 Vai al contenuto
Vai al contenuto 

Introduzione: Lo stampo a iniezione è uno strumento per la realizzazione di prodotti in plastica. Funziona riscaldando la plastica, fondendola e poi versandola in uno stampo con una macchina. La plastica si raffredda, si indurisce e si ottiene un oggetto di plastica.

La maggior parte dei prodotti che presentano sottosquadri nello stampo a iniezione può utilizzare i sollevatori per rimuovere i sottosquadri. Lo scopo è simile a quello del meccanismo di scorrimento, in quanto la direzione di sformatura del prodotto stampato a iniezione è che il stampaggio a iniezione La macchina spinge il prodotto fuori dalla piastra di spinta e la direzione di sformatura è una sola.
Quando il prodotto ha bocche, fori e scanalature, si formano sottosquadri (posizioni dei bottoni) se non è coerente con la direzione di sformatura. È necessario aggiungere un meccanismo di sformatura in altre direzioni per rimuovere i sottosquadri.

Se si pensa al costo, alla difficoltà di realizzazione e al funzionamento, se è possibile utilizzare un sollevatore o un cursore, utilizzare un sollevatore per i sottosquadri interni e un cursore per i sottosquadri esterni. I sollevatori sono ottimi perché sono semplici, facili da realizzare, economici e non occupano molto spazio.

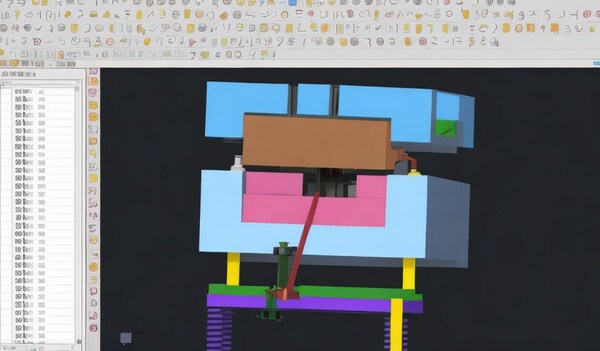
In alcuni stampi, come quello del coperchio del computer portatile, che ha molti piccoli espulsori obliqui, è molto pratico e può semplificare il meccanismo di espulsione dello stampo posteriore quando la dimensione dell'espulsore obliquo è relativamente piccola o lo spazio per il movimento dell'espulsore obliquo non è sufficiente. Questo articolo spiega cos'è l'espulsore obliquo nello stampaggio a iniezione.
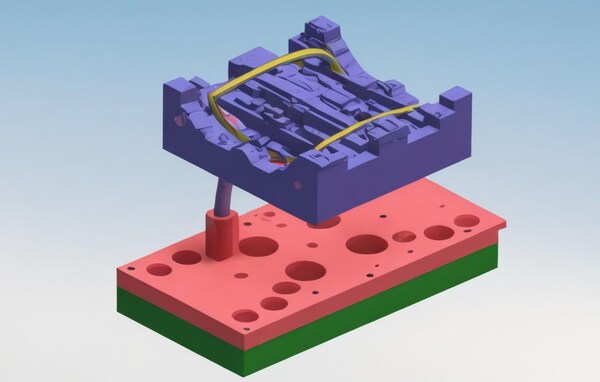
Quali sono i componenti della struttura dell'espulsore inclinato?
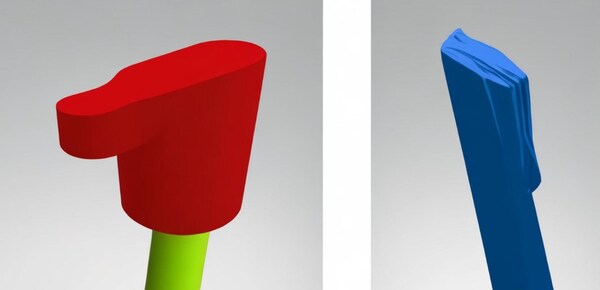
Testa di espulsione inclinata
Si tratta principalmente della parte stampo. La parte inferiore della superficie di posizionamento del sottosquadro viene solitamente trasformata in una superficie diritta per facilitare la lavorazione e l'accoppiamento con lo stampo. Le altre tre superfici sono inclinate per facilitare l'accoppiamento con la colla di tenuta. La superficie superiore della testa dell'espulsore obliquo viene solitamente abbassata di 0,05~0,1 mm al di sotto della superficie di posizionamento della colla per evitare che l'espulsore obliquo raschi la colla durante l'espulsione.
Asta di espulsione inclinata
Collega principalmente il sedile dell'espulsore inclinato e la testa dell'espulsore inclinato e deve sostenere la forza di espulsione durante l'espulsione inclinata.
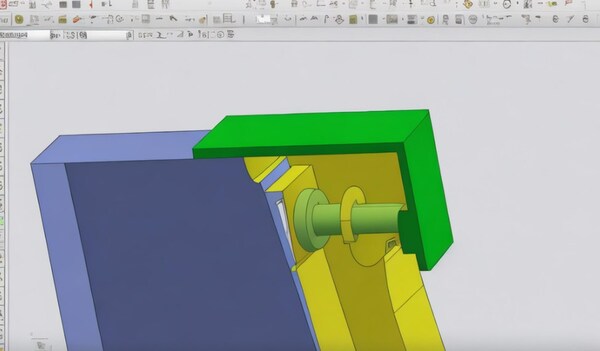
Blocco guida
Durante la lavorazione dello stampo, la sagoma mobile viene trattata per evitare l'aria (ridurre l'attrito) per ridurre la distorsione e la deformazione, e viene aggiunto un blocco guida per facilitare il posizionamento e la regolazione accurata.

