 Vai al contenuto
Vai al contenuto 

Spesso si associano stampi di pressofusione e stampi a iniezione ma la differenza tra i due è ancora molto grande.
La differenza fondamentale tra stampo a iniezione e stampo di pressofusione è che il materiale è diverso, uno è in plastica o metallo e l'altro è in lega.
Lo stampo per pressofusione deve quindi sopportare pressioni e temperature molto più elevate rispetto allo stampo per plastica, la struttura dello stampo deve essere rafforzata, il modo di alimentazione, il canale di flusso e il design del raffreddamento sono diversi.
Il metallo Stampaggio a iniezione è un processo di forma netta che forma e sinterizza la polvere di metallo per creare componenti ad alta resistenza. Segue un processo di sinterizzazione in cui il pezzo viene messo in un forno a una temperatura vicina a quella di fusione del metallo che consente alla polvere metallica fine di sinterizzare insieme, lasciando un forte componente a forma di rete.
Stampaggio a iniezione vs. pressofusione
Sebbene entrambi debbano utilizzare lo stampo per realizzare i prodotti, il principio di funzionamento non è molto diverso, la materia prima è diversa, i costi del materiale sono diversi, anche l'uso naturale dello stampo è diverso.
Quando si tratta di produzione di stampiSono diversi i metodi comunemente utilizzati. Lo stampaggio a iniezione di plastica e la pressofusione sono due dei metodi di produzione più diffusi, ma quali sono le differenze tra loro?
In questo post del blog, discuteremo le principali differenze tra la pressofusione e il stampaggio a iniezione, nonché i loro vantaggi e svantaggi.

Che cos'è la pressofusione?
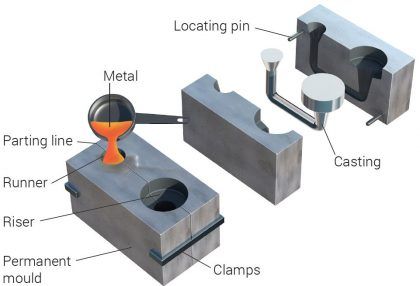
La pressofusione è un processo di fusione dei metalli caratterizzato dall'uso di una cavità dello stampo per applicare una pressione elevata al metallo fuso.
Lo stampo viene solitamente lavorato da una lega più resistente, un processo in qualche modo simile allo stampaggio a iniezione della plastica.
La maggior parte delle fusioni è costituita da parti in metallo non ferroso, come zinco, rame, alluminio, magnesio, piombo, stagno e leghe piombo-stagno e loro leghe.
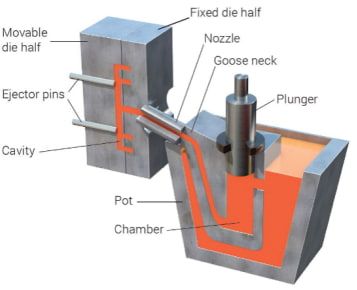
A seconda del tipo di pressofusione dell'alluminio, si utilizza una macchina di colata a camera fredda o una macchina di colata a camera calda.
A causa del costo elevato delle attrezzature e degli stampi di colata, il processo di pressofusione viene generalmente utilizzato solo per produrre grandi quantità di prodotti all'ingrosso.
La pressofusione è particolarmente adatta alla produzione di grandi quantità di getti di piccole e medie dimensioni ed è quindi uno dei processi di fusione più utilizzati.
Rispetto ad altre tecniche di colata, la pressofusione presenta una superficie più piatta e una maggiore consistenza dimensionale.
Sulla base del processo di pressofusione tradizionale, sono stati creati diversi processi migliorati, tra cui il processo di pressofusione non poroso, che riduce i difetti di fusione ed elimina la porosità.
Il processo di iniezione diretta, utilizzato principalmente per la lavorazione dello zinco, riduce gli scarti e aumenta la resa.
Processo di pressofusione
Il processo di pressofusione tradizionale consiste in quattro fasi principali, che includono
(1) Preparazione dello stampo
(2) Archiviazione
(3) Iniezione
(4) Caduta di sabbia
Sono la base per varie versioni modificate del processo di pressofusione.
Durante il processo di preparazione, la cavità dello stampo viene spruzzata con un lubrificante, che aiuta a controllare la temperatura di fusione dello stampo e a liberare la colata dallo stampo.
Lo stampo viene quindi chiuso e il metallo fuso viene iniettato nello stampo ad alta pressione, che varia da circa 10 a 175 MPa. Gli stampi devono resistere alle alte pressioni e alle temperature del metallo fuso, che possono usurarli rapidamente.
Una volta riempito il metallo fuso, la pressione viene mantenuta fino alla solidificazione della colata.
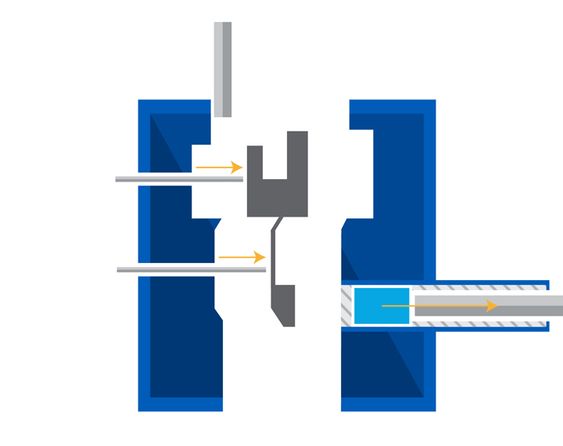
Lo spintore spinge fuori tutti i getti e, poiché in uno stampo possono esserci più cavità, è possibile produrre più di un getto per ogni processo di colata.
Il processo di caduta della sabbia richiede quindi la separazione dei residui, tra cui costruttori di stampi, guide, cancelli e bordi volanti.
Questo processo di produzione viene solitamente realizzato mediante l'estrusione della colata attraverso una speciale matrice di apprettatura.
Gli stampi per la pressofusione e quelli per lo stampaggio a iniezione sono diversi
(1) Pressione
La differenza principale tra la pressofusione e stampaggio a iniezione è che la pressione estrema dello stampo di pressofusione è elevata, quindi i requisiti per la sagoma dello stampo sono più elevati e devono essere relativamente spessi per evitare la deformazione.
(2) Il cancello
Il cancello dello stampo per pressofusione è diverso da quello dello stampo di stampo a iniezionePer questo motivo è necessario che l'alta pressione del cono di derivazione interrompa il flusso di materiale.
(3) Trattamento di indurimento
Il nocciolo dello stampo di pressofusione non ha bisogno di indurimento e tempra, perché la temperatura all'interno della cavità dello stampo è relativamente alta durante la pressofusione, il che equivale a una tempra, mentre il nocciolo dello stampo è più resistente. stampo a iniezione necessita di un trattamento di tempra.
(4) Trattamento della carie
Pressofusione cavità stampo generale al trattamento di nitrurazione, per evitare che la lega appiccicoso film cavità.Trattamento superficiale esterno
La corrosione generale dello stampo di pressofusione è relativamente grande, la superficie esterna è generalmente trattata in blu.
(5) Trattamento della superficie esterna
La corrosione generale dello stampo di pressofusione è relativamente grande, la superficie esterna è generalmente trattata in blu.
(6) Sistema di scarico
Lo stampo a iniezione si basa generalmente sul perno di espulsione, il tipo di separazione può scaricare, lo stampo di pressofusione deve aprire la scanalatura di scarico e il pacchetto di raccolta delle scorie.
(7) Requisiti di idoneità del tipo di viso
Lo stampo di pressofusione con requisiti più elevati per il tipo di faccia, dovrebbe essere fluidità lega di plastica molto meglio, ad alta temperatura e ad alta pressione materiale di flusso dal tipo faccia volare fuori dei due sarà molto pericoloso.
(8) Spazio di montaggio della parte di distribuzione attiva
Stampo per pressofusione e stampo a iniezioneRispetto allo stampo per pressofusione, lo stampo per pressofusione con le parti complesse di distribuzione attiva del gap deve essere più grande, perché l'alta temperatura del processo di pressofusione causerà l'espansione termica se il gap è troppo piccolo causerà lo stampo bloccato.

