 Vai al contenuto
Vai al contenuto 
Servizio di stampa 3D con sinterizzazione laser selettiva (SLS)
Esplorate le soluzioni di sinterizzazione laser selettiva (SLS) di prim'ordine per le esigenze di stampa 3D più complesse.

La guida completa alla stampa 3D con sinterizzazione laser selettiva (SLS)
Che cos'è la sinterizzazione laser selettiva (SLS)?
La sinterizzazione laser selettiva (SLS) è una tecnologia avanzata di produzione additiva (AM) che fa parte della famiglia delle tecnologie di fabbricazione. fusione a letto di polvere (PBF) famiglia. Utilizza un laser ad alta potenza per fondere selettivamente, o sinterizzare, piccole particelle di polvere polimerica in un oggetto solido e tridimensionale, strato per strato.
1. Una definizione tecnica:
La SLS costruisce pezzi a partire da un modello 3D digitale (ad esempio, un file CAD). Il processo si svolge all'interno di una camera contenente un letto di polvere termoplastica, che viene riscaldata a una temperatura appena inferiore al punto di fusione del materiale. Un laser CO₂ di precisione scansiona quindi la sezione trasversale del modello 3D sulla superficie del letto di polvere, elevando la temperatura delle particelle specifiche al loro punto di fusione e facendole fondere insieme. Una volta completato uno strato, la piattaforma di costruzione si abbassa, viene applicato un nuovo strato di polvere e il processo si ripete fino alla formazione dell'intero oggetto.

2. Il principio del nucleo (sinterizzare, non solo fondere):
Il termine "sinterizzazione" è fondamentale. A differenza dei processi che fondono completamente il materiale (come la fusione laser selettiva per i metalli), la sinterizzazione è un processo termico in cui le particelle si legano e si fondono a livello molecolare senza liquefarsi completamente. In questo modo si creano pezzi non solo resistenti, ma anche dotati di una microstruttura leggermente porosa. La polvere non sinterizzata che circonda la camera di costruzione agisce come una struttura di supporto naturale e integrata per la parte stampata. Questa natura autoportante è uno dei vantaggi più significativi della tecnologia SLS.
3. Caratteristiche principali in sintesi:
Per capire rapidamente cosa rende SLS unico, considerate queste caratteristiche distintive:
- Famiglia tecnologica: Fusione del letto di polvere (PBF)
- Materiali primari: Polimeri termoplastici, più comunemente nylon (PA 11, PA 12).
- Strutture di supporto: Non è necessario; la polvere non utilizzata sostiene il pezzo.
- Proprietà delle parti: Eccellente resistenza meccanica, durata e resistenza alla temperatura. Adatto per applicazioni funzionali.
- Finitura superficiale: Opaco, con una consistenza leggermente granulosa o sabbiosa.
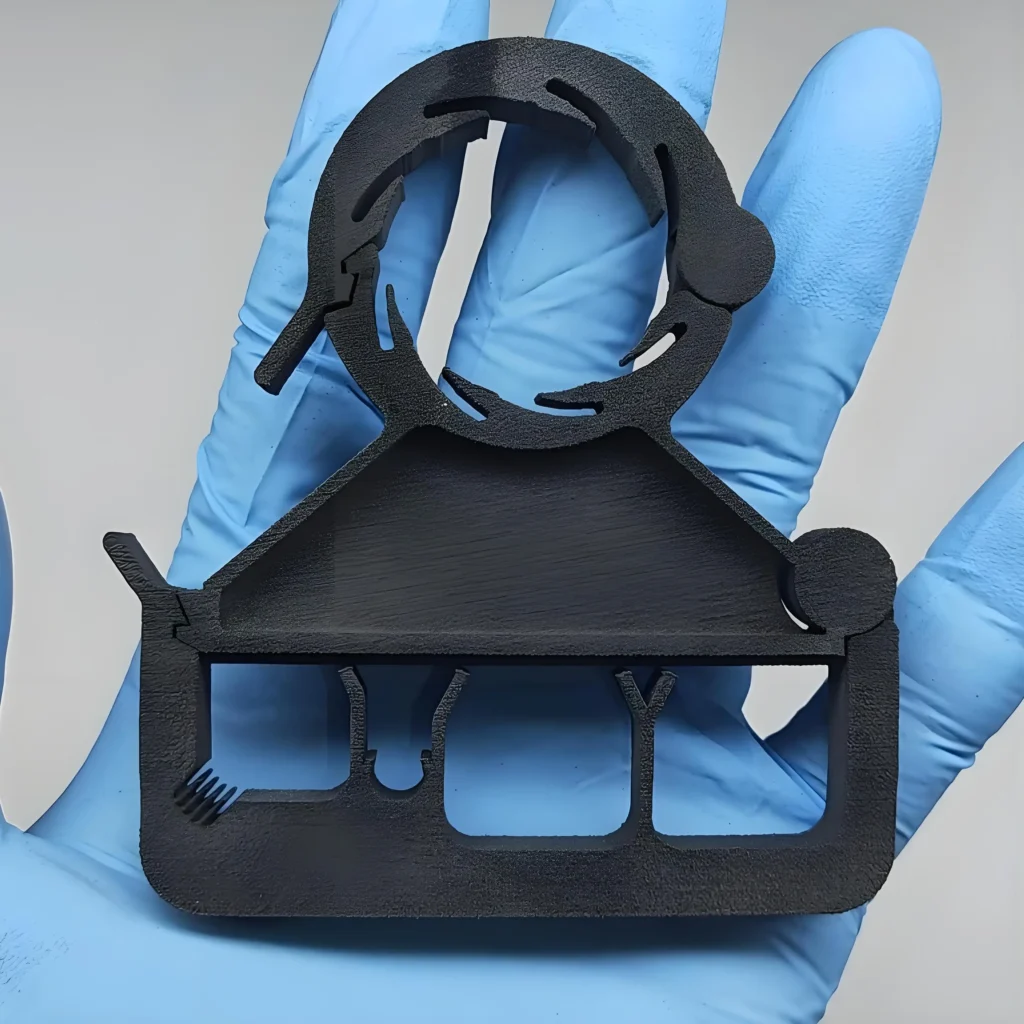
- Casi d'uso principali: Prototipazione funzionale, parti complesse per uso finale, produzione di volumi medio-bassi e componenti con geometrie complesse, come cerniere vive e incastri a scatto.
Come funziona la stampa 3D SLS?
Per comprendere il processo SLS è necessario esaminare sia il flusso di lavoro digitale sia le intricate operazioni meccaniche che avvengono all'interno della stampante.
1. Il flusso di lavoro digitale-fisico:
Il viaggio da un concetto a un pezzo fisico segue un percorso standard di fabbricazione digitale:
① Creazione di modelli 3D: Tutto inizia con un file CAD (Computer-Aided Design) 3D. Questo modello viene poi esportato in un formato stampabile in 3D, in genere STL (Standard Tessellation Language) o 3MF (3D Manufacturing Format).
② Affettatura e preparazione della costruzione: Il modello 3D viene importato in un software specializzato di "slicer". Questo software "affetta" digitalmente il modello in centinaia o migliaia di strati sottili e orizzontali. Consente inoltre all'operatore di orientare e "annidare" più parti all'interno del volume di costruzione per massimizzare l'efficienza.
③ Funzionamento della macchina: Il file preparato viene inviato alla macchina SLS, che esegue il processo di stampa automatico.
④ Post-elaborazione: Una volta completate la stampa e il raffreddamento, i pezzi vengono rimossi dalla macchina e sottoposti alle necessarie fasi di pulizia e finitura.