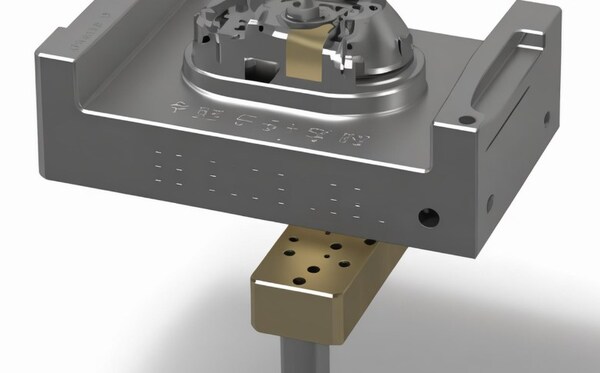
Manicotto di guida (lega di rame + grafite)
Nel sollevatore combinato sono presenti due manicotti di guida per la lubrificazione e la guida. L'asta del sollevatore si usura dopo un movimento prolungato. L'aggiunta di manicotti di guida può ridurre l'usura e facilitare la manutenzione e la sostituzione in caso di problemi di precisione.

Sedile a ribalta
Nel sollevatore integrale, i metodi di guida includono solitamente una guida a "T" e una guida a perno. La guida a perno è la più utilizzata, facile da lavorare e da installare. Il prezzo della guida a T è leggermente più alto e la base a T è necessaria separatamente. Anche la lavorazione e l'abbinamento sono più complicati rispetto al tipo a perno.

Quali sono i materiali applicabili al sollevatore a iniezione?
Cr12Mov Materiale acciaio
Il Cr12Mov è un acciaio legato ad alto tenore di carbonio di alta qualità con durezza e resistenza molto elevate, in grado di resistere alle alte temperature e all'uso a lungo termine. Ha un'eccellente resistenza alla corrosione, un'elevata forza d'impatto, buone prestazioni di lavorazione, buona resistenza all'usura, ecc. I sollevatori Cr12Mov sono solitamente adatti alla produzione di stampi di grandi dimensioni, perché questi stampi devono sopportare una pressione enorme.

45# Materiale acciaio
45# L'acciaio 45# è un acciaio a basso tenore di carbonio ampiamente utilizzato nella produzione di stampi a iniezione di piccole e medie dimensioni. Ha una buona lavorabilità e tenacità ed è relativamente economico. Tuttavia, la durezza di questo materiale è bassa ed è adatto solo per alcuni stampi di piccole dimensioni che non devono sopportare pressioni elevate.

SKD11 Materiale acciaio
L'acciaio SKD11 è un acciaio per utensili per lavorazioni a freddo, ampiamente utilizzato nella produzione di stampi a iniezione grazie alla sua forza e resistenza all'usura. Ha una buona durezza, un'eccellente resistenza alla corrosione e una buona lavorabilità. Può resistere alle alte temperature e alle alte pressioni senza subire deformazioni ed è quindi molto adatto alla produzione di stampi di grandi dimensioni. prodotti stampati a iniezione.

H13 Materiale acciaio
L'acciaio H13 è uno dei migliori acciai per stampi. Ha un'elevata stabilità termica, buona durezza e tenacità, grande resistenza all'usura e al calore, ecc. L'acciaio H13 è utilizzato in molti tipi di stampi per materie plastiche perché è molto valido, soprattutto per la realizzazione di stampi che durano a lungo e vengono utilizzati molto.
Materiale acciaio S136
L'acciaio S136 è un acciaio inossidabile di alta qualità. Ha un'elevata resistenza, una buona resistenza all'usura, un'alta precisione e una forte resistenza alla corrosione. L'acciaio S136 viene solitamente utilizzato per realizzare parti di alta precisione in prodotti stampati a iniezione, come apparecchiature elettroniche, apparecchiature mediche e parti meccaniche.

