 Vai al contenuto
Vai al contenuto 

Introduzione
Lo stampaggio a iniezione è un ottimo modo per produrre oggetti, ma può anche generare molti sprechi, come inefficienza, errori, danni e tempi di fermo macchina, alti tassi di scarto, ecc. Questo articolo tratta di come ridurre i costi dello stampaggio a iniezione, che può aiutarvi a guadagnare di più da stampaggio a iniezione.
Quali sono i principali fattori di costo che incidono sul costo dello stampaggio a iniezione?
Parte Design
Quanto più complesso è il pezzo, tanto più complesso deve essere lo stampo. I pezzi complessi e personalizzati stampati a iniezione sono generalmente più costosi perché richiedono un maggior numero di stampi rispetto ai pezzi semplici.
La lavorazione di pezzi complessi può richiedere la lavorazione a scarica elettrica per ottenere caratteristiche di sottosquadro, che richiede più tempo di produzione. Inoltre, i pezzi più grandi richiedono più materiale, con conseguente aumento dei costi.
Materiali delle parti usate
Anche il tipo di resina utilizzata influisce notevolmente sul costo dello stampo a iniezione. Quando si sceglie una resina, si deve anche pensare a quanti pezzi si intende produrre, a quali additivi e ingredienti sono necessari, alla temperatura di stampaggio, alla facilità di approvvigionamento della resina, alla qualità e al colore desiderati.

La resina scelta può anche influire sulla manutenzione dello stampo, che può diventare più costosa (ad esempio se si utilizza una resina abrasiva).
Termoplastici diversi richiedono temperature diverse. Le resine ad alta temperatura aumentano i costi di attrezzaggio, come descritto di seguito. I termoplastici che offrono costi più bassi sono il polipropilene, il polietilene e il polistirene, mentre i polimeri a cristalli liquidi, i polisulfoni e il solfuro di polifenilene sono spesso accompagnati da temperature più elevate e costi più alti.

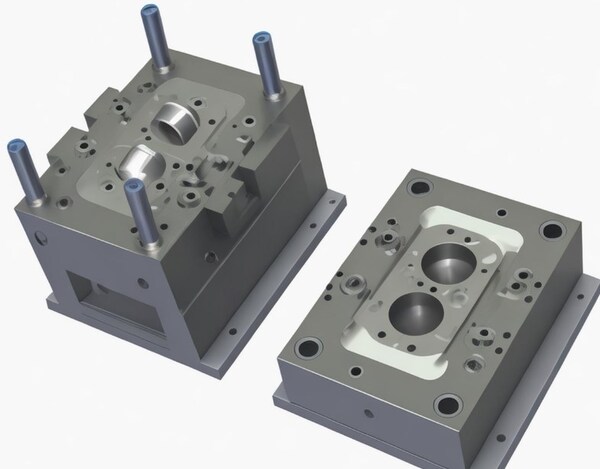
Materiali dello stampo utilizzati
Esistono diversi tipi di acciaio che possono essere utilizzati per la costruzione di stampi, ma il tipo di acciaio necessario dipende dal tipo di materiale utilizzato per lo stampaggio a iniezione. Se si utilizza un materiale termoplastico ad alta temperatura, è necessario un acciaio più duro o uno stampo placcato in acciaio.
Quando scegliete il materiale per il vostro stampo, dovete anche pensare a quanta manutenzione sarà necessaria per lo stampo e a quanto spesso dovrete sostituirlo.
Gli stampi hanno durate diverse. Gli stampi con una durata maggiore sono più preziosi, ma sono realizzati con acciai più resistenti, il che aumenta il costo dello stampo. Quando si sceglie il materiale dello stampo, occorre considerare il tempo di ciclo, la finitura superficiale e il volume di produzione, poiché tutti questi fattori influiscono sulla durata dello stampo.
Gli acciai per utensili sono spesso scelti per la loro resistenza e durata, anche se materiali meno costosi come l'alluminio possono essere adatti allo stampo, soprattutto se sono richiesti volumi di produzione inferiori.
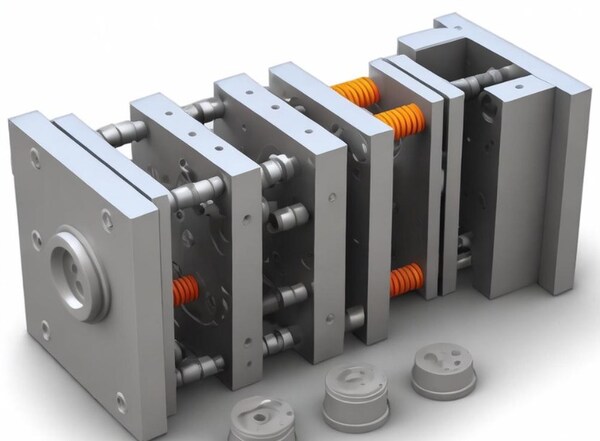
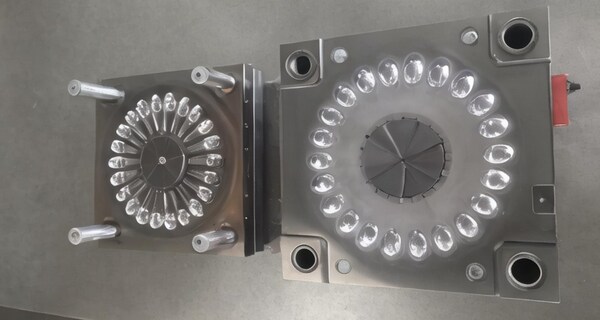
Volume e numero di cavità
Più cavità sono necessarie per realizzare un pezzo, più tempo occorre per la pressatura. Tempi di pressatura più lunghi significano che non è possibile produrre i pezzi con la stessa velocità, con conseguenti costi. Se si producono pezzi di grandi dimensioni che necessitano di molte cavità, il materiale e la produzione costeranno di più.

