 Vai al contenuto
Vai al contenuto 

Oltre all'attrezzatura singola, la macchina per lo stampaggio a iniezione offre anche l'opzione di stampi multipli mediante l'installazione a posteriori, in modo da aumentare il numero di stampi da cinque a sei o più. Ciò migliora notevolmente l'efficienza produttiva della pressa a iniezione, che risponde alle esigenze dell'industria moderna di aumentare la produttività. La funzione di una macchina a iniezione multistampo che utilizza più stampi per lavorare contemporaneamente è chiamata produzione di stampaggio a iniezione multistampo, che consente di ottenere alta velocità, bassi costi e, in ultima analisi, una maggiore produttività.
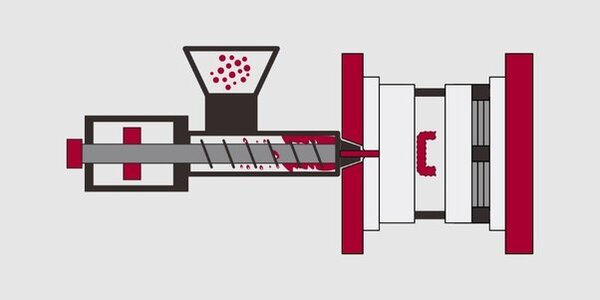
Lo stampaggio a iniezione è uno dei modi in cui produciamo parti in plastica. Si tratta di un processo in cui fondiamo il materiale plastico, lo iniettiamo nella cavità di uno stampo e lo lasciamo raffreddare e indurire nella forma definita dallo stampo. Una delle domande più frequenti che mi vengono rivolte quando si parla di stampaggio a iniezione è se una macchina può far funzionare più di uno stampo contemporaneamente. In questo articolo analizzerò l'esecuzione di più stampi su una macchina per lo stampaggio a iniezione: È possibile? Quali sono i vantaggi? Quali sono le sfide da affrontare? E cosa bisogna considerare?
Fattibilità del supporto di più stampi su una macchina per lo stampaggio a iniezione
La capacità di una macchina per lo stampaggio a iniezione di gestire più stampi dipende da fattori quali la capacità della macchina, le dimensioni dello stampo e la complessità dei pezzi prodotti. Molte moderne macchine per lo stampaggio a iniezione sono dotate di stampi multipli in grado di gestire più di una raffinazione.
Vantaggi e svantaggi dell'utilizzo di stampi multipli
Vantaggi
1. Maggiore efficienza produttiva: Utilizzando una macchina per lo stampaggio a iniezione per produrre pezzi singoli, è possibile ottimizzare il tempo dedicato alle operazioni in più fasi, migliorando l'efficienza della produzione. L'uso di uno stampo a tavola rotante consente di realizzare più stampi e variazioni in posizioni diverse, migliorando così la produzione di più modelli e specifiche.
2. Risparmio sui costi: Utilizzando più stampi per produrre prodotti, è possibile risparmiare il costo dell'acquisto di altre macchine per lo stampaggio a iniezione, riducendo così anche l'investimento di capitale.
3. Riduzione dei costi di produzione: Lo stampaggio a iniezione multi-shot ha il vantaggio di produrre più forme contemporaneamente, risparmiando i tempi di inattività e il costo della produzione di prodotti difettosi, riducendo così i costi di produzione.

4. Miglioramento della qualità del prodotto: Le caratteristiche degli stampi multipli consentono un attrito più uniforme, che riduce la necessità di usura meccanica durante l'apertura e la chiusura dello stampo, aumenta la stabilità dello stampo in produzione e ne prolunga la durata.
5. Requisiti ridotti per le attrezzature di stampaggio a iniezione: Lo stampaggio a iniezione multistampo è un processo che sfrutta appieno la capacità produttiva delle presse a iniezione, accorcia i cicli di produzione e prolunga la vita della macchina.
Svantaggi
1. Tempi lunghi di cambio stampo: Quando si hanno stampi diversi, bisogna passare da uno all'altro e questo richiede tempo.
