 Vai al contenuto
Vai al contenuto 

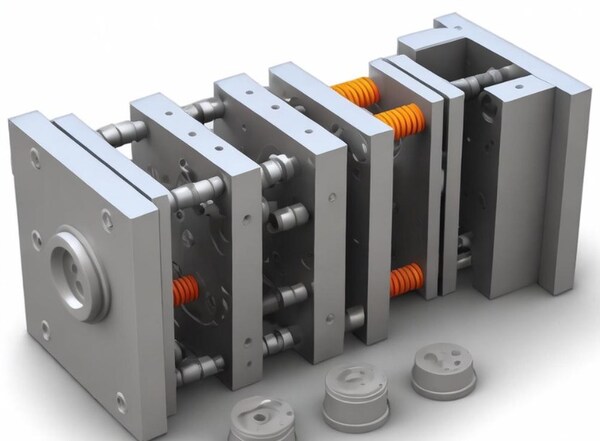
Introduzione: Lo stampo per materie plastiche è composto da due parti: lo stampo mobile e lo stampo fisso. Lo stampo mobile si trova sulla sagoma mobile della macchina per lo stampaggio a iniezione, mentre lo stampo fisso si trova sulla sagoma fissa della macchina per lo stampaggio a iniezione. Quando si effettua lo stampaggio a iniezione, si chiudono lo stampo mobile e lo stampo fisso per creare un sistema di colata e una cavità.

La struttura dello stampo può variare a seconda del tipo e delle proprietà della plastica, della forma e della struttura del prodotto plastico e del tipo di macchina a iniezione, ma la struttura di base è la stessa.

Lo stampo è composto principalmente da un sistema di chiusura, da un sistema di controllo della temperatura, da una parte di stampaggio e da una parte strutturale.Questo articolo introduce principalmente i componenti degli stampi a iniezione.Il processo di fabbricazione dello stampo migliora la qualità del prodotto. Questo articolo analizza la composizione dello stampo.

La struttura dello stampo a iniezione è suddivisa per funzione
Il sistema di colata, il sistema di controllo della temperatura, il sistema di stampaggio, il sistema di scarico, il sistema di guida, il sistema di espulsione, ecc. sono le parti che sono a diretto contatto con la plastica e che cambiano con la plastica e il prodotto. Sono le parti più complesse e variabili dello stampo e richiedono la massima finitura e precisione di lavorazione.
Sistema di regolazione
Si riferisce alla parte del canale di flusso prima che la plastica entri nella cavità dall'ugello, compresi il canale principale, il foro per il materiale freddo, il canale del deviatore e il cancello, ecc. Il sistema di chiusura comprende il canale principale, il canale secondario, la porta e il pozzetto freddo.
Il canale principale e il canale secondario servono a guidare il materiale plastico fuso verso la parte di riempimento dello stampo. La porta è l'ingresso del materiale plastico dalla macchina di stampaggio a iniezione allo stampo. Il pozzetto freddo serve a raccogliere il materiale plastico in eccesso per evitare difetti nei pezzi stampati.

Corridore principale
È una sezione dello stampo che collega l'ugello della pressa a iniezione al canale principale o alla cavità. La parte superiore del canale principale è concava per collegarsi all'ugello. Il diametro di ingresso del canale principale deve essere leggermente più grande del diametro dell'ugello (0,8 mm) per evitare il traboccamento ed evitare che i due si blocchino a causa di un collegamento impreciso.
Il diametro di ingresso dipende dalle dimensioni del prodotto, in genere 4-8 mm. Il diametro del canale principale deve essere espanso verso l'interno con un angolo compreso tra 3° e 5° per facilitare il distacco dei detriti del canale.

Si tratta di un foro all'estremità del canale principale per catturare il materiale freddo generato tra due colpi all'estremità dell'ugello, evitando così l'ostruzione del canale secondario o della porta. Se il materiale freddo si mescola nella cavità, si generano facilmente tensioni interne nel pezzo stampato. Il diametro del foro per il materiale freddo è di circa 8-10 mm e la profondità di 6 mm.
Per facilitare la sformatura, la parte inferiore è spesso sostenuta dall'asta di sformatura. La parte superiore dell'asta di sformatura deve essere progettata come un gancio a zig-zag o una scanalatura incassata, in modo che la sporgenza del canale principale possa essere estratta senza problemi durante la sformatura.