Posizione dello stampista
Il luogo in cui si trova lo stampista influisce sul costo complessivo dello stampaggio a iniezione, a seconda dei costi di spedizione e movimentazione necessari per far arrivare lo stampo al luogo di lavorazione. Ad esempio, se si utilizza uno stampista in Cina, è necessario considerare il salario minimo in ogni provincia. Inoltre, se si è vicini a un porto marittimo, i costi di spedizione ne risentiranno.

Se scegliete un produttore offshore per lo stampaggio a iniezione, dovrete pagare di più per la spedizione e la gestione. Se i vostri pezzi sono prodotti completamente all'estero, il costo per farvi arrivare il prodotto potrebbe annullare qualsiasi risparmio derivante dal basso prezzo di produzione.
Come ridurre i costi dello stampaggio a iniezione?
Ridurre i rischi e i costi della qualità
La riduzione dei rischi e dei costi della qualità è spesso reattiva piuttosto che proattiva. Questo accade perché il processo di stampaggio a iniezione è accompagnato da cambiamenti anomali imprevisti, che lo rendono difficile da prevedere. Questo ci espone a rischi e spese imprevisti dovuti a prodotti consegnati al di sotto degli standard.
In realtà c'è un modo migliore. Iniziate utilizzando i principi dello stampaggio scientifico per sviluppare un processo ripetibile e stabile. Dopo aver sviluppato il processo con l'ausilio di sensori e tecnologia di stampaggio, è possibile monitorare i vari difetti comuni dello stampaggio a iniezione in stampaggio a iniezione per garantire la qualità 100% ai vostri clienti.
Ci capita spesso di assistere a questa situazione: la macchina per lo stampaggio a iniezione è in funzione da settimane e i tecnici di processo devono ancora effettuare delle regolazioni. A questo punto, la qualità del prodotto è sempre scadente, quindi dobbiamo regolare il processo per migliorarlo, isolare i prodotti sospetti, selezionare quelli difettosi, schiacciarli e rifarli.

Lo scenario peggiore è che abbiamo già spedito alcuni di questi prodotti ai clienti e dobbiamo informarli del problema.
Quando ciò accade, è molto costoso. Senza sviluppare e documentare un processo affidabile basato su principi scientifici di stampaggio, i nostri tecnici possono solo perdere tempo prezioso per regolare il processo nella speranza di ottenere un buon pezzo.

Quando si verifica un difetto del prodotto, al tecnico viene chiesto di regolare nuovamente la macchina per lo stampaggio a iniezione per risolvere il problema, e non c'è alcuna garanzia che il problema si ripeta. A questo punto, dobbiamo decidere cosa fare del prodotto, e la selezione o la rilavorazione può richiedere giorni o addirittura settimane e raramente è 100% efficace. Per non parlare del fatto che si tratta di un'attività senza valore aggiunto.
Se questi prodotti sono già stati spediti ai clienti, si tratta di affari persi. Possiamo evitare questa situazione dedicando il tempo necessario a creare e documentare un processo in grado di produrre ripetutamente prodotti di alta qualità fin dall'inizio.