Quali sono le idee di considerazione nella progettazione dei sollevatori?
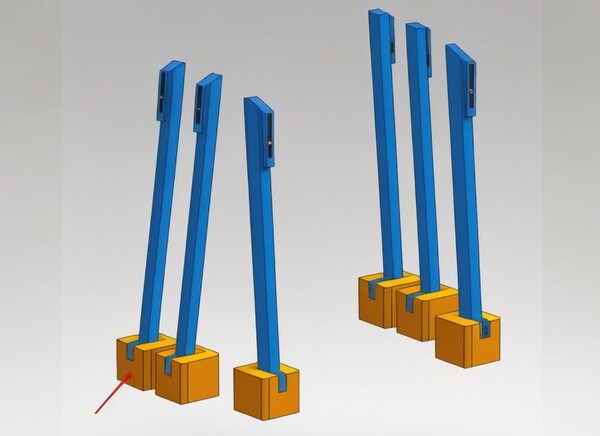
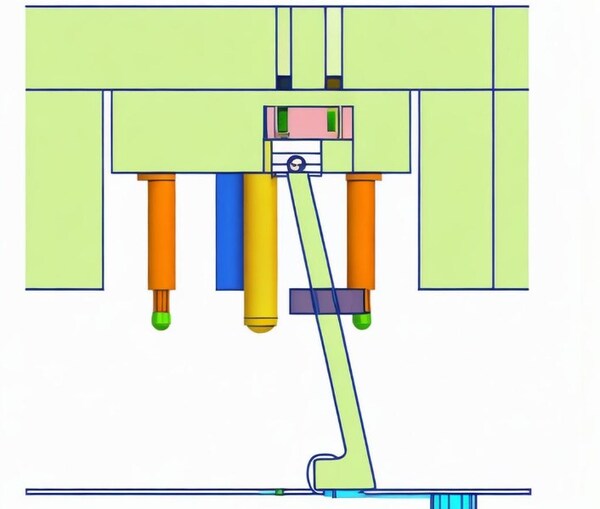
L'espulsore inclinato è un tipo di sistema di espulsione. Quando il pezzo presenta un sottosquadro, non è conveniente fare la posizione, ma è conveniente fare l'espulsione inclinata, l'espulsore inclinato deve essere utilizzato per l'espulsione.

Un'altra situazione è quella illustrata in , quando un osso profondo e lungo viene espulso da un espulsore dritto, l'osso si attacca facilmente all'espulsore dritto e non è facile prendere la parte, quindi è necessario utilizzare l'espulsore inclinato per l'espulsione.

L'estrattore inclinato si divide in estrattore inclinato posteriore e estrattore inclinato anteriore. L'espulsore inclinato non può essere utilizzato per lo stesso materiale dell'anima. Deve essere più duro di un livello. L'estrattore inclinato più piccolo utilizza FDAC ,

Idee di design per il sollevatore dello stampaggio a iniezione
Innanzitutto, calcolare la corsa di intervento dell'estrattore inclinato. Quindi, calcolare la pendenza dell'espulsore inclinato in base alla corsa di espulsione. Quindi, determinare la posizione di tenuta dell'espulsore inclinato in direzione laterale. È preferibile una posizione di tenuta orizzontale, ma è possibile utilizzare anche una tenuta verticale.

Se si utilizza la sigillatura verticale, occorre tenere presente che la posizione della colla della fibbia del prodotto può deformarsi lateralmente con l'espulsore inclinato. Se l'espulsore inclinato ha troppo spazio per muoversi lateralmente, la posizione della colla della fibbia del prodotto può deformarsi lateralmente. Se il tempo a disposizione è limitato, si può ricorrere alla sigillatura verticale.

Quindi, creare la posizione di riferimento per la lavorazione del piano inclinato e la posizione di riferimento per la lavorazione si basa sulla direzione di uscita della posizione della colla; dalla posizione di riferimento per la lavorazione, creare la superficie inclinata del piano inclinato verso il basso per regolare lo spessore del piano inclinato nella direzione del movimento laterale.

