 Vai al contenuto
Vai al contenuto 

Introduzione: Lo stampaggio a iniezione di precisione è un metodo di stampaggio a iniezione della plastica che richiede stampi e macchine di precisione. Il contenuto di questo blog comprende i concetti, le caratteristiche, i fattori di influenza, la selezione dei materiali plastici, gli stampi di precisione e le caratteristiche delle macchine di precisione per l'iniezione di plastica.

Il concetto di stampaggio a iniezione di precisione
Lo stampaggio a iniezione di precisione è un metodo di stampaggio a iniezione in cui la ripetibilità dimensionale dei pezzi stampati è così elevata che è difficile raggiungere i requisiti utilizzando una macchina per stampaggio a iniezione generica e i processi di stampaggio a iniezione convenzionali.
Lo stampaggio a iniezione di precisione è diverso dallo stampaggio a iniezione tradizionale. Si basa sul rapido sviluppo dei materiali polimerici e utilizza parti in plastica di precisione per sostituire parti metalliche di alta precisione nei settori della strumentazione e dell'elettronica.

Gli attuali indicatori di definizione per i prodotti iniettabili di precisione includono la ripetibilità delle dimensioni del prodotto e la ripetibilità della qualità del prodotto.

Tolleranze rigorose
Quando si progettano e si producono pezzi con lo stampaggio a iniezione, è fondamentale che le dimensioni e le tolleranze siano corrette. In caso contrario, i pezzi potrebbero non funzionare o fallire. Questo vale soprattutto per i pezzi complessi realizzati con lo stampaggio a iniezione di materie plastiche.

Le tolleranze strette sono un problema importante. Per lo stampaggio a iniezione, le tolleranze tipiche sono di +/-0,1 mm, con tolleranze molto strette di +/-0,025 mm. Come regola generale, la tolleranza dimensionale dello stampo a iniezione di precisione deve essere controllata per essere inferiore a 1/3 della tolleranza dimensionale del prodotto.
Selezione del materiale
La scelta delle materie plastiche per lo stampaggio a iniezione di precisione può essere complicata. Il tasso di ritiro dei prodotti in plastica può variare molto durante lo stampaggio. I diversi tipi di plastica hanno proprietà e rapporti di fluidità diversi durante lo stampaggio a iniezione, a causa dei tipi e delle quantità di polimeri e additivi utilizzati.

Ciò significa che, anche se si utilizza la stessa plastica con le stesse quantità di materiale, i prodotti realizzati con essa possono avere forme e dimensioni diverse. Possono avere forme e dimensioni diverse anche a causa di fattori quali il produttore della plastica, il periodo dell'anno e le condizioni atmosferiche.

Quindi, oltre a possedere buone proprietà di scorrimento e di stampaggio, le materie plastiche per lo stampaggio a iniezione di precisione devono anche realizzare prodotti che mantengano la loro forma e dimensione. Altrimenti, non è possibile assicurarsi che il prodotto sia della dimensione giusta.
Per questo motivo, quando si realizzano prodotti di precisione in plastica con lo stampaggio a iniezione, è necessario pensare bene al tipo di plastica che si utilizza e al suo funzionamento durante lo stampaggio. Dovreste cercare di utilizzare materie plastiche che non si ritirano molto e che mantengono la stessa forma e dimensione per molto tempo.

Quando si scelgono i materiali per lo stampaggio a iniezione di precisione, è necessario che abbiano un'elevata resistenza meccanica, una buona stabilità dimensionale, una buona resistenza all'usura e possano adattarsi a un'ampia gamma di ambienti.

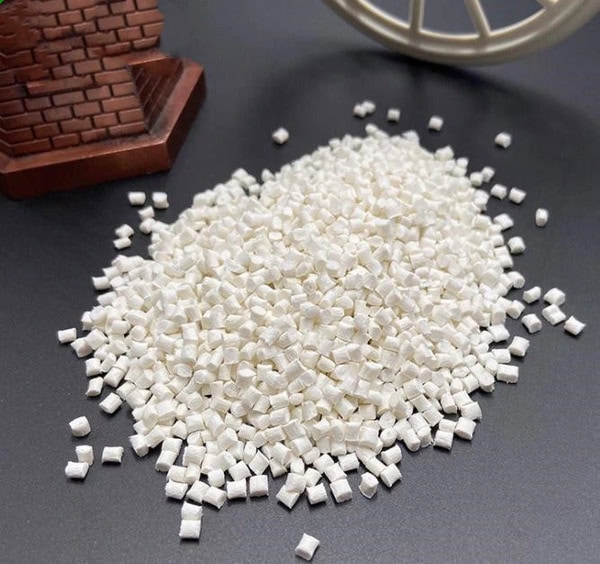
I materiali comunemente utilizzati sono quattro
POM e rinforzato con fibra di carbonio (CF) o vetro (GF). Questo materiale ha una buona resistenza allo scorrimento, alla fatica, agli agenti atmosferici, alle proprietà dielettriche, non è facile da bruciare e rilascia facilmente i lubrificanti.