2. Il processo meccanico: Una ripartizione strato per strato:
La magia avviene all'interno della camera di costruzione della stampante SLS. Il processo può essere suddiviso in cinque fasi meccaniche chiave che vengono ripetute per ogni strato.
Fase 1: Preparazione del letto e riscaldamento: Prima dell'inizio della stampa, l'intera camera di costruzione, compreso il letto di polvere e l'area circostante, viene riscaldata a una temperatura precisa, appena inferiore al punto di sinterizzazione del polimero. Questo preriscaldamento è fondamentale: riduce al minimo la distorsione termica (warping) riducendo il gradiente di temperatura tra le aree sinterizzate e quelle non sinterizzate. Ciò garantisce la stabilità dimensionale e l'accuratezza del pezzo.
Fase 2: Deposizione della polvere: Un meccanismo di ricopertura, che può essere una lama o un rullo, si muove sulla piattaforma di costruzione, depositando uno strato sottile e uniforme di polvere (in genere 100-150 micron di spessore) da un serbatoio di polvere. Garantire che questo strato sia perfettamente piatto e uniforme è essenziale per la qualità del pezzo finale.
Fase 3: sinterizzazione laser: Questo è il cuore del processo SLS. Un potente laser a CO₂, guidato da una serie di specchi dinamici (galvanometri), viene diretto sul letto di polvere. Il laser traccia la geometria della sezione trasversale dello strato corrente, come definito dal file di taglio. L'energia del laser riscalda rapidamente le particelle di polvere fino al loro punto di fusione, facendole fondere insieme in uno strato solido. Le aree non toccate dal laser rimangono come polvere sciolta.
Fase 4: abbassamento della piattaforma: Una volta che lo strato è completamente sinterizzato, la piattaforma di costruzione, su cui poggia il pezzo, si abbassa di una distanza pari allo spessore di un singolo strato. In questo modo si fa spazio per lo strato successivo di polvere.
Fase 5: ripetizione e completamento della costruzione: La lama di ricopertura applica un nuovo strato di polvere sullo strato precedentemente sinterizzato (Fase 2) e il laser sinterizza la sezione successiva (Fase 3). Questo ciclo di deposizione della polvere, sinterizzazione e abbassamento della piattaforma viene ripetuto fino a quando tutti gli strati del pezzo sono stati costruiti. I pezzi finiti sono ora racchiusi in un blocco solido di polvere non sinterizzata, spesso chiamato "torta".