2. Aumento dei tassi di fallimento: Quando si ha più di uno stampo nel processo di stampaggio a iniezione, si esercita una maggiore pressione sulle macchine e questo può mettere in crisi i sistemi di manutenzione e riparazione.
Considerazioni sull'utilizzo di più stampi
1. Sono richiesti operatori qualificati: L'uso di più stampi nel processo di stampaggio a iniezione rende più complicato il funzionamento della pressa a iniezione, per cui sono necessari operatori esperti per evitare incidenti.
2. Manutenzione delle attrezzature: L'utilizzo di stampi multipli implica che il costruttore di stampi deve prestare maggiore attenzione alla manutenzione della macchina di stampaggio a iniezione e al normale funzionamento dello stampo per evitare frequenti interruzioni della produzione e aumentare la durata dello stampo.
3. Pianificazione della produzione: In questo caso, il motivo per cui è importante utilizzare più stampi per realizzare i prodotti in anticipo rispetto alla tabella di marcia è che il piano di produzione si svolge senza intoppi.
4. Compatibilità della macchina: Non tutte le macchine per lo stampaggio a iniezione sono attrezzate per utilizzare più stampi contemporaneamente. I produttori devono verificare se le loro attrezzature, come le macchine per lo stampaggio a iniezione, sono in grado di completare tutti i compiti richiesti per il funzionamento con più stampi.
5. Allineamento e sincronizzazione degli stampi: L'accoppiamento e il collegamento precisi dello stampo sono importanti per ottenere una dimensione costante del pezzo, per evitare difetti come la formazione di bave, la deformazione, ecc.
6. Costi della muffa: Il costo di acquisto di una serie di stampi per un pezzo complesso o di alta precisione può essere molto elevato. Le fabbriche devono considerare i principali indicatori di fattibilità, la durata degli stampi e i fattori di ammortamento.
7. Manutenzione e tempi di inattività: L'utilizzo contemporaneo di più stampi su una stessa macchina aumenta la probabilità di usura, con conseguenti necessità di manutenzione più frequenti e potenziali tempi di fermo per riparazioni e manutenzione.

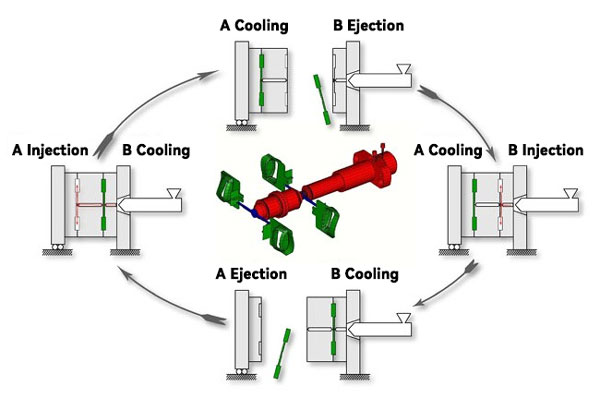
Caso di studio: Soluzione di stampaggio a iniezione Tandem Molding
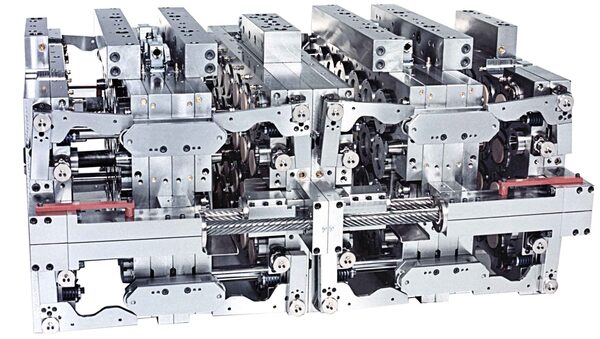
La tecnologia di stampaggio tandem è un processo che utilizza due stampi identici o simili montati su un'unica macchina di stampaggio a iniezione. In pratica, lavorano simultaneamente per ottenere il risultato desiderato. L'intervallo di tempo tra l'impostazione dei prodotti su uno stampo e l'altro viene utilizzato per il processo di stampaggio a iniezione dei prodotti dallo stampo alternativo e la macchina utilizza il tempo intermedio per bilanciare i due stampi, massimizzando la produttività per ora di funzionamento.
