 コンテンツへスキップ
コンテンツへスキップ 

シリコーンゴム押出成形完全ガイド
シリコーンゴム押出成形とは?
シリコーンゴム押出成形 と呼ばれる特殊配合の未加硫シリコーン・コンパウンドを押し出し成形する大量生産プロセスである。 逝く.この作用により、一定の断面を持つ連続的なプロファイルが形成され、その後、加硫(硬化)されて形状が安定し、最終的な物理的特性が付与される。
基本原則: このプロセスは圧力と熱に依存している。押出機のスクリューが圧力を発生させ、柔軟なシリコーン材料をダイに押し通す。押し出されたプロファイルは、その後、硬化反応が開始される加熱チャンバーまたはトンネルを通過し、柔らかく、グミのような押出物を固体の弾性ゴムに変換します。
基本概念:
熱硬化性材料:繰り返し溶かして形を変えることができる熱可塑性プラスチックとは異なり、シリコーンは熱硬化性である。加硫として知られる硬化プロセスは、ポリマー鎖間に不可逆的な架橋を作ります。一度硬化したシリコーン部品は、再び溶かすことはできません。
ポリシロキサンの化学:シリコーンゴムは、ほとんどの有機ゴムのような炭素骨格ではなく、ケイ素-酸素(Si-O)骨格をベースにしています。このユニークな化学構造が、高温安定性や化学的不活性などの優れた特性を生み出しています。

