 コンテンツへスキップ
コンテンツへスキップ 

シリコーンゴム圧縮成形完全ガイド
シリコーンゴム圧縮成形とは?
シリコーンゴム圧縮成形は、シリコーンゴムから三次元部品を作成するために使用される熱硬化性製造プロセスです。コアとなる原理は、未硬化高整合性シリコーンゴム(HCR)の正確に計量され、成形されたプリフォームを加熱された金型キャビティに入れることです。その後、油圧プレスで金型を閉じ、莫大な圧力(通常1,000~2,000 PSI)をかけます。この圧力により、可鍛性シリコーンは流動し、金型キャビティの細部まで充填されます。
持続的な熱と圧力の組み合わせにより、加硫または硬化と呼ばれる化学反応が始まる。この不可逆的なプロセスは、シリコーン内のポリマー鎖を架橋し、柔軟な生地のような材料から、固体で安定した弾力性のあるゴム部品へと変化させます。設定された硬化時間の後、プレスが開き、完成部品が排出される。
圧縮成形の分類と種類
基本原理は変わらないが、圧縮成形はいくつかの要因に基づいて分類することができ、さまざまな生産ニーズへの適応性が明らかになる。
1.プロセスバリエーションによる分類:
標準的な圧縮成形: 最も一般的なタイプは、上述のように、プリフォームを主型キャビティに直接配置するものである。
トランスファー成形: 密接に関連した工程で、プリフォームは金型キャビティの上にある別のチャンバー(「ポット」)に入れられる。プランジャーが、加熱された材料を流路(「スプルー」と「ランナー」)を通して閉鎖キャビティに押し込む。より複雑な部品やオーバーモールドのインサートによく使われる。
圧縮射出成形: 圧縮成形と射出成形の両方の特徴を併せ持つハイブリッド方式で、通常、精度が要求される特定の大量生産用途に使用される。
2.素材形態による分類:
原料のシリコーンは、成形前にさまざまな形で準備される:
プレフォーム 最も一般的な方法は、未硬化のシリコーンコンパウンドを切断、押し出し、または特定の形状と重量(例えば、パック、ストリップ、シート)に成形して、最終的な部品の体積に近似させる方法です。
バルクコンパウンド: 用途によっては、成形されていない未加工のシリコーン・コンパウンドを金型に直接入れることもある。
3.自動化レベルによる分類:
マニュアル/セミオートマチック: オペレーターは、プリフォームをロードし、プレスサイクルを開始し、完成部品と関連するフラッシュを手動で取り除く責任を負う。これは、少量生産や大型部品によく見られます。
フルオートマチック: ロボット・システムは、材料の投入、部品の排出、場合によっては脱フラッシングまで処理するため、より小さな部品の大量生産に適している。
代表的なアプリケーション・シナリオと使用例
シリコーンの材料特性と圧縮成形の費用対効果の組み合わせにより、多くの分野で定番となっている。
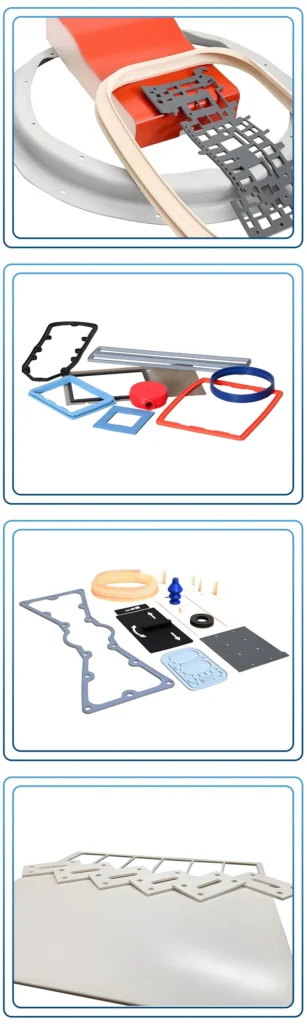
自動車産業 極端な温度、エンジン液、絶え間ない振動に耐えなければならない堅牢なシール、ガスケット、Oリングの製造に不可欠です。例えば、バルブカバーガスケット、スパークプラグブーツ、振動減衰ブッシュなどがあります。
医療とヘルスケア 医療用シリコーンの生体適合性は重要です。圧縮成形は、手術用マット、再使用可能な呼吸マスク、医療用ポンプのダイヤフラム、バイアル瓶のストッパー、診断機器のシールなどに使用されています。
消費財 柔軟で耐久性があり、食品に安全な製品に広く使用されている。一般的な例としては、シリコーン製ベークウェア、スパチュラ、アイスキューブトレイ、柔軟な時計バンド、電子機器の保護ケースなどがある。
電子・電気 シリコーンの優れた誘電特性は、電気絶縁体、コネクターシール、繊細な電子機器を湿気やほこりから守る屋外用エンクロージャーのガスケットに最適です。導電性シリコーンキーパッドも主要な用途です。
産業と航空宇宙 高性能シール、ポンプ用ダイヤフラム、工業用ガスケット、ショックマウントなど、過酷な使用条件下でも信頼性の高い性能を必要とするヘビーデューティ用途に使用。