L'efficienza della tecnologia di stampaggio tandem è di solito ineguagliabile: può aumentare la produzione di 40-80% e far risparmiare 30-40% sugli investimenti in attrezzature e automazione, se le condizioni di processo e le configurazioni delle attrezzature sono adeguate.
Scenari applicabili
È possibile utilizzare la tecnologia Tandem Molding in prodotti con tempi di ciclo di oltre 30 secondi, con le stesse combinazioni di materiali e con dimensioni vicine tra loro o con strutture molecolari accoppiate. Lo abbiamo fatto con parti "telaio anteriore - alloggiamento della vite" e "coperchio-base inferiore" con prodotti simmetrici, parti di ingegneria di sistema che sono standardizzate e coinvolgono più serie di stampi, e parti piatte a telaio grande che includono la struttura cava con una facile installazione di canali di flusso. È possibile combinare questi pezzi e stampi e produrli in modo efficiente utilizzando cavità poco profonde.

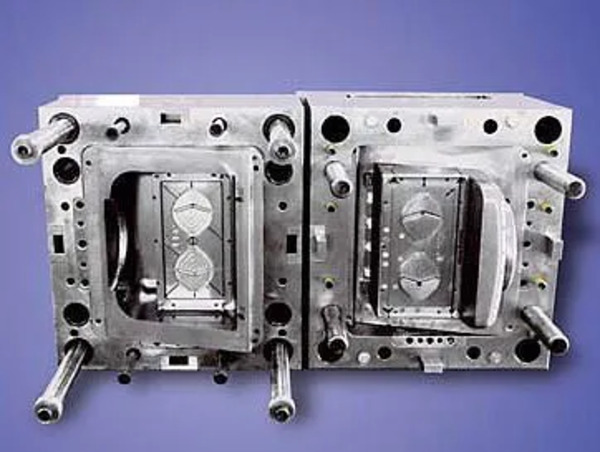
Requisiti per gli stampi
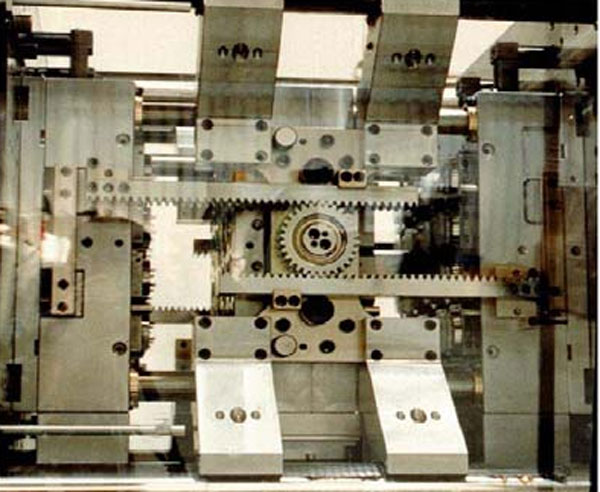
Nel Tandem Molding, lo stampo è composto da due parti: una è il sistema a canale caldo che alterna le riprese tra lo stampo anteriore e quello posteriore, l'altra è il sistema di chiusura che alterna l'apertura e la chiusura degli stampi. Il design del Tandem Molding, invece, si basa su due stampi che condividono l'iniezione. Il modo più semplice per alternare gli stampi anteriori e posteriori è utilizzare un sistema a canale caldo anteriore e posteriore.
Oggi, la maggior parte dei produttori di canali caldi progetta i propri prodotti per lo stampaggio in tandem e anche per stampi a canale freddo a basso costo in grado di eseguire lo stampaggio in tandem o addirittura per due stampi esistenti che possono essere adattati per l'uso combinato. Tutto sommato, la complessità non è nello stampaggio, ma soprattutto nel canale caldo.
