 Vai al contenuto
Vai al contenuto 

Lo stampaggio a iniezione è un processo produttivo ampiamente utilizzato per realizzare parti in plastica con elevata precisione ed efficienza. Tuttavia, un problema comune che i produttori devono affrontare è il flash, che può compromettere la qualità del prodotto finale. In questa guida completa analizzeremo le cause del flash ed esploreremo diverse tecniche e strategie per ridurre il flash nel processo di stampaggio a iniezione.

I. Che cos'è Flash?
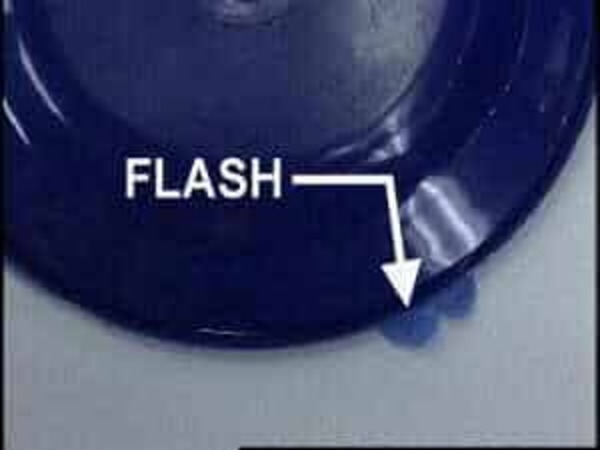
Il flash, noto anche come bava o materiale in eccesso, è un sottile strato di plastica che fuoriesce dalla forma prevista del pezzo stampato. Di solito si verifica in corrispondenza della linea di divisione o lungo i bordi della cavità dello stampo perché il materiale in eccesso fuoriesce durante il processo di stampaggio. Anche se il flash può sembrare un piccolo problema, può far sì che il prodotto finale sia di dimensioni sbagliate, abbia un brutto aspetto o non funzioni correttamente.
L'infiammabilità si verifica in genere in corrispondenza delle linee di divisione dello stampo, come le superfici di divisione degli stampi mobili e fissi, gli accoppiamenti a slitta, le distanze tra gli inserti e le distanze tra i perni d'anima. L'infiammabilità è causata soprattutto da una forza di serraggio dello stampo o della macchina non sufficiente. In generale, è impossibile che i pezzi in plastica siano completamente privi di bave a causa di una serie di fattori diversi.

II. Cause dell'infiammabilità delle parti stampate a iniezione
1. Pressione di iniezione eccessiva
Quando la pressione di iniezione è troppo alta, la plastica fusa viene spinta in tutte le piccole fessure e crepe dello stampo, e questo è il motivo per cui si verifica il flash.
2. Ventilazione inadeguata dei gas plastici da parte dello stampo
Quando i materiali plastici vengono iniettati in uno stampo, producono gas. Se lo stampo non sfoga il gas in modo corretto, si avrà un'infiammabilità.
3. Temperatura dello stampo non uniforme
Il flash può essere causato anche da una temperatura dello stampo non uniforme. Quando la temperatura dello stampo non è uniforme, la plastica non fluisce in modo uniforme e ciò può causare l'infiammabilità.
4. Scarsa progettazione dello stampo
Una cattiva progettazione dello stampo, come canali di flusso stretti o angoli, può ostacolare il flusso della plastica e causare un'infiammabilità.

5. Problemi con il cilindro o l'alimentatore di plastica
Se il cilindro di plastica o l'alimentatore sono danneggiati, ad esempio se la plastica non è delle dimensioni giuste o se c'è della spazzatura all'interno, la plastica non scorrerà correttamente e si avrà un flash.
6. Controllo improprio del processo di iniezione
Se non si regolano correttamente i parametri, come la temperatura dello stampo, la pressione e la velocità, si otterrà un flash durante lo stampaggio a iniezione.
7. Disallineamento o inadeguatezza dello stampo
Se lo stampo non è installato correttamente o se lo stampo non è posizionato correttamente, i pezzi non saranno posizionati correttamente durante la fase di lavorazione. processo di stampaggio a iniezione, che causerà un flash.
8. Temperatura non uniforme durante il processo di iniezione
Quando la plastica si scioglie in modo non uniforme durante l'iniezione, si restringe in modo non uniforme quando si raffredda. Questo può causare un'infiammabilità.
9. Velocità di iniezione eccessiva della macchina di stampaggio a iniezione
Se si inietta la plastica troppo velocemente, lo stampo non si riempie completamente. Ciò significa che la plastica non scorrerà correttamente e si otterranno delle bolle.
10. Ventilazione inadeguata della muffa
Se lo stampo non viene sfiatato correttamente durante lo stampaggio a iniezione, il gas non riesce a fuoriuscire abbastanza velocemente, e questo è il momento in cui si verifica il flash.
11. Forza di serraggio insufficiente
Se la forza di serraggio non è sufficiente, lo stampo non si chiuderà completamente e la plastica fusa fuoriuscirà e si formerà una bolla.
12. Caratteristiche del materiale
Alcuni materiali termoplastici hanno maggiori probabilità di infiammarsi a causa del loro spessore, della loro contrazione e della loro fluidità.