シリコーン押出成形の分類と種類
シリコーン押出成形は、硬化システム、原料の形状、最終製品の形状など、いくつかの重要な要素に基づいて分類することができる。
1.硬化システムによる分類:
過酸化物硬化シリコーン: これは伝統的で費用対効果の高い方法である。過酸化物触媒をシリコーン化合物に混合する。加熱すると過酸化物がフリーラジカルに分解し、ポリマー鎖の架橋が始まる。この方法では副生成物(ジクロロ安息香酸など)が発生することがあり、特に食品用や医療用の用途ではポストキュア工程で除去する必要があります。
白金硬化(付加硬化)シリコーン: このシステムはプラチナベースの触媒を使用する。有害な副生成物を生成しないクリーンなプロセスであるため、医療用インプラント、医薬品チューブ、食品に接触するものなどの高純度用途に適しています。白金硬化シリコーンは、透明性に優れ、機械的特性が向上し、経時的な黄変が少ない。
2.原材料の形態による分類:
高粘度ゴム(HCR)押出成形: HCRは熱硬化ゴムとも呼ばれ、シリコーン押出成形の最も一般的な材料です。HCRは非常に粘度が高く、厚いペーストや生地に似ています。通常、丸太またはストリップで供給され、供給ミルから押出機に供給されます。
液状シリコーンゴム(LSR)の押出成形: LSRは主に射出成形で使用されるが、LSR専用の押出成形プロセスも存在する。LSRは粘度がかなり低く、2液系(A成分とB成分)でポンプで混合し、押出機に直接供給する。この方法はあまり一般的ではないが、複雑で高精度のプロファイルには有利である。
3.製品形態による分類:
シリコンチューブ&ホース: 流体、空気、電線の移送に使用される中空プロファイル。
シリコン・ソリッドコード: シール用途に使用される無垢の丸型プロファイル(Oリングコードストック)。
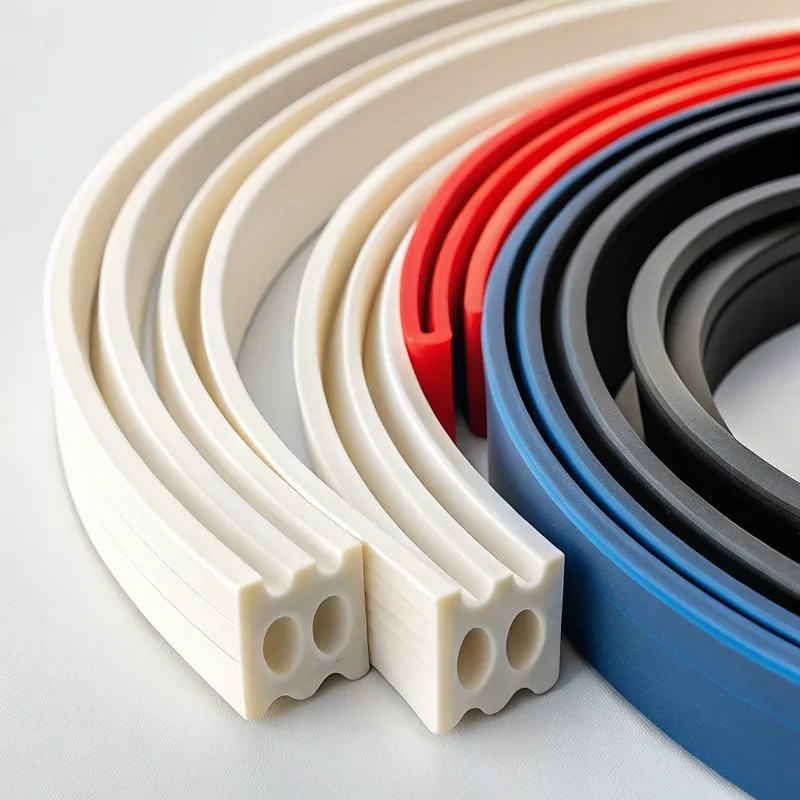
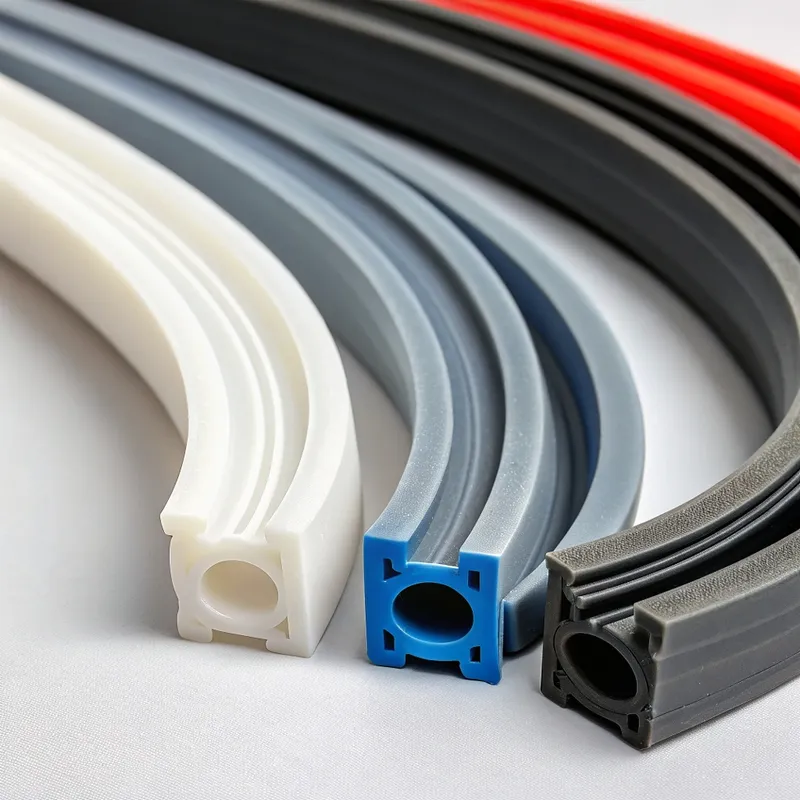
シリコーンプロファイルと形状: P-ストリップ、D-シール、U-チャンネル、その他のカスタムガスケットのようなカスタムで複雑な断面。
シリコーンストリップ&シート: 平らな長方形のプロファイルで、長さに合わせて切断することも、連続ロールで供給することもできます。

代表的なアプリケーション・シナリオと使用例
シリコーンのユニークな特性により、その押出製品は多くの産業で不可欠なものとなっている。
医療とヘルスケア シリコーンはその生体適合性、滅菌性(オートクレーブ、EtO、ガンマ線)、不活性な性質から、カテーテル、ドレナージチューブ、蠕動ポンプチューブ、医療機器用シールなどに使用されている。
食品、飲料、乳製品: FDA準拠のシリコーンチューブは、食品加工、飲料調剤、乳製品などの液体移送に広く使用されています。味や臭いがなく、高温洗浄(CIP/SIP)にも耐えられます。