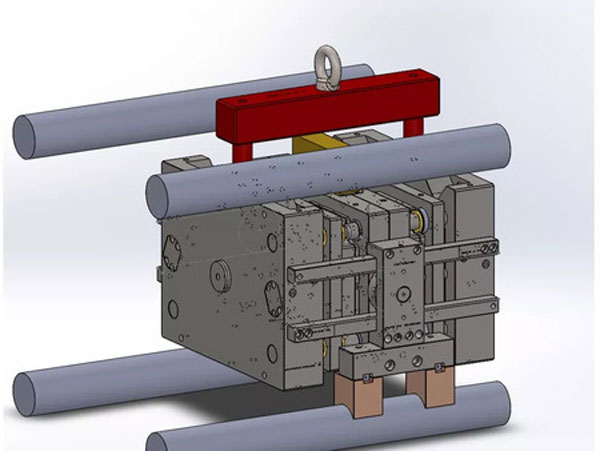
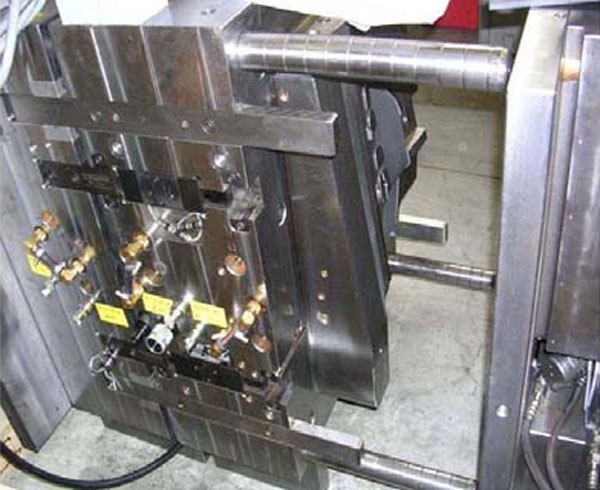
Requisiti delle macchine per lo stampaggio a iniezione
Con lo stampaggio unilaterale, non è necessario apportare modifiche complesse alle macchine per la produzione di stampi. È sufficiente inserire una piastra nello stampo idraulico che aumenta lo spessore della parte di bloccaggio della macchina di stampaggio in modo che gli stampi sovrapposti si adattino. In genere, ciò significa aumentare lo spessore di bloccaggio dello stampo di circa 20-25% rispetto alla capacità dello stampo dell'attrezzatura standard.
Con lo stampaggio tandem, è necessario utilizzare un software di controllo in cui il sistema di controllo della macchina per lo stampaggio a iniezione include questo software per gestire le variabili utilizzate nella lavorazione dello stampo A e dello stampo B per produrre prodotti diversi. L'arresto e l'avvio della colata e la quantità o il volume della colata sono le caratteristiche chiave per migliorare l'efficienza della produzione.
Se non si dispone di una capacità di fusione sufficiente, è possibile utilizzare dispositivi di pressione di mantenimento indipendenti o chiudere le valvole degli ugelli per avviare il processo di plastificazione prima della pressione di mantenimento. In genere, queste applicazioni non richiedono le attrezzature più costose e i miglioramenti successivi di solito aumentano il costo dell'attrezzatura solo di 5-10% rispetto a quello che si aveva prima. Quando una singola macchina può funzionare con la stessa produttività di due macchine, si ottiene solo un risparmio sui costi non appena gli stampi riescono a tenere il passo.
Differenze tra stampaggio tandem e stampaggio a pila
Quando si iniziano a usare stampi a pila invece di stampi monofaccia, spesso mi chiedono che differenza c'è tra i vari prodotti che si possono realizzare. La forma più semplice di stampaggio in pila consiste nel fare a turno i pezzi nello stampo A e nello stampo B. Si usa soprattutto per i pezzi tecnici che devono essere spessi. Non è come il flash molding, in cui si realizza un pezzo complicato (e ci vuole più tempo per realizzarlo). Lo stampaggio in pila è utilizzato per realizzare pezzi sottili o con molte cavità, dove il tempo di ciclo è breve (meno di 10-15 secondi) e il tempo di raffreddamento è inferiore a 5-6 secondi.
