスチック製品を生産する道具であり、プラスチック製品に完全な構造と正確な寸法を与える道具でもある。射出成形金型に対応する加工設備はプラスチック成形機である。
プラスチックは、まず、加熱樽の中で加熱され、溶融される。 射出成形 その後、射出成形機のスクリューまたはプランジャーによって駆動され、射出成形機のノズルと金型の注湯システムを通って金型のキャビティに入ります。その後、射出成形機のスクリューまたはプランジャーによって駆動され、射出成形機のノズルおよび金型の注湯システムを通って金型キャビティに入る。プラスチックは冷却・硬化して成形され、脱型によって製品が得られる。
射出成形プロセスとプラスチック射出成形プロセスは同じプロセス技術である。すなわち、プラスチック射出成形作業 プラスチック射出成形プロセスと同様に、射出成形は、圧力、温度、速度、時間などの多くのパラメータの下でノズルを通して閉鎖された金型キャビティに溶融熱可塑性プラスチック樹脂を噴霧するプロセスです。冷却固化後、目的の形状の製品が得られる。
基本原理は、射出成形機の加熱シリンダーに一定量のプラスチック粒子(または粉末)を入れ、円錐形のスクリューを使って金型キャビティに押し込むことである。
高温・高圧下でプラスチックが溶融し、溶融プラスチックになる。 ある程度圧縮された後、スロートを通過する。金型キャビティに入り、冷えて固まって目的の製品になる。
射出成形金型と射出成形の関係は?
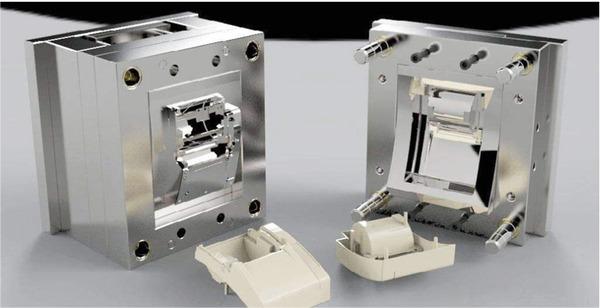
射出成形金型はプラスチック射出成形金型の一種である。このツールは様々な部品で構成されており、異なる金型は異なる部品で構成されています。射出成形はプラスチック製品を成形する方法である。

プラスチック射出成形金型には以下のものが含まれる。 射出成形2つの金型の半分を閉じる動作を型閉め、2つの半分の金型を分離する動作を型開きという。
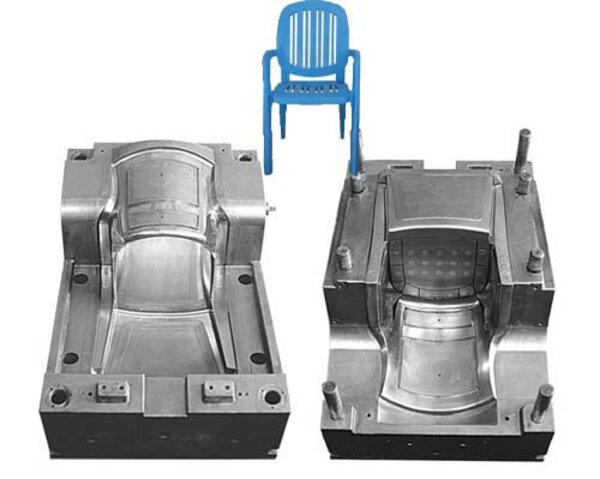
成形方法が異なれば、成形型も異なる。射出成形では、それに対応する射出成形用金型がある。
設計プロセス
射出成形金型の設計に必要な関連ソフトウェアとは?
CAD Computer Aided Design(コンピュータ支援デザイン)とは、デザイナーがデザイン作業を行う際に、コンピュータやグラフィック機器を使用することを指す。CADは通常、グラフィック機能を備えたインタラクティブなコンピューター・システムに基づいている。CADには主に、インタラクティブ技術、グラフィックス変換技術、サーフェスモデリング技術、ソリッドモデリング技術などが含まれる。