PA e PA66 rinforzata con fibra di vetro. Ha una forte resistenza agli urti e all'usura, buone prestazioni di fluidità e può formare prodotti con uno spessore di parete di 0,4 mm. La PA66 rinforzata con fibra di vetro è resistente al calore (punto di fusione 250°C). Lo svantaggio è che assorbe l'umidità. In genere, deve essere asciugata dopo lo stampaggio.

Poliestere rinforzato con PBT. Ha un tempo di stampaggio ridotto. Il tempo di stampaggio è il seguente: PBT=POM=PA66=PA6.

D.PC e GFPC. Caratteristiche: Buona resistenza all'usura, maggiore rigidità, buona stabilità dimensionale, resistenza agli agenti atmosferici, resistenza alla fiamma e formabilità.
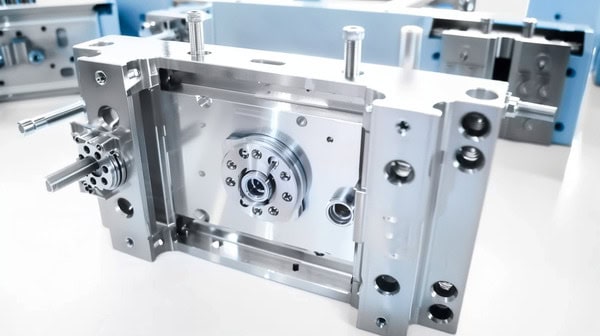
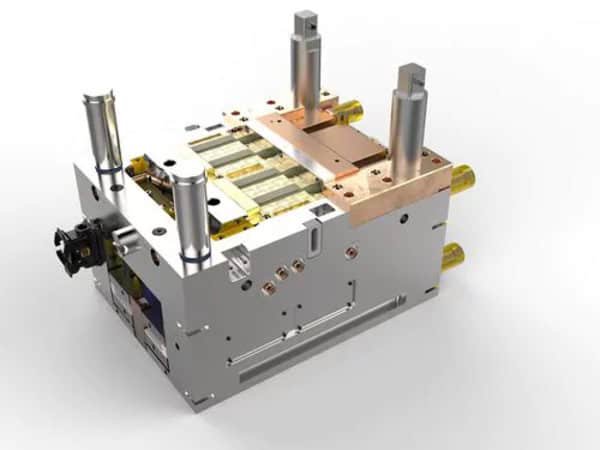
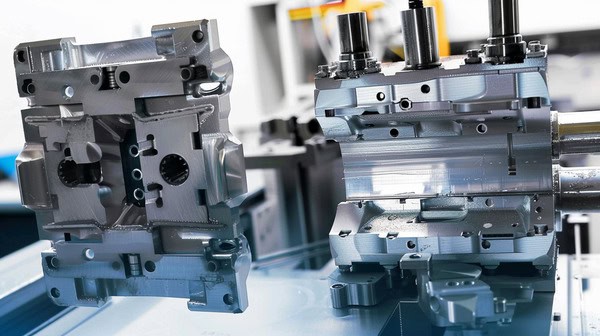
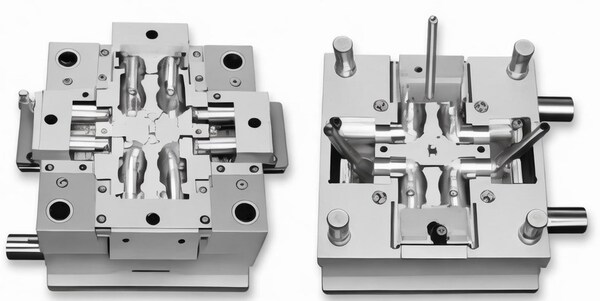
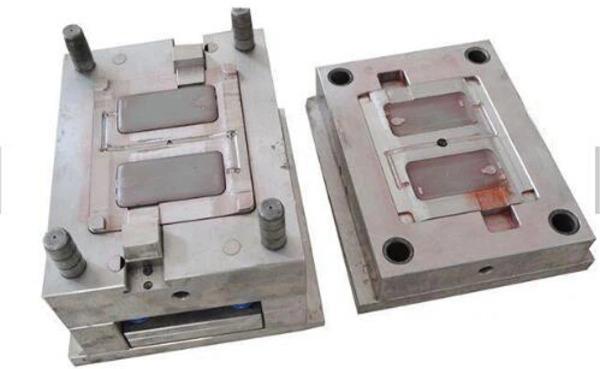
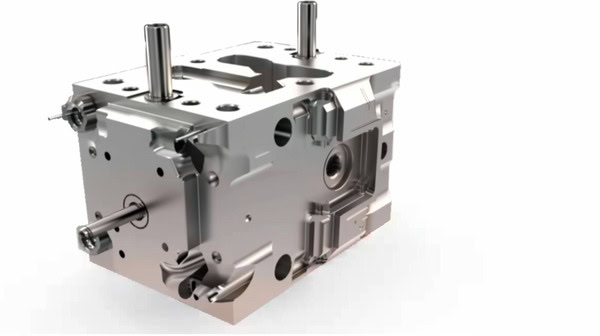
Stampo a iniezione di precisione
Lo stampo deve essere estremamente preciso. La precisione dello stampo è strettamente legata alla tecnologia di lavorazione e assemblaggio. Se durante la progettazione non vengono proposti i giusti requisiti tecnici o se la progettazione della struttura dello stampo non è buona, non importa quanto sia buona la tecnologia di lavorazione e assemblaggio, non è possibile garantire la precisione dello stampo. Per assicurarsi che la precisione dello stampo a iniezione di precisione non sia influenzata da problemi di progettazione, è necessario prestare attenzione ai quattro punti seguenti:
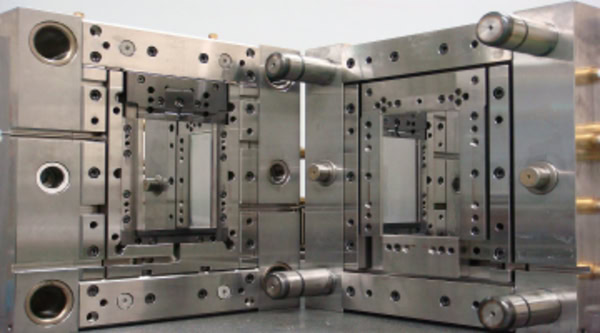
L'accuratezza del progetto e i requisiti tecnici dei componenti devono essere compatibili con l'accuratezza del prodotto. Lo stampo deve garantire l'accuratezza del prodotto. In primo luogo, l'accuratezza della cavità dello stampo e della superficie di separazione deve essere compatibile con l'accuratezza del prodotto. In generale, la tolleranza dimensionale della cavità dello stampo a iniezione di precisione deve essere inferiore a un terzo della tolleranza del prodotto e deve essere determinata in base alla situazione reale del prodotto.