13. Parametri di stampaggio
Se le impostazioni non sono corrette, si verifica un flash. Il flash può derivare da un'eccessiva velocità di iniezione, da un'eccessiva variazione di temperatura o da un eccessivo tempo di raffreddamento.
14. Eccessiva iniezione di plastica nello stampo
15. Temperatura della plastica troppo alta. Ridurre la temperatura di fusione.
16. Arresti intermittenti durante il funzionamento della produzione.
17. Distribuzione non uniforme della pressione di iniezione all'interno dello stampo.
18. I corpi estranei diventano sporgenze sulla superficie dello stampo.
19. Nessuna parte iniettata nello stampo e/o sulla superficie dello stampo.
20. L'area di proiezione è troppo grande.
21. Uno sfiato non corretto provoca l'uscita della plastica dalla cavità dello stampo.

III. Soluzioni per l'infiammabilità delle parti stampate a iniezione
Flash è un grosso problema in stampaggio a iniezione. Fa apparire male i vostri pezzi e vi costa denaro. Il flash deve essere affrontato da diversi punti di vista. Ecco alcune cose che si possono fare per eliminare il flash:
1. Regolare il tempo di iniezione
Se l'iniezione è troppo veloce, la plastica si sposta sui bordi dello stampo e provoca un flash. Se si regola il tempo di iniezione, è possibile ridurre il tempo di permanenza della plastica sui bordi dello stampo.
2. Regolare la pressione di iniezione
Se si utilizza una pressione di iniezione troppo elevata, il materiale fuso riempirà lo stampo troppo velocemente e si otterrà un flash. È possibile controllare la velocità con cui il materiale fuso riempie lo stampo regolando la pressione di iniezione.

3. Regolare il design dello stampo
Se la progettazione dello stampo non è corretta, è possibile che non si ottenga un riempimento uniforme di materiale fuso, il che può causare un'infiammabilità. È possibile risolvere il problema dell'infiammabilità riprogettando lo stampo, in particolare le sezioni della porta e del canale di trabocco.
4. Regolare la qualità del materiale
Se si utilizza un materiale scadente, il processo di stampaggio a iniezione sarà instabile e si verificherà un flash. Se si utilizza un buon materiale, il processo di stampaggio a iniezione sarà stabile e non si verificherà alcun flash.
5. Verifica delle condizioni dell'apparecchiatura
Se l'attrezzatura è in cattive condizioni, il processo di stampaggio a iniezione sarà instabile e si verificherà un'infiammabilità. È necessario ispezionare e manutenere regolarmente l'attrezzatura per farla funzionare correttamente e ridurre l'infiammabilità.
6. Utilizzare gli strumenti di deflashing
L'utilizzo di speciali strumenti di sbavatura consente di rimuovere efficacemente le bave dagli stampi a iniezione, garantendo l'aspetto e la qualità dei vostri prodotti.