Se la lunghezza totale del piano inclinato è inferiore a 100 mm, lo spessore del piano inclinato deve essere di almeno 6 mm. Se la lunghezza totale supera i 100 mm, lo spessore del piano inclinato deve essere di almeno 8 mm. Se non è possibile ottenere questo spessore, ridurre la lunghezza totale del piano inclinato.
Incollare i due lati del piano inclinato. La resistenza e la posizione del piano inclinato determineranno la quantità di colla da utilizzare.

Se la resistenza non è sufficiente, utilizzare più colla. Assicuratevi che la colla copra i lati del piano inclinato. Praticate un foro nella sagoma per far passare il piano inclinato e create un blocco per il piano inclinato. Disegnare la sede per il piano inclinato, cercando di evitare gli angoli vivi.

Quali sono le precauzioni per la struttura del piano inclinato?
La distanza di espulsione del piano inclinato non sarà troppo elevata
Normalmente, la distanza di espulsione della parte superiore inclinata non è troppo elevata, con conseguente facilità di rottura. La distanza di espulsione del piano inclinato dello stampo in grado di realizzare una produzione completamente automatizzata è più lunga di quella del piano inclinato del pick-up semiautomatico, per evitare che la forza non sia uniforme quando il robot preleva il prodotto e non riesce a estrarlo.

Distanza di espulsione completamente automatica = distanza del prodotto (H) + valore di sicurezza (K) 5,00~10,00 mm; distanza di espulsione della produzione semiautomatica = altezza del prodotto (H) X (2/3) .
L'angolo di inclinazione del piano inclinato è di 3°~15
L'angolo di inclinazione del piano inclinato è compreso tra 3° e 15°, il migliore tra 3° e 8°. Quando l'angolo del piano inclinato è superiore a 12°, oltre a considerare la resistenza, l'asta del piano inclinato deve essere dotata di un'asta ausiliaria per evitare che il piano inclinato si deformi e si rompa a causa della coppia eccessiva durante la produzione.

Il fenomeno del prodotto che si attacca al piano inclinato è molto probabile che si verifichi in produzione. Il metodo abituale consiste nell'aumentare la pendenza di sformatura del prodotto. In fase di progettazione, occorre evitare che il piano inclinato abbia un numero eccessivo di nervature.
L'estrattore inclinato non deve essere troppo sottile
Non rendere l'estrattore inclinato troppo sottile. Lo spessore (diametro) minimo dell'estrattore inclinato nei prodotti di piccole dimensioni è di 3,00 mm. Per i prodotti di dimensioni superiori a 500,00 mm, lo spessore minimo (diametro) dell'estrattore inclinato non deve essere inferiore a 25,00 mm per evitare che l'estrattore inclinato si deformi e si rompa a causa di una coppia eccessiva durante la produzione.

L'espulsore inclinato fa parte del sistema di espulsione, che equivale all'utilizzo di un perno di espulsione per espellere il pezzo. Non è necessario collocare un perno di espulsione nella stessa posizione dell'espulsore inclinato per evitare interferenze tra l'espulsore inclinato e il perno di espulsione. È necessario fare una simulazione per vedere se c'è interferenza tra l'espulsore inclinato e il perno di espulsione.Sollevatore per stampaggio a iniezione.
Qual è il ruolo dei sollevatori della struttura dello stampaggio a iniezione?
Ci sono diversi motivi per cui il industria dello stampaggio a iniezione della plastica ha bisogno di uno stampo con una struttura di espulsione inclinata. Ecco i principali:

Migliorare le prestazioni di estrusione dello stampo
Nel processo di produzione degli stampi, di solito aggiungiamo un espulsore inclinato a un lato dello stampo per favorire il flusso e lo scarico del materiale. L'espulsore inclinato può ridurre la resistenza del flusso di materiale e renderlo più fluido. Ciò può migliorare la velocità di estrusione e l'efficienza dello stampo.

Ottimizzare le prestazioni di riempimento dello stampo
Nello stampaggio a iniezione, il materiale deve riempire l'intero stampo e penetrare in ogni angolo e fessura. Il design angolato della parte superiore è utile quando le barre delle parti in plastica non vogliono uscire facilmente dallo stampo,

In questo modo il riempimento dello stampo risulta migliore. Il principio del movimento è anche quello di trasformare il movimento verticale di apertura e chiusura dello stampo in movimento orizzontale, in modo da completare la trazione laterale del nucleo.
Migliorare la qualità del prodotto
Nello stampo a iniezione, la posizione e l'angolo del piano inclinato sono strettamente correlati alla qualità estetica del prodotto stampato a iniezione. Un'impostazione ragionevole della posizione e dell'angolo del piano inclinato può far sì che lo stampo si chiuda bene, ridurre notevolmente le bolle all'interno del prodotto stampato a iniezione e migliorare la qualità dell'aspetto e la finitura superficiale del prodotto stampato a iniezione.

