 Vai al contenuto
Vai al contenuto 

La scelta del giusto tonnellaggio della pressa a iniezione è un fattore critico per la produzione di pezzi in plastica di qualità e l'ottimizzazione della produzione. In questo articolo spiegheremo come gli esperti definiscono i principi di selezione di una pressa a iniezione e quali sono i metodi di calcolo necessari per determinare il tonnellaggio richiesto della macchina in base alle vostre esigenze reali.

Definizione di tonnellaggio delle macchine per lo stampaggio a iniezione
Quando si parla delle dimensioni di una macchina per lo stampaggio a iniezione, si parla della forza di chiusura, ovvero della forza massima che la macchina utilizza per tenere chiuso lo stampo durante l'iniezione. La forza di chiusura è solitamente espressa in tonnellate di pressione; maggiore è il tonnellaggio, più grande è la macchina. La forza di chiusura è importante perché influisce direttamente sulla qualità e sulla produttività dei pezzi stampati a iniezione. La scelta del giusto tonnellaggio aiuta anche a mantenere lo stampo chiuso durante il processo di iniezione, riducendo così al minimo problemi come la formazione di bolle e pezzi difettosi.

Fattori chiave nella scelta del tonnellaggio della macchina di stampaggio a iniezione
Quando si cerca di capire quale dimensione stampaggio a iniezione per la vostra applicazione, è necessario considerare una serie di fattori. È necessario considerare le dimensioni e il design del pezzo che si sta realizzando, il numero di cavità dello stampo, il tipo di materiale da iniettare, la pressione necessaria per iniettarlo, il design del canale di colata e il tipo di precisione e di standard qualitativi del pezzo finale. Esaminerò ciascuno di questi fattori in modo un po' più dettagliato.
Dimensioni, peso e struttura del prodotto
- Dimensioni del prodotto: Il tonnellaggio determina i parametri di base del prodotto. Le dimensioni del prodotto sono determinate dalla lunghezza, dalla larghezza e dall'altezza e determinano le dimensioni della pinza e quindi la forza di chiusura necessaria. I prodotti più grandi sottopongono lo stampo a maggiori sollecitazioni per chiudersi correttamente ed evitare la fuoriuscita della plastica fusa durante l'iniezione, quindi necessitano di una forza di serraggio maggiore.
- Peso del prodotto: La pressione di iniezione della pressa a iniezione è direttamente proporzionale al tonnellaggio della pressa a iniezione ed è determinata dal diametro della vite e dal telaio del materiale. Tutto sommato, il peso del prodotto deve essere stabilito per primo. Tradizionalmente, se il peso del singolo prodotto è inferiore a 50 grammi, sarà necessaria una macchina con un tonnellaggio inferiore a 50T. Per quanto riguarda i prodotti che pesano più di 100 grammi, è necessario utilizzare una macchina con un tonnellaggio superiore a 100T.
- Struttura del prodotto: Un altro elemento che può influire sul tipo di forza di serraggio necessaria è la complessità del prodotto. Nei prodotti complicati, ci sono molte forme diverse che la plastica deve riempire. È quindi necessaria una maggiore pressione di iniezione per riempire tutte le forme. Ciò significa che è necessaria una forza di chiusura maggiore per mantenere lo stampo chiuso. Ad esempio, se si tratta di un pezzo con pareti sottili o curve, è necessaria una maggiore forza di serraggio per assicurarsi che la plastica si riempia completamente.

Dimensioni dello stampo e numero di cavità
- Dimensione stampo: Se lo stampo è grande, significa che è necessaria una pressione elevata per bloccarlo. Gli stampi più grandi devono essere serrati con maggiore forza per evitare che si aprano durante l'iniezione. Le dimensioni dello stampo indicano la lunghezza, la larghezza, l'altezza e il peso dello stampo stesso.
- Conteggio cavità stampo: Il numero di cavità nello stampo influisce sulla forza di serraggio necessaria per chiudere le due metà dello stampo. Gli stampi a una cavità sono generalmente più semplici e applicano la forza di serraggio a una sola parte dello stampo, mentre gli stampi a più cavità applicano la forza di serraggio a diverse cavità che vengono riempite contemporaneamente. Gli stampi a più cavità aumentano la produttività, ma richiedono una forza di serraggio significativamente maggiore. In generale, più cavità ci sono, più forza di serraggio è necessaria per chiudere correttamente lo stampo.