まず第一に、CADは視覚的な描画ソフトウェアである。多くのコマンドや操作はメニューオプションやツールボタンで実現できます。また、エンティティ描画、キーポイント編集、オブジェクトキャプチャ、注釈、鳥瞰図表示制御など、豊富な描画および描画補助機能を備えています。
そのツールバー、メニューデザイン、ダイアログボックス、グラフィックスオープンプレビュー、情報交換、テキスト編集、イメージ 処理とグラフィックスの出力プレビューは、ユーザーの描画に大きな利便性をもたらします。

シマトロン これは生産企業にとって非常に強力なフローチャート生産ツールである。企業の金型と部品設計の効率を向上させ、射出成形金型の設計プロセス全体を加速させ、効果的に生産コストを削減し、企業のワークショップは強力な生産性の向上を解放することができます。企業の経済効果。
UG NX: 製品図面や金型図面を描くことができる3Dソフトウェアです。NXモデリングを使用することで、工業デザイナーは複雑な製品形状を素早く確立・改善し、高度なレンダリングとビジュアライゼーションツールを使用して満足度を最大限に高めることができます。デザインコンセプトの美的要件

高性能な機械設計および製図機能を備えたNXは、高性能かつ柔軟な製造設計を提供し、あらゆる複雑な製品を設計する顧客のニーズに応えます。
NXは、専門的な配管・配線設計システム、シートメタルモジュール、特殊なプラスチック部品設計モジュール、その他工業設計に必要な特殊なアプリケーションを備え、汎用設計ツールの域を超えています。
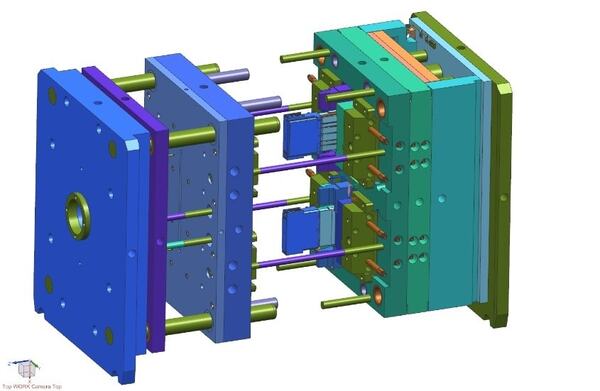
モールドウィザード(射出成形金型ウィザード): MoldWizardはNXをベースに開発された射出成形金型設計のためのプロフェッショナルモジュールです。このモジュールには、一般的に使用される金型ベース・ライブラリと標準部品が装備されています。
ユーザーは自分のニーズに応じて簡単に調整でき、標準部品の自己開発も可能で、金型設計の効率が大幅に向上する。
モールドウィザード(射出成形金型ウィザード)モジュールは、製品のローディング、レイアウト、パーティング、モールドベースのローディング、注湯システム、冷却システム、およびエンジニアリング図面を含む金型設計プロセス全体を提供します。

設計プロセス全体は、非常に直感的で高速であり、そのアプリケーション設計は、一般的な設計者は、いくつかの中規模および困難な金型設計を完了することができます。
効率的な金型を設計する際に考慮すべき要素とは?
金型の主な表面強度: 金型表面耐摩耗性、表面耐摩耗性、リフト効率と同時に金型の品質。

表面補強について、ベースの使い分けとモデルの選択、補強方法の違い。
債券の変動様式: 高音になると、構造が柔軟になり、変化形が減少する。表面構造、合理的な配置方法、凹凸構造の徹底回避。合理的に設計された強化筋。
プラスチックの精度: プラスチック部品の加工は不均一で不確実なため、プラスチック精度は低い。
機械的寸法と公差は単純なケースでは不可能であり、標準的な設置には公差が必要である。1993年に学陽社より発行されたGB/T14486-93「プロセスプラスチックおよびイミテーションプラスチックのゼロスケール公差」。
設計者は、取り付けに必要なプラスチック原料の特定の要件を指定し、特定の寸法と公差を設定することができます。