メリットとデメリットの比較
どんな製造工程にもトレードオフがある。ここでは、シリコーン圧縮成形のバランスの取れた分析を紹介します。
1.主な利点
低い金型費用: 圧縮成形用の金型は、射出成形用の金型に比べて設計が単純です。複雑なランナーやゲートシステムを必要としないため、金型への初期投資を大幅に削減できます。そのため、試作品や中・少量生産には非常に魅力的です。
大きくてかさばる部品に最適: このプロセスは、射出成形では法外に困難で高価な大型ガスケットやマットのような大判部品の製造に優れている。
優れた素材汎用性: 粘度が非常に高い(パテのような粘着性)ハイコンシステンシーラバー(HCR)に最適です。材料を金型に直接配置することで、応力や劣化を最小限に抑え、材料の特性を保ちます。
ランナーからの廃棄物を最小限に抑える: 材料はキャビティに直接入れられるため、射出成形の主な廃棄物であるスプルーやランナーは発生しない。バリが発生するものの、全体としては材料の無駄が少なくなることが多い。
低~中ボリュームでの費用対効果: 低い金型費用とシンプルなセットアップの組み合わせにより、射出成形金型の高コストを正当化できない生産量に対して、最も経済的な選択となる。
2.主な欠点
長いサイクルタイム: 硬化工程は最も時間のかかる工程で、部品の厚さにもよるが、1サイクルあたり数分かかることもある。そのため、秒単位でサイクルタイムが計測されるLSR射出成形よりも大幅に時間がかかる。
人件費の上昇: この工程は労働集約的であることが多く、手作業によるプリフォームの装填、部品の脱型、二次的な脱型作業が必要となる。これは、大量生産シナリオでは、部品あたりのコストを押し上げる可能性がある。
限られた幾何学的複雑性: 非常に複雑な細部、薄い壁、複雑なアンダーカットのある部品には適していません。高粘度の材料は、液状シリコーンゴムのように微細な形状に流れ込みにくい。
フラッシュ生成: 金型のパーティングラインで絞り出される余分な材料の薄い膜であるフラッシュの発生を避けることはほとんど不可能です。このフラッシュは、二次加工(トリミングまたは極低温脱フラッシング)で除去しなければならず、時間とコストがかかります。
パート間の整合性: オペレーターによるプリフォームの正確な配置に大きく依存する。射出成形の高い再現性に比べ、配置のばらつきは、肉厚や部品寸法のわずかな不一致につながります。