Tipo di materiale
- Fluidità del materiale: È inoltre importante notare che alcune materie plastiche hanno caratteristiche di fluidità diverse, soprattutto quando vengono fuse. Infatti, con una buona fluidità, come PP e PE, la pressione di iniezione determina la forza di chiusura in modo negativo. D'altro canto, i materiali con caratteristiche di fluidità relativamente scarse, come PC e POM, richiedono pressioni di iniezione più elevate che a loro volta richiedono una forza di serraggio maggiore per controbilanciare la pressione.
- Tasso di ritiro del materiale: Anche il tasso di ritiro dei materiali plastici influisce sulla forza di serraggio necessaria. Se il materiale ha un tasso di ritiro elevato, durante il raffreddamento creerà un'elevata sollecitazione da ritiro, che richiederà una forza di serraggio elevata per mantenere lo stampo chiuso e consentire la formazione del pezzo senza distorsioni.
- Cristallinità del materiale: Alcuni materiali termoplastici richiedono una pressione di iniezione e una forza di chiusura elevate per chiudere gli stampi e ottenere prodotti cristallini di alta qualità. Di norma, la forza di chiusura nel caso di materiali amorfi è inferiore a quella applicata a quelli cristallini.

Pressione di iniezione e design del canale
- Pressione di iniezione: La pressione di iniezione, invece, è la pressione che la vite di iniezione esercita quando inietta la plastica fusa nello stampo. La quantità di pressione di iniezione influisce anche sulla forza di chiusura necessaria. È semplicemente la somma della forza totale AOSC utilizzata per spingere verso il basso le presse, divisa per il numero totale di presse. Una pressione di iniezione elevata richiede una forza di serraggio maggiore per comprimere lo stampo in modo che non si apra, producendo così prodotti di alta precisione e qualità.
- Runner Design: Per avere successo nella progettazione dei canali, è necessario sapere che possono aumentare notevolmente la pressione di iniezione o, in altre parole, diminuire la forza di chiusura richiesta. Nella progettazione dei canali, fattori quali la posizione e la geometria delle porte, le aree della sezione trasversale dei canali e il raffreddamento dei canali sono tutti fattori critici. Per ottimizzare la progettazione dei canali per processo di stampaggio a iniezione La progettazione del canale deve facilitare una distribuzione uniforme della plastica fusa in tutte le cavità, riducendo così le perdite di pressione e migliorando la resa del prodotto finale.
Precisione del prodotto e requisiti di qualità
- Prodotti di precisione: Con l'aumentare dei requisiti di precisione dei prodotti finali, la pressione di chiusura deve essere proporzionalmente maggiore. Infatti, una forza di serraggio inadeguata potrebbe consentire allo stampo di aprirsi durante l'iniezione, provocando una fuoriuscita di materiale e compromettendo la precisione dimensionale e l'estetica del prodotto finito. Quando i pezzi sono progettati con precisione, come gli alloggiamenti per i dispositivi elettronici o per le apparecchiature mediche, la forza di serraggio richiesta sarà più critica.
- Qualità del prodotto: I prodotti per le industrie di alta precisione necessitano di una maggiore forza di serraggio per esercitare una forte pressione sul prodotto ed evitare che si forino. Se la pressione non è sufficiente, si formano bolle, segni di affondamento e linee di saldatura. Quindi, se volete produrre pezzi di qualità, e sulla base di quanto vi ho appena detto, potete aumentare la pressione acquistando una macchina più grande.

Comportamento di riempimento del materiale e condizioni di processo
- Comportamento di riempimento del materiale: Ciò significa che alcuni dei materiali utilizzati nel processo di iniezione sono diversi e quindi hanno modelli di riempimento diversi. Ad esempio, i materiali di stampaggio che tendono a fluire in modo diverso, determinano punti di pressione diversi all'interno dello stampo e richiedono quindi una pressione di chiusura più elevata per garantire una chiusura uniforme dello stampo o evitare un'apertura localizzata dello stampo.
- Condizioni di processo: Le condizioni di iniezione comprendono la velocità di iniezione, il tempo di mantenimento e il tempo di raffreddamento nel processo di stampaggio a iniezione, che influiscono sulla forza di chiusura necessaria per il processo. Velocità di iniezione più elevate e tempi di raffreddamento più brevi comportano solitamente una maggiore pressione durante l'iniezione, il che significa che è necessaria una maggiore forza di serraggio. È necessario considerare il tonnellaggio della macchina e queste condizioni di processo.