3. La fase di raffreddamento: Una fase critica e invisibile:
Questa è una delle fasi più cruciali, ma spesso trascurate, del processo SLS. Dopo la sinterizzazione dell'ultimo strato, l'intero panetto di polvere contenente i pezzi finiti deve essere lasciato raffreddare lentamente e uniformemente all'interno della stampante o in una stazione di raffreddamento separata. Questo processo di raffreddamento controllato può richiedere molte ore (a volte fino a 40-50% del tempo totale del processo). Affrettare questa fase può causare un restringimento non uniforme e una deformazione significativa, rovinando i pezzi.
Quali sono i materiali utilizzati nella stampa SLS?
La versatilità della SLS è dovuta in gran parte alla gamma di materiali termoplastici robusti che può lavorare. I nylon sono i più diffusi, ma sono disponibili anche altri polimeri specializzati.
1. Poliammidi (nylon):
I nylon sono i materiali più utilizzati in SLS grazie al loro eccellente equilibrio tra forza, flessibilità e resistenza termica/chimica.
① PA 12 (Nylon 12):
Il PA 12 è il gold standard e il materiale più diffuso per la SLS.
- Proprietà: Elevata resistenza, rigidità ed eccellente resistenza a sostanze chimiche, grassi, oli e alcali. Presenta una buona stabilità a lungo termine e resistenza alle cricche da stress.
- Applicazioni: Ideale per prototipi funzionali, pezzi di uso finale con montaggio a scatto, assemblaggi complessi e alloggiamenti durevoli.
② PA 11 (Nylon 11):
Il PA 11 è un polimero di derivazione biologica (ricavato dall'olio di ricino) ed è noto per la sua superiore elasticità e resistenza agli urti rispetto al PA 12.
- Proprietà: Eccellente duttilità, elevata resistenza agli urti e migliore resistenza termica. È più flessibile della PA 12, il che la rende adatta a parti che devono piegarsi o resistere a impatti ripetuti.
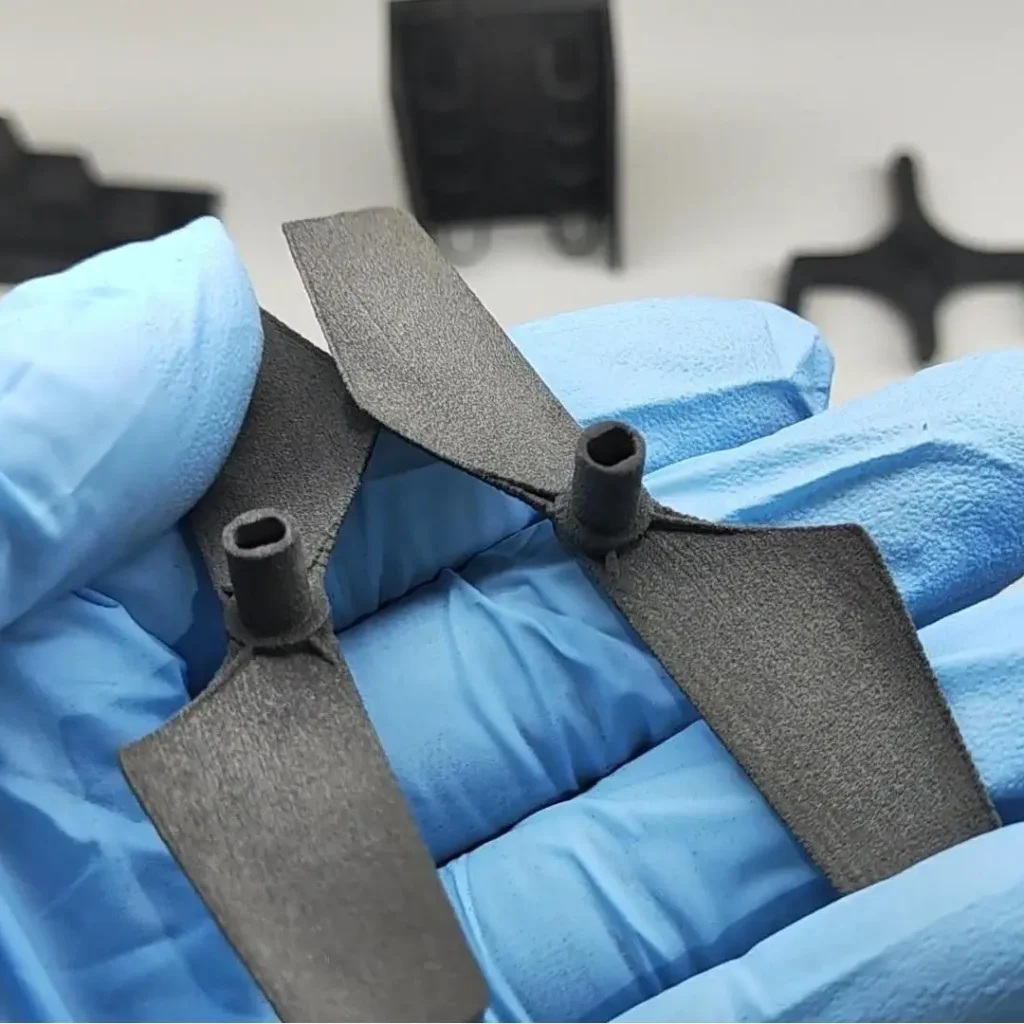
- Applicazioni: Cerniere viventi, protesi, attrezzature sportive, componenti di droni e altre applicazioni che richiedono un'elevata resistenza.
③ Poliammidi caricate (materiali compositi):
Per migliorare le proprietà specifiche, i nylon di base possono essere miscelati con cariche.
- Nylon caricato a vetro (PA-GF): La polvere di nylon è mescolata con perle di vetro. Questo composito offre una rigidità e una resistenza termica nettamente superiori rispetto al nylon standard, ma a costo di essere più fragile. È utilizzato per le parti che operano a temperature o carichi elevati, come i componenti automobilistici, gli utensili e gli alloggiamenti.
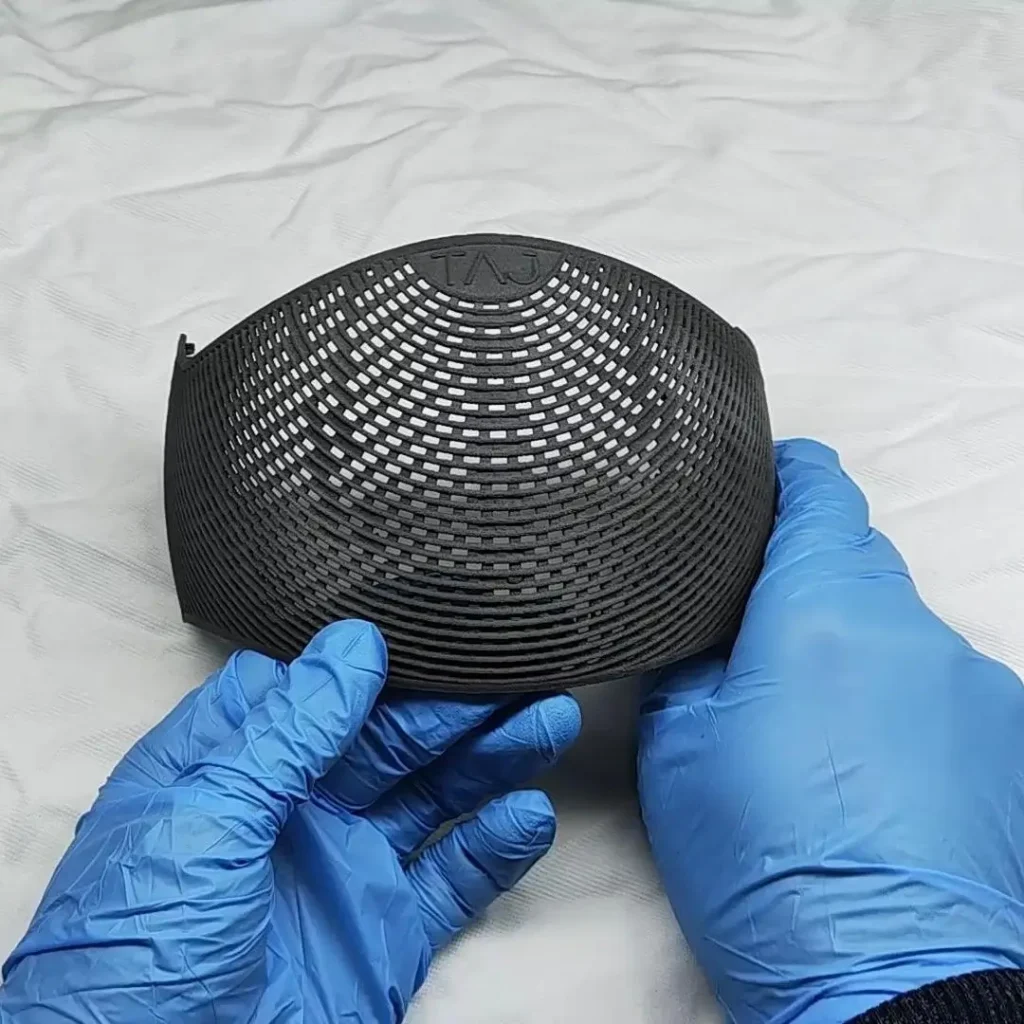
- Nylon caricato con carbonio (PA-CF / Carbonmide): Infuso con fibre di carbonio, questo materiale è estremamente rigido, resistente e leggero. Ha anche proprietà di dissipazione elettrostatica (ESD). Le applicazioni includono maschere ad alte prestazioni, dispositivi, componenti per il motorsport e dispositivi finali robotici.
- Nylon caricato con alluminio (Alumide): Miscela di PA 12 e particelle fini di alluminio. Permette di ottenere pezzi dall'aspetto metallico e di aumentare la rigidità e la conducibilità termica. Viene spesso utilizzato per prototipi visivi che necessitano di un aspetto metallico, nonché per utensili e attrezzature personalizzate.
2. Poliuretano termoplastico (TPU):
Il TPU è un elastomero flessibile simile alla gomma. Consente di produrre parti resistenti e durevoli che possono piegarsi e allungarsi.
- Proprietà: Elevata resistenza all'abrasione, alla lacerazione e all'elasticità. La durezza Shore può variare a seconda della qualità specifica.
- Applicazioni: Guarnizioni, guarnizioni, tubi flessibili, componenti per calzature, involucri protettivi ed elementi antivibranti.
3. Polipropilene (PP):
Il polipropilene è un polimero leggero e altamente resistente agli agenti chimici.
- Proprietà: Eccellente resistenza chimica (soprattutto ad acidi e basi), basso assorbimento di umidità, buona resistenza alla fatica e saldabilità. È inoltre biocompatibile e può essere sterilizzato.
- Applicazioni: Sistemi fluidi, componenti automobilistici, dispositivi medici e contenitori che richiedono resistenza chimica.
4 Polimeri ad alte prestazioni (PEEK e PEKK):
Questi materiali sono all'avanguardia nella tecnologia SLS e richiedono macchine ad alta temperatura.
- Etere chetone di polietere (PEEK) e chetone di polietere (PEKK): Membri della famiglia PAEK, sono polimeri ad alte prestazioni con eccezionale forza meccanica, biocompatibilità e resistenza a temperature estreme e a sostanze chimiche aggressive. Sono spesso utilizzati come alternativa leggera al metallo.
- Applicazioni: Componenti aerospaziali, impianti medici e componenti industriali ad alta temperatura.

