 Vai al contenuto
Vai al contenuto 
Servizio personalizzato di stampaggio a iniezione di gomma siliconica liquida (LSR)
Esplorate lo stampaggio a iniezione di gomma siliconica liquida avanzata per prodotti precisi e durevoli. Migliorate la vostra produzione con le soluzioni innovative di Zetar Mold.

La guida completa al modellamento a iniezione della gomma siliconica liquida (LSR)
Che cos'è lo stampaggio a iniezione di gomma siliconica liquida (LSR)?
Lo stampaggio a iniezione della gomma siliconica liquida, spesso abbreviato in LSR Molding o LIM (Liquid Injection Molding), è un processo di produzione utilizzato per creare parti durevoli, flessibili e di alta precisione da un materiale in gomma siliconica liquida.
Si tratta di un processo termoindurente. Questo lo distingue fondamentalmente dallo stampaggio a iniezione di termoplastici. Mentre i materiali termoplastici vengono riscaldati fino alla fusione, iniettati in uno stampo freddo per solidificarsi e possono essere rifusi, i termoindurenti funzionano al contrario. Nello stampaggio LSR, un composto liquido in due parti viene miscelato e poi iniettato in uno stampo riscaldato. Il calore innesca una reazione chimica irreversibile chiamata polimerizzazione o vulcanizzazione, che trasforma il liquido in una parte di gomma solida, stabile ed elastica.
Quali sono le classificazioni e i tipi di LSR?
L'LSR non è un materiale uguale per tutti. È disponibile in numerosi gradi e può essere lavorato con diverse tecniche avanzate, consentendo un elevato grado di personalizzazione.
1. Classificazione per grado di materiale:
① Grado generale: Una formulazione standard che offre un buon equilibrio di proprietà fisiche per un'ampia gamma di guarnizioni industriali, guarnizioni e prodotti di consumo.
Grado medico ②: Questi gradi sono biocompatibili e soddisfano standard rigorosi come USP Classe VI e ISO 10993. Sono utilizzati per maschere respiratorie, strumenti chirurgici, guarnizioni per dispositivi medici e impianti a breve termine.
③ Grado alimentare: Conforme alle normative FDA (ad esempio, 21 CFR 177.2600) per l'uso in articoli che entrano in contatto con gli alimenti, come stampi da forno, tettarelle per biberon e utensili da cucina.
④ Grado ottico: Caratterizzato da elevata trasparenza e trasmittanza luminosa, questo grado è ideale per la produzione di lenti, guide di luce e coperture per LED e sensori in cui la chiarezza ottica è fondamentale.

⑤ Grado conduttivo: Grazie all'incorporazione di cariche conduttive come il nero di carbonio, questi LSR possono essere utilizzati per applicazioni che richiedono conduttività elettrica, come guarnizioni di schermatura EMI/RFI, pad conduttivi e connettori elettrici.
Grado di autolubrificazione ⑥: Questo materiale trasuda una piccola quantità di olio di silicone sulla sua superficie nel tempo, riducendo il coefficiente di attrito. È perfetto per creare guarnizioni a basso attrito, O-ring e guarnizioni per connettori che devono essere facilmente assemblati.
⑦ Fluorosilicone (F-LSR): Offre una maggiore resistenza ai solventi non polari, ai carburanti, agli oli e ai prodotti chimici aggressivi, rappresentando una scelta preferenziale per le guarnizioni del settore automobilistico e aerospaziale esposte a fluidi aggressivi.
2. Classificazione in base alla variazione del processo:
① Stampaggio LSR standard: Il processo fondamentale di creazione di un pezzo LSR monomateriale.
② Sovrastampaggio LSR (stampaggio a 2 colpi): Un processo a più fasi in cui l'LSR viene stampato su un substrato preformato. Questo può essere:
- LSR su termoplastica: Una parte in plastica ingegnerizzata (ad esempio, PBT, Nylon) viene inserita in un secondo stampo e l'LSR viene iniettato intorno ad essa per creare un pezzo integrato con caratteristiche sia rigide che morbide (ad esempio, un alloggiamento impermeabile con una guarnizione incorporata).
- LSR su metallo: L'LSR viene stampato su un componente metallico (ad esempio, acciaio inossidabile, alluminio) per creare maniglie, isolanti o componenti antivibranti.