L'uso di sensori di pressione della cavità per monitorare il processo di produzione consente di ottenere un livello più elevato di controllo della qualità. Immaginate di sapere se il prodotto è buono prima che lo stampo venga aperto e di poterlo selezionare automaticamente.
Aumentare l'efficienza attraverso l'automazione
Con la tecnologia di stampaggio e la formazione, è possibile automatizzare diverse aree della produzione per migliorare l'efficienza della manodopera. Il prelievo dei prodotti, l'impilamento dei prodotti e la pallettizzazione sono tre metodi di automazione utili.
La tecnologia di controllo dei processi è in grado di smistare automaticamente i prodotti e di avvisare quando il processo è fuori tolleranza. Fornendo dati, è possibile determinare più rapidamente la causa principale senza puntare il dito, migliorando ulteriormente l'efficienza e l'accuratezza. Si può smettere di risolvere i problemi e iniziare a risolverli.
Pensate al processo in una fabbrica senza automazione. Nel processo di produzione con stampaggio a passo, dobbiamo rimuovere il prodotto e le guide dallo stampo, posizionare il prodotto in modo ordinato, imballarlo e quindi pallettizzare il prodotto finale.

A un certo punto di questo processo, potrebbe essere necessario aggiungere una fase di assemblaggio, che aggiungerà ulteriore manodopera, spazio e tempo.
Se si eseguono tutti questi processi manualmente, l'efficienza del processo sarà sempre diversa. Se consideriamo solo la fase di estrazione del prodotto dallo stampo, anche il miglior operatore avrà delle fluttuazioni di tempo, che causeranno variazioni del tempo di ciclo, con conseguente instabilità della qualità del prodotto. Queste fluttuazioni si sommano in ogni fase del processo.

Quando iniziamo ad automatizzare i processi, iniziamo a eliminare questi alti e bassi, aumentando l'efficienza, migliorando la qualità e aumentando lo spazio disponibile. L'automazione della qualità - attraverso il monitoraggio dei processi, i sistemi di visione o la verifica dimensionale in linea - può garantire che i nostri clienti non ricevano mai più un prodotto scadente.
Aumentare la consapevolezza delle fluttuazioni del processo (ridurre gli scarti)
Sapendo rapidamente quando un processo è cambiato, è possibile risolvere il problema più rapidamente. Ciò significa meno scarti, il che aumenta l'utilizzo della macchina per lo stampaggio a iniezione e riduce i costi degli scarti. È possibile ottenere questo risultato grazie al software di controllo del processo, al monitoraggio della pressione della cavità e alla formazione.

La produzione ha sempre un costo di qualità. Si può pagare sul retro, utilizzando risorse e tempo preziosi per controllare il prodotto prima di spedirlo al cliente. Il problema è che non si ottiene mai un costo fisso per la qualità. Al variare della produzione, cambiano anche i tempi di smistamento del prodotto e il numero di dipendenti necessari.

In caso di turnover, è necessario formare nuove persone per smistare i pezzi difettosi. Addestrando tutti i tecnici allo stesso standard, è possibile ridurre o eliminare gli scarti in modo proattivo, anziché reattivo, o prevenire alti tassi di scarto dovuti a bassi livelli di competenza, all'impostazione di un processo di stampaggio con una finestra di processo troppo piccola o all'assenza di finestra di processo.

Un altro modo di pensare al costo della qualità è a monte. Inserendo la qualità nel processo e monitorando la qualità durante l'intero ciclo, possiamo rilevare le fluttuazioni del processo.
Ad esempio, se sappiamo che un'ampia gamma di variazioni di viscosità del materiale causerà problemi di qualità, possiamo utilizzare strumenti di monitoraggio del processo per rilevare le variazioni di viscosità. A questo punto, il processo può essere ricentrato per produrre nuovamente un pezzo di alta qualità.

Acquista le resine Wide-Spec
Le resine più economiche hanno un'ampia gamma di proprietà, ma è difficile mantenere le dimensioni dei pezzi con tolleranze strette. Questo aumenta sicuramente la variazione, con conseguenti tassi di scarto più elevati. Ma se utilizziamo la tecnologia DECOUPLED MOLDING® e i sensori di cavità, possiamo farlo funzionare.
Vi è mai capitato che questo accadesse spesso: Si realizzano buoni pezzi per alcuni giorni, poi all'improvviso si inizia ad avere un flash. Allora si rallenta la velocità di riempimento per risolvere il problema. Qualche ora dopo, si ottiene una ripresa breve. Perché tutto ha funzionato bene e poi all'improvviso si è verificato un flash? La risposta è probabilmente la viscosità.