航空宇宙と自動車: 押出シリコーンシール、ガスケット、ホースは、極端な温度で性能を発揮するために重要です。ドアや窓のシール、エンジンルームのガスケット、ワイヤーやケーブルの絶縁、熱やオゾン、紫外線による劣化に耐える流体移送ホースなどに使用されています。
エレクトロニクス シリコーンの優れた誘電特性は、高電圧ワイヤーやケーブルの絶縁に最適です。また、電子筐体の保護ガスケットやシールに使用され、湿気やほこりから保護します(IP等級)。
建設と建築 シリコーンウェザーストリップ、エキスパンションジョイント、グレージングシールは、窓、ドア、カーテンウォールシステムに長持ちする耐候性のシーリングソリューションを提供します。
産業機械 さまざまな産業機器の耐久性のあるシール、ガスケット、チューブに使用され、高熱や化学薬品にさらされる環境下でも信頼性の高い性能を発揮します。
シリコーン押出成形の利点は何ですか?
シリコーン押出成形は、材料特性と製造効率の強力な組み合わせを提供します。
卓越した温度耐性: シリコーンは、通常-60°Cから+230°C(-75°Fから+450°F)の広大な温度範囲にわたってその柔軟性と完全性を維持し、特殊なグレードはさらに拡張されます。
優れた耐環境性: 耐オゾン性、耐紫外線性、耐候性に優れ、ひび割れや劣化がなく、屋外での使用に最適です。
生体適合性と純度: 医療用および食品用シリコーンは、毒性がなく、低刺激性で、微生物の繁殖を助けないため、デリケートな用途にも安全です。
化学的不活性: シリコーンは多くの化学薬品、水、油に耐性があるが、特定の溶剤や強酸には弱い。
優れた柔軟性と弾力性: 圧縮永久ひずみが少ないため、繰り返し圧縮しても元の形状に戻る。
電気絶縁: シリコーンは素晴らしい電気絶縁体であり、ワイヤーやケーブルの被覆に最適である。
高度なカスタマイズ: 押し出し加工により、複雑なカスタム・プロファイルや幅広い色を効率的に生産することができる。

シリコーン押出成形の欠点と限界は?
どんなプロセスも完璧ではありません。シリコーン押出成形の限界を認識することが重要です。
機械的強度の低下: 多くの有機ゴム(EPDMやネオプレンなど)に比べて、標準的なシリコーンは引張強度、引裂強度、耐摩耗性が低い。それは高い摩擦か物理的な乱用を含む動的適用のために適していない。
より高い材料費: シリコーン原料は一般的に汎用ゴムよりも高価であるため、非重要用途の費用対効果に影響を与える可能性がある。
特定の流体に対する感受性: シリコーンは、特定の炭化水素ベースの燃料、オイル、溶剤にさらされると膨潤し、劣化します。材料の選択は、化学的環境に注意深く適合させる必要があります。
加工の課題: 未硬化シリコーンの「粘着性」の性質は、時として取り扱いや加工に困難をもたらすことがある。また、ほこりや汚染物質を引き寄せる可能性があるため、クリーンな製造環境が必要です。
一定断面積の制限: 押出成形は本来、長さ方向に均一な断面を持つ部品の製造に限定される。アンダーカット、さまざまな肉厚、一体化したコネクターなどの特徴は、このプロセスだけでは不可能です。
代替技術との比較
| テクノロジー | 主な強み | 最適 | 主な弱点 |
|---|---|---|---|
| シリコーン押出 | 優れた耐熱性/耐環境性、生体適合性、連続生産性。 | シール、ガスケット、チューブ、断面が一定のプロファイル。 | 耐摩耗性が低い、2Dプロファイルに限定される、材料コストが高い。 |
| TPE押出成形 | 低コスト、優れた耐摩耗性、リサイクル可能(熱可塑性プラスチック)。 | 自動車用シール、消費財、極端な熱を必要としない用途。 | 温度範囲が著しく低く、弾力性が低い(圧縮永久ひずみが大きい)。 |
| シリコーン射出成形 | 複雑な3Dパーツの作成、高精度、オーバーモールドに最適。 | ボタン、キーパッド、複雑なシール、医療機器部品などの3D部品。 | 金型コストが高い、連続プロセスではない、部品サイズに制限がある。 |
シリコーンゴム押出成形:総合ガイド
シリコーンゴムの押出成形プロセスをマスターしましょう。私たちの専門家ガイドは、主要な原理、アプリケーション、設計のベストプラクティス、および一般的な問題の解決策をカバーしています。
押出シリコーンの主な特性と特性
押出シリコーン部品を指定する際、エンジニアはこれらの重要な性能指標を参照します:
硬度(デュロメーター): ショアAスケールで測定し、圧痕に対する材料の耐性を示します。一般的な押出材のショアA値は、20(非常に軟らかい)から80(硬い)です。