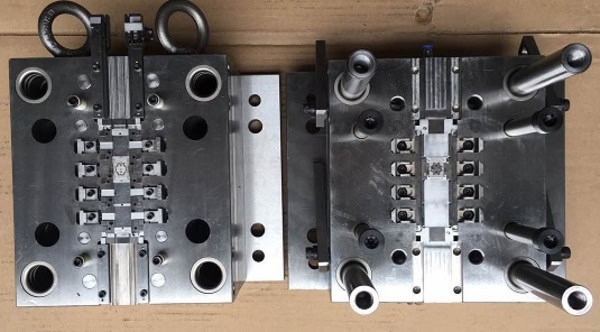
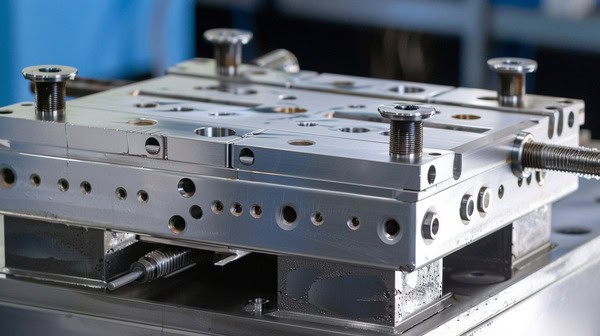
L'accuratezza della superficie di divisione (parallelismo della superficie di divisione) è utilizzata principalmente per garantire l'accuratezza della cavità dello stampo. Per gli stampi a iniezione di precisione di piccole dimensioni, il requisito tecnico per il parallelismo della superficie di divisione è di circa 0,005 mm. Anche se le parti strutturali dello stampo non partecipano direttamente al processo di produzione. stampaggio a iniezione, influiscono sull'accuratezza della cavità dello stampo e quindi sull'accuratezza del prodotto. Pertanto, è necessario prevedere una precisione adeguata e ragionevole per le loro parti strutturali.
Controllare la precisione di accoppiamento degli stampi mobili e fissi. In generale, gli stampi a iniezione ordinari si affidano principalmente al meccanismo di guida della colonna di guida per garantire la precisione di accoppiamento. Tuttavia, a causa del gioco tra il perno di guida e il foro di guida, c'è sempre un certo divario tra i due, sia grande che piccolo. Questo divario spesso influisce sulla precisione di installazione dello stampo sulla macchina per lo stampaggio a iniezione, causando un disallineamento tra lo stampo mobile e lo stampo fisso, e quindi è difficile da utilizzare per lo stampaggio a iniezione di prodotti di precisione.