Quali sono le fasi del processo di stampa SLS?
Questa sezione illustra il flusso di lavoro operativo end-to-end, fornendo una visione pratica dal punto di vista di un operatore o di un fornitore di servizi.
Fase 1: preparazione del modello digitale:
Il processo inizia con un modello CAD 3D finalizzato. Questo modello deve essere "a tenuta stagna" (un solido chiuso e manifesto) e privo di errori geometrici. Viene quindi esportato come file STL o 3MF.
Fase 2: Impostazione della costruzione e nidificazione:
Il file viene caricato nel software di preparazione alla costruzione della stampante. Qui vengono eseguite due azioni fondamentali:
- Orientamento: Il pezzo viene orientato per ottimizzare la resistenza, la finitura superficiale e la precisione. Ad esempio, orientando una superficie piana parallelamente alla piastra di costruzione si evita il "gradino".
- Nidificazione: Poiché la SLS non richiede strutture di supporto, è possibile impacchettare più parti in tre dimensioni all'interno del volume di costruzione. Questo "nesting" aumenta notevolmente la produttività e riduce il costo per pezzo, rendendo la SLS altamente efficiente per la produzione in lotti.
Fase 3: impostazione della macchina e caricamento della polvere:
L'operatore prepara la macchina SLS. Questo comporta la pulizia della camera di costruzione dalla tiratura precedente e il caricamento della polvere polimerica. Un concetto chiave è il tasso di aggiornamento: una miscela di polvere fresca (vergine) e polvere riciclata dal lavoro di stampa precedente. Un tasso di aggiornamento tipico è di 50%, il che significa che la costruzione è realizzata con 50% di polvere vergine e 50% di polvere riciclata. Questo aspetto è fondamentale sia per l'economicità che per il mantenimento delle proprietà del materiale.
Fase 4: il ciclo di stampa e raffreddamento automatizzato:
Una volta avviata la costruzione, il processo è completamente automatizzato. La macchina si riscalda, deposita e sminuzza la polvere strato per strato e infine avvia il lungo ciclo di raffreddamento controllato. L'intera fase può durare da 12 ore a oltre due giorni, a seconda delle dimensioni e della densità della costruzione.
Fase 5: Disgregazione e depowdering:
Al termine del ciclo di raffreddamento, la camera di costruzione viene aperta e il blocco solido di polvere (la "torta") viene spostato in una stazione di distacco. L'operatore estrae con cura i pezzi finiti dalla polvere non sinterizzata. Si tratta di un processo manuale e disordinato. La polvere circostante viene raccolta per il riciclaggio.
Fase 6: sabbiatura dei supporti:
I pezzi appena liberati sono ancora coperti da uno strato di polvere residua. Vengono inseriti in una cabina di sabbiatura, dove un flusso ad alta pressione di mezzi fini (come perle di vetro o pellet di plastica) viene utilizzato per eliminare la polvere residua e creare una finitura superficiale liscia, uniforme e opaca.
Fase 7: Post-elaborazione avanzata (facoltativa):
A seconda dell'applicazione, i pezzi possono essere sottoposti a ulteriori fasi di finitura come tintura, levigatura a vapore, verniciatura o rivestimento per migliorare l'estetica, la qualità della superficie o specifiche proprietà funzionali.