7. Ottimizzare i processi produttivi
Se volete rendere il vostro processo di stampaggio a iniezione più automatizzato, ridurre la quantità di lavoro manuale e ridurre la quantità di flash, è necessario ottimizzare il processo di produzione.
8. Regolare la struttura dello stampo
Se il flash è causato da una cattiva progettazione dello stampo, potrebbe essere necessario riprogettare lo stampo per evitare canali di flusso stretti o angoli.
9. Regolare la temperatura dello stampo
Se si verificano bagliori perché la temperatura dello stampo è irregolare, potrebbe essere necessario regolare la temperatura dello stampo per renderla uniforme.
10. Regolazione dei parametri del processo di stampaggio a iniezione
Se si notano bagliori, è possibile risolverli modificando il processo di stampaggio a iniezione. È possibile modificare la velocità e la pressione di iniezione.
11. Manutenzione regolare delle muffe
Per evitare la formazione di bolle e altri difetti, è necessario provvedere alla manutenzione degli stampi. Ciò significa pulire gli stampi e sostituirne i componenti.
12. Utilizzare materie prime di alta qualità
Se si utilizzano materie prime di scarsa qualità, si otterrà un flash. Per evitare questo problema, è necessario utilizzare materie prime di alta qualità.
13. Regolare la temperatura di fusione
Se si nota che la temperatura di fusione è troppo alta o troppo bassa, è necessario regolarla di conseguenza.
14. Controllare la forza di serraggio dello stampo e aumentare la forza di serraggio se necessario.
Se lo stampo non è chiuso bene, è possibile aumentare la forza di serraggio secondo le necessità.
15. Controllare l'installazione e il posizionamento dello stampo
Assicurarsi che lo stampo sia installato correttamente e posizionato con precisione per evitare di disallinearlo.
16. Regolazione del sistema di controllo della temperatura durante il processo di stampaggio a iniezione
Assicuratevi che la temperatura sia la stessa dappertutto quando fate lo stampaggio a iniezione. In caso contrario, la plastica si fonderà in modo non uniforme e si otterranno delle bolle.
17. Regolazione della velocità di iniezione della macchina di stampaggio a iniezione
Regolare la velocità di iniezione della pressa a iniezione in base alla forma e alle dimensioni del prodotto stampato a iniezione, per garantire il riempimento completo della cavità dello stampo ed evitare la formazione di bolle.

18. Controllo del sistema di sfiato della muffa
Assicuratevi che i canali di sfiato dello stampo siano liberi, in modo da far uscire rapidamente il gas dalla cavità dello stampo ed evitare la formazione di bolle. Una migliore ventilazione dello stampo consente all'aria intrappolata e al materiale in eccesso di uscire meglio, per cui è meno probabile che si verifichi un flash.
19. Utilizzare agenti distaccanti per la muffa
Spruzzare agenti distaccanti o rivestimenti sulla superficie dello stampo per facilitare l'uscita dei pezzi e ridurre l'attrito, evitando così la formazione di bolle.
20. Implementare il monitoraggio dei processi
Utilizzate sistemi avanzati di monitoraggio dei processi per tenere sotto controllo aspetti importanti come la temperatura, la pressione e il tempo di ciclo. In questo modo è possibile apportare subito modifiche e impedire la formazione di bave.
21. Operazioni di post-stampaggio
Per eliminare le bave e dare al pezzo un aspetto corretto, è necessario rifinire, sbavare e rifinire la superficie.
Quindi, per riassumere, è necessario fare una serie di cose per risolvere il problema del flash in stampaggio a iniezione. È necessario regolare il tempo e la pressione di iniezione, assicurarsi che lo stampo sia progettato correttamente, utilizzare buoni materiali, controllare l'attrezzatura, utilizzare strumenti di sbattimento e assicurarsi che il processo sia corretto. Se si fa tutto questo, si avranno maggiori possibilità di produrre pezzi buoni e di non avere flash.
Inoltre, quando si tratta di affrontare i problemi di flash nello stampaggio a iniezione, è necessario essere attenti ai dettagli e pazienti. Dovete continuare a provare diverse cose e ad apportare modifiche finché non trovate il modo migliore per risolvere il problema. È inoltre necessario rimanere in contatto con il team di produzione e con i clienti, in modo da poter risolvere rapidamente i problemi e migliorare l'intera operazione.

IV. Conclusione
La formazione di flash è un problema comune nello stampaggio a iniezione, ma con le giuste strategie e tecniche è possibile ridurre al minimo il suo impatto sulla qualità del prodotto e sull'efficienza della produzione. Ottimizzando la progettazione dello stampo, mettendo a punto i parametri di iniezione e implementando un monitoraggio avanzato del processo, è possibile ottenere ottimi risultati e rimanere in testa alla concorrenza.
In conclusione, la riduzione del flash in stampaggio a iniezione richiede una combinazione di competenze tecniche, pianificazione strategica e miglioramento continuo. Se la riduzione delle lampo diventa una priorità, è possibile migliorare la qualità dei prodotti, ridurre i costi e ottenere il successo aziendale nell'ambiente produttivo competitivo di oggi.