Materiali per la pressofusione e per lo stampaggio a iniezione sono diversi
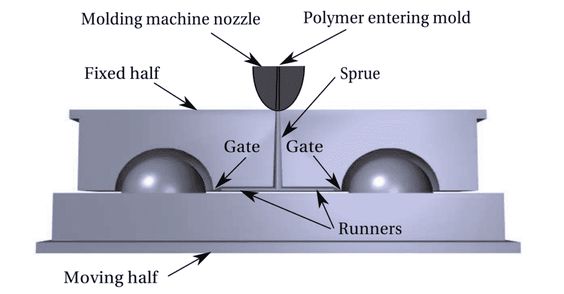
Stampaggio a iniezione è il processo di iniezione di materiali polimerici in un stampo in plastica attraverso un stampaggio a iniezione per raffreddare lo stampo.
Lo stampaggio è semplicemente un processo di riscaldamento del materiale plastico da uno stato solido a un fluido morbido e poi spinge la plastica riscaldata e ammorbidita nello stampo ruotando la vite per raffreddare gli stampi di plastica. Il stampaggio a iniezione di plastica La temperatura di lavorazione è più bassa. La velocità è leggermente inferiore.
Custom Stampaggio a iniezione è il principale metodo di produzione dello stampaggio termoplastico. I materiali termoplastici sono costituiti da resine termoplastiche che possono essere ripetutamente riscaldate per ammorbidirsi e raffreddate per polimerizzarsi, un processo fisico reversibile.
Lo stampaggio in pressofusione è generalmente realizzato con zinco o lega di alluminio e magnesio come materie prime e produce parti in metallo pressofuso Lo stampaggio in lamiera è anche realizzato in lamiera.
Lo stampaggio in pressofusione è il materiale metallico che passa attraverso la macchina di pressofusione nello stampo di raffreddamento, i requisiti di stampaggio dal riscaldamento allo stato solido in uno stato liquido, e poi nello stampo di raffreddamento.
La camera calda e la camera fredda in ingresso sono più grandi della camera metallica. stampaggio a iniezione ingresso. La temperatura di processo è elevata, la velocità è elevata.

Il controllo della temperatura degli stampi per pressofusione è diverso da quello per lo stampaggio a iniezione
Per Stampaggio a iniezione personalizzatoLa temperatura dello stampo è fondamentalmente inferiore a 180℃ e il requisito di controllo della temperatura può essere soddisfatto utilizzando il regolatore di temperatura dello stampo del tipo a trasporto d'acqua.
Nella pressofusione, la temperatura del liquido di colata può raggiungere più di 600 gradi e la temperatura dello stampo può arrivare a 300 gradi.
Nel processo di pressofusione, la temperatura di produzione dello stampo deve essere mantenuta al di sotto dei 300 gradi.
È necessario configurare una macchina speciale per la temperatura degli stampi ad alta temperatura per la pressofusione, che utilizzi l'olio termoconduttore come mezzo di conduzione del calore e il raffreddamento indiretto attraverso un raffreddatore.