Inoltre, in condizioni di stampaggio a iniezione ad alta temperatura, l'espansione termica delle sagome mobili e fisse provoca talvolta un disallineamento tra le due, con conseguenti variazioni nella precisione del prodotto.
Negli stampi a iniezione di precisione, il disallineamento tra lo stampo mobile e quello fisso deve essere ridotto al minimo e occorre impegnarsi per garantire l'accuratezza dell'allineamento dello stampo mobile e di quello fisso. È possibile progettare un meccanismo di posizionamento a cono o un meccanismo di posizionamento a perno di guida cilindrico e un meccanismo di guida a colonna. Per l'uso.

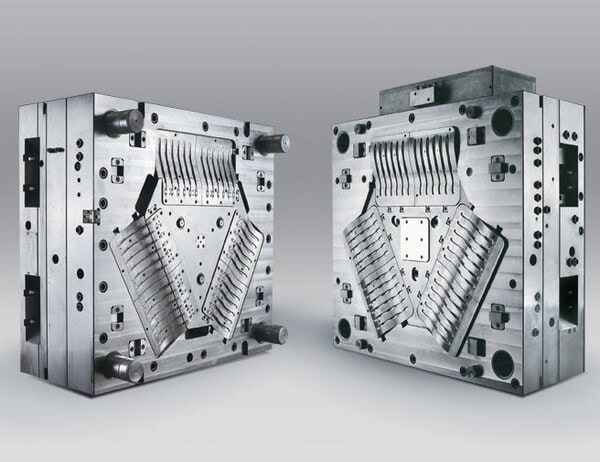
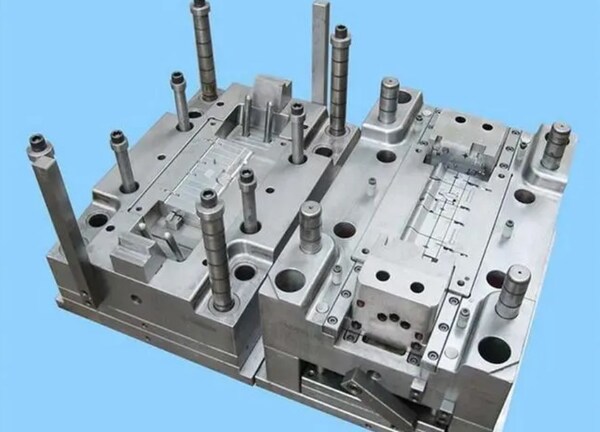
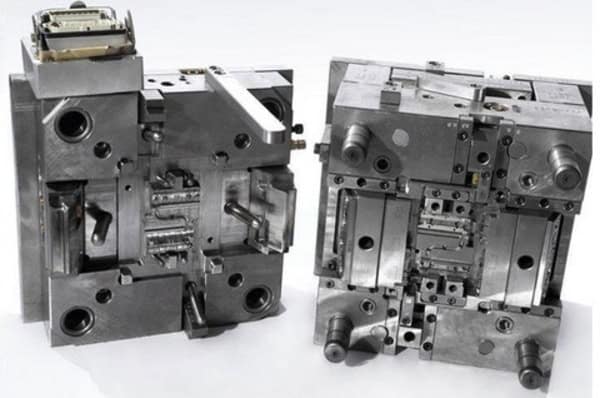
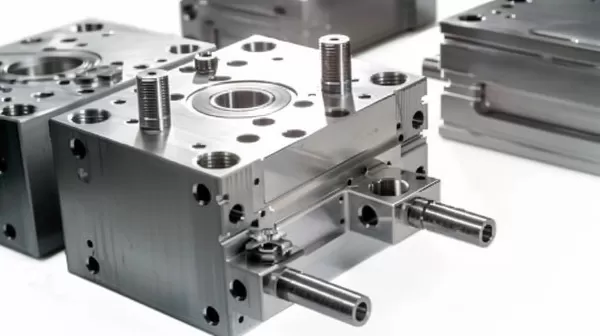
La struttura dello stampo deve essere sufficientemente rigida. Gli stampi a iniezione di precisione devono essere sufficientemente rigidi. In caso contrario, si piegheranno molto quando viene applicata la pressione di iniezione o la forza di bloccaggio dello stampo. Ciò modificherà l'accuratezza dello stampo e influirà sull'accuratezza del prodotto.
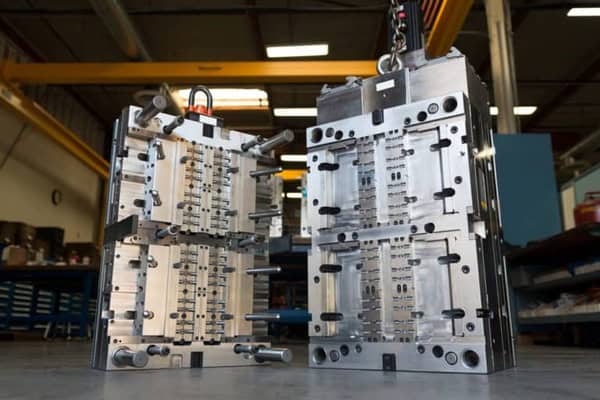
Per gli stampi monopezzo, la forma, le dimensioni e il materiale di cui sono fatti dovrebbero renderli sufficientemente rigidi. Per gli stampi con inserti, la rigidità dipende spesso dal telaio dello stampo che tiene in posizione gli inserti. Il telaio dello stampo deve essere realizzato in acciaio strutturale legato 40Cr. Deve essere trattato termicamente per ottenere una durezza di circa HRC30.