3.液状シリコーンゴム(LSR)射出成形との比較:
| 特徴 | シリコーン圧縮成形 | 液状シリコーンゴム(LSR)射出成形 |
|---|---|---|
| 使用素材 | 高強度ゴム(HCR/HTV) | 液状シリコーンゴム(LSR) |
| 金型費用 | 低い | 高い |
| サイクルタイム | ロング 分 | 速い 秒 |
| 生産量 | こんな方に最適 低~中 ボリューム | こんな方に最適 高い ボリューム |
| 部品の複雑さ | 単純な部品から中程度に複雑な部品に適している | ディテールが細かく複雑な部品に最適 |
| 人件費 | 高い (多くの場合マニュアル) | 低い (高度に自動化されている) |
| フラッシュ | トリミングが必要 | 精密ツーリングにより、バリがほとんどない |
| 最適 | 大型部品、プロトタイプ、低コスト金型 | 小型から中型部品、厳しい公差、大量生産 |
圧縮成形シリコーンの主な特性と特性
圧縮成形で作られた部品は、使用されている高温加硫(HTV)シリコーンゴムの優れた特性を受け継いでいます。
卓越した熱安定性: 標準グレードは、通常-55°C~+230°C(-67°F~+446°F)の広大な温度範囲で信頼性の高い性能を発揮します。特殊グレードは、これらの限界をさらに押し広げることができます。
優れた耐環境性と耐薬品性: シリコーンは、オゾン、紫外線、湿気、風化に対して非常に耐性があり、屋外用途に理想的です。また、多くの油、溶剤、化学薬品にも耐性がありますが、特定の適合性は常に確認する必要があります。

優れた生体適合性: 医療グレードのシリコーンは、毒性がなく、低刺激性で、微生物の繁殖をサポートしません。様々な方法(オートクレーブ、ETO、ガンマ線)で滅菌が可能で、皮膚との接触(USPクラスVI)や移植も認定されています。
高い電気絶縁性: シリコーンゴムは、高い絶縁耐力と体積抵抗率を持ち、電気絶縁体やコネクターに最適です。
カスタマイズ可能なプロパティ: ベースとなるシリコーンに添加剤を配合することで、難燃性(UL 94 V-0)、導電性(カーボンや金属粒子の添加)、幅広い色調など、特定の特性を実現することができる。
機械的耐久性: シリコーンは、引張強さ、伸び、引き裂き強さのバランスが優れています。それは非常に適用範囲が広く、圧縮された後元の形に戻ることを意味する優秀な圧縮セット抵抗がある。硬度は広い範囲、普通20から80のShore Aのジュロメーターに渡って指定することができる。
コアプロセスのワークフロー:ステップ・バイ・ステップ
圧縮成形プロセスは、品質と再現性を確保するために正確に制御されなければならない体系的なワークフローである。
材料の配合と準備: この工程は、まずHTVシリコーンガムから始まる。これを硬化剤(通常、過酸化物ベースの触媒)、補強用充填剤(ヒュームドシリカなど)、着色用顔料、その他必要な添加剤と2本ロールミルまたはインターナルミキサーで混合する。最終的なコンパウンドは、その後、特定の形状と正確な重量のプリフォームに加工される。
金型の準備: 鋼鉄製の金型は、前のサイクルからの残留物を取り除くために徹底的に洗浄される。硬化した部品が固着するのを防ぎ、脱型を容易にするため、離型剤がキャビティ表面に塗布されることが多い。
金型加熱: 金型の両半分は正確で均一な温度、通常は150℃~200℃(300°F~392°F)に加熱されます。この温度は、加硫プロセスを効率的に開始し完了させるために重要です。
シリコーンプリフォームを装填する: プレス機が開いている状態で、オペレーターが事前に計量したシリコーン製プリフォームを、加熱された金型キャビティの下半分に慎重に配置します。この配置は、金型が閉じたときに材料がすべての領域を満たすように流れ、通気孔から空気が押し出されるようにするための戦略的なものです。
金型の閉鎖と圧縮: 油圧プレスが閉じ、2つの金型の半分が一緒になる。高いクランプ圧がかかり、柔らかくなったシリコーンが強制的に流れ、キャビティの形状に適合します。
硬化(加硫): 部品は所定の硬化時間、熱と圧力の下に保持される。この時間は、パーツの厚み、シリコーン配合、金型温度によって異なりますが、1分から10分以上です。この段階で熱硬化反応が起こり、部品の形状が永久的に固定されます。
脱成型: 硬化サイクルが完了すると、プレスが開きます。その後、オペレーターは完成品を慎重に金型から取り出します。これは手動で行うことも、圧縮空気ジェットや金型に組み込まれた機械式エジェクターピンの助けを借りて行うこともできます。
後処理: 金型から取り出してすぐに部品が完成することはほとんどない。
- フラッシュを消す: パーティングライン周辺の余分なフラッシュは、ブレードを使った手作業、極低温脱フラッシュ(部品を凍らせてフラッシュをもろくする)、または精密な型抜きによって切り落とされる。
- ポストキュアリング: 多くの高性能部品は、二次的なポストキュア工程を経る。過酸化物硬化による残留副生成物を除去し、材料の最終的な物理的特性を安定させ、向上させるために、循環式熱風オーブンに数時間(例えば、200℃で4時間)入れられます。