③ Microstampaggio con LSR: Una versione estremamente precisa del processo utilizzato per produrre pezzi con caratteristiche su microscala o con pesi inferiori al grammo, spesso utilizzati nei dispositivi medici e nella microelettronica.

Quali sono gli scenari applicativi tipici dell'LSR?
Le proprietà uniche dell'LSR lo rendono il materiale preferito nelle applicazioni in cui prestazioni e affidabilità sono irrinunciabili.
1. Medico e sanitario:
Grazie alla sua superiore biocompatibilità, sterilizzabilità e inerzia, l'LSR è molto diffuso in campo medico.
Esempi: Maschere respiratorie, guarnizioni flessibili per dispositivi di somministrazione di farmaci, tappi per siringhe, cateteri, componenti di valvole per sistemi di gestione dei fluidi e componenti morbidi e flessibili per strumenti chirurgici.
2. Industria automobilistica:
L'ambiente automobilistico richiede resistenza a temperature estreme, vibrazioni e fluidi.
Esempi: Guarnizioni per i connettori dei cablaggi, guarnizioni per i componenti del motore e della trasmissione, stivali protettivi per i sensori, antivibranti e diaframmi flessibili per i sistemi di regolazione della pressione.
3. Beni di consumo ed elettronica:
L'LSR garantisce impermeabilità, durata e un'ottima sensazione al tatto.
Esempi: Guarnizioni per smartwatch e telefoni resistenti, pulsanti soft-touch sui telecomandi, tastiere flessibili, ciucci e tettarelle per bambini e utensili da cucina di alta gamma come spatole e stampi da forno.
4. Applicazioni industriali:
In ambienti industriali esigenti, l'LSR garantisce stabilità e prestazioni di tenuta a lungo termine.
Esempi: Guarnizioni per apparecchi di illuminazione a LED per esterni, guarnizioni per pompe industriali, membrane per valvole a pressione e coperture protettive per apparecchiature sensibili.

Quali sono i vantaggi dello stampaggio a iniezione di LSR?
1. Alta precisione e libertà di progettazione: La bassa viscosità del silicone liquido gli consente di fluire facilmente nelle pareti sottili e di riempire le cavità intricate e complesse degli stampi, consentendo la produzione di parti altamente dettagliate che sarebbero impossibili con altri elastomeri.
2. Proprietà del materiale superiori: L'LSR offre una combinazione ineguagliabile di caratteristiche:
① Biocompatibilità: Intrinsecamente inerte e ipoallergenico.
② Resistenza alla temperatura: Stabile in un ampio intervallo di temperature, in genere da -50°C a +200°C, con gradi speciali che si spingono oltre.

③ Stabilità chimica e ai raggi UV: Resistente all'acqua, all'ozono, ai raggi UV e a un'ampia gamma di sostanze chimiche.
Set a bassa compressione: I pezzi tornano alla loro forma originale dopo una compressione prolungata, il che li rende eccellenti per le guarnizioni.
⑤ Isolamento elettrico: Possiede un'elevata rigidità dielettrica.
3. Automazione di grandi volumi e tempi di ciclo rapidi: Il processo è altamente automatizzato. I tempi di polimerizzazione sono molto rapidi, spesso compresi tra 20 e 60 secondi, il che facilita una produzione efficiente e su larga scala con una manodopera minima.
4. Processo pulito e senza sprechi: Il sistema a ciclo chiuso, dai secchi di materiale allo stampo sigillato, riduce al minimo l'esposizione ai contaminanti. Questo aspetto è fondamentale per le applicazioni mediche e alimentari. Inoltre, le tecniche di stampaggio di precisione "flashless" riducono significativamente gli scarti di materiale e le fasi di post-lavorazione.
Quali sono gli svantaggi dello stampaggio a iniezione di LSR?
1. Elevato investimento iniziale: Gli stampi per LSR richiedono tolleranze estremamente strette e caratteristiche specializzate (come i sistemi a canale freddo) per gestire il materiale a bassa viscosità. Sia l'attrezzatura che le macchine specializzate per lo stampaggio a iniezione rappresentano una spesa di capitale iniziale significativa.
2. Costo del materiale più elevato: Su base chilogrammi, l'LSR è generalmente più costoso di molte termoplastiche comuni e di alcune gomme sintetiche. Tuttavia, questo può essere compensato da tempi di ciclo più rapidi e costi di manodopera inferiori nella produzione di alti volumi.