Quali sono i parametri chiave che influenzano la qualità degli SLS?
La qualità di un pezzo SLS non è casuale: è il risultato di un attento controllo di un'ampia gamma di parametri di processo.
1. Parametri relativi al materiale:
- Dimensione e distribuzione delle particelle: Le dimensioni e la forma delle particelle di polvere influiscono sulla fluidità della polvere e sulla densità di impaccamento, che a loro volta influenzano la densità e la finitura superficiale del pezzo finale.
- Frequenza di aggiornamento della polvere: Il rapporto tra polvere vergine e riciclata. L'uso di una quantità eccessiva di polvere riciclata può portare a proprietà meccaniche degradate e a una scarsa qualità della superficie, poiché la polvere subisce una degradazione termica a ogni ciclo di stampa.
2. Parametri relativi al processo (In-Printer):
① Parametri termici:
- Temperatura del letto: La temperatura del letto di polvere, mantenuta appena al di sotto del punto di sinterizzazione. Se è troppo bassa, può causare deformazioni ("arricciamento"). Se è troppo alta, può provocare una sinterizzazione indesiderata della polvere circostante ("crescita").
- Temperatura della camera: La temperatura ambiente all'interno dell'involucro di costruzione. Una temperatura stabile e uniforme è essenziale per la consistenza dei pezzi.
② Parametri laser:
- Densità di energia: È il parametro più critico, definito come la quantità di energia laser erogata per unità di superficie. È una funzione della potenza laser, della velocità di scansione e della distanza di scansione.
- Potenza laser (Watt): Una potenza maggiore consente una sinterizzazione più rapida, ma deve essere bilanciata per evitare di surriscaldare o bruciare il materiale.
- Velocità di scansione (mm/s): La velocità con cui il raggio laser si muove sulla polvere.
- Spaziatura di scansione (distanza del tratteggio): La distanza tra linee di scansione laser adiacenti. Una spaziatura più stretta consente di ottenere un pezzo più denso, ma con tempi di costruzione più lunghi.
- Una densità di energia ottimale assicura una fusione completa tra le particelle e gli strati senza degradare il polimero.
③ Parametri del livello:
- Spessore dello strato: L'altezza di ogni singolo strato, in genere circa 0,1 mm (100 micron). Strati più sottili producono una migliore finitura superficiale e dettagli più fini, soprattutto su superfici curve o angolate, ma aumentano notevolmente i tempi di stampa.
3. Costruire i parametri di layout:
- Orientamento della parte: Il posizionamento del pezzo nella camera di costruzione. Questo influisce sulla qualità della superficie (effetto a gradini sulle superfici angolate), sulle proprietà meccaniche (i pezzi sono più resistenti lungo il piano X-Y) e sul rischio di deformazioni.
- Parte Densità di nidificazione: Se da un lato il nesting aumenta l'efficienza, dall'altro l'impacchettamento dei pezzi troppo ravvicinato può creare punti di calore localizzati, che possono compromettere la precisione dei componenti vicini.
Quali sono i vantaggi della stampa 3D SLS?
La SLS è una tecnologia preferita per molte applicazioni grazie a una combinazione unica di vantaggi.
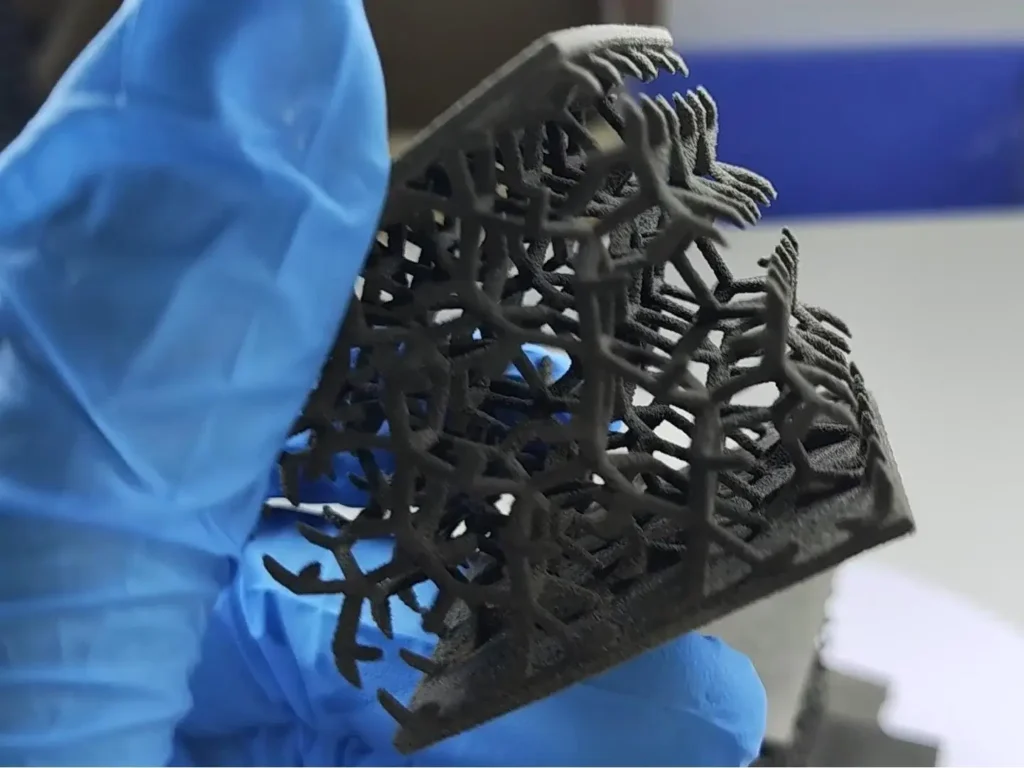
1. Libertà di progettazione: Non sono necessarie strutture di supporto:
Questo è probabilmente il vantaggio più significativo della SLS. La polvere non sinterizzata nel volume di costruzione fornisce un supporto completo al pezzo durante la stampa. Ciò consente di creare geometrie estremamente complesse, compresi canali interni, sottosquadri e strutture reticolari intricate, impossibili o molto difficili da produrre con altri metodi. Inoltre, elimina la fase di post-elaborazione della rimozione del supporto, risparmiando tempo e manodopera.
2. Eccellenti proprietà meccaniche:
I pezzi SLS, in particolare quelli realizzati in nylon, sono noti per la loro elevata resistenza, rigidità e durata. Il loro comportamento è simile a quello dei pezzi stampati a iniezione, il che li rende adatti a test funzionali rigorosi e alla produzione finale. Possono resistere agli urti, al calore e all'esposizione chimica.
3. Elevata produttività e scalabilità:
La capacità di annidare decine o addirittura centinaia di pezzi in una singola costruzione rende la SLS molto efficiente per i volumi di produzione medio-bassi. In questo modo si massimizza l'uso del volume di costruzione della macchina e si riduce significativamente il costo per pezzo rispetto alla stampa di pezzi uno alla volta.
4. Geometrie complesse e dettagli complicati:
Non essendoci supporti che limitano la progettazione, gli ingegneri possono creare pezzi ottimizzati per le prestazioni piuttosto che per la producibilità. Questo include funzioni come cerniere vive, giunti a scatto e assemblaggi consolidati in cui più componenti vengono stampati come un unico pezzo complesso.
5. Buona varietà di materiali:
SLS offre una gamma di termoplastici di grado ingegneristico, dai TPU flessibili ai nylon rigidi riempiti di carbonio e al PEEK ad alte prestazioni. Ciò consente alla tecnologia di servire un'ampia gamma di applicazioni in diversi settori.

Stampa 3D SLS personalizzata per parti forti e complesse
Ottenete parti durevoli e dettagliate con i nostri servizi di stampa 3D a sinterizzazione laser selettiva (SLS).

