 コンテンツへスキップ
コンテンツへスキップ 

マルチジェット・フュージョン(MJF)3Dプリンティング完全ガイドのリソース
マルチジェット・フュージョン(MJF)3Dプリンティングとは?
マルチ・ジェット・フュージョン(MJF)は、HP(ヒューレット・パッカード)が開発・導入した高速の工業用積層造形技術である。この技術は パウダーベッドフュージョン の3Dプリンティング・プロセス・ファミリーである。その中核となるMJFは、粒状の熱可塑性プラスチック粉末から機能的なプロトタイプや最終用途の生産パーツを1層ずつ造形するもので、ラピッドプロトタイピングと連続生産の両方でトップクラスの技術として位置づけられるスピード、ディテール、パーツ品質のレベルを備えています。
単一のレーザーを使って部品の形状をトレースし、焼結する他の粉末溶融法(SLSなど)とは異なり、MJFは独自のエリアワイド・プロセスを採用している。インクジェット・アレイを使用し、1回のパスでパウダーベッドの表面全体に選択的に薬剤を塗布します。この基本的な違いが、卓越したスピードと生産性の鍵であり、多くの代替品と比較して、堅牢で高品質なパーツをより低コストで生産することを可能にしています。
1.核となる原理パウダーベッドとディテーリング剤の融合:
MJFの革新性は、定着剤とディテーリング剤という2種類の主剤を使用している点にある。
- 定着剤: これは黒色の熱伝導性インクである。パウダーベッドのソリッドパーツとなる部分に正確に噴射されます。赤外線エネルギーが印加されると、この薬剤が熱を吸収し、下にある粉末粒子が溶けて融合します。
- ディテーリング剤: この薬剤はパーツの外側の輪郭に噴射される。主な機能は融解を抑制することです。熱絶縁体として作用し、パーツの境界上のパウダーが溶融するのを防ぎます。これにより、溶融ゾーンと非溶融ゾーンの間にシャープな熱遷移が生じ、エッジが鮮明になり、微細な形状が明確になり、他の方法では不可能な滑らかな表面仕上げが実現します。
このデュアルエージェントシステムにより、MJFは部品の特性をボクセルレベルで制御することができる。
2.アディティブ・マニュファクチャリングにおけるMJFの優位性:
MJFは、既存技術の単なる漸進的な改善ではなく、パウダーベースの3Dプリンティングにおけるパラダイムシフトを象徴している。MJFは、3Dプリンティングのデザインの自由度と、生産に必要な製造効率のギャップを埋めるものです。
- プロトタイプ用: これは、最終的な射出成形部品の機械的特性を忠実に模倣した、高機能で耐久性のあるプロトタイプを作成する能力を提供します。
- 制作のため: そのスピード、一貫性、費用対効果により、射出成形のような従来の製造方法に代わる、少量から中量の生産、カスタム部品、成形が不可能な複雑な形状の成形に有効な方法となっている。