3. Natura termoindurente: Essendo un materiale termoindurente, l'LSR non può essere fuso e riciclato come i materiali termoplastici. Anche se gli scarti possono essere macinati e utilizzati come riempitivo in alcune applicazioni, non si tratta di un processo di riciclaggio a ciclo chiuso.
4. Complessità degli strumenti: La progettazione e la fabbricazione di stampi per LSR sono più complesse rispetto a quelle per termoplastici. Devono resistere alle alte temperature mantenendo fresco il sistema di erogazione del materiale e richiedono una tenuta eccezionale per evitare la formazione di bolle.
Come si colloca lo stampaggio LSR rispetto ad altri processi?
rispetto allo stampaggio a iniezione di materiali termoplastici:
La differenza principale è tra termoindurenti e termoplastici. L'LSR comporta una reazione chimica di polimerizzazione in uno stampo caldo, mentre i termoplastici si fondono e solidificano in uno stampo freddo. I componenti in LSR sono flessibili e resistenti alle temperature, mentre i termoplastici offrono rigidità e resistenza.
rispetto allo stampaggio a compressione (con HCR):
Lo stampaggio a compressione utilizza in genere gomma ad alta consistenza (HCR), un solido simile all'argilla. Si tratta di un processo più lento e ad alta intensità di manodopera, con un controllo meno preciso del materiale, che comporta un maggiore spreco di materiale e un maggior numero di bolle. Lo stampaggio LSR è automatizzato, più veloce, più pulito e più adatto a geometrie complesse e alla produzione di grandi volumi.
Stampaggio ad iniezione di gomma siliconica liquida (LSR)
Esplorate la nostra guida approfondita sullo stampaggio a iniezione della gomma siliconica liquida (LSR). Scoprite il processo principale, i materiali, i vantaggi, le applicazioni chiave nel settore medico e automobilistico e le migliori pratiche di progettazione degli esperti.

La guida completa al modellamento a iniezione della gomma siliconica liquida (LSR)
Quali sono le caratteristiche e le proprietà principali dell'LSR?
La comprensione di queste proprietà è fondamentale per selezionare il tipo di LSR più adatto alla vostra applicazione.
| Proprietà | Descrizione e significato | Intervallo/valore tipico |
|---|---|---|
| Durezza (Durometro) | Misura la resistenza del materiale all'indentazione, indicandone la morbidezza o la compattezza. Riva A è la scala standard per le gomme flessibili. | Da 5 a 80 Shore A |
| Resistenza alla trazione | La sollecitazione massima che un materiale può sopportare mentre viene tirato o allungato prima di rompersi. Si misura in megapascal (MPa). | 5 - 11 MPa |
| Allungamento a rottura | L'aumento percentuale della lunghezza che un materiale può raggiungere prima di rompersi. Indica la flessibilità e l'estensibilità del materiale. | 200% – 900% |
| Resistenza allo strappo | Misura la resistenza del materiale alla propagazione di una lacerazione. È fondamentale per le parti che possono essere intaccate o tagliate durante l'uso. | 20 - 50 kN/m |
| Set di compressione | La percentuale di deformazione permanente che rimane dopo che un materiale è stato compresso per un tempo determinato a una temperatura specifica. Un valore basso è fondamentale per le guarnizioni. | 10% - 25% (a 150°C per 22 ore) |
| Temperatura di esercizio | L'intervallo di temperatura entro il quale il materiale mantiene le sue proprietà chiave senza degradarsi. | Da -50°C a 200°C (da -60°F a 390°F) |
| Rigidità dielettrica | La capacità del materiale di agire come isolante elettrico, misurata come tensione massima che può sopportare prima di rompersi. | ~20 kV/mm |
Qual è il processo principale dello stampaggio a iniezione LSR?