Buco freddo per lumache
Si tratta di un foro all'estremità del canale principale per catturare il pezzo freddo generato tra due colpi all'estremità dell'ugello, in modo da non bloccare il canale o la porta del ramo. Se il proiettile freddo si mescola nella cavità, è facile che si creino tensioni interne nel prodotto stampato. Il diametro del foro del proiettile freddo è di circa 8-10 mm e la profondità di 6 mm.
Per facilitare la rimozione dello stampo, la parte inferiore dello stesso è spesso sostenuta da un'asta di rilascio dello stampo. La parte superiore dell'asta di distacco dello stampo deve essere progettata con un gancio a zig-zag o una scanalatura incassata, in modo che la sporgenza del canale principale possa essere facilmente estratta quando lo stampo viene rimosso.

Canale di diramazione
Si tratta di un canale che collega il canale principale e ciascuna cavità di uno stampo a più cavità. Per far sì che il materiale fuso riempia ogni cavità alla stessa velocità, i canali di derivazione sullo stampo devono essere disposti in modo simmetrico ed equidistante. La forma e le dimensioni della sezione trasversale del canale hanno un impatto sul flusso del materiale plastico fuso, sullo stampaggio del prodotto e sulla difficoltà di fabbricazione dello stampo.
Se consideriamo il flusso di un uguale volume di materiale, il canale di scorrimento a sezione circolare presenta la resistenza minore. Tuttavia, poiché il canale di scorrimento cilindrico ha una superficie specifica ridotta, non è adatto al raffreddamento delle proiezioni del canale. Questo canale di scorrimento deve essere aperto su entrambe le metà dello stampo, il che richiede molto lavoro ed è facile da allineare.

Per questo motivo, si utilizzano spesso guide trapezoidali o semicircolari, che vengono aperte su una metà dello stampo con un'asta di sformatura. La superficie della guida deve essere lucidata per ridurre la resistenza al flusso e garantire una maggiore velocità di riempimento.
La dimensione della guida dipende dal tipo di plastica, dalle dimensioni e dallo spessore del prodotto. Per la maggior parte dei materiali termoplastici, la larghezza della sezione trasversale del canale non supera gli 8 mm, la più grande può raggiungere i 10-12 mm, mentre la più piccola è di 2-3 mm. L'area della sezione trasversale deve essere ridotta al minimo, pur rispettando le esigenze di evitare l'aumento delle sporgenze del canale e il prolungamento del tempo di raffreddamento.

Cancello
È un canale che collega il canale principale (o canale secondario) alla cavità. L'area della sezione trasversale del canale può essere uguale a quella del canale principale (o canale secondario), ma di solito è più piccola. È quindi la parte più piccola dell'intero sistema di canali. La forma e le dimensioni della porta hanno un grande impatto sulla qualità del prodotto.
La funzione del cancello è quella di controllare la portata, evitare che la massa fusa immagazzinata in questa parte si solidifichi troppo presto e torni indietro, e aumentare la temperatura della massa fusa che passa attraverso un forte taglio, in modo da ridurre la viscosità apparente, migliorare la fluidità e facilitare la separazione del prodotto dal sistema di scorrimento.

La forma, le dimensioni e la posizione della porta dipendono dalle proprietà della plastica, dalle dimensioni e dalla struttura del pezzo. In genere, il gate ha una sezione trasversale rettangolare o circolare, con un'area trasversale ridotta e una lunghezza ridotta.
Questo non solo per le funzioni sopra descritte, ma anche perché è più facile che un cancello piccolo diventi più grande, mentre è difficile che un cancello grande diventi più piccolo. In generale, la posizione della porta dovrebbe essere scelta nel punto in cui il pezzo è più spesso, senza influire sull'aspetto estetico. La dimensione della porta deve essere progettata tenendo conto delle proprietà della plastica fusa.