設計と製造における主な考慮事項
圧縮成形の成功は、いくつかの重要な要素に注意深く注意を払うかどうかにかかっている。
素材の選択: これが最初の、そして最も重要な決定です。シリコーングレードの選択は、硬度(デュロメーター)、温度範囲、耐薬品性、色、特別な認証(例:FDA、USPクラスVI)など、アプリケーションの要件に基づいて行う必要があります。

プリフォームの設計と管理: プリフォームの重量は極めて正確でなければならない。材料が少なすぎると「ショート・ショット」(不完全な部品)となり、多すぎると過剰で除去しにくいバリが生じます。プリフォームの形状と配置も、適切な材料の流れを確保し、空気の巻き込みを防ぐために非常に重要です。
プロセスパラメータ制御 温度、圧力、時間の "鉄の三角形 "は、一貫した結果を得るためには、部品と材料の組み合わせごとに厳密に制御され、最適化されなければならない。
金型の設計と施工: よく設計された金型が不可欠です。重要な設計要素には、パーティングラインの位置、部品を簡単に取り外すための十分な抜き勾配、こもった空気を逃がす効果的なベント、工具鋼と表面仕上げの品質などがあります。
設計と実装のベストプラクティス
圧縮成形において確立された製造のための設計(DFM)の原則に従うことで、コストのかかるエラーを防ぎ、最終的な部品の品質を向上させることができます。
部品設計のベストプラクティス:
均一な肉厚を維持する: 肉厚が極端に異なると、硬化が不均一になり、内部応力が発生し、反りが生じる可能性があります。できるだけ均一な厚みを目指してください。
ゆとりのあるラディとフィレを取り入れる: 鋭利な内角は応力集中の原因となり、材料の流れを妨げます。耐久性と金型への充填性を向上させるために、丸みを帯びたコーナーとフィレットを使用してください。
適切なドラフト角度を使用する: 抜き勾配とは、垂直の壁につけられたわずかなテーパーのことである。金型から部品を損傷なく取り出すには、通常1~3度の抜き勾配が推奨される。
パーティングラインの計画を立てる: 2つの金型の半分が合わさる位置(パーティング・ライン)には、常に証 跡が残り、バリが発生します。その位置は、部品の重要でない面、または目につきにくい面にしてください。
現実的な公差を指定する: 圧縮成形は射出成形よりも精度が劣ります。その限界を理解し、不必要なコストを避けるために、その工程で達成可能な公差を指定します。