Il processo di stampaggio LSR è una sinfonia di precisione e controllo. Ecco una descrizione passo per passo del flusso di lavoro:
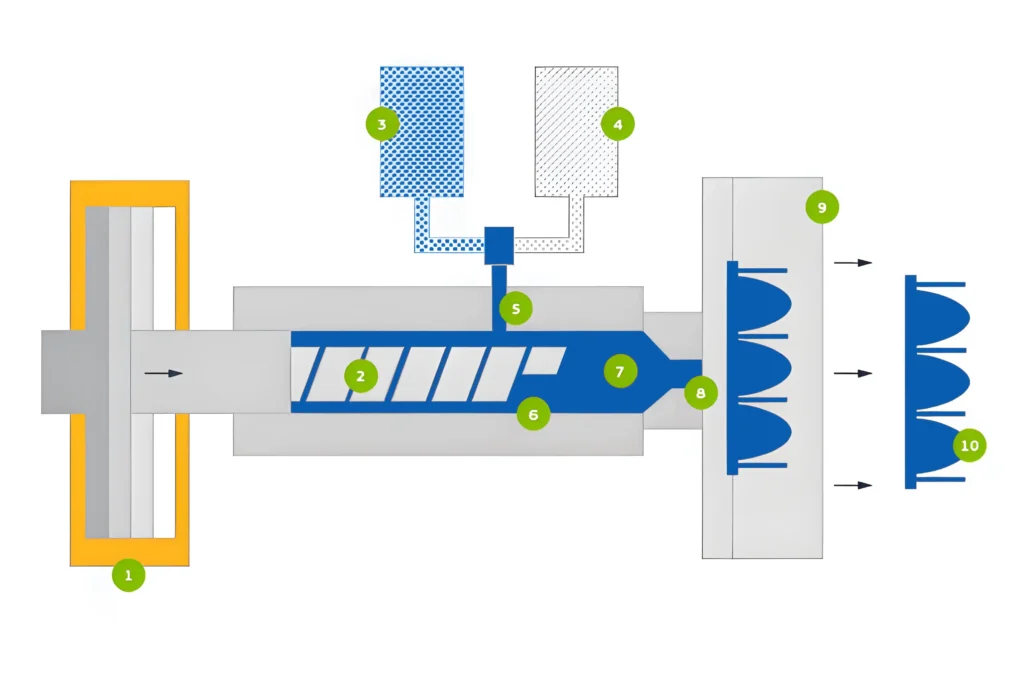
1. Fornitura di materiale: Il processo inizia con due contenitori separati, in genere secchi da 20 litri o fusti da 200 litri, contenenti la parte A e la parte B del silicone liquido.
2. Dosaggio e misurazione: Un'unità di dosaggio specializzata sulla macchina di formatura utilizza pompe per prelevare i componenti A e B dai rispettivi contenitori in un preciso rapporto 1:1 in volume. Se è richiesto il colore, un terzo flusso di pasta colorata viene dosato con precisione nel sistema.
3. Miscelazione: I componenti A e B (e l'eventuale colorante) vengono spinti in un miscelatore statico. Questo dispositivo contiene una serie di elementi elicoidali che dividono e ricombinano ripetutamente i flussi di materiale, garantendo una miscela perfettamente omogenea senza introdurre calore o aria.
4. Iniezione: L'LSR miscelato e non polimerizzato viene immesso nel cilindro di iniezione, raffreddato ad acqua per evitare una polimerizzazione prematura. Una vite o uno stantuffo inietta quindi un "colpo" preciso di materiale attraverso un ugello raffreddato e un sistema di canali nelle cavità riscaldate dello stampo.
5. Polimerizzazione (vulcanizzazione): Lo stampo viene riscaldato a una temperatura compresa tra 150°C e 200°C (300°F - 390°F). Questo calore intenso dà inizio alla reazione di reticolazione catalizzata dal platino. Il silicone liquido si trasforma rapidamente in un pezzo di gomma solido ed elastico in soli 20-60 secondi.
6. Stampaggio ed espulsione: Una volta completata la polimerizzazione, lo stampo si apre. Grazie alla flessibilità dell'LSR, spesso i pezzi possono essere rimossi anche in presenza di sottosquadri, talvolta con l'ausilio di perni di espulsione o di automazione robotizzata. Il ciclo successivo inizia immediatamente.

Quali sono le considerazioni chiave nello stampaggio LSR?
Il successo dello stampaggio LSR dipende dall'attenzione a tre aree chiave: progettazione del pezzo, progettazione dello stampo e selezione del materiale.
1. Considerazioni sulla progettazione delle parti:
① Spessore della parete: Cercare di ottenere uno spessore uniforme delle pareti per garantire una polimerizzazione uniforme ed evitare segni di affossamento. Le transizioni tra i diversi spessori devono essere graduali.
② Linea di separazione: Il punto in cui le due metà dello stampo si incontrano. Il suo posizionamento è fondamentale per l'estetica, il funzionamento dello stampo e la prevenzione della formazione di bolle.