引張強さ: PSIまたはMPaで測定される、材料が破断する前に伸張された状態で耐えられる最大応力。
破断伸度: 素材が破断するまでに達成できる長さの増加率。素材の "伸縮性 "を表す。
引き裂き強度: 鋭利なコーナーに張られる可能性のあるシールには重要な特性である。
圧縮セット: 特定の温度で長時間の圧縮応力を受けた後、材料が元の厚さに戻る能力を測定する。低い圧縮永久ひずみは、信頼性の高い長期間のシーリングに不可欠である。
絶縁耐力: 材料が破壊することなく耐えられる最大電界のことで、単位はV/mil(ボルト・パー・ミル)。
シリコーン押出成形のコアプロセス
原料化合物から最終製品に至るまでには、慎重に管理されたいくつかの段階がある。
第1段階:材料の準備と配合:
工程はまずベースとなるシリコーンポリマー(HCR)から始まる。これを2本ロールミルに乗せ、添加剤を混ぜ合わせる。これには、着色用の顔料、機械的特性を向上させるための充填剤(ヒュームドシリカなど)、硬化用の触媒(過酸化物または白金)などが含まれます。コンパウンドは、均一性を確保するために徹底的に混合され、押出機で連続ストリップまたはログに成形されます。
ステージ2:摂食:
準備されたシリコーンストリップは、押出機のホッパーに供給される。HCRの場合、ローラーが粘着性のある材料を押出機のバレルに押し下げるのを補助することが多い。
第3段階:押出:
加熱されたバレルの中で、回転するスクリューがシリコーンを前進させる。スクリューの機械的な動きとバレルの熱が、材料を軟化させ、圧力を高めます。この圧力により、均質化されたシリコーンコンパウンドがダイの小さな開口部から押し出され、部品の最終的な断面に合わせて精密に加工されます。
第4段階:硬化(加硫):
プロファイルがダイから出るとき、それはまだ柔らかく、未硬化の状態である。すぐに硬化トンネルやオーブンに入ります。最も一般的な方法は
熱風加硫(HAV)トンネル: プロファイルはベルトコンベアに乗って長いオーブンの中を移動し、そこで通常200~450℃の熱風がシリコーンを硬化させる。これが最も広く使われている方法です。
赤外線(IR)トンネル: 高輝度赤外線ランプは、迅速かつ効率的な熱伝達を実現し、多くの場合、ライン速度の高速化をもたらします。
塩浴養生: 押出材は溶融塩の浴槽を通過する。これは非常に高速で均一な熱伝達を実現するが、環境と安全への懸念から今日ではあまり一般的ではなくなっている。
第5段階後硬化(オプションだが推奨):
一次硬化の後、一部の部品、特に過酸化物系を使用した部品や重要な用途の部品は、後硬化サイクルを受けます。揮発性の副生成物を除去し、材料の物理的特性、特に圧縮永久歪をさらに安定させるために、部品はバッチ式オーブンに数時間(例えば、200℃で4時間)入れられます。
第6段階冷却、切断、仕上げ:
硬化したプロファイルは、多くの場合、空気または水槽によって冷却される。その後、インラインのフライナイフカッターで特定の長さに切断したり、スプールに巻いたり、印刷、接着剤塗布、スプライシングなどの二次加工を施してOリングを形成することができる。