La guida completa alla stampa 3D con sinterizzazione laser selettiva (SLS)
Quali sono i limiti della SLS rispetto ad altri metodi di stampa 3D?
Nonostante i suoi numerosi punti di forza, l'SLS non è la soluzione perfetta per ogni applicazione. Ha diverse limitazioni da considerare.
1. Finitura superficiale e porosità:
I pezzi SLS hanno naturalmente una finitura superficiale opaca e granulosa, dovuta alla natura della fusione delle particelle di polvere. La superficie è anche leggermente porosa. Sebbene ciò sia accettabile per molte parti funzionali, le applicazioni che richiedono una superficie perfettamente liscia ed estetica necessiteranno di un'ampia post-elaborazione (come la levigatura a vapore). Tecnologie come SLA o Material Jetting offrono una finitura molto più liscia.
2. Costo iniziale più elevato:
Le macchine SLS rappresentano un investimento significativo, spesso superiore a $100.000 per i sistemi di livello industriale. Anche i costi dei materiali sono più elevati rispetto ai filamenti FDM o alle resine SLA. Ciò rende la barriera all'ingresso più alta per le aziende più piccole.
3. Tempi di consegna più lunghi:
Il tempo totale del processo SLS può essere lungo. Ciò non è dovuto solo al tempo di stampa in sé, ma soprattutto al periodo di raffreddamento obbligatorio e prolungato, che può richiedere fino a 12-24 ore. Ciò rende la SLS meno adatta a prototipi rapidi e unici rispetto alla FDM o alla SLA.
4. Complessità della movimentazione e del riciclo dei materiali:
Lavorare con polveri polimeriche fini richiede un ambiente controllato e dispositivi di protezione individuale. Inoltre, la gestione del ciclo di vita della polvere - tracciare l'utilizzo, calcolare i tassi di aggiornamento e setacciare la polvere riciclata - aggiunge complessità operativa.
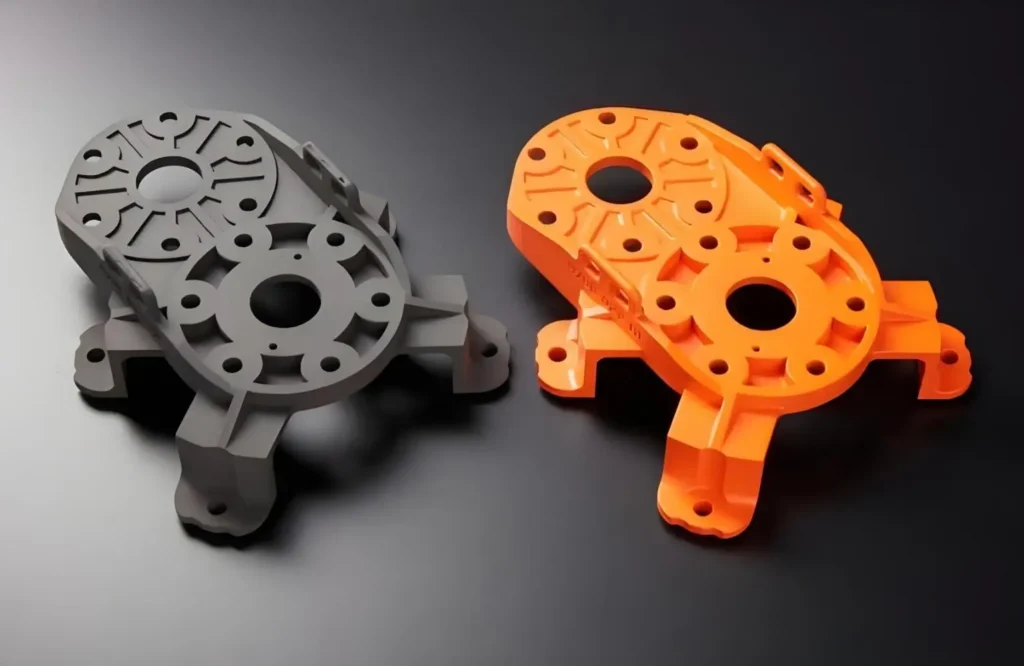
5. Opzioni di colore limitate:
Le parti SLS sono tipicamente stampate in un unico colore, solitamente bianco, grigio o nero, a seconda del materiale. L'ottenimento del colore richiede una fase secondaria di post-processing, come la tintura, che aggiunge tempo e costi. Tecnologie come il Material Jetting o il Binder Jetting offrono capacità di stampa a colori.

Quali sono le applicazioni più comuni di SLS?
Le proprietà uniche dei pezzi SLS hanno portato alla loro adozione in un'ampia gamma di settori per applicazioni complesse.
1. Prototipazione:
① Prototipi funzionali:
Questa è l'applicazione per eccellenza dell'SLS. Le aziende utilizzano SLS per creare prototipi ad alta fedeltà che possono essere sottoposti a test reali. Poiché le proprietà meccaniche sono così simili a quelle dei pezzi di produzione finale, gli ingegneri possono eseguire test affidabili su forma, adattamento e funzionalità.
- Esempi: Involucri per l'elettronica, assemblaggi a scatto, studi ergonomici e test del flusso d'aria nei condotti.
② Cerniere vive e bottoni a pressione:
La durata e la flessibilità di materiali come la PA 11 e la PA 12 li rendono perfetti per la prototipazione di progetti che includono cerniere vive o chiusure a scatto per uso ripetuto.
2. Parti finali e produzione di bassi volumi:
L'SLS ha superato la fase di prototipazione ed è ora un metodo di produzione praticabile. Esempi:
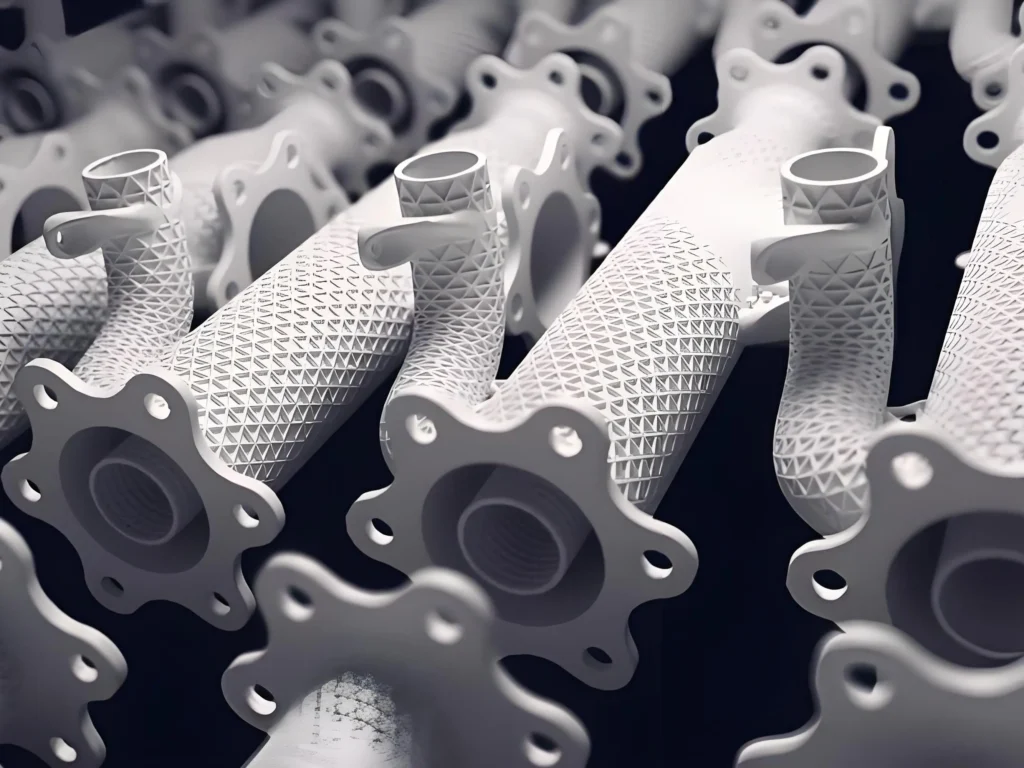
- Aerospaziale e automobilistico: Condotti d'aria, staffe, componenti interni personalizzati e carrozzerie di UAV (droni). Le proprietà di leggerezza e resistenza sono ideali.
- Dispositivi medici: Protesi personalizzate, ortesi, guide chirurgiche e alloggiamenti per apparecchiature mediche. Molti materiali SLS sono biocompatibili.
- Robotica e automazione: Pinze personalizzate (utensili di fine braccio), maschere, attrezzature e contenitori per sistemi robotici.
- Utensili: Creazione di maschere e attrezzature personalizzate per le linee di produzione per migliorare l'efficienza e la precisione.
3. Beni di consumo:
- Esempi: Montature per occhiali personalizzate di alta gamma, custodie protettive per l'elettronica, componenti per articoli sportivi e prodotti personalizzati.