③ Ventilazione: A causa della viscosità estremamente bassa dell'LSR e della velocità di iniezione, l'aria può facilmente rimanere intrappolata. Gli sfiati sono piccoli canali (profondi 0,005 mm - 0,02 mm) che devono essere lavorati con precisione nella linea di giunzione per consentire all'aria di uscire, ma non al silicone.
④ Angoli di sformo: Si raccomanda una leggera rastremazione (1-2 gradi) sulle pareti verticali per facilitare l'espulsione dei pezzi dallo stampo.
2. Considerazioni sulla progettazione dello stampo:
① Sistema Cold Runner: A differenza dei sistemi a canale caldo per i materiali termoplastici, gli stampi LSR utilizzano spesso un sistema a canale freddo. I canali che portano il materiale alle cavità sono mantenuti freddi per evitare che l'LSR polimerizzi prima di raggiungere il pezzo. In questo modo si riducono al minimo gli sprechi di materiale.
② Gating: Il punto in cui il materiale entra nella cavità. La posizione e le dimensioni della porta devono essere ottimizzate per garantire un riempimento uniforme e regolare ed evitare difetti estetici sul pezzo finale.
③ Sigillatura dello stampo: Le metà dello stampo devono sigillarsi perfettamente per evitare che l'LSR a bassa viscosità fuoriesca, causando la formazione di bolle. Ciò richiede una lavorazione eccezionalmente precisa dei componenti dello stampo.
3. Considerazioni sulla selezione dei materiali:
① Durezza: Il durometro va adattato alle esigenze di flessibilità o rigidità dell'applicazione.
② Ambiente: Il pezzo sarà esposto a sostanze chimiche, raggi UV o temperature estreme? Selezionare di conseguenza un grado standard, fluorosilicone o un altro grado speciale.
③ Requisiti normativi: L'applicazione richiede una conformità medica (USP Classe VI) o alimentare (FDA)?

Quali sono le migliori pratiche per la progettazione di parti in LSR?
Seguite queste linee guida per creare pezzi ottimizzati per la producibilità e le prestazioni.
1. Mantenere uno spessore uniforme delle pareti: Lo spessore ideale delle pareti dei componenti in LSR è in genere compreso tra 0,5 e 3 mm. L'uniformità previene il ritiro non uniforme e le tensioni interne.
2. Utilizzare raggi generosi: Evitare gli spigoli interni vivi. L'aggiunta di un raggio (almeno 0,5 volte lo spessore della parete) migliora il flusso del materiale, riduce la concentrazione delle sollecitazioni e aumenta la resistenza allo strappo del pezzo.
3. Posizionare strategicamente le linee di separazione: Collaborate con lo stampatore per posizionare la linea di divisione su una superficie non critica o nascosta, in modo da ridurre al minimo l'impatto estetico.
4. Sfruttare la flessibilità dell'LSR per i sottosquadri: Spesso i sottosquadri semplici possono essere stampati senza complesse azioni laterali, perché la parte flessibile può essere "staccata" dallo stampo. Discutete con il vostro stampatore i progetti di sottosquadri complessi per verificarne la fattibilità.
5. Progettazione per una corretta ventilazione: Quando si progetta il pezzo, si deve considerare dove si troveranno gli ultimi punti di riempimento. Si tratta di posizioni naturali per gli sfiati.
6. Incorporare la bozza: Sebbene l'LSR sia flessibile, un angolo di sformo di almeno 1 grado semplifica l'espulsione, riduce il tempo di ciclo e minimizza le sollecitazioni sul pezzo durante la rimozione.
Quali sono i problemi più comuni nello stampaggio LSR e le loro soluzioni?