生産現場でよくある問題と解決策
よく設計された部品であっても、生産中に問題が発生することがあります。ここでは、よくある問題とそのトラブルシューティングの手順をご紹介します。
| 問題 | 考えられる原因 | 解決策と緩和策 |
|---|---|---|
| ショートショット/ノンフィル (未完成部分) | - 材料不足(プリフォームの重量不足) - 早期硬化(焦げ付き) - 材料の流れを妨げる閉じ込められた空気 - 成形圧力不足 | - プレフォームの重量を確認し、必要であれば増やす。 - プリフォームの配置を最適化し、フローを改善。 - 金型の温度を少し下げるか、圧力をかけるまでの時間を短くする。 - カビの通気孔をチェックして清掃し、必要であれば通気孔を追加する。 |
| 過度のフラッシュ | - 素材が多すぎる(重量オーバーのプリフォーム) - プレスのクランプ力不足 - 金型のパーティングラインが磨耗または損傷している。 - 金型温度が高すぎ、粘度を下げすぎている。 | - プリフォームの重量を目標仕様に減らす。 - プレスのクランプ圧を上げる。 - 金型が摩耗していないか点検し、メンテナンス/修理を行う。 - 金型の温度を少し下げる。 |
| エア・トラップ/空隙/気孔率 | - 不適切なプリフォームの配置が空気を閉じ込める - カビの通気口の不備や詰まり - シリコーン・コンパウンド中の水分 - 空気が抜ける前に材料が硬化する | - プリフォームの形状や金型内の位置を変更する。 - サイクルの早い段階でプレスを "バンプ"(素早く開閉)して空気を抜く。 - 換気口が清潔で、適切なサイズであることを確認する。 - 湿気が疑われる場合は、材料を予熱または乾燥させる。 |
| 部品表面の水泡または泡 | - 硬化不足(脱型時にガスが発生する) - トラップされた揮発性副産物 | - 硬化時間または硬化温度を上げる。 - 適切なポストキュアサイクルを実施すること。 - カビの排出を改善する。 |
| 型にこだわる部分 | - 離型剤の不足または消耗 - 金型キャビティ表面の荒れや損傷 - 硬化不足で "粘着性 "の残る部分 | - 洗浄と離型剤の再塗布の一貫したスケジュールを確立する。 - 金型キャビティを研磨して滑らかに仕上げる。 - 硬化パラメータを確認し、必要に応じて硬化時間を延長する。 |
意思決定支援:圧縮成形とLSR射出成形の比較
このクイックガイドを参考に、どのプロセスがあなたのプロジェクトにより適しているかを判断してください:
1.シリコーン圧縮成形を選択する場合:
お客様の生産量は低~中程度(例:数百~数千個)です。
部品が大きい、厚い、または形状が単純か中程度である。
金型予算が主な制約条件です。
プロトタイピングまたは初期立ち上げ段階にある。
必要な材料は、高デュロメータまたは特殊なHTV/HCRコンパウンドである。
2.LSR射出成形をお選びください:
生産量が多い(例:数万から数百万個の部品)。
部品が小さかったり、肉厚が薄かったり、形状が複雑で細部が入り組んでいる。
大量生産におけるサイクルタイムと部品単価が主な原動力である。
極めて厳しい公差と部品間の高い一貫性が必要です。
プロセスは完全自動化され、労力は最小限でなければならない。
関連技術とコンセプト
液状シリコーンゴム(LSR)射出成形: 説明したように、これは主な大量生産の代替手段である。これは、自動的に混合され、金型に注入される2液性の液体材料を使用し、非常に速いサイクルと高精度を提供する。
シリコーン・トランスファー成形: 圧縮成形と射出成形の中間的な成形方法。標準的な圧縮成形よりも制御性が高く、材料がより穏やかに金型に流れ込むため、電子部品や金属インサートのオーバーモールドに最適です。
シリコーン押出: チューブ、コード、ストリップ、複雑な断面形状などの線状プロファイルを作成するために使用される連続プロセス。シリコーンをダイに通してプロファイルを形成し、インラインで硬化させる。
シリコンカレンダー: 正確な厚みの連続シリコーンゴムシートを製造するプロセス。シリコーンコンパウンドを一連の加熱ローラーに通し、プレスして薄く均一なシートにする。
高信頼性ゴム(HCR): HTV(高温加硫)シリコーンとも呼ばれ、圧縮成形の原料となる。粘度が高く、パテや生地のような粘性があるため、加工にはミルやミキサーが必要となる。粘度が低く、ポンプで圧送可能なLSRとは区別される。
加硫: シリコーンに最終的なゴムのような性質を与える基本的な化学プロセス。さまざまな触媒系によって開始することができる:
過酸化物キュア: 圧縮成形で使用される一般的で費用効果の高いシステム。酸性の副生成物を残すことがあるが、ポストキュアの際に除去される。
プラチナキュア(アディショナルキュア): 副生成物を生成しないクリーンなシステムで、LSRや高純度医療用途によく使用される。汚染に対してはより敏感である。


紫、青、緑、黄色など様々な色のカラフルなプラスチック製ブロックが積み重なったクローズアップ。
主なポイント – 部品コスト削減の主要な要因は材料選定と肉厚最適化です。 – 高品質工具(クラス101/102)への投資は、長期的な単価低減につながります

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
キーポイント – 金型精度はすべての段階で決定される:製品設計、金型設計、鋼材選定、加工、組立、プロセス制御—いずれかの段階での弱点が全体の精度を制限する。 – 適切に

高速射出成形機とは?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