La viscosità può spesso fluttuare in alto o in basso di 30%, rendendo difficile la produzione di un buon pezzo anche con lo stampaggio disaccoppiato II. Per garantire che ogni ciclo produca lo stesso pezzo (o almeno il più vicino possibile), è necessario utilizzare sensori di pressione in cavità per controllare il processo e ridurre al minimo gli effetti delle variazioni di viscosità del materiale.
Riduzione del tempo di ciclo
È possibile ottimizzare la forza di chiusura/espulsione, il tempo di riempimento, il tempo di impacchettamento, il tempo di mantenimento e il raffreddamento con tecniche di stampaggio scientifiche e DECOUPLED MOLDING®. È possibile stampare un buon pezzo con un cuscino più piccolo.
Anche un'unità di controllo della temperatura dello stampo o un termoregolatore adeguatamente dimensionato possono contribuire a ridurre il tempo di ciclo. L'80% del tempo del ciclo di stampaggio viene impiegato per raffreddare il pezzo dalla temperatura di fusione alla temperatura di sformatura, rendendolo sufficientemente robusto da resistere alle forze di espulsione e mantenendo la stabilità dimensionale del pezzo.
Senza un adeguato flusso di acqua di raffreddamento, la capacità di raffreddare il pezzo alla temperatura corretta è compromessa. Non resta che tenere il pezzo nello stampo più a lungo e spendere di più.

Quando si inizia un progetto, è necessario considerare lo spessore del pezzo. Dovete chiedervi: "In che modo lo spessore del pezzo influisce sul tempo di ciclo e sulle prestazioni del prodotto?". Molte volte progettiamo i pezzi in questo modo perché "abbiamo sempre fatto così". Questo può essere molto costoso, come si può immaginare.
La scienza e la simulazione possono aiutarci a prevedere se un progetto funzionerà, evitando così di dover stampare un pezzo per testarlo e ottenere risultati. Assicurarsi di aver progettato il pezzo giusto è solo un esempio di come si possa ridurre il tempo di ciclo.

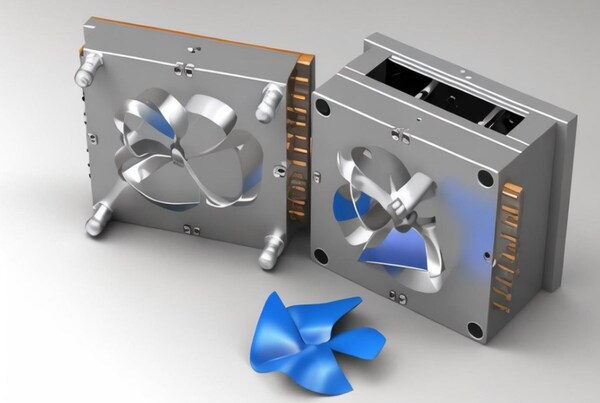
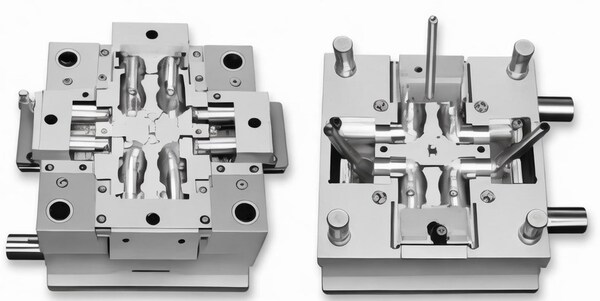
Realizzare stampi più efficienti
In parole povere, uno stampo è sia un recipiente a pressione che uno scambiatore di calore: ci saranno sempre perdite di pressione all'interno della cavità. Tuttavia, nella maggior parte dei casi, minore è la perdita di pressione dalla porta alla fine della cavità, minore è la probabilità che il pezzo presenti problemi di qualità come deformazioni, restringimenti, segni di affondamento, colpi corti o fluttuazioni dimensionali.
Per far fluire la plastica è necessario riscaldarla, ma per espellere il pezzo è necessario rimuovere parte del calore. Per realizzare uno stampo efficiente, dobbiamo assicurarci che i circuiti di raffreddamento siano progettati correttamente.