Quali sono le fasi di post-elaborazione delle parti stampate con SLS?
La post-elaborazione è una fase obbligatoria del flusso di lavoro SLS per trasformare una stampa grezza in un pezzo utilizzabile.
1. Post-elaborazione primaria (standard):
Queste fasi vengono eseguite su quasi tutti i pezzi SLS.
- Scomposizione e depotenziamento delle parti: La prima fase dopo il raffreddamento consiste nell'estrarre manualmente i pezzi dal cumulo di polvere non sinterizzata. Spesso si usa l'aria compressa per eliminare la maggior parte della polvere sciolta.
- Esplosione mediatica: I pezzi vengono quindi collocati in una cabina di sabbiatura. Un flusso di media (ad esempio, perle di vetro, perle di plastica o ossido di alluminio) viene sparato sui pezzi per rimuovere ogni residuo di polvere fusa e creare una finitura superficiale uniforme, pulita e opaca.
2. Post-elaborazione secondaria ed estetica (opzionale):
Questi passaggi vengono utilizzati per migliorare l'aspetto o la funzione dei pezzi.
- Tintura: Il metodo più comune per aggiungere colore. La natura porosa dei pezzi SLS consente loro di assorbire molto bene il colorante. I pezzi vengono immersi in un bagno di tintura calda, ottenendo un colore ricco e profondo che penetra nella superficie.
- Levigatura chimica del vapore: Processo in cui i pezzi vengono esposti a un solvente vaporizzato che fonde leggermente e riflette la superficie esterna. Questo processo sigilla la porosità del pezzo, rendendolo impermeabile all'acqua e all'aria, e crea una finitura liscia e semilucida paragonabile allo stampaggio a iniezione.
- Finitura a burattatura e vibrazione: Per i lotti di pezzi più piccoli, possono essere inseriti in un tumbler con supporti in ceramica o plastica. L'azione vibratoria leviga la superficie e arrotonda gli spigoli vivi.
- Pittura e rivestimento: Per ottenere colori specifici o finiture protettive, i pezzi SLS possono essere primerizzati e verniciati. È possibile applicare rivestimenti come il Cerakote per migliorare la durata e la resistenza chimica.

Come migliorare la finitura superficiale e la precisione dimensionale in SLS?
Per ottenere la massima qualità dalla SLS è necessaria una combinazione di ottimizzazione del pre-processo, corretto funzionamento della macchina e post-processo.
1. Ottimizzazione della finitura superficiale:
① Ottimizzazione del pre-processo:
- Orientamento dei pezzi: Evitare l'effetto "scalino" orientando le superfici curve o angolate lontano da un angolo diretto di 45 gradi rispetto alla piastra di costruzione. L'orientamento delle superfici critiche verso l'alto o verso il basso offre spesso i risultati migliori.
- Spessore del layer ridotto: L'utilizzo di uno strato più sottile (ad esempio, 0,08 mm invece di 0,12 mm) riduce la visibilità delle linee di strato, ma aumenta il tempo di stampa.
② Soluzioni post-processo:
- Sabbiatura con media: Il metodo standard per ottenere una finitura opaca uniforme.
- Levigatura a vapore: è il metodo più efficace per ottenere una superficie liscia, simile a quella dell'iniezione. È la scelta migliore per le applicazioni che richiedono superfici sigillate e facili da pulire.
2. Miglioramento della precisione dimensionale:
① Calibrazione della macchina: È essenziale calibrare regolarmente i parametri chiave della macchina. Ciò include la regolazione dei fattori di scala X-Y del laser per compensare eventuali imprecisioni sistematiche e la regolazione dell'offset del raggio laser.
② Contabilizzazione del ritiro e della deformazione:
- Gestione termica: Assicurarsi che i sistemi di riscaldamento della macchina funzionino correttamente per mantenere un profilo di temperatura stabile e uniforme. Questa è la prima linea di difesa contro le deformazioni.
- Orientamento dei pezzi: Orientare i pezzi lunghi e piatti in verticale anziché in orizzontale può talvolta ridurre il rischio di deformazioni.
- Compensazione software: Un software avanzato può applicare fattori di scala al modello per contrastare il tasso di ritiro naturale del materiale durante il raffreddamento.
③ Design for Additive Manufacturing (DfAM):
- Spessore della parete: Rispettare le linee guida sullo spessore minimo delle pareti (in genere 0,8-1,0 mm) per garantire che il pezzo sia robusto e venga stampato con successo.
- Dimensioni dei fori: I fori piccoli tendono a restringersi durante la sinterizzazione. È prassi comune progettarli leggermente sovradimensionati o prevedere di forarli fino alla dimensione finale dopo la stampa.
- Dettagli in rilievo/beffati: Assicurarsi che il testo e i dettagli siano sufficientemente grandi da essere risolti chiaramente dal laser e non vadano persi durante la sabbiatura.