同時に、設備全体の性能と製品の設計精度を把握し、対応する設計公差精度を決定する必要がある。
金型に適した素材を選ぶ
金型の材質は?
金属材料は射出成形金型の製造によく使われる材料である。一般的な金属材料には、スチール、アルミニウム合金、銅合金などがあります。その中で、鉄鋼材料は最も一般的な射出成形金型材料である。
高硬度、高強度、高耐摩耗性、良好な加工性能により、ほとんどの射出成形金型の要件を満たすことができる。
アルミニウム合金材料は密度が低く、熱伝導率が高く、加工性能が良いので、小型射出成形金型の生産に適している。銅合金材料は熱伝導率が高く、耐食性が良いので、需要の多い金型の生産に適している。射出成形金型
適切な金型素材を選ぶには?
金型材料の選択は、金型製造プロセス全体において非常に重要なリンクである。すなわち、金型が耐摩耗性、強度、靭性などの使用条件の要求を満たしていること、金型が工程性能の要求を満たしていること、金型が経済性の要求を満たしていることです。
製造工程
機械加工
CNC加工: UG NX加工基本モジュールは、すべてのUG加工モジュールを接続するための基本的なフレームワークを提供します。すべてのUG NXマシニングモジュールに共通の使いやすいグラフィカルウィンドウ環境を提供します。

ユーザーは工具経路を経路に沿ってグラフィカルに観察することができます。ツールパスの延長、短縮、変更など、移動条件や修正もグラフィカルに行えます。
このモジュールは、ドリル、タッピング、ボーリング、その他の加工プログラミングに使用できる、一般的なポイント加工プログラミング機能も提供します。
このモジュールの対話型インターフェースは、ユーザーのニーズに応じて柔軟に変更・調整することができ、標準化された工具ライブラリと加工プロセスパラメータテンプレートライブラリを定義して、初期加工、中仕上げ加工、仕上げ加工などの共通パラメータを標準化し、トレーニング時間を短縮することができる。

そして加工技術を最適化します。UGソフトウェアのすべてのモジュールは、ソリッドモデル上に加工プログラムを直接生成することができ、ソリッドモデルとの関連性を完全に維持します。
UG NXの加工後処理モジュールにより、ユーザーは独自の加工後処理プログラムを簡単に構築することができます。このモジュールは、世界で主流のCNC工作機械やマシニングセンタに適しています。UG NXの加工後処理モジュールは、ユーザー独自の加工後処理プログラムを簡単に作成することができます。このモジュールは、世界で主流のCNC工作機械やマシニングセンタに適しています。このモジュールは、2軸から5軸以上のフライス加工、2軸から4軸の旋盤加工、ワイヤー放電加工に適していることが実証されています。
放電加工
EDM: 連続的に動く細い金属線(電極線と呼ばれる)を使って、被加工物にパルス火花放電を行い、金属を除去する。
主にパンチ、凹型、凹凸型、アンローディングプレートなど様々な複雑で精密なワークの加工に使用される。パンチ金型、成形金型、テンプレート、放電加工用金属電極の製造。各種細穴溝、細スリット、任意曲線など。
加工代が小さい、加工精度が高い、生産サイクルが短い、製造コストが低いなどの優れた利点があり、生産現場で広く使用されている。

放電加工機は国内外合わせて61%以上を占める。放電加工の最大精度は±0.005mm、面粗さは鏡面に達する。
放電加工は機械加工分野、特に精密機械加工で広く使われている。排出ステーションは、様々な大型プラスチック金型のキャビティであったり、幅0.1MMの小さな穴や小さな溝であったりします。