マルチジェット・フュージョン技術の仕組み
1.ステップバイステップのMJF印刷プロセス:
ステップ1:材料の蒸着
プロセスはビルドチャンバー内で始まる。リコーター機構が、熱可塑性プラスチックパウダー(PA12など)の薄く正確な層をビルドプラットフォーム全体に掃引し、新鮮で均一なパウダーベッドを形成します。チャンバー内は材料の融点ぎりぎりの温度まで予熱されているため、融合に必要なエネルギーが最小限に抑えられ、反りの防止にも役立ちます。
ステップ2:代理店申請
これがMJFプロセスの決定的なステップである。インクジェットプリントヘッドは、2Dペーパープリンターに見られるものと似ているが、はるかに高度なもので、パウダーベッドの上を通過する。このキャリッジには何千ものノズルがあり、極小液滴(ピコリットル)の化学薬品を極めて正確に噴射することができる。キャリッジが動くと、同時に2つの動作が行われる:
- 定着剤の役割: プリントヘッドは、パーツの断面に対応するパウダーの特定の層に定着剤を選択的に付着させます。この定着剤は、非常に効果的な赤外線吸収剤として設計されています。これにより、3Dモデルのスライスがパウダーに「塗られる」のです。
- ディテーリング・エージェントの役割: 同時に、プリントヘッドは部品の形状の周囲にディテーリング剤を塗布する。この薬剤は融合を抑制する性質を持っています。境界を冷却し、熱が広がって周囲のルースパウダーが部分的に溶けるのを防ぎます。この精密な熱制御により、MJFはシャープなエッジと微細なディテールを実現できるのです。
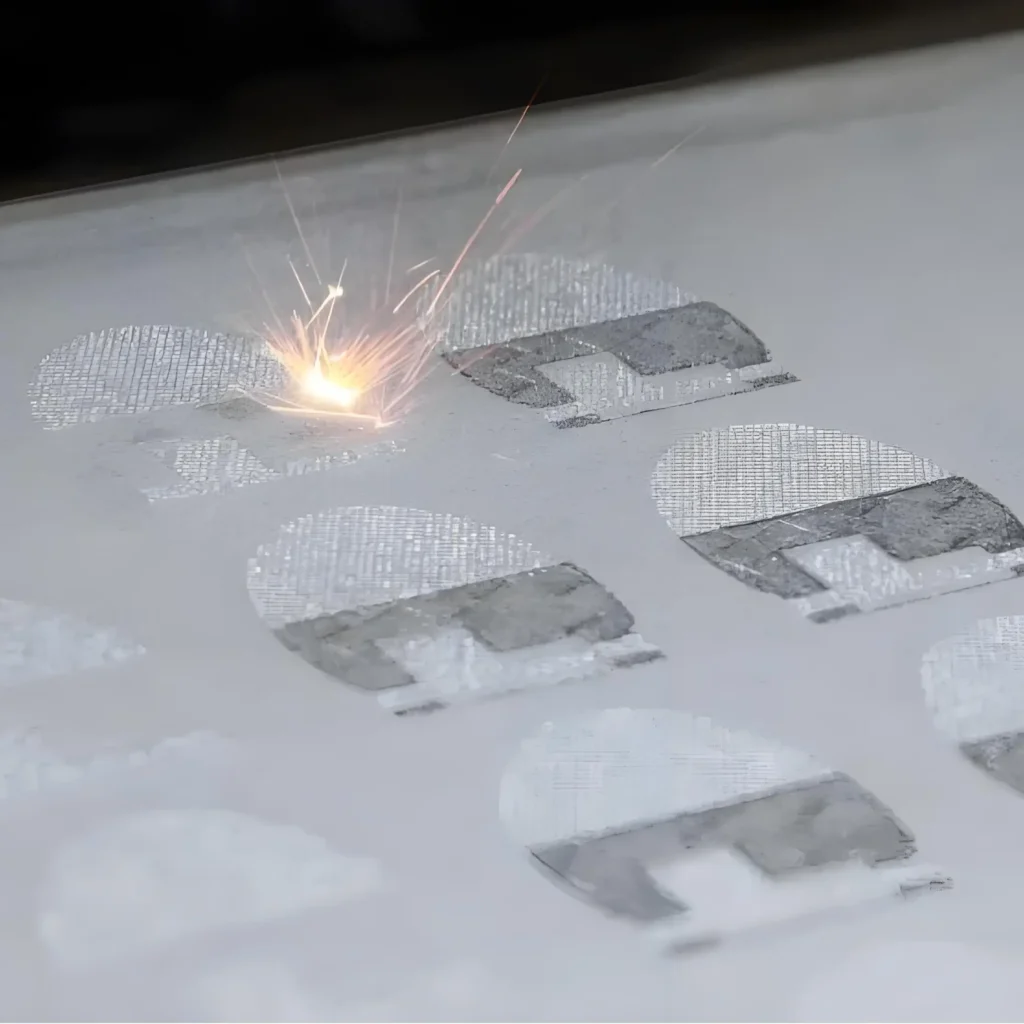
ステップ3:エネルギーの適用と定着
薬剤を塗布した直後、赤外線エネルギー源(高出力ランプのセット)がパウダーベッド全体を通過する。黒色定着剤で処理された部分はこのエネルギーを急速に吸収し、温度が材料の融点以上に上昇する。この部分のパウダーは溶けて融合し、固い層になる。未処理のパウダーとディテーリング剤で処理された部分は、それほどエネルギーを吸収せず、緩いパウダーのままである。
ステップ4:レイヤーの完成と反復
層が溶融すると、ビルドプラットフォームは1層の厚み分(通常約80ミクロン)下がります。その後、リコーターが新しいパウダー層を堆積させ、全サイクル(ステップ1~4)が繰り返されます。この工程は、部品全体または部品のバッチが完成するまで、層ごとに続けられます。パーツは周囲の未溶融パウダーによって支持されるため、専用の支持構造は必要なく、複雑な形状や、造形容積内で複数のパーツを入れ子にして効率を最大化することができる。