È lo spazio all'interno dello stampo per lo stampaggio di prodotti in plastica. I componenti utilizzati per formare la cavità sono chiamati collettivamente parti di stampaggio. Ogni parte di stampaggio ha spesso un nome speciale. Le parti di stampaggio che costituiscono l'aspetto del prodotto sono chiamate stampi concavi (chiamati anche stampi femmina), mentre le parti che costituiscono la forma interna del prodotto (come fori, scanalature, ecc.) sono chiamate anime o punzoni (chiamati anche stampi maschi).
Quando si progettano parti di stampaggio, la struttura complessiva della cavità deve essere determinata innanzitutto in base alle prestazioni della plastica, alla forma geometrica del prodotto, alla tolleranza dimensionale e ai requisiti di utilizzo.

Successivamente, è necessario decidere dove collocare la linea di separazione, la porta e lo sfiato e come estrarre il pezzo. Poi bisogna decidere come progettare ogni parte e come metterle insieme in base alle dimensioni del pezzo che si sta realizzando. La plastica è sottoposta a una forte pressione quando entra nello stampo, quindi è necessario scegliere i pezzi giusti e assicurarsi che siano abbastanza resistenti e rigidi.
Per garantire che il prodotto plastico sia liscio e bello e facile da sformare, la rugosità Ra della superficie a contatto con la plastica deve essere superiore a 0,32um e deve essere resistente alla corrosione. Le parti stampate sono generalmente trattate termicamente per aumentarne la durezza e sono realizzate in acciaio resistente alla corrosione.

Porta di scarico
Si tratta di un'uscita d'aria a forma di fessura aperta nello stampo per scaricare il gas originario e il gas portato dal materiale fuso. Quando il materiale fuso viene iniettato nella cavità, l'aria originariamente immagazzinata nella cavità e il gas portato dalla fusione devono essere scaricati all'esterno dello stampo attraverso la porta di scarico alla fine del flusso di materiale.
In caso contrario, il prodotto presenterà pori, scarsa saldatura, riempimento incompleto dello stampo e persino l'aria accumulata brucerà il prodotto a causa dell'alta temperatura generata dalla compressione. Di solito, lo sfiato può essere posizionato alla fine del flusso di materiale fuso nella cavità o sulla superficie di divisione dello stampo. Quest'ultima consiste nell'aprire una scanalatura poco profonda, con una profondità di 0,03-0,2 mm e una larghezza di 1,5-6 mm, su un lato dello stampo.

Durante l'iniezione, non ci sarà molta fuoriuscita di materiale fuso dallo sfiato, perché il materiale fuso si raffredderà e si solidificherà lì per bloccare il canale. Non aprire la porta di scarico verso di sé, altrimenti si potrebbe essere spruzzati con materiale fuso e farsi male. È inoltre possibile utilizzare lo spazio tra l'asta di espulsione e il foro di espulsione, lo spazio tra il blocco di espulsione e la piastra di spogliazione e il nucleo per lo scarico.
Sistema di stampaggio delle parti
Si riferisce alla combinazione di varie parti che costituiscono la forma del prodotto, tra cui lo stampo mobile, lo stampo fisso, la cavità (matrice), l'anima (stampo convesso), l'asta di formatura, ecc. Dopo la chiusura dello stampo, l'anima e la cavità costituiscono la cavità dello stampo.

A volte, in base ai requisiti di processo e di produzione, l'anima e lo stampo sono composti da diversi pezzi, altre volte sono realizzati come un tutt'uno e gli inserti sono utilizzati solo in parti facili da danneggiare e difficili da lavorare.
Il sistema di stampi comprende componenti come piani inclinati e cursori, che sono componenti fondamentali per la forma e la struttura degli stampi, mentre il riempimento e il raffreddamento dei materiali plastici sono ottenuti attraverso la chiusura e la separazione. Gli inserti sono utilizzati per forme speciali e requisiti di lavorazione degli stampi, come fori filettati e scanalature, mentre i piani inclinati e i cursori sono utilizzati per ottenere l'inclinazione e forme complesse degli stampi.