La struttura superiore inclinata consente al materiale di riempire lo stampo in modo più agevole, evitando interferenze con l'interno del prodotto e migliorando la qualità e la precisione del prodotto.

Migliorare l'efficienza della produzione
Lo stampo a struttura inclinata può far scorrere l'asta centrale attraverso il controllo della pendenza durante il processo di stampaggio a iniezione, abbreviare i tempi di stampaggio del prodotto e il ciclo di produzione e migliorare l'efficienza produttiva.

Migliorare la precisione del prodotto
L'asta centrale dello stampo a struttura inclinata può rimanere stabile durante il processo di scorrimento, evitando interferenze con l'interno del prodotto e migliorando la precisione e la qualità del prodotto.
Prevenire l'inceppamento della muffa durante l'apertura e la chiusura
Quando lo stampo si apre e si chiude, a volte lo spazio tra gli stampi si riduce o scompare per qualche motivo, causando un grave inceppamento. È in questo caso che il piano inclinato si rivela utile. La struttura inclinata e il dispositivo di galleggiamento del piano inclinato rendono lo stampo più scorrevole durante il processo di apertura e chiusura, contribuendo a risolvere il problema dell'inceppamento dello stampo.

Prolungare la vita utile dello stampo
Quando si utilizza lo stampo a iniezione, il piano dello stampo non viene rettificato su tutta la superficie e si verifica persino un'usura locale, che può facilmente ridurre lo spazio tra le sagome e aumentare la probabilità di inceppamento.

Il design del piano inclinato può alleviare efficacemente il problema del divario tra gli stampi e, allo stesso tempo, può ridurre al minimo la forza d'impatto tra le sagome e prolungare la durata dello stampo.
Riduzione della sollecitazione residua
La progettazione dello stampo a struttura obliqua può ridurre la generazione di tensioni residue durante la lavorazione. processo di stampaggio a iniezione, che è utile per migliorare l'accuratezza dimensionale e la stabilità del prodotto.

Riduzione dei costi di produzione
Il design dello stampo con struttura a disegno obliquo può ridurre la difficoltà e il costo di produzione dello stampo, nonché i costi di manutenzione e il tasso di scarti durante il processo di produzione, riducendo così il costo di produzione complessivo.

Migliorare la competitività del mercato
L'utilizzo di stampi con struttura a espulsione inclinata consente di realizzare prodotti di qualità superiore, di migliorare il valore aggiunto e la competitività dei prodotti sul mercato e di aiutare le imprese a conquistare maggiori quote di mercato nell'agguerrita concorrenza del mercato.
Conclusione
Nella progettazione di stampi a iniezione di materie plastiche, per far fronte alla complessità della cavità dello stampo e migliorare l'efficienza di iniezione dello stampo, è solitamente necessario progettare un meccanismo di espulsione dello stampo più semplice.

Soprattutto in presenza di un'elevata pressione di iniezione, l'applicazione razionale di meccanismi di espulsione a movimento verticale e orizzontale (come i perni di espulsione) e di sollevatori di stampi può migliorare efficacemente l'effetto di uno stampaggio a iniezione di plastica potenziato.

Il design della piastra di espulsione e il design del sollevatore dello stampo a iniezione contribuiscono a garantire un'agevole sformatura dei prodotti, ottimizzando così il processo di produzione complessivo.

L'estrattore inclinato è un componente chiave del processo di iniezione. Viene utilizzato per gestire i sottosquadri del prodotto e garantire uno stampaggio regolare.

L'estrattore inclinato ha una struttura semplice e un costo contenuto. Può essere realizzato con diversi acciai, come Cr12Mov, 45# e SKD11, ed è adatto a stampi di dimensioni ed esigenze diverse.

La progettazione dell'estrattore inclinato comprende l'angolo dell'estrattore inclinato, la distanza di espulsione e la scelta dei materiali. Occorre prestare attenzione alla resistenza strutturale e allo spazio di movimento.

Ottimizzando il design dell'espulsore inclinato, è possibile migliorare le prestazioni di riempimento, l'efficienza produttiva e la qualità del prodotto dello stampo, prolungare la durata dello stampo e ridurre i costi di produzione.

In breve, l'applicazione ragionevole dell'espulsore inclinato non solo ottimizza il processo di produzione, ma aumenta anche la competitività del mercato e garantisce la precisione e l'affidabilità del prodotto finale.