2.印刷後:冷却と開梱プロセス:
印刷段階が完了すると、溶融部品とその周囲のルースパウダーを含むビルドユニット全体が、プリンターから別の処理ステーションに移される。
- 制御された冷却: ビルドユニットは、制御された条件下でゆっくりと冷却されなければならない。これは、部品の精度と最適な機械的特性を確保するための重要なステップです。冷却プロセスを急ぐと、反りや内部応力の原因となります。この冷却期間はMJFのワークフロー全体の中でも重要な部分を占め、数時間かかることもあります。
- 部品抽出: 冷却後、ビルドユニットは開梱される。溶融パーツと未溶融パウダーのブロックが解体される。ルースパウダーの大部分は取り除かれ、リサイクルのために回収される。
- パウダー除去: その後、部品は洗浄ステーションに移され、通常、ビーズ・ブラストや圧縮空気を使って、残っている未溶融の粉末が入念に取り除かれる。こうして、わずかにざらついたマットグレーの表面仕上げを施した完成部品が姿を現す。

再生されたパウダーは、一定の割合で新鮮なパウダーと混合され(「リフレッシュ」と呼ばれるプロセス)、その後の製造に使用することができる。この高い再利用率(通常80-90%)により、リフレッシュ率が低い他のパウダーベッド技術と比較して、MJFはより持続可能でコスト効率の高いプロセスとなっている。
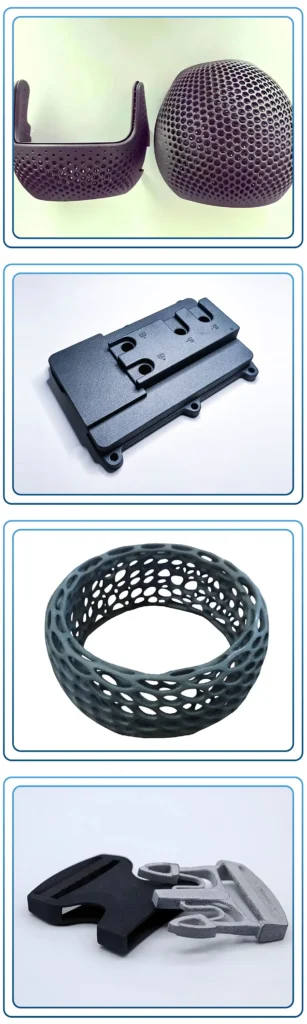
MJFの代表的な用途は?
スピード、コスト効率、堅牢な材料特性のユニークな組み合わせにより、マルチジェット・フュージョンは、製品のライフサイクル全体にわたる幅広い用途に適した汎用性の高い技術となっている。
1.機能プロトタイピング:
MJFは、厳しいテストに耐えうる、忠実度の高い機能的なプロトタイプの作成に優れています。
- フォーム、フィット、機能テスト: エンジニアは、最終使用部品とほぼ同じ機械的特性を持つプロトタイプを製造することができ、アセンブリ、スナップフィット、可動部品の現実的なテストが可能です。
- 迅速な反復: MJFプロセスのスピードにより、設計チームはCADモデルから物理的な部品に素早く移行し、テストし、欠陥を特定し、数週間ではなく数日で設計を反復することができる。これにより、製品開発サイクル全体が加速される。
- タフで耐久性のあるプロトタイプ: より脆いプロトタイピング技術とは異なり、PA 11やPA 12のような材料で作られたMJF部品は、強靭で化学的耐性があり、物理的ストレスに耐えることができるため、フィールドテストに最適です。
2.最終用途の生産部品:
これこそがMJFが真に輝き、他の多くの3Dプリンティング技術と一線を画すところである。単なるプロトタイピングツールではなく、正当な製造ソリューションなのです。
自動車部品
MJFは、自動車業界において、非重要な内装部品、外装部品、ボンネット部品の試作と製造の両方に活用されている。
- 例を挙げよう: ブラケット、クリップ、フルードハウジング、ダッシュボード部品、カスタムトリム部品、ダクト。
- メリット PA 12の油や液体に対する耐薬品性、耐久性、複雑で軽量な構造体を作る能力は、重要な利点である。
医療・ヘルスケア機器
PA 12のようなMJF素材は、生体適合性があり(USPクラスI-VIおよび米国FDAのガイダンスに適合)、滅菌が可能であるため、幅広い医療用途に適している。
- 例を挙げよう: サージカルガイド、整形外科用モデル、カスタム義肢装具、医療機器ハウジング、ラボ用機器。
- メリット 患者固有の部品、複雑な内部チャンネル、軽量設計を細部まで作り上げる能力。
消費財・エレクトロニクス
MJFは、さまざまな消費者向け製品の耐久性のあるハウジング、エンクロージャー、内部部品の製造に使用されている。
- 例を挙げよう: ドローン本体、カスタム電子筐体、ヘッドフォン部品、保護ケース。
- メリット 優れた表面仕上げ(特に後処理後)、高いディテール、落下や日常使用に耐える強度。
工業用治具、固定具、工具:
製造現場は、MJFのカスタム金型を迅速に製造する能力から多大な恩恵を受けている。
- 例を挙げよう: 組立治具、チェックゲージ、穴あけガイド、ロボット用エンドオブアームツール。
- メリット 重く、高価で、生産に時間がかかる金属製工具を、軽量で、人間工学に基づいた、費用対効果の高い3Dプリントによる代替品に置き換えることで、生産ラインの効率とオペレーターの安全性が向上します。
3.複雑な幾何学と格子構造:
MJFは支持構造を必要としないため、これまでにない自由な設計が可能です。これは、幾何学的な複雑さを生かす用途では特に価値がある。
- 格子構造: エンジニアは、複雑な内部格子構造を持つ部品を設計することで、構造的完全性を維持しながら、重量と材料使用量を削減することができます。これは、航空宇宙や高性能自動車用途では非常に重要です。
- パーツの統合: アセンブリの複数の個々のコンポーネントを再設計し、単一の複雑な部品として印刷することができます。これにより、組み立て時間が短縮され、潜在的な故障箇所がなくなり、サプライチェーンが簡素化される。