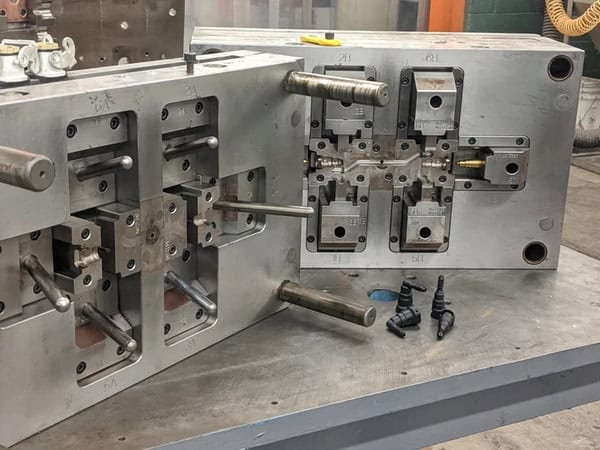
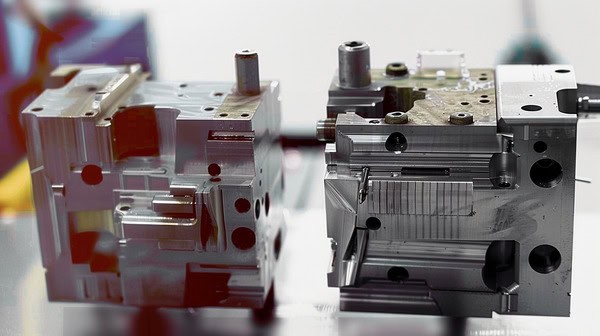
Il movimento delle parti mobili nello stampo deve essere preciso. Gli stampi a iniezione hanno spesso inserti di stampaggio mobili o anime mobili. Se il movimento di queste parti mobili è impreciso, cioè non può tornare con precisione alla posizione originale dopo ogni movimento, l'accuratezza di lavorazione delle parti dello stampo, l'accuratezza strutturale dello stampo stesso e l'accuratezza del prodotto subiranno notevoli fluttuazioni. Per risolvere questo problema, è necessario adottare alcune strutture speciali di posizionamento del movimento.

Macchina ad iniezione di precisione
Le macchine per lo stampaggio a iniezione di precisione sono macchine utilizzate per lo stampaggio e la produzione di prodotti in plastica di precisione. Gli indicatori delle macchine di precisione per lo stampaggio a iniezione sono generalmente due: uno è la deviazione ripetuta delle dimensioni del prodotto e l'altro è la deviazione ripetuta del peso del prodotto. Il primo è difficile da confrontare a causa delle diverse dimensioni e spessori dei prodotti, mentre il secondo rappresenta il livello complessivo della macchina per lo stampaggio a iniezione.

In generale, l'errore di ripetibilità del peso di un normale stampaggio a iniezione è di circa 1%, mentre le macchine migliori possono raggiungere 0,8%. Se il valore è inferiore a 0,5%, si tratta di una macchina di precisione, mentre se è inferiore a 0,3%, si tratta di una macchina di ultra-precisione. Come già accennato, le macchine di precisione per lo stampaggio a iniezione richiedono una precisione dimensionale del prodotto generalmente compresa tra 0,01 e 0,001 mm.
Caratteristiche delle macchine ad iniezione di precisione in termini di controllo
Per i parametri di stampaggio a iniezione con elevati requisiti di precisione di ripetizione (riproducibilità), è necessario utilizzare un controllo di retroazione dell'iniezione a più livelli: controllo di posizione a più livelli; controllo di velocità a più livelli; controllo di mantenimento della pressione a più livelli; controllo di contropressione a più livelli; controllo di velocità della vite a più livelli.