Dobbiamo anche scegliere un metallo che trasferisca bene il calore, ma che sia anche in grado di resistere all'usura (soprattutto con i riempimenti in fibra di vetro o di carbonio). Infine, è necessario creare una turbolenza nel processo per garantire che lo stampo raggiunga rapidamente la stabilità termica e la mantenga per lunghi periodi di produzione.
È inoltre possibile aumentare l'efficienza dello stampo aggiungendo altre cavità. Gli stampi a cavità singola presentano la minore fluttuazione, ma i costi di produzione superano i costi normali. Se si sceglie un numero maggiore di cavità, è possibile produrre più pezzi nello stesso tempo.
Il numero di cavità che si possono realizzare è limitato dalla qualità del prodotto, dalla distanza tra stampo e macchina e dai requisiti di convalida.
Un altro modo per aumentare l'efficienza degli stampi è quello di realizzare stampi familiari, contenenti diverse geometrie di pezzi nello stesso stampo. Questo può essere difficile perché le quattro variabili plastiche sono diverse in ogni cavità. Tuttavia, con il software di controllo del processo e i sensori di cavità, è possibile controllare ogni cavità individualmente attraverso le porte delle valvole a spillo.
Riduzione dei costi di trasferimento dello stampo
L'applicazione per lo sviluppo del processo (PDA) consente di trasferire rapidamente e facilmente gli stampi da un'area all'altra. stampaggio a iniezione ad un'altra macchina. Quando si trasferisce lo stampo, il PDA crea automaticamente la tabella delle condizioni di impostazione della macchina per lo stampaggio a iniezione, in modo da poter produrre pezzi di buona qualità fin dal primo colpo.

Queste curve possono essere utilizzate su qualsiasi macchina per lo stampaggio a iniezione, purché questa sia in grado di fornire flusso, pressione, temperatura e volume sufficienti. In alternativa, se non si utilizza la simulazione, possiamo creare modelli e trasferirli su qualsiasi macchina per lo stampaggio a iniezione in grado di farlo.
Riduzione delle caratteristiche inutili delle parti
Questo approccio semplifica la progettazione dello stampo e consente di risparmiare denaro, perché la realizzazione di stampi complessi costa di più. Inoltre, i pezzi più semplici utilizzano meno materiale, con un conseguente risparmio economico.

I progetti più semplici possono anche rendere più breve il ciclo di stampaggio a iniezione, che consente di produrre più pezzi in meno tempo e di risparmiare sulla manodopera e sull'energia. Ciò significa anche una minore manutenzione dello stampo. Soprattutto, i progetti più semplici spesso producono pezzi più resistenti e di migliore qualità, il che significa meno pezzi difettosi.

Per sbarazzarsi di ciò che non serve, è necessario esaminare il progetto e capire come migliorarlo e renderlo più facile da realizzare. Potrebbe essere necessario eliminare alcuni elementi graziosi, combinare parti o modificare le dimensioni degli elementi in modo da non avere oggetti in più. È necessario che il pezzo funzioni bene e sia facile da realizzare. Dovete fare in modo che il pezzo funzioni bene e sia facile da realizzare.
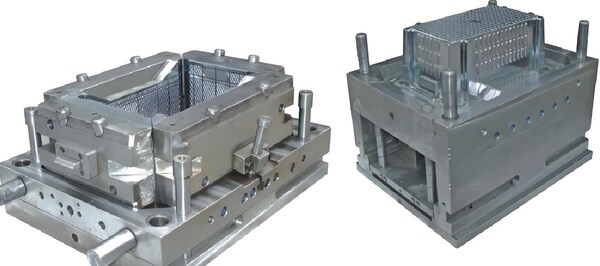
Riduzione delle dimensioni dei pezzi
I pezzi più grandi non sono sempre migliori. Quando si fanno pezzi più grandi, si devono creare stampi più grandi. Gli stampi più grandi costano di più in termini di materiale. Se si può fare lo stesso pezzo più piccolo, è meglio farlo.
Conclusione
In breve, rendere i costi dello stampaggio a iniezione di plastica più bassi è un'impresa non da poco. Bisogna fare bene molte cose. Bisogna progettare bene il pezzo. Scegliere il materiale giusto. Bisogna realizzare lo stampo nel modo giusto. Bisogna eseguire il processo nel modo giusto. Per rendere lo stampaggio a iniezione più economico, è necessario fare bene tutte queste cose.
È possibile fare tutte queste cose nel modo giusto utilizzando la scienza e la tecnologia. È possibile utilizzare i principi scientifici dello stampaggio e la tecnologia di automazione per realizzare stampaggio a iniezione più economico. Si possono fare meno scarti. Si possono produrre meno variazioni. Si possono produrre pezzi più velocemente. Si può guadagnare di più. Si può migliorare lo stampaggio a iniezione. Potete migliorare il mondo.