Temperatura dello stampo e fattori ambientali
- Temperatura dello stampo: Questo è un modo elegante per dire che la temperatura dello stampo fa una grande differenza nella quantità di forza di serraggio necessaria. Gli stampi ad alta temperatura hanno solitamente bisogno di una maggiore forza di serraggio per contrastare l'espansione e la contrazione causate dalle variazioni di temperatura e dalla pressione del materiale fuso. Gli stampi realizzati per funzionare a basse temperature non hanno bisogno di una forza di serraggio altrettanto elevata quando si spara la plastica.
- Fattori ambientali: Altri fattori correlati sono la temperatura e l'umidità dell'ambiente di produzione. Questi fattori influenzano le condizioni di lavoro della pressa a iniezione e la forza di chiusura necessaria. Le condizioni di calore e umidità del materiale del pezzo possono modificare la resistenza al flusso e quindi aumentare la forza di serraggio necessaria. Se la temperatura e l'umidità sono basse, il calcestruzzo potrebbe non richiedere una grande forza di serraggio.

Metodo di calcolo della forza di serraggio
Ci sono alcuni fattori che possono influenzare la forza di serraggio necessaria in una macchina per lo stampaggio a iniezione per produrre pezzi di qualità. Ecco una guida passo-passo che vi aiuterà a capire la forza di serraggio necessaria:
Capire le basi
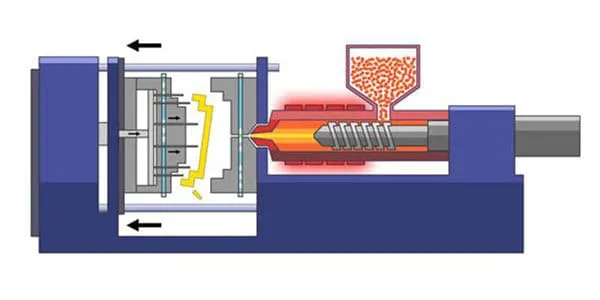
Forza di chiusura: La forza di serraggio è la forza con cui la pressa stringe lo stampo per tenerlo chiuso durante l'iniezione. È molto importante assicurarsi che lo stampo non si apra a causa della pressione della plastica che entra.

Determinare i parametri chiave
Diversi fattori influenzano il calcolo della forza di serraggio, tra cui:Diversi fattori influenzano il calcolo della forza di serraggio, tra cui:
Area proiettata (A): La parte della cavità dello stampo in cui verrà realizzato il pezzo.
Pressione di iniezione (Pi): La forza utilizzata per spingere la plastica fusa nelle cavità dello stampo e qualsiasi altra pressione necessaria durante il processo.

Calcolo dell'area proiettata (A)
Per calcolare l'area proiettata, è necessario conoscere la geometria del pezzo. Se si tratta di un semplice rettangolo, basta moltiplicare la lunghezza per la larghezza. Se è più complicato, potrebbe essere necessario suddividerlo in forme più semplici e sommare le loro aree.
Formula: Area proiettata (A)=Lunghezza×Larghezza
Determinare la pressione di iniezione (Pi)
Anche la pressione di iniezione può variare a seconda del tipo di materiale e dei suoi requisiti esatti nel processo di stampaggio. Spesso viene indicata dal fornitore del materiale, oppure può essere stimata in base alle condizioni del trattamento termico.

Calcolo della forza di serraggio (Fc)
La forza di chiusura necessaria per mantenere lo stampo chiuso durante l'iniezione viene calcolata con la seguente formula: Forza di serraggio (Fc)=Area proiettata (A)×Pressione di iniezione (Pi)
Esempio di calcolo
Assumendo i seguenti parametri:
- Area proiettata (A): 100 pollici quadrati
- Pressione di iniezione (Pi): 5000 psi
Utilizzando la formula: Forza di serraggio (Fc)=100 in2×5000 psi
Forza di serraggio (Fc)=500.000 libbre
Ciò significa che sono necessarie 500.000 libbre di forza di serraggio per mantenere lo stampo chiuso durante l'iniezione.

Fattore di sicurezza
Si raccomanda di includere nel calcolo un fattore di sicurezza per tenere conto delle variazioni delle condizioni di lavorazione e garantire che lo stampo rimanga chiuso in modo sicuro. Una delle misure di sicurezza più importanti è rappresentata da 1,1-1,5 volte la forza calcolata.
Considerazioni finali
Proprietà del materiale: La forza di chiusura dello stampo dipende dal tipo di materiale iniettato e dai suoi diversi intervalli di pressione.
Progettazione dello stampo: È importante notare che negli stampi complessi, il numero di cavità può richiedere una modifica dei calcoli della forza di serraggio.
Quando si determina la forza di chiusura, l'obiettivo è quello di ottenere il numero giusto per produrre pezzi di qualità senza altri problemi, come le bolle, che possono essere causate da una chiusura non corretta dello stampo. Per ottenere numeri migliori, è possibile rivolgersi ai produttori di attrezzature o a persone esperte in materia.