La precisione del sensore di spostamento deve raggiungere 0,1 mm, in modo da controllare rigorosamente la corsa di dosaggio, la corsa di iniezione e lo spessore del tampone di materiale rimanente (punto di monitoraggio dell'iniezione) per garantire l'accuratezza di ogni iniezione e migliorare la precisione di stampaggio del prodotto.
Il controllo della temperatura del cilindro e dell'ugello deve essere preciso, la sovraelongazione durante l'aumento della temperatura deve essere minima e la fluttuazione della temperatura deve essere ridotta. Lo stampaggio a iniezione di precisione deve utilizzare il controllo PID per garantire che la precisione della temperatura sia compresa entro -0,5°C.

Requisiti per la qualità della plastificazione. L'uniformità della plastificazione non solo influisce sulla qualità dello stampaggio dei pezzi ad iniezione, ma anche sulla resistenza della plastica fusa al passaggio attraverso il gate. Per ottenere una plastificazione uniforme, sono essenziali una vite speciale e l'uso di una tecnologia di plastificazione specializzata.
Inoltre, anche la temperatura del cilindro deve essere controllata con precisione. Al giorno d'oggi, la temperatura della vite e del cilindro è per lo più controllata tramite PID (proporzionale, differenziale, integrale). L'accuratezza può essere controllata entro ±1°C, in grado di soddisfare i requisiti dello stampaggio a iniezione di precisione. Se si utilizza il controllo FUZZY, questo metodo è più adatto allo stampaggio a iniezione di precisione.
L'olio di lavoro deve essere mantenuto a una temperatura elevata. Se la temperatura dell'olio cambia, cambia anche la pressione di iniezione. Per mantenere la temperatura dell'olio a 50-55°C, è necessario utilizzare un sistema di riscaldamento e raffreddamento in grado di controllare la temperatura dell'olio.

L'effetto della pressione di mantenimento. La pressione di mantenimento ha un grande effetto sulla qualità dei pezzi in plastica. In altre parole, la pressione di mantenimento può aiutare i pezzi di plastica a riempirsi meglio, a ridurre la deformazione dei pezzi di plastica e a controllare la precisione dei pezzi di plastica. La stabilità della pressione di tenuta determina la qualità dei pezzi in plastica. La posizione della vite alla fine del ciclo di stampaggio a iniezione e la stabilità della pressione di mantenimento sono i due fattori più importanti che determinano la qualità dei pezzi di plastica.
Se i requisiti di controllo della temperatura dello stampo sono gli stessi, se il tempo di raffreddamento è lo stesso, lo spessore del prodotto con una bassa temperatura della cavità dello stampo sarà maggiore di quello del prodotto con una temperatura elevata. Ad esempio, per i materiali POM e PA, lo spessore dei prodotti con uno spessore di 50-100 μm quando la temperatura dello stampo è di 50°C si riduce a 20-40 μm a 80°C e a soli 10 μm a 100°C. La temperatura ambiente influisce anche sulle tolleranze dimensionali dei prodotti di precisione.

Caratteristiche strutturali della macchina per lo stampaggio a iniezione di precisione
Poiché le macchine a iniezione di precisione hanno pressioni di iniezione elevate, il sistema di bloccaggio dello stampo deve essere rigido. Il parallelismo delle sagome mobili e fisse è controllato entro 0,05~0,08 mm. Ciò richiede una protezione dello stampo a bassa pressione e un controllo accurato della forza di bloccaggio dello stampo. L'entità della forza di serraggio dello stampo influisce sul grado di deformazione dello stampo e quindi sulla tolleranza dimensionale del pezzo.

La velocità di apertura e chiusura dello stampo deve essere rapida, di solito intorno ai 60 mm/s. I componenti di plastificazione, come la vite, la testa della vite, l'anello di controllo e il cilindro, devono essere progettati con una struttura che abbia una forte capacità di plastificazione, una buona omogeneizzazione e un'elevata efficienza di iniezione.
La coppia di trascinamento della vite deve essere elevata e in grado di variare in modo continuo la velocità. Indipendentemente dal tipo di macchina per lo stampaggio a iniezione di precisione, deve essere in grado di controllare in modo stabile la ripetibilità dimensionale e la ripetibilità qualitativa del prodotto.

Problema di ritiro nello stampaggio a iniezione di precisione
I prodotti stampati a iniezione di precisione non hanno solo i concetti di tolleranza dimensionale, precisione geometrica e finitura superficiale, ma anche il concetto di ripetibilità, precisione stabile per il giorno, il mese, l'anno e l'ambiente di applicazione. Queste precisioni non sono legate solo alle proprietà dei materiali finiti e all'accuratezza dello stampo, ma anche al ritiro dello stampaggio che influisce sull'accuratezza della produzione.