MJFは試作と生産の両方に適しているか?
もちろんです。Multi Jet Fusionの最も魅力的な価値提案の一つは、製品開発の初期段階と製造の最終段階の両方で強力なツールとして機能する、その二重機能です。
1.ラピッドプロトタイピングのためのMJF:
MJFは、高品質の機能的プロトタイプを作成するための優れた選択肢として浮上してきた。
- スピードだ: エリアワイド印刷プロセスにより、MJFはFDMやSLSのような技術よりも、特に造形ボリュームが複数の部品で埋まっている場合に、プロトタイプを大幅に速く製造することができる。プロトタイプのフルビルドは、多くの場合、一晩で完了する。
- 機能的パリティ: MJF部品は、ほぼ等方性の優れた機械的特性を示します。これは、試作品の強度と挙動が、成形室内での向きに関係なく非常に一貫していることを意味します。プロトタイプは射出成形部品とほぼ同じ挙動を示すため、この予測可能性は機能試験にとって極めて重要です。
- 素材の特性: PA 12やPA 11で作られたプロトタイプは、見た目の評価だけではありません。丈夫で耐久性があり、耐薬品性に優れているため、他の技術による試作品では破壊されてしまうような実環境でのテストシナリオも可能です。

2.連続生産のためのMJF:
MJFは生産を念頭に置いて一から設計された。いくつかの要因によって、MJFは特定の用途において、従来の製造に代わる実行可能で優れた選択肢となります。
- 経済的なスケーラビリティ: MJFの部品単価は、特に少量から中量(数百個から数千個)の生産において非常に競争力がある。高速性、造形容積内に部品を高密度に入れ込む能力、粉末の再利用率の高さはすべて、これらの数量では射出成形に挑戦する有利な経済性に寄与している。
- 一貫性と再現性: MJFプリンターは卓越したプロセス制御を提供し、高い寸法精度とパーツ間の再現性を実現します。これにより、1,000個目の部品と1個目の部品が実質的に同一であることが保証され、これは生産環境にとって譲れない要件です。
- サプライチェーンの敏捷性: MJFはオンデマンド製造とデジタル在庫を可能にする。物理的な部品を倉庫に保管する代わりに、企業はデジタルファイルを保管し、必要に応じて部品を印刷することができます。これにより、保管コストが削減され、陳腐化した在庫による無駄が最小限に抑えられ、現地生産が可能になり、リードタイムが短縮される。
- マス・カスタマイゼーション: MJFは、カスタマイズまたはパーソナライズされた製品を大規模に生産することを経済的に可能にする。金型がないため、追加コストを発生させることなく、各パーツがユニークなものになります。

3.橋渡し役:ひとつの技術で試作から生産まで:
試作と製造の両方にMJFを使用することで、シームレスな移行が実現します。テストされ検証されたプロトタイプは、最終的な生産部品とまったく同じ材料とプロセスで作られます。これにより、プロトタイピング技術(FDMなど)から生産技術(射出成形など)に切り替えたときに起こりがちなリスクや再検証のステップがなくなります。この継続性により、製品開発プロセスのリスクが軽減され、市場投入までの時間が大幅に短縮されます。
MJF 3Dプリンティングで一般的に使用される材料は?
MJFの材料選択は、FDMのような他の技術よりも厳選されているが、利用可能な材料は、性能のために高度に設計されており、幅広い産業用途をカバーしている。ポートフォリオは継続的に拡大していますが、主な材料は堅牢な熱可塑性プラスチックです。
1.ポリアミド(ナイロン):
ナイロンはMJF印刷の要であり、強度、柔軟性、耐熱性/耐薬品性の優れたバランスで知られている。
PA 12(主力素材):
HP 3D High Reusability PA 12は、MJFの最も一般的で汎用性の高い素材です。オールラウンドな特性を持つ堅牢な熱可塑性プラスチックです。
特性と利点:
- 高い強度と剛性:頑丈で耐久性のある部品を提供します。
- 優れた耐薬品性:油、グリース、脂肪族炭化水素、アルカリに強い。
- 優れたディテール解像度:微細な特徴とシャープなエッジを作り出すことができる。
- 生体適合性:皮膚接触を伴う医療用途に認定されている。
- 高い再利用性:業界トップクラスの粉体リフレッシュ率(バージン粉体20%に対してリサイクル粉体約80%)により、費用対効果に優れ、より持続可能です。
一般的な用途: 機能試作品、生産用治具・取付具、医療機器、自動車部品、複雑な組立品。MJFの大半の用途に使用される材料です。
PA 11(バイオベースの選択肢):
HP 3D 高再利用性 PA 11は再生可能資源(ヒマシ油)から製造され、より環境に優しい選択となっている。PA 12とは機械的特性が異なります。
特性と利点:
- 優れた延性と耐衝撃性:PA 11はPA 12よりも脆くなく、破断伸度が高い。そのため、スナップフィットやリビングヒンジ、衝撃を受ける部品など、壊れずに曲げる必要がある部品に最適です。
- 等方性の強化:全軸にわたってさらに安定した機械的特性を発揮します。
- バイオベース:より持続可能な材料オプションを提供。
一般的な用途: 義肢装具、スポーツ用品、ドローン部品、および高い靭性と耐疲労性を必要とするあらゆる用途。
ガラス繊維入り PA 12 (PA 12 GB):
HP 3Dガラスビーズ入り高再利用性PA 12(GB)は、40%ガラスビーズ充填材を含む複合材料である。
特性と利点:
- 剛性と寸法安定性の向上:ガラスビーズが材料の剛性を大幅に高め、反り傾向を低減するため、高い剛性が要求され、荷重や温度変化に対して厳しい公差を維持しなければならない部品に最適です。
- 耐摩耗性の向上:耐摩耗性が向上。
一般的な用途: 長期的な安定性と剛性を必要とするハウジング、筐体、治具、工具。高い衝撃強度や柔軟性を必要とする部品には適さない。