放電加工のパルスパラメータを任意に調整でき、荒加工、中仕上げ加工、中仕上げ加工を1台の工作機械で連続的に行い、仕上げることができる。
微細加工時の精度は0.01mm、表面粗さRα値は0.8μm。微細加工時の精度は0.002~0.004mm、表面粗さRα値は0.1~0.05μm。加工に電気エネルギーを直接使用するため、自動化が容易。
仕上げ工程
金型の研磨とテクスチャリングの方法とは?
金型磨き: 金型研磨は通常、オイルストーン片、ウールホイール、サンドペーパーを使用して、材料の表面を塑性変形させ、ワーク表面の突起を除去して滑らかな表面を得る。
一般的に、手作業が主に使用され、高い表面品質が要求される場合は、超精密研削・研磨法を使用することができます。
超精密研削・研磨は、砥粒を含んだ研削・研磨液に特殊な砥粒を入れ、ワークの加工面に押し付けて高速回転させる。金型研磨にはいくつかの方法があります。
機械研磨: 素材表面の切削と塑性変形に頼って研磨凸部を除去し、平滑面を得る研磨方法である。一般的には、オイルストーン片、ウールホイール、サンドペーパーなどが用いられ、手作業が主体である。
回転体の表面など特殊な部品や、ターンテーブルなどの補助工具の使用も可能で、表面品質が高ければ超精密研削や研磨の方法も使える。
磁気研磨と琢磨: 磁性砥粒を使用し、磁場の作用で砥粒ブラシを形成し、被加工物を研削する。この方法は、加工効率が高く、品質が良く、加工条件のコントロールが容易で、作業条件が良い。適切な砥粒を使用すれば、表面粗さはRa1μmに達する。
電解研磨:電解研磨は、基本的には化学研磨と同じで、材料表面の微小な突起を選択的に溶解して表面を平滑にするものです。化学研磨に比べ、陰極反応の影響を排除することができ、効果も良い。
液体研磨:流体琢磨:高速で流動する液体と、その液体が運ぶ砥粒によって被加工物の表面を洗い流し、琢磨の目的を達成する。
射出成形金型のテクスチャー加工は、金型キャビティ内の金属材料の表面を化学薬品で化学的に除去したり、ショットブラストによる物理的な研磨で表面を除去し、凹凸効果を得ることである。
射出成形金型テクスチャー加工は、射出成形品の外観と質感を向上させる重要な役割を担っており、工業生産にとって格別な意義がある。射出成形金型のテクスチャー加工は、主に金型太陽テクスチャー技術によるもので、以下の3つの方法があります:
感光性 印刷方法: 感光性印刷とは、透明なカラーフィルムにテクスチャーパターンを作り、そのカラーフィルムを金型に置いて露光することで、光がフィルムを透過して感光材料に当たり、太陽のパターンができる。この方法は、深く複雑な金型に適しているが、専門的な設備と技術が必要である。
物理的曝露方法:物理的露光とは、テクスチャーを施したマスターの上に型を置き、強い光源で型を照らし、マスターにテクスチャー効果を出すことです。凹凸の浅い金型に適している。
彫刻と露光方法:彫刻と露光は、まずテクスチャーパターンでテンプレートを作成し、次にテンプレートを金型に置き、化学反応または機械的圧力を使用してテンプレート上のパターンを彫刻し、露光します。この方法は、複雑な深い凹型や凸型に適しています。
金型をテストする品質方法とは?
外観検査: 金型の外観検査は、最も基本的な検査方法の一つである。外観検査では、金型の表面が平らかどうか、傷、へこみ、ひび割れなどがないかどうかをチェックします。
寸法検査: 金型の寸法を検査しなければならない。寸法が不適格であれば、製品の品質に重大な影響を与える。寸法を検査する場合、マイクロメーターやノギスなどの専門的な検査器具を使用し、金型の寸法が要件を満たしているかどうかを確認する必要があります。