La parte di stampaggio ha un'anima e uno stampo. L'anima crea l'interno del prodotto, mentre lo stampo crea la forma esterna del prodotto. Dopo la chiusura dello stampo, l'anima e la cavità formano la cavità dello stampo. A volte l'anima e lo stampo sono costituiti da più pezzi, altre volte da un unico pezzo, mentre gli inserti sono utilizzati solo in parti facili da rompere e difficili da realizzare.
La porta di scarico è un'uscita a forma di fessura aperta nello stampo per far uscire il gas originale e il gas portato dal materiale fuso.

Quando il materiale fuso viene iniettato nella cavità, l'aria originariamente immagazzinata nella cavità e il gas portato dal materiale fuso devono essere fatti uscire all'esterno dello stampo attraverso la porta di scarico alla fine del flusso di materiale, altrimenti il prodotto presenterà buchi, scarsa connessione, riempimento incompleto dello stampo e anche l'aria accumulata sarà compressa per generare un'alta temperatura e bruciare il prodotto.
Di solito, la porta di scarico può essere posizionata alla fine del flusso di materiale fuso nella cavità o sulla superficie di separazione dello stampo, una scanalatura poco profonda con una profondità di 0,03-0,2 mm e una larghezza di 1,5-6 mm aperta su un lato dello stampo. Durante l'iniezione, il materiale fuso non fuoriesce molto dalla bocca di scarico, perché il materiale fuso si raffredda e si solidifica in quel punto, bloccando il canale.

La porta di scarico non deve essere aperta verso l'operatore, per evitare che il materiale fuso fuoriesca accidentalmente e ferisca le persone. Inoltre, lo spazio tra l'asta dell'espulsore e il foro dell'espulsore, lo spazio tra il blocco dell'espulsore e la piastra di spogliazione e il nucleo, ecc.
Sistema di controllo della temperatura
Per soddisfare i requisiti di temperatura del processo di iniezione, è necessario un sistema di controllo della temperatura per regolare la temperatura dello stampo. Per gli stampi a iniezione termoplastici, la cosa principale è progettare un sistema di raffreddamento per raffreddare lo stampo (lo stampo può anche essere riscaldato).

Il metodo comune di raffreddamento degli stampi consiste nell'aprire un canale di raffreddamento nello stampo e utilizzare l'acqua di raffreddamento in circolazione per sottrarre il calore dello stampo; oltre a utilizzare l'acqua di raffreddamento per far passare l'acqua calda o l'olio caldo, lo stampo può anche essere riscaldato installando elementi riscaldanti elettrici all'interno e intorno allo stampo.
Il sistema di controllo della temperatura serve a controllare la temperatura di lavoro dello stampo per garantire la qualità e l'efficienza produttiva dei pezzi stampati. Il sistema di controllo della temperatura comprende componenti quali canali, pozzi d'acqua, ugelli, canali a spirale, barre di riscaldamento e barre di raffreddamento.

La via d'acqua e il pozzo d'acqua servono a far circolare l'acqua di raffreddamento per controllare la temperatura dello stampo. Gli ugelli e le vie d'acqua a spirale sono utilizzati per migliorare l'effetto di raffreddamento. Le aste di riscaldamento e le aste di raffreddamento sono utilizzate per regolare la velocità di riscaldamento e raffreddamento dello stampo.
Parti strutturali
Si riferisce alle varie parti che compongono la struttura dello stampo, tra cui: montanti di guida, perni di espulsione, tiranti d'anima e varie parti della linea di separazione. Come le piastre di bloccaggio anteriori e posteriori, le sagome di inarcamento anteriori e posteriori, le piastre di pressione, le colonne di pressione, le colonne di guida, le piastre di spogliazione, le aste di spogliazione e le aste di ritorno.