I fattori che influenzano il ritiro sono quattro: il ritiro termico, il ritiro per cambiamento di fase, il ritiro per orientamento e il ritiro per compressione.
Restringimento termico
Si tratta di una proprietà termofisica intrinseca dei materiali di stampaggio e degli stampi. Se la temperatura dello stampo è elevata, anche la temperatura del prodotto sarà elevata e il tasso di ritiro effettivo aumenterà. Pertanto, la temperatura dello stampo per l'iniezione di precisione non deve essere troppo elevata.
Restringimento a cambiamento di fase
Il ritiro per cambiamento di fase è causato dalla diminuzione del volume specifico dovuta alla cristallizzazione del polimero durante il processo di orientamento della resina cristallina, chiamato ritiro per cambiamento di fase.
Se la temperatura dello stampo è elevata, la cristallinità è alta e il tasso di ritiro è elevato; d'altra parte, l'aumento della cristallinità aumenta la densità del prodotto, riduce il coefficiente di espansione lineare e riduce il tasso di ritiro. Pertanto, il tasso di ritiro effettivo è determinato dall'effetto combinato dei due fattori.
Orientamento Restringimento
A causa dell'allungamento forzato delle catene molecolari nella direzione del flusso, le macromolecole tendono a riavvolgersi e a riprendersi quando vengono raffreddate e si verifica un restringimento nella direzione di orientamento. Il grado di orientamento molecolare è legato alla pressione di iniezione, alla velocità di iniezione, alla temperatura della resina e alla temperatura dello stampo. Ma l'elemento principale è la velocità di iniezione.
Restringimento da compressione
ritiro per compressione e recupero elastico. Le materie plastiche sono generalmente comprimibili, il che significa che il loro volume specifico cambia in modo significativo sotto pressione. A temperature normali, l'aumento della pressione su un prodotto stampato ne riduce il volume specifico, aumenta la densità, diminuisce il coefficiente di espansione e riduce significativamente il tasso di ritiro.
In corrispondenza di questa comprimibilità, il materiale da stampaggio ha un effetto di recupero elastico, che riduce il ritiro del prodotto. I fattori che influenzano il ritiro di stampaggio di un prodotto sono legati alle condizioni di stampaggio e alle condizioni operative.
Caratteristiche dello stampaggio a iniezione di precisione
Le caratteristiche del processo di stampaggio a iniezione di precisione sono principalmente l'alta pressione di iniezione, la velocità di iniezione e il controllo preciso della temperatura.
Alta pressione di iniezione
I test hanno dimostrato che per diverse varietà, forme e dimensioni di plastica, la pressione richiesta per lo stampaggio a iniezione di precisione dovrebbe essere di 180-250MPa (la pressione di iniezione utilizzata per lo stampaggio a iniezione ordinario è generalmente di 40-200MPa). In alcuni casi speciali, è richiesta una pressione superiore. La più alta ha raggiunto circa 450MPa.
Velocità di iniezione rapida
La velocità di iniezione non solo influisce significativamente sulla produttività del prodotto, ma soprattutto può ridurre la tolleranza dimensionale del prodotto. Per migliorare l'accuratezza dei pezzi stampati a iniezione, in particolare per lo stampaggio di prodotti di forma complessa, negli ultimi anni è stata sviluppata l'iniezione a velocità variabile, ovvero la velocità di iniezione cambia e le sue regole di variazione sono determinate in base alla forma strutturale del pezzo e alle prestazioni della plastica.

Il controllo della temperatura deve essere preciso
La temperatura ha un grande effetto sulla qualità dello stampaggio dei prodotti ed è una delle tre principali condizioni di processo per lo stampaggio a iniezione. Per lo stampaggio a iniezione di precisione, non ci sono solo problemi di temperatura, ma anche di accuratezza del controllo della temperatura.
Ovviamente, durante il processo di stampaggio a iniezione di precisione, se il controllo della temperatura non è accurato, la fluidità del materiale plastico fuso, le prestazioni di stampaggio e il tasso di contrazione del prodotto non saranno stabili, per cui la precisione del prodotto non può essere garantita.

Da questo punto di vista, quando si utilizza lo stampaggio a iniezione di precisione, l'intervallo di temperatura del cilindro e dell'ugello, o dello stampo a iniezione, deve essere rigorosamente controllato. Ad esempio, nello stampaggio a iniezione di precisione, per controllare la temperatura del cilindro e dell'ugello si utilizza un controllore PID e l'intervallo di fluttuazione della temperatura è controllato entro 1°C, mentre per le macchine di stampaggio a iniezione ordinarie la temperatura può raggiungere i 20°C e i 300°C.