組み立てとテスト
金型はどのように組み立てられますか?
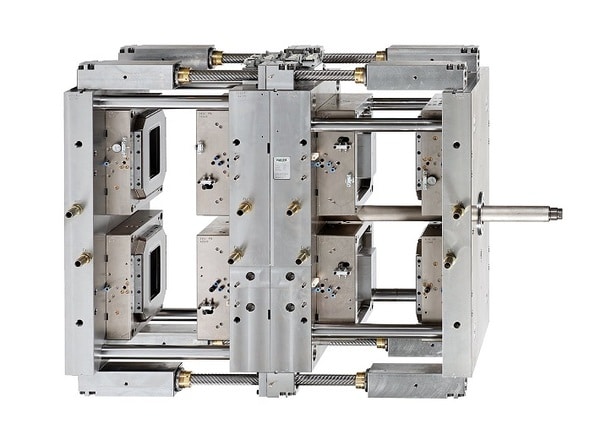
金型組立は、製品の精度と品質を保証する製造工程の重要な部分です。その中で、金型組み立てのステップは主に、事前準備、基本部品の組み立て、ガイド部品の取り付け、成形部品の追加、注湯システムの取り付け、調整とテスト、メンテナンスが含まれます。

なぜカビを検査する必要があるのか?
成形品の欠陥の多くは、可塑化および射出成形の段階で発生するが、不適切な金型設計に関連することもある。
影響を及ぼす要因としては、以下のようなものが考えられる: 金型キャビティの数、コールドランナー/ホットランナーシステムの設計、射出口の種類と位置、サイズ、製品自体の構造などです。したがって、製品の品質を確保するためには、金型の設計とプロセスパラメーターを分析する必要があります。
金型テストの後、オペレーターは金型の実際の状態を評価し、設計に起因する製品の欠陥を回避することで、金型の修正工程における不必要なコストと時間を削減します。ほとんどの場合、この評価には機械のプロセス・パラメーターの設定も含まれます。
金型トライアルの目的は、最適化されたプロセスパラメータと金型設計を見つけることです。これによって、安定的で中断のない大量生産が保証され、良い製品を得ることができます。
メンテナンス
日常のメンテナンスと維持管理はどのように行われますか?
金型の日常的な保守・メンテナンスには、主に洗浄、防錆、潤滑、変形防止、亀裂防止の5種類がある。
クリーニング: 金型の製造過程では、一般的に油汚れやほこりが蓄積します。長い間清掃しないと、金型の精度や寿命に影響を与える可能性が高い。したがって、金型は定期的に清掃する必要があります。
防錆: 金型は湿気の多い環境で錆びることが多い。金型の錆を防ぐためには、金型に防錆処理を施す必要がある。
金型に注油する: 使用中の正常な動作を維持するためには、潤滑が必要です。金型の可動部には潤滑油またはグリースを使用し、定期的な給油とメンテナンスを行ってください。
変形を防ぐ: 金型は変形しやすい。したがって、このような事態を防ぐためには、金型が弱くなりすぎたり、過剰な応力が加わったりしないように、金型の材質や使用条件に合わせて金型を作る必要がある。
ひび割れを防ぐ: 金型が過熱されたり冷却されたりすると、金型に亀裂が入り、金型の寿命に影響する。したがって、温度管理と安全な使用に注意する必要があります。
結論
まとめると、射出成形金型の製造工程は、エンジニア、デザイナー、メカニック、品質管理担当者による、設計工程、材料選択、製造工程、組み立てとテスト、メンテナンスと維持管理を主に含む、綿密な多段階プロセスである。
高品質な製品を確実に生産するためには、全工程でコラボレーションが重要です。射出成形金型は工業生産において非常に重要である。生産効率を向上させ、製品の品質を保証し、生産コストを削減し、環境にやさしく、エネルギーを節約することができます。これらのステップを注意深く踏むことで、メーカーはプラスチック製造事業の成功に貢献する射出成形用金型を製造することができる。