| Problema | Descrizione | Cause comuni | Soluzioni |
|---|---|---|---|
| Flash | Un sottile film indesiderato di LSR sul pezzo lungo la linea di separazione. | 1. Scarsa tenuta dello stampo. 2. Pressione/velocità di iniezione eccessiva. 3. Forza di serraggio insufficiente. | 1. Migliorare la precisione dello stampo. 2. Ridurre la pressione di iniezione. 3. Aumentare il tonnellaggio della pinza della macchina. |
| Trappole d'aria (vuoti) | Bolle o sacche vuote intrappolate nel pezzo. | 1. Ventilazione inadeguata della muffa. 2. Flusso di materiale turbolento. 3. Umidità intrappolata. | 1. Aggiungere o ampliare gli sfiati nei punti di ultimo riempimento. 2. Ottimizzare la posizione del gate e la velocità di iniezione. 3. Assicurarsi che il materiale sia asciutto. |
| Colpo corto | La cavità dello stampo non è completamente riempita e il risultato è un pezzo incompleto. | 1. Materiale iniettato insufficiente. 2. Polimerizzazione precoce. 3. Scarsa ventilazione (contropressione). | 1. Aumentare la dimensione dei pallini. 2. Abbassare leggermente la temperatura dello stampo o aumentare la velocità di iniezione. 3. Migliorare lo sfiato. |
| Segni di lavandino | Depressioni sulla superficie, tipicamente di fronte a sezioni spesse come le costole. | 1. Restringimento del materiale nelle aree ad alto spessore. 2. Pressione di riempimento insufficiente. | 1. Progettare uno spessore di parete uniforme. 2. Ottimizzare la fase di imballaggio. 3. Carotate le sezioni spesse. |
| Fallimento dell'incollaggio (sovrastampaggio) | Lo strato LSR si stacca dal substrato di plastica o metallo. | 1. Materiali incompatibili. 2. Contaminazione della superficie (olii, rilascio di muffe). 3. Temperatura insufficiente del substrato. | 1. Utilizzare primer o trattamenti superficiali (plasma/corona). 2. Assicurarsi che il substrato sia pulito. 3. Utilizzare materiali compatibili (ad esempio, PBT). |
Quali sono le tecnologie e i concetti correlati?
1. Tecnologie a monte:
① Chimica del silicone (polimerizzazione per addizione o polimerizzazione con perossido): LSR utilizza un sistema di polimerizzazione per addizione catalizzato dal platino. Questo processo è molto pulito, veloce e non produce sottoprodotti. È superiore ai sistemi di polimerizzazione a perossido utilizzati per alcuni HCR, che possono lasciare residui e richiedere un processo di post-cura più approfondito.
② CAD/CAM: Il software CAD (Computer-Aided Design) viene utilizzato per progettare il modello 3D del pezzo. Il software di produzione assistita da computer (CAM) traduce poi il progetto in istruzioni per le macchine che costruiranno lo stampo.
③ Costruzione di stampi (CNC e EDM): Gli stampi in acciaio ad alta precisione per LSR sono prodotti utilizzando la lavorazione CNC (Computer Numerical Control) per la sagomatura generale e l'elettroerosione (Electrical Discharge Machining) per la creazione di dettagli fini, angoli vivi e texture complesse difficili da fresare.
2. Processi a valle:
① Post-cura: Anche se l'LSR polimerizza completamente nello stampo, alcuni pezzi, soprattutto per applicazioni mediche e a contatto con gli alimenti, sono sottoposti a una fase di post-curing. Questa fase prevede il riscaldamento dei pezzi in un forno per diverse ore per eliminare i composti organici volatili (VOC) rimasti e garantire la massima stabilità e inerzia.
② Criogenico Sbavatura: per le applicazioni che richiedono bordi perfetti e privi di bave, i pezzi possono essere burattati in azoto liquido. L'estremo freddo rende fragile la sottile scaglia, che si stacca in modo netto, mentre il corpo principale del pezzo rimane flessibile e illeso.
③ Assemblaggio e automazione: I pezzi LSR finiti sono spesso integrati in gruppi più grandi. La consistenza e la precisione dello stampaggio a iniezione li rendono ideali per le linee di assemblaggio automatizzate.
3. Processi alternativi e correlati:
① Stampaggio a compressione e trasferimento del silicone: Questi processi utilizzano gomma ad alta consistenza (HCR) e sono più adatti per la produzione di volumi ridotti, geometrie più semplici o pezzi molto grandi. Sono generalmente più lenti e meno precisi dello stampaggio LSR.
② Stampa 3D con il silicone: Una tecnologia emergente che consente la prototipazione rapida e la creazione di pezzi altamente complessi e personalizzati senza la necessità di utensili. Sebbene attualmente sia più lenta e costosa per la produzione di massa, è uno strumento eccellente per la convalida dei progetti e la produzione di bassi volumi.


How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a
Soluzioni di ottimizzazione fornite Gratuitamente
- Fornire feedback sulla progettazione e soluzioni di ottimizzazione
- Ottimizzazione della struttura e riduzione dei costi di stampaggio
- Parlare direttamente con gli ingegneri