Componenti della guida
Per garantire che lo stampo mobile e lo stampo fisso possano essere allineati con precisione quando lo stampo è chiuso, è necessario inserire nello stampo dei componenti di guida. Nello stampo a iniezione, per formare la guida vengono solitamente utilizzate quattro serie di colonne di guida e di manicotti di guida. A volte, sullo stampo mobile e sullo stampo fisso vengono inserite superfici coniche interne ed esterne che coincidono tra loro per facilitare il posizionamento.

Meccanismo di espulsione
Quando si apre lo stampo, è necessario qualcosa che spinga o tiri la parte in plastica e l'acqua fuori dal canale. La piastra di spinta e la piastra di espulsione sono utilizzate per tenere l'asta di espulsione. L'asta di ripristino è solitamente fissata nell'asta di espulsione e l'asta di ripristino ripristina la piastra di spinta quando gli stampi mobili e fissi vengono chiusi.

Meccanismo di trazione del nucleo laterale
Alcuni prodotti in plastica con rientranze laterali o fori laterali devono essere separati lateralmente prima di essere estratti. Una volta estratta l'anima laterale, possono essere sformati senza problemi. A questo punto, è necessario inserire nello stampo un meccanismo di estrazione del nucleo laterale.
Telaio dello stampo standard
Per ridurre il pesante carico di lavoro della progettazione e della produzione degli stampi, la maggior parte degli stampi a iniezione utilizza telai standard.

Il sistema di scarico
Lo scopo del sistema di scarico è quello di rimuovere l'aria dalla cavità e il gas generato dalla plastica fusa durante il processo di stampaggio a iniezione. Se lo scarico non è regolare, la superficie del prodotto presenterà macchie di gas, bruciature e altri difetti. Il sistema di scarico dello stampo a iniezione è solitamente un'uscita a forma di scanalatura aperta nello stampo per scaricare l'aria nella cavità originale e il gas portato dal materiale fuso.
Quando la roba calda entra nel buco, l'aria che era già nel buco e l'aria che è entrata con la roba calda devono uscire dal buco alla fine del buco dove va la roba calda, altrimenti la cosa che si fa avrà dei buchi, non si attaccherà bene, non si riempirà del tutto, e forse l'aria che si blocca si schiaccerà e diventerà calda e brucerà la cosa che si fa.

Il secondo consiste nell'aprire una scanalatura poco profonda con una profondità di 0,03-0,2 mm e una larghezza di 1,5-6 mm su un lato dello stampo concavo. Durante l'iniezione, dal foro di scarico non fuoriesce molto materiale fuso, perché il materiale fuso si raffredda e si solidifica in quel punto, bloccando il canale.
La porta di scarico non deve essere aperta verso l'operatore, per evitare che il materiale fuso fuoriesca accidentalmente e possa ferire le persone. Inoltre, lo spazio tra l'asta di espulsione e il foro di espulsione, lo spazio tra il blocco di espulsione e la piastra di spellatura e il nucleo possono essere utilizzati per lo scarico.

Il sistema di scarico serve a rimuovere il gas generato durante il processo di stampaggio a iniezione per evitare bolle e difetti. Il sistema di scarico include lo scarico del perno di espulsione, lo scarico della superficie di separazione, lo scarico dell'ago di scarico e lo scarico del foro di scarico. Scegliendo Zetar Mold per la produzione e la lavorazione, la tecnologia è garantita e il ciclo di consegna soddisfa le esigenze dei clienti.
Il Sistema Guida
Il sistema di guida è impostato per garantire che lo stampo mobile e lo stampo fisso possano essere allineati con precisione quando lo stampo è chiuso, e nello stampo deve essere inserito un componente di guida. Nello stampo a iniezione, per formare il componente di guida vengono solitamente utilizzate quattro serie di perni di guida e manicotti di guida. A volte, per facilitare il posizionamento, sullo stampo mobile e sullo stampo fisso vengono montati coni interni ed esterni che coincidono tra loro.