Come si colloca la SLS rispetto a SLA, MJF e FDM?
La scelta della giusta tecnologia di stampa 3D dipende dai requisiti specifici del progetto. Ecco come la SLS si posiziona rispetto agli altri metodi più diffusi.
1. Tabella di confronto:
| Caratteristica | Sinterizzazione laser selettiva (SLS) | Stereolitografia (SLA) | Fusione a getto multiplo (MJF) | Modellazione a deposizione fusa (FDM) |
|---|---|---|---|---|
| Tecnologia | Fusione a letto di polvere (laser) | Fotopolimerizzazione in vasca (laser/proiettore) | Fusione del letto di polvere (termica + agenti) | Estrusione di materiale (filamento) |
| Materiali primari | Nylon (PA11, PA12), TPU, PP | Resine fotopolimeriche (standard, resistenti, flessibili, colabili) | Nylon (PA12, PA11), TPU, PP | Termoplastica (PLA, ABS, PETG, PC, Nylon) |
| Precisione dimensionale | Alto (±0,25 mm) | Molto alto (±0,1 mm) | Alto (±0,25 mm) | Da medio a basso (±0,5 mm) |
| Finitura superficiale | Opaco, granuloso, poroso | Molto scorrevole, le linee di strato sono appena visibili | Liscio, leggermente meno granuloso dell'SLS | Linee di strato visibili, ruvide |
| Produttività/velocità | Elevato (parti nidificate), ma lunghi cicli di raffreddamento. | Medio (dipende dall'altezza e dalla sezione del pezzo). | Molto alta (stampa veloce, cicli di raffreddamento più brevi rispetto alla SLS). | Lento (stampa le parti una alla volta). |
| Costo | Alto costo della macchina, medio costo del pezzo a causa del nesting. | Costo medio della macchina, costo medio-basso dei pezzi. | Alto costo della macchina, basso costo del pezzo grazie alla velocità e al nesting. | Basso costo della macchina e del materiale. |
| Punti di forza | Nessun supporto, parti funzionali durevoli, geometrie complesse. | Eccellente dettaglio e finitura superficiale, ideale per i modelli visivi. | Alta velocità, basso costo di produzione, buone proprietà meccaniche. | Basso costo, ampia varietà di materiali, facilità d'uso. |
| Principali debolezze | Superficie granulosa, tempi di consegna lunghi, manipolazione della polvere. | Richiede strutture di supporto, le parti possono essere fragili, sensibili ai raggi UV. | Materiali limitati, superficie granulosa (anche se migliore di SLS). | Bassa precisione e risoluzione, linee di strato visibili, asse Z debole. |
2. SLS vs. SLA:
Scegliere SLS per prototipi durevoli e funzionali e per parti destinate all'uso finale che devono resistere alle sollecitazioni meccaniche. Scegliere SLA quando si ha bisogno di una finitura superficiale eccezionale, di dettagli precisi e di accuratezza per modelli visivi, stampi o modelli.
3. SLS vs. MJF:
SLS e MJF sono concorrenti diretti. Entrambe sono tecnologie di fusione a letto di polvere ideali per la produzione di parti funzionali in nylon.
- MJF è generalmente più veloce e può offrire un costo inferiore per pezzo negli scenari di produzione, grazie al processo di stampa termica e alla gestione più efficiente del calore.
- L'SLS spesso fornisce un pezzo grezzo leggermente più "bianco" o più luminoso. e ha un'esperienza più lunga con una gamma potenzialmente più ampia di materiali speciali disponibili su determinate piattaforme. La finitura superficiale dei pezzi MJF è generalmente più fine rispetto a quella SLS.
4. SLS vs. FDM:
Scegliere SLS quando avete bisogno di pezzi resistenti e di qualità produttiva con geometrie complesse che la FDM non può produrre senza strutture di supporto estese. Scegliere FDM per modelli concettuali a basso costo e in fase iniziale, per semplici dime o quando è necessaria un'ampia varietà di colori e materiali (come PLA o PETG) in modo rapido e conveniente.

Domande frequenti sulla stampa 3D SLS
Sì. Le parti SLS, in particolare quelle realizzate in nylon, possiedono eccellenti proprietà meccaniche, tra cui un'elevata resistenza alla trazione e agli urti. Sono una delle opzioni di stampa 3D con polimeri più robusti e sono adatti per applicazioni funzionali e parti di uso finale impegnative.
Allo stato grezzo, dopo la sabbiatura, i pezzi SLS sono leggermente porosi e assorbono l'umidità nel tempo. Non sono considerati impermeabili. Tuttavia, possono essere resi impermeabili e a tenuta d'aria attraverso fasi di post-lavorazione come la levigatura con vapore chimico o l'applicazione di un rivestimento epossidico.
Il costo è influenzato da diversi fattori: il volume del pezzo, il numero di pezzi annidati in una build, il materiale utilizzato e qualsiasi post-elaborazione richiesta. Sebbene l'investimento iniziale della macchina sia elevato, il costo per pezzo può essere competitivo per i volumi di produzione medio-bassi grazie all'efficienza del nesting e alla manodopera minima.
Il tasso di aggiornamento è la percentuale di polvere fresca e vergine che deve essere miscelata con polvere riciclata e non sinterizzata da una produzione precedente per creare un nuovo lotto. Una percentuale tipica è 50/50. Questo è importante perché la polvere che si trova nella camera riscaldata si degrada leggermente e il suo riutilizzo senza l'aggiunta di polvere fresca comporterebbe una scarsa qualità dei pezzi. La gestione del tasso di aggiornamento è fondamentale per controllare i costi e mantenere costanti le proprietà del materiale.
Il termine "SLS" viene utilizzato quasi esclusivamente per la stampa di polimeri (plastica). Il processo equivalente per i metalli si chiama Sinterizzazione laser di metalli diretti (DMLS) o Fusione laser selettiva (SLM). Sebbene il principio di base dell'uso del laser per fondere la polvere sia simile, le macchine DMLS/SLM utilizzano laser molto più potenti e operano a temperature molto più elevate in un'atmosfera completamente inerte per lavorare polveri metalliche come alluminio, titanio e acciaio inossidabile.


Primo piano di mattoncini colorati in plastica di vari colori, tra cui viola, blu, verde e giallo, impilati insieme.
Punti Chiave – Una macchina per lo stampaggio a iniezione ad alta velocità è definita da velocità di iniezione di 300–600 mm/s e velocità di chiusura superiori a 500 mm/s, rispetto alle 100–200 mm/s delle macchine standard—consentendo cicli

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Key Takeaways – Family molds produce multiple different parts in one shot, but a single compromised process window affects all cavities simultaneously. – MUD (Master Unit Die) systems use interchangeable

Che cos'è una macchina per lo stampaggio a iniezione ad alta velocità?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Soluzioni di ottimizzazione fornite Gratuitamente
- Fornire feedback sulla progettazione e soluzioni di ottimizzazione
- Ottimizzazione della struttura e riduzione dei costi di stampaggio
- Parlare direttamente con gli ingegneri