2.熱可塑性ポリウレタン(TPU):
MJFでは、BASF Ultrasint® TPU01のような材料が利用可能で、柔軟でゴムのような部品の製造を可能にしている。
特性と利点:
- 柔軟性と伸縮性:優れた反発性と引き裂き強度を持つ。伸縮を繰り返しても永久変形しない。
- 高い耐摩耗性:摩擦を伴う用途に非常に耐久性があります。
- 優れた衝撃吸収性:クッション性に優れ、振動を和らげる。
一般的な用途: シール、ガスケット、ホース、ベローズ、グリッパー、ホイール、運動用具または履物用の保護格子構造。


MJFと他の3Dプリンティング技術との比較は?
適切な3Dプリント技術の選択は、速度、材料特性、コスト、希望する詳細レベルなど、アプリケーションの特定の要件によって異なります。ここでは、MJFが他の一般的な工業技術と比較してどのように優れているかを紹介します。
1.MJFとSLS(選択的レーザー焼結)の比較:
SLSは、どちらも粉末床溶融プロセスであるため、MJFに最も近い技術である。しかし、重要な違いによって、特定の仕事にはどちらが適しているかが決まります。
類似点:
- どちらも熱可塑性パウダー(最も一般的なのはナイロン12)を使用している。
- どちらも自立式で、専用のサポート構造を必要としない。
- どちらも、最終用途に適した丈夫で機能的な部品を製造する。
主な違い
- フュージョン・メソッドとスピード: SLSは、高出力レーザー1台を使用して、部品の形状をポイント・バイ・ポイントでトレースする。MJFでは、インクジェット・アレイと赤外線ランプを使用して、レイヤー全体を一度に溶融します。これにより MJFが大幅に高速化 (場合によっては最大10倍)、特に小さな部品が多い場合や断面積が大きい場合に有効です。
- ディテールと表面仕上げ: MJFのディテーリング剤は、パーツのバウンダリーでより優れた熱制御を提供し、通常、以下のような結果をもたらす。 細部がよりシャープになり、表面仕上げはわずかに滑らかになった。 SLSと比較して。
- 素材の再利用性: MJFはより高いパウダーリフレッシュ率(通常80%リサイクル)を誇るが、SLSではリサイクルパウダーとバージンパウダーを半々で使用することが多い。そのため MJFはより費用対効果が高く、持続可能である 材料消費という点で
- 部品の特性: MJF部品は一般に、SLS部品よりも等方性が高く、引張強度と密度が高いため、機械的に優れている。
SLSよりMJFを選ぶべき時とは?
MJFは、大量生産、スピードが要求される用途、最高の機械的性能と微細なディテールが要求される部品、そして部品あたりのコストが第一の原動力となる場合にお選びいただけます。
SLS3Dプリンティング
2.MJFと溶融積層造形(FDM)の比較:
FDMは押し出しベースの技術で、溶融フィラメントを層ごとに堆積させて部品を作る。
主な違い
- 機械的特性(等方性): FDM部品は 異方つまり、XY平面よりもZ軸方向(層間)で著しく弱い。MJFの部品はほぼ 等方MJFは、あらゆる方向で強度が非常に安定している。このため、MJFは荷重がかかる機能部品としてはるかに優れている。
- 表面仕上げとディテール: MJFは、繊細で粒状なテクスチャーとはるかに高いフィーチャー解像度を持つパーツを製造します。FDM部品はレイヤーラインが目立ち、重要なサポート構造を持たない微細なディテールや複雑な形状に苦労します。
- デザインの自由: MJFパウダーベッドの自己支持性により、極めて複雑な形状、内部チャンネル、ネスト化されたアセンブリの作成が可能になる。
- スピードとスケーラビリティ: 小さな部品1つなら、FDMの方が速いかもしれない。一度に複数の部品を製造する場合、 MJFが圧倒的に優れている パーツを入れ子にすることができ、エリア全体を印刷できるためである。
FDMよりMJFを選ぶべき時とは?
機械的性能、寸法精度、複雑な形状、プロフェッショナルな表面仕上げが必要な場合は、MJFをお選びください。FDMは、低コストの初期コンセプトモデル、単純な形状、異方性が許容される用途に適しています。
FDM 3Dプリンティング
3.MJFとステレオリソグラフィー(SLA)の比較:
SLAは、UVレーザーを使用して液状のフォトポリマー樹脂を層ごとに硬化させるバット光重合技術である。
主な違い
- 素材特性と耐久性: SLA樹脂は、驚くほど細部まで再現できますが、一般的にMJFで使用されるエンジニアリンググレードの熱可塑性プラスチックよりも脆く、耐久性に劣ります。MJF部品(PA12など)は強靭で柔軟性があり、要求の厳しい機能的用途に適しています。SLA部品は、ビジュアルモデルや、高い剛性が必要だが衝撃強度は必要ない用途に適しています。
- 表面仕上げ: SLAは次のようなものを生産している。 最も滑らかな表面仕上げ あらゆる3Dプリンティング技術の中で、美的プロトタイプ、プレゼンテーションモデル、鋳造用パターンに理想的です。未加工のMJFパーツは粒状のテクスチャーを持つが、これは後処理で改善できる。
- アプリケーション・フォーカス: MJFは以下を対象としている。 機能的なプロトタイプと生産部品.SLAは、そのためのゴールド・スタンダードである。 高精細ビジュアルモデル、フォームフィットプロトタイプ、鋳造パターン.
- コストだ: 機能部品の場合、一般的にMJFの方がコスト効率が高く、特に規模が大きくなればなるほど、その効果は高くなる。
SLAよりMJFを選ぶべき時とは?
耐久性、耐衝撃性、耐薬品性、実使用に耐える機械的特性を必要とする用途にはMJFをお選びください。SLAは、視覚的な目的やマスター・パターン作成のために、超平滑で射出成形のような表面仕上げを最優先する場合にお選びください。