Nella produzione di stampaggio a iniezione di precisione, per garantire l'accuratezza del prodotto, oltre a controllare rigorosamente la temperatura del cilindro, dell'ugello e dello stampo, dobbiamo anche prestare attenzione all'impatto della temperatura ambiente sull'accuratezza del prodotto dopo lo stampaggio.

Difficoltà nello stampaggio a iniezione di precisione
Tasso di ritiro della plastica
Quando si progettano prodotti in plastica di precisione, è necessario considerare il tasso di ritiro della plastica.
Scelta di materie plastiche per lo stampaggio a iniezione di precisione
Il tasso di ritiro dei prodotti in plastica varia notevolmente durante il processo di stampaggio. Inoltre, a causa dei diversi tipi di polimeri e additivi utilizzati nelle varie materie plastiche, anche le loro proprietà di flusso e di stampaggio durante lo stampaggio a iniezione saranno diverse.
A causa dell'influenza di fattori quali il produttore, la stagione di produzione e le condizioni ambientali, si verificano anche problemi di stabilità della forma e delle dimensioni dei prodotti stampati.
Forma e dimensioni del prodotto
La forma e le dimensioni dei pezzi in plastica hanno una grande influenza sulla precisione dei pezzi. La pratica produttiva dimostra che quanto più complesse sono la forma e le dimensioni del prodotto, tanto minore è la precisione.
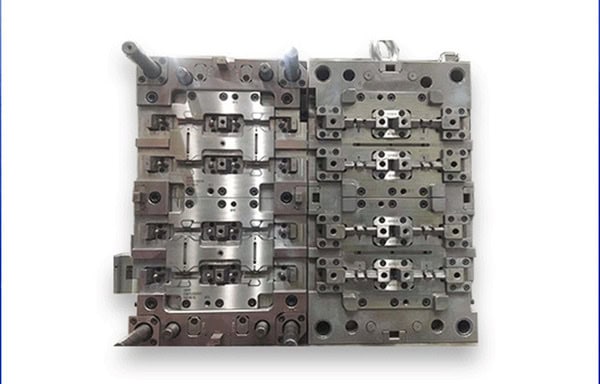
Struttura dello stampo
L'accuratezza dei pezzi stampati a iniezione è strettamente correlata al numero di cavità dello stampo e ai lotti di produzione. Si evince inoltre che l'accuratezza delle strutture di stampo a cavità singola è superiore a quella delle strutture di stampo a più cavità e che l'accuratezza della produzione in piccoli lotti è superiore a quella della produzione in grandi lotti.
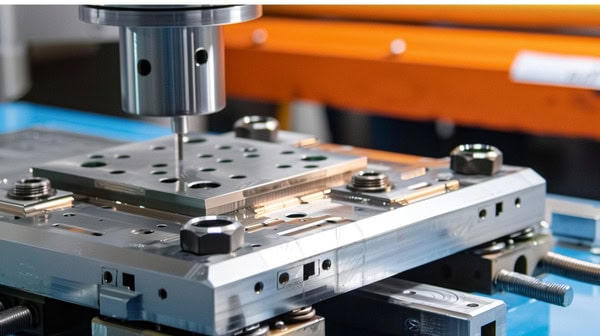
Precisione nella lavorazione degli stampi
I prodotti stampati a iniezione vengono formati nella cavità dello stampo. La precisione del prodotto non supererà mai la precisione della cavità dello stampo. In genere, la precisione dei prodotti stampati a iniezione è inferiore di uno o due livelli di tolleranza rispetto alla precisione dello stampo.
Per quanto riguarda l'attuale tecnologia di produzione degli stampi, la maggior parte delle cavità degli stampi viene realizzata mediante fresatura, rettifica, lucidatura o lavorazione elettrica ad alta velocità, in grado di raggiungere la massima precisione richiesta.

Macchina per lo stampaggio a iniezione
Lo stampaggio a iniezione di precisione richiede un'elevata accuratezza dei prodotti. Per questo motivo, in genere, devono essere eseguiti su speciali attrezzature di precisione. stampaggio a iniezione macchine. La potenza di iniezione della pressa a iniezione di precisione deve essere elevata, la precisione di controllo deve essere alta, la velocità di risposta del sistema idraulico deve essere veloce e il sistema di bloccaggio dello stampo deve avere una rigidità sufficiente.
Conclusione
In conclusione, esistono diversi fattori chiave che influenzano lo stampaggio a iniezione di precisione, come le tolleranze ristrette, la selezione dei materiali, gli stampi a iniezione di precisione, le macchine a iniezione di precisione, i problemi di contrazione nello stampaggio a iniezione di precisione e così via, che rendono difficile lo stampaggio a iniezione di precisione.