プロセスにおける主要パラメーターと影響要因
押出工程の制御は、複数の変数の微妙なバランスである。
スクリュー回転数(RPM): 出力速度に直接影響する。速度を上げるとスループットが向上するが、過度のせん断熱を発生させ、バレル内で早期硬化(スコーチ)を引き起こす可能性もある。
バレルとダイの温度: 押出機内で硬化反応を起こさずにシリコーンを流動させるのに十分な柔軟性を保つためには、注意深くコントロールする必要がある。
金型設計: 金型の形状は非常に重要である。金型は、以下の条件を満たすように設計されなければならない。 ダイスのうねり-ダイを出た後の押出材の膨張傾向。これには経験が必要で、多くの場合、数回の反復が必要です。
硬化温度と時間: これらは、部品の断面全体で完全な硬化を達成するのに十分でなければならない。硬化が不十分だと、弱く粘着性のある製品になり、過剰な熱は劣化の原因となる。時間はオーブンの長さとライン速度によって制御される。
回線速度: コンベアベルトの速度は、押出機の出力と同期させて、プロファイルの寸法を歪めてしまうような伸びやたるみを防ぐ必要がある。
シリコーン押出材の設計ガイドとベストプラクティス
これらの設計原則に従うことで、より製造しやすく、費用対効果の高い部品ができる。
プロフィールの簡素化: 断面が単純であればあるほど、寸法管理がしやすくなり、金型コストも下がる。不必要に複雑な形状は避ける。
均一な肉厚を維持する: 肉厚の極端なばらつきは、硬化ムラや歪み、寸法の不安定につながります。可能な限り均一化を目指してください。
余裕のある半径を取り入れる: 鋭利な内角や外角は避けてください。鋭利なコーナーは応力集中の原因となり、押出成形時に完全かつ安定した充填が困難になります。少なくとも0.5mm (0.020″)の半径を推奨します。
薄い壁の中空セクションは避ける: 壁の薄い中空部分は、完全に硬化する前に崩れたり歪んだりしやすい。空洞が必要な場合は、壁がそれ自身を支えるのに十分頑丈であることを確認してください。
公差を理解し、指定する: シリコーン押出材の標準的な業界公差は、通常、ゴム製品工業会(ARPM)のゴムハンドブックで定義されています(精密用クラス2、商業用クラス3)。公差を厳しくするとコストが高くなるため、必要な場合のみ指定してください。
材料の仕様を明確にすること: 単に「シリコーン」と頼んではいけません。硬度(デュロメーター)、色、コンプライアンス要件(例:FDA 21 CFR 177.2600、USPクラスVI)、圧縮永久歪みや温度範囲などの重要な性能特性を指定してください。
シリコーン押出成形における一般的な問題とその解決方法
| 問題 | 考えられる原因 | ソリューション |
|---|---|---|
| 金型のうねり / 不正確な寸法 | 金型設計が材料の膨張を考慮していない。材料のバッチが一定していない。ライン速度または押出機の出力が正しくない。 | ダイ・オリフィス寸法の修正材料バッチの予備テストと認証ライン速度とスクリュー回転数を同期させる。 |
| 気孔率(部分的な気泡) | 原料中の水分。供給中の空気の巻き込み。硬化温度が高すぎて、揮発成分が沸騰している。 | 使用前にコンパウンドを十分に乾燥させる。適切な供給技術を確保する。硬化オーブンの温度を下げる。 |
| 表面欠陥(ラフネス、ピッティング) | コンパウンド中の汚染。押出機のスコーチ(早期硬化)。ダイ表面の損傷または汚れ。 | コンパウンドにはクリーンルーム環境を使用する。バレルの温度を下げる。金型を定期的に清掃し、研磨する。 |
| 不完全硬化(べたつく表面) | 硬化時間または温度が不十分。ライン速度がオーブンに対して速すぎる。触媒の比率が正しくない。 | ライン速度を下げる。オーブンの温度を上げる。材料の配合記録を確認する。ポストキュアを行う。 |
| 歪みまたは反り | 不均一な冷却。不均一な肉厚ダイを出る際のプロファイルの不適切なサポート。 | 冷却システムの最適化(エアジェット、ウォーターバス)。均一な壁面になるように部品を再設計する。コンベヤーの高さとサポートローラーを調整する。 |
関連技術とコンセプト
1.上流工程 - シリコーン配合:
これは、ベースとなるシリコーンポリマーに充填剤、添加剤、触媒を混ぜ合わせ、用途に必要な特定のグレードのHCRを作り出す重要な最初の工程です。最終的な押出成形品の品質は、コンパウンド工程の品質と一貫性に大きく左右されます。
2.下流工程 - 製造と組み立て:
押出形材が最終製品になることはほとんどない。下流工程には以下のようなものがある:
スプライシング: 押し出しコードを長さに合わせてカットし、両端を接着してカスタムOリングを作る。
接着剤塗布: 感圧接着剤(PSA)テープをプロファイルの片面に貼り、取り付けを容易にすること。
印刷とマーキング: 部品番号、ロゴ、アライメントマークを表面に追加すること。
3.共押出:
より高度なプロセスで、2つ以上の押出機が異なる材料(例えば、異なる色や硬度のシリコーン)を1つのダイに供給し、複数の材料が統合されたプロファイルを作成します。例えば、シールは、取り付け用の硬いベースとシール用の柔らかいバルブを持つかもしれません。
4.シリコーン射出成形:
説明したように、これは複雑な三次元のシリコーン部品を作るために使われる補完的なプロセスである。一定の断面で作ることができない部品に選ばれることが多い。
5.シリコーン圧縮成形:
シリコーンを成形する最も古い方法。あらかじめ計量した材料を加熱した金型のキャビティに入れ、圧力をかけて金型を閉じ、材料をキャビティに充填して硬化させる。ガスケットやパッドのような部品の少量から中量の生産に適している。


紫、青、緑、黄色など様々な色のカラフルなプラスチック製ブロックが積み重なったクローズアップ。
主なポイント – 部品コスト削減の主要な要因は材料選定と肉厚最適化です。 – 高品質工具(クラス101/102)への投資は、長期的な単価低減につながります

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
キーポイント – 金型精度はすべての段階で決定される:製品設計、金型設計、鋼材選定、加工、組立、プロセス制御—いずれかの段階での弱点が全体の精度を制限する。 – 適切に

高速射出成形機とは?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