SLA3Dプリンティング
マルチジェットフュージョン(MJF)3Dプリンティング
マルチジェット・フュージョン(MJF)3Dプリントの仕組み、主な利点、互換性のある材料、機能的なプロトタイプや最終用途の部品に最適な理由をご覧ください。

マルチジェット・フュージョン(MJF)3Dプリンティング完全ガイドのリソース
MJFを利用する主なメリットは?
マルチジェット・フュージョンは、現代の製造業にとって有力な選択肢となる魅力的なメリットを提供する。
1.卓越したスピードと生産性:
MJFのスピードの核となるのは、シングルパス、エリアワイドの定着プロセスである。レイヤー全体を一度に処理することで、SLSやFDMのような競合技術と比較して最大10倍の速度で部品を製造することができ、試作品と量産品の両方のリードタイムを大幅に短縮します。
2.優れた機械的特性と等方性:
MJF部品はクラス最高の等方性を示し、X、Y、Zの各方向にほぼ均一な強度と耐久性を持つことを意味します。これは、FDMよりもSLSよりも重要な利点であり、射出成形品と同様の性能を持つ、予測可能で信頼性の高い部品が得られます。
3.高精度で微細な解像度:
高解像度のインクジェットプリントヘッド(1200DPI)と独自のディテーリング剤の組み合わせにより、MJFは微細な形状(0.5mmまで)、シャープなエッジ、優れた寸法精度のパーツを製造することができる。
4.小~中ロットの費用対効果:
MJFの高速性、効率的なパーツネスティング(造形容積を3Dで充填)、業界トップクラスの粉末再利用率を組み合わせることで、パーツあたりのコストを低く抑えることができます。このため、費用対効果の高い射出成形では生産量が少なすぎる場合、経済的に実行可能な製造ソリューションとなります。
5.設計の自由度(支持構造不要):
SLSのように、MJFパーツはプリントされる未溶融パウダーのベッドによって支持される。これにより、支持構造の生成や後処理が不要になり、複雑な内部形状、複雑な形状、すぐに使用できる可動アセンブリを1ピースでプリントすることが可能になる。
6.高い材料再利用性:
MJFは、1回の造形で20%のバージン材を使用するため、廃棄物を最小限に抑え、材料コストを削減することができます。そのため、リサイクル率の低い他のパウダーベッド・プロセスと比較して、より持続可能で経済的な選択となります。