Lo stampaggio in pila è un processo che richiede l'apertura simultanea degli stampi A e B, la sospensione dello stampo centrale durante l'apertura degli stampi e la gestione di problemi quali la stabilità posizionale, il supporto e la sincronizzazione della struttura dello stampo. Il problema principale è la necessità di resistenza, precisione e durata delle parti meccaniche utilizzate per produrre pezzi in condizioni di produzione ad alta velocità. Gli stampisti in grado di produrre stampi di precisione, affidabili e di alta qualità non sono come gli altri stampisti. In genere, il prezzo degli stampi è superiore a quello di uno stampo medio.
All'aumentare del numero di cavità, aumenta il costo. La rapida velocità di produzione comporta costi estremamente elevati a causa del bilanciamento del flusso e del controllo delle valvole sequenziali. Per tenere conto della qualità e della stabilità della produzione, la fabbrica di stampi sceglie di solito marchi a canale caldo come Moldmaster o Husky, che hanno costi più elevati. Alla fine, il costo elevato degli stampi influisce sulla competitività dell'azienda in un progetto. Il processo di stampaggio tandem consente di aprire solo una superficie di separazione dello stampo alla volta durante ogni ciclo, mentre l'altra metà rimane bloccata in posizione in modo relativamente permanente. Ciò che rende prezioso questo metodo è che il layout dello stampo è simile a quello di uno stampo convenzionale, quindi non presenta il problema dell'elevata complessità della struttura dello stampo.
Il processo di stampaggio a pila richiede criteri di accettazione più elevati per quanto riguarda la precisione e la lavorazione, cicli di stampaggio più lunghi e velocità di produzione più basse rispetto al processo di stampaggio economico e più indulgente. Inoltre, Tandem Molding non preferisce utilizzare progetti ad alta cavità, quindi si affida a marchi di canali caldi più comuni sul mercato.
Lo stampaggio tandem, avendo una sola superficie di divisione dello stampo, apre solo una superficie di divisione alla volta e un'unica superficie di divisione, a differenza dello stampaggio a pila in cui è necessario aprire e iniettare in due superfici di divisione contemporaneamente. Pertanto, è necessario che la macchina abbia uno spazio minimo di carico all'interno del bloccaggio dello stampo (parallelismo) e una capacità di fusione e iniezione nella parte di stampaggio a iniezione.
La macchina di stampaggio a iniezione normalmente utilizzata per lo stampaggio in pila è, nella maggior parte dei casi, di 1-2 specifiche superiori a quella utilizzata per lo stampaggio in Tandem per lo stesso numero di cavità. Il fatto che lo stampaggio a gravità in tandem abbia una lunghezza di ciclo maggiore, ma che allo stesso tempo richieda un carico minore sulle attrezzature rispetto allo stampaggio in pila, lo rende ideale per i prodotti nazionali, mentre la produzione stabile e a velocità rapida dello stampaggio in pila rappresenta una grande sfida per i marchi nazionali.

La produzione con stampaggio tandem è più flessibile. I semistampi A e B possono realizzare prodotti diversi con processi di stampaggio a iniezione diversi, mentre lo stampaggio in pila produce solitamente un unico prodotto con lo stesso numero di cavità dello stampo e le stesse condizioni di iniezione. In confronto, lo stampaggio in tandem si trova in una posizione inferiore rispetto allo stampaggio in pila a causa delle differenze nelle attrezzature di produzione, negli stampi e nei processi di produzione. Pertanto, questo metodo è più semplice, più economico e più pratico per migliorare la produttività.
Conclusione
In sintesi, la fattibilità o meno di una macchina per lo stampaggio a iniezione in grado di gestire più stampi dipende da diversi fattori, tra cui la capacità della macchina, la progettazione dello stampo e i requisiti di produzione. L'utilizzo di più stampi presenta numerosi vantaggi: consente di risparmiare tempo e manodopera, rende il processo più economico e permette di modificare il prodotto finito. Tuttavia, questa macchina è anche complicata da gestire, richiede tempo e un po' di abilità per essere allineata e, infine, bisogna pensare alla manutenzione. In sostanza, i produttori di macchine devono pensare a ciò di cui hanno bisogno e a ciò che possono fare per capire se una macchina a doppia funzione è una buona opzione per avere un processo di produzione più ottimizzato.