Suggerimenti per la scelta del tonnellaggio della macchina di stampaggio a iniezione
Quando si tratta di stampaggio a iniezione Il tonnellaggio necessario dipende da alcuni fattori. È necessario considerare le dimensioni del pezzo da produrre, il numero di pezzi da produrre e il tipo di materiale da utilizzare. Ecco alcuni elementi a cui pensare:
Selezione del tonnellaggio in base alle dimensioni del prodotto: Se si producono pezzi piccoli, probabilmente si utilizzerà una macchina da 25 a 80 tonnellate. Se producete pezzi di medie dimensioni, avrete bisogno di una macchina da 80-180 tonnellate. Se si producono pezzi di grandi dimensioni, è necessaria una macchina da 180-500 tonnellate. Ma è sempre bene controllare le dimensioni del pezzo per essere sicuri.

Selezione del tonnellaggio in base al volume di produzione: Molte aziende hanno bisogno di produrre molti pezzi in poco tempo per essere efficienti e mantenere bassi i costi di manodopera. Se questo è il vostro caso, avrete bisogno di una macchina con molto tonnellaggio.
Selezione del tonnellaggio in base al materiale: Plastiche diverse hanno strutture e densità diverse. Ciò significa che è necessario un tonnellaggio diverso per i diversi materiali. È necessario trovare un venditore o un produttore in grado di indicare il tonnellaggio necessario per i diversi materiali.

Considerazioni pratiche sulle applicazioni reali
Quando si sceglie il tonnellaggio di una macchina per lo stampaggio a iniezione, è necessario considerare anche quanto segue:
Lasciare un margine: Quando si sceglie il tonnellaggio, si può scegliere un po' più del necessario, in modo da poterlo utilizzare in caso di problemi durante la produzione. Ad esempio, se il materiale oscilla o la temperatura dello stampo varia, sarà necessaria una forza di serraggio maggiore.
Progettazione di stampi e precisione di lavorazione: La forza di serraggio è influenzata dalla progettazione e dalla lavorazione dello stampo. Se la precisione è la stessa, lo stampo per la pressatura del metallo distribuirà la forza di serraggio in modo uniforme, quindi sarà necessario un tonnellaggio inferiore per la macchina.

Prestazioni e stabilità delle macchine per lo stampaggio a iniezione: Diverse aziende e produttori utilizzano diversi tipi di macchine per lo stampaggio a iniezione e le loro prestazioni e stabilità sono diverse. Quando si sceglie il tonnellaggio, è necessario considerare le prestazioni complessive e la stabilità della macchina, in modo da poterla utilizzare facilmente.
Ambiente di produzione: La temperatura e l'umidità nel processo di produzione sono fattori controllabili e influiscono sulla dinamica di utilizzo della pressa a iniezione e sulla forza di chiusura. È necessario regolare bene i parametri di lavoro della macchina e scegliere il tonnellaggio adatto alla propria produzione.

Tendenze future
Lo stampaggio a iniezione è una delle tecnologie produttive più utilizzate nell'industria per la produzione di ogni tipo di materiale. Come tecnologia di stampaggio a iniezione progressi, sempre più macchine per lo stampaggio a iniezione saranno intelligenti e automatizzate. La decisione sul giusto tonnellaggio della macchina sarà presa maggiormente grazie alle tecnologie di calcolo e simulazione. Un'altra tendenza importante nello sviluppo dello stampaggio a iniezione è la protezione dell'ambiente e il risparmio energetico. Ad esempio, le macchine per lo stampaggio a iniezione a risparmio energetico e ad alta efficienza stanno diventando sempre più popolari sul mercato.

Conclusione
Non è facile stabilire la dimensione della macchina per lo stampaggio a iniezione di cui si ha bisogno. Ci sono molti fattori da considerare. È necessario pensare a quanto grande e spesso sarà il pezzo, a quanto grande è lo stampo, al tipo di materiale che si sta utilizzando e alla pressione che si utilizzerà per iniettare la plastica. Facendo un'ipotesi, usando un po' di buon senso e i principi di base della produzione, e sfruttando la vostra esperienza, potrete scegliere il tipo e la dimensione di macchina più adatti al vostro lavoro, in modo da poter produrre i pezzi che vi servono e farli bene. Spero che questo articolo aiuti voi e la vostra azienda a produrre pezzi migliori con la vostra macchina. stampaggio a iniezione macchine.