マルチジェット融合の限界とは?
MJFは強力なテクノロジーだが、プロジェクトに適しているかどうかを判断するには、その限界を理解することが重要だ。
1.素材選択の制限:
FDMのような技術に比べ、MJFの材料ポートフォリオは現在少なく、主にナイロンとTPUに集中している。利用可能な材料は非常に高性能ですが、ABS、PC、高温ULTEMのような特定の材料を必要とするプロジェクトでは、他のプロセスに目を向ける必要があるかもしれません。
2.固有の表面仕上げと色:
未加工のMJF部品は、一貫した灰色または黒色(材料によって異なる)で、角砂糖に似たやや粒状のマットな表面仕上げをしている。これは後処理(染色や蒸気平滑化など)で大幅に改善できますが、SLAや射出成形のすぐに使える滑らかさには及びません。
3.冷却時間の要件:
MJFワークフローの重要な部分は、制御された冷却サイクルである。ビルドユニットは、反りを防止し、最適な部品特性を確保するために、印刷時間とほぼ同じ期間冷却する必要がある。これは、印刷ジョブが12時間で終了しても、部品が取り出しと洗浄の準備ができるまでさらに12時間かかることを意味し、真の "Time-to-Part "に影響を与える。
4.非常に大きな部品には不向き:
MJF機の造形容積には余裕があるが、限りがある(例えば、HPの5200シリーズでは約380×284×380mm)。この寸法を超える部品は、印刷後に小片に分割して組み立てるか、より大きな造形プラットフォームを持つ別の技術(大判FDMやSLAなど)を使用しなければならない。
5.初期設備コストが高い:
この技術を社内に導入しようとする企業にとって、産業用MJFシステム(プリンター、処理ステーション、材料を含む)への初期投資は相当なものになる。そのため、多くの企業が当社のようなサービス・プロバイダーを通じてこの技術を活用することを選択しています。

MJF 3Dプリンティングの設計ガイドラインとは?
MJFのために特別に部品を設計することで、品質、精度、強度の面で最良の結果を得ることができます。これらのガイドラインに従うことで、印刷の失敗を最小限に抑え、パーツをプロセスに最適化することができます。
1.主な設計上の考慮事項
壁厚:
- 最低限推奨: 非常に小さな形状の場合は0.5mm。頑丈な部品の場合、最小肉厚は 1 mm を強くお勧めする。
- 最大だ: 余分な熱が蓄積され、不正確さや反りの原因となる可能性があるため、過度に厚いソリッドセクションは避ける。可能な限り、大きな部分をくり抜く。
穴のサイズと直径:
- 最低限だ: 垂直穴(層に対して垂直)の場合、最小直径は 0.5 mm は可能だ。
- ベストプラクティス: わずかな収縮を考慮し、意図したサイズより少し大きめに穴を設計する。ネジ穴の場合は、小さめに印刷し、後処理でタップしてネジ山の品質を最適化するのが最善です。
フィーチャーサイズと解像度:
- エンボス/デボス加工 文字や表面のディテールについては、高さ/奥行きが最低限以下のものにしてください。 0.5 mm と少なくとも線の太さ 0.5 mm はっきりと読み取れるように。
- 最小の特徴: MJFは0.5mmまでのフィーチャーを解像できます。これより小さいものはうまく印刷できない可能性があります。
アセンブリのクリアランス:
- 互いにはめ込んだり、動かしたりする必要がある部品(スナップフィット、ヒンジ、インターロック部品など)については、最低でも以下のクリアランスが必要です。 0.4 mm を推奨する。より緩いフィットが必要な部品には、これを0.6 mm以上にする。
反りと大きな平面:
- 非常に大きく、平らで、薄い表面(大きなベースプレートのような)は、冷却過程で反りが生じやすい。
- 緩和: リブやガセットを追加して剛性を高めたり、可能であればパーツの向きを斜めにしたりします。大きな平らな部分を微妙なテクスチャリングで分割するのも効果的です。
空洞化と脱出穴:
- 材料を節約し、重量を減らし、コストを下げるには、大きなソリッドモデルをくり抜くことを強く推奨する。
- エスケープホール: 部品が空洞になっている場合 マスト 印刷後に未溶融パウダーを除去できるように、少なくとも2つのエスケープホールを含める。エスケープホールの最小推奨直径は 2 mmしかし、洗浄しやすくするためには、大きめ(4~5mm)の方がよい。

2.設計推奨事項の要約表:
| 特徴 | 推奨最低額 | ベストプラクティス |
|---|---|---|
| 壁厚 | 0.5 mm | 1.0mm以上 |
| 穴径 | 0.5 mm | 1.0mm(ネジ用タップ) |
| クリアランス(アセンブリ) | 0.4 mm | ルーズフィット用0.6mm |
| 彫刻/エンボス加工のディテール | 0.5mm深さ/高さ | 透明度の高い1.0mm |
| エスケープホール(くり抜き用) | 直径2.0mm(2穴) | 直径4.0mm以上 |
MJF部品にはどのような後処理オプションがありますか?
未加工のMJF部品は完全に機能するが、美観、表面仕上げ、特定の機能特性を向上させるために、さまざまな後処理オプションを適用することができる。
1.標準的な後処理:
粉体除去(ビーズブラスト): これは、すべてのMJF部品に標準的に義務付けられているステップです。ルースパウダーを取り除いた部品は、ガラスビーズなどのメディアを使用してブラストキャビネットで入念に洗浄されます。これにより残留パウダーがすべて除去され、クリーンでマットな、わずかにテクスチャーのある表面に仕上がります。これがMJF部品の標準仕上げです。
2.美的および機能的強化:
染色:
これは、MJFパーツを着色する最も一般的で費用対効果の高い方法である。基材は多孔質であるため、染料を容易に受け入れる。
- プロセス 部品は高温の染料浴に浸され、染料が表面に浸透し、深く豊かで耐久性のある色になる。
- 一般的な色: 黒は、非常に均一でプロフェッショナルな仕上がりになり、どんな小さな欠点も隠すことができるため、最も人気のある選択である。青、赤、緑、黄色などの色もあります。
- 結果 傷に強く、欠けたり剥がれたりしない色。
ヴェイパースムージング:
これは、表面仕上げを劇的に向上させる、変幻自在の後処理技術である。
- プロセス 部品は制御されたチャンバー内で気化した溶剤にさらされる。蒸気は部品の外面をミクロのレベルで溶かし、シボをなめらかにして表面を密閉する。
- 結果 射出成形プラスチックに近い、半光沢の滑らかな表面仕上げ。また、破断伸度を向上させ、部品の水密性を高め、洗浄を容易にする。
塗装とコーティング
特定の色要求(例:Pantoneマッチング)や特別な保護特性のために、MJFの部品は塗装やコーティングが可能です。
- プロセス 部品は通常、まず下塗りをして均一な下地を作り、その後、自動車用塗料やその他の特殊塗料で塗装する。硬度、耐摩耗性、耐薬品性を高めるために、セラコートのようなコーティングを施すこともできる。
- 結果 無制限のカラーオプションとカスタマイズされた表面特性。
機械加工とタッピング:
3Dプリンティングでは達成できない極めて高い精度が要求される機能については、MJFパーツを二次加工することができる。
- プロセス 重要な面はフライス加工や旋盤加工が可能で、穴あけやタップ加工もできるため、金属ネジ用の強固で信頼性の高いネジ山を作ることができる。
- 結果 MJFの設計自由度と伝統的なサブトラクティブ製造の精度を組み合わせたハイブリッド部品。
MJF 3Dプリンティングについてよくある質問
リードタイムは部品のサイズ、数量、必要な後処理によって異なります。しかし、この技術の速さにより、標準的なリードタイムは、標準的なビーズブラスト仕上げの部品の場合、3~5営業日と短くなることがよくあります。
MJFの部品は、特にPA12とPA11から作られた部品において、非常に高い強度と耐久性を誇ります。そのほぼ等方的な特性は、どの方向からの応力に対しても信頼性が高いことを意味し、要求の厳しい機能用途や最終用途の部品に適しています。
未加工のビーズブラストMJF部品は、角砂糖や極細のサンドペーパーによく例えられる、やや粒状の質感を持つマットな灰色仕上げです。この仕上げは、蒸気平滑化などの後処理によって劇的に改善することができます。
未加工のMJF部品には若干の微多孔性があり、水密性は保証されない。しかし、ベーパースムーシングのような後加工を施すことで、表面は密閉され、部品は水密になり、流体を含む用途に適します。
多くの製造方法と比較して、MJFは持続可能性が高い。粉末の再利用率が高い(多くの場合80%以上)ため、材料の無駄が大幅に削減される。さらに、パーツをオンデマンドで生産することで、従来の製造にありがちな過剰生産や陳腐化した在庫に伴う無駄を排除することができる。

なぜMJF 3Dプリントのニーズで当社を選ぶべきか?
私たちのチームは、マルチジェット融合(MJF)技術に深い経験を持っています。初期段階のプロトタイピングから最終的な生産に至るまで、お客様の部品が機能的でコスト効率に優れていることを保証するために、DFM(Design-For-Manufacturing)ガイダンスを提供します。
当社では、高度なHP Jet Fusionプリンターを使用して、高解像度、寸法精度、再現性の高い部品を提供しています。試作品1個から大量生産まで、お客様のニーズにお応えする能力と精度を備えています。
当社は、PA 11、PA 12、PA 12 GB、および柔軟なTPUを含む、高性能のMJF材料を取り揃えています。すべての材料は、機械的強度、耐久性、優れた表面仕上げを確保するために慎重に調達されています。
社内生産と合理化されたワークフローにより、パーツを迅速にお届けすることができます。
蒸気のスムージングや染色から機械加工後の組み立てまで、MJFの部品が機能的・審美的な要件を満たすためのさまざまな仕上げサービスを提供しています。
信頼性の高いロジスティクスと英語によるエンジニアリングサポートで、世界中のお客様にサービスを提供しています。ご質問には12時間以内にお答えします。

紫、青、緑、黄色など様々な色のカラフルなプラスチック製ブロックが積み重なったクローズアップ。
主なポイント – 部品コスト削減の主要な要因は材料選定と肉厚最適化です。 – 高品質工具(クラス101/102)への投資は、長期的な単価低減につながります

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
キーポイント – 金型精度はすべての段階で決定される:製品設計、金型設計、鋼材選定、加工、組立、プロセス制御—いずれかの段階での弱点が全体の精度を制限する。 – 適切に

高速射出成形機とは?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