Il sistema di posizionamento delle guide serve a garantire che lo stampo si trovi nel posto giusto e si muova nel modo giusto durante la lavorazione. È dotato di perni di guida e manicotti di guida, blocchi di posizionamento conici e blocchi di posizionamento a zero gradi.
I perni di guida e i manicotti di guida sono le parti principali del sistema di posizionamento dello stampo. Assicurano che lo stampo si trovi nel posto giusto, incastrandosi perfettamente tra loro. I blocchi di posizionamento conici e i blocchi di posizionamento a zero gradi sono utilizzati per assicurare che lo stampo si allinei da solo e per assicurarsi che si allinei molto bene.

Sistema di espulsione
Di solito comprende: perni di espulsione, piastre di espulsione anteriori e posteriori, aste di guida dei perni di espulsione, molle di ritorno dei perni di espulsione, viti di bloccaggio delle piastre di espulsione e altre parti. Quando il prodotto viene formato e raffreddato nello stampo, gli stampi anteriore e posteriore dello stampo vengono separati e aperti e i perni di espulsione vengono espulsi nello stampo a iniezione.
L'espulsore della pressa spinge o tira il prodotto plastico e la condensa nel canale di flusso fuori dalla cavità dello stampo e dalla posizione del canale di flusso per il successivo ciclo di stampaggio a iniezione.

Il sistema di espulsione è un sistema utilizzato per espellere i pezzi stampati dallo stampo, che comprende l'espulsione del perno di espulsione, l'espulsione della piastra di spinta e altri metodi. La progettazione e la selezione del sistema di espulsione sono determinate in base alla forma, al materiale e alle dimensioni dei pezzi stampati per garantire l'integrità dei pezzi stampati e l'effetto di espulsione.
Gli stampi a iniezione sono suddivisi per struttura
I telai degli stampi, le anime degli stampi, le parti ausiliarie, i sistemi ausiliari, le impostazioni ausiliarie, i meccanismi di lavorazione dell'angolo morto e altre parti costituiscono generalmente gli stampi a iniezione.

Telaio dello stampo
Di solito, non è necessario progettarla e la si può acquistare direttamente dal produttore della base dello stampo standard, risparmiando così molto tempo per la progettazione dello stampo, per cui viene chiamata base dello stampo standard per gli stampi a iniezione. È la parte più elementare dello stampo a iniezione.
Nucleo dello stampo
Il nucleo dello stampo è la parte più importante dello stampo. È il luogo in cui si forma il prodotto plastico e in cui viene impiegata la maggior parte del tempo di lavorazione. Tuttavia, alcuni stampi, a differenza degli stampi più semplici, non hanno un'anima. Il prodotto viene formato direttamente sulla sagoma. La maggior parte dei primi stampi a iniezione era così, relativamente arretrata.

Parti ausiliarie
Le parti ausiliarie comunemente utilizzate negli stampi a iniezione comprendono anelli di posizionamento, boccole per materozze, espulsori, perni di estrazione, colonne di supporto, colonne di guida della piastra di espulsione e manicotti di guida, chiodi per rifiuti, ecc. Alcuni di questi componenti sono standard e possono essere ordinati direttamente al momento dell'ordine del telaio dello stampo, mentre altri devono essere progettati autonomamente.
Sistema ausiliario
I sistemi ausiliari degli stampi a iniezione sono i seguenti: sistema di colata, sistema di espulsione, sistema di raffreddamento e sistema di scarico. A volte, poiché la temperatura del materiale plastico utilizzato deve essere molto elevata, alcuni stampi sono dotati di un sistema di riscaldamento.

Impostazioni ausiliarie
Le impostazioni ausiliarie degli stampi a iniezione comprendono fori per occhielli, fori KO (fori per aste di espulsione), ecc.
Struttura di lavorazione dell'angolo morto
Quando il prodotto plastico ha un angolo morto, lo stampo avrà anche una o più strutture per gestire l'angolo morto. Ad esempio, cursori, estrattori inclinati, cilindri idraulici, ecc. Nella maggior parte dei libri nazionali, questo meccanismo per la gestione degli angoli morti è chiamato "meccanismo di trazione dell'anima".

Componenti per stampi a iniezione
Sistema di ugelli
Il sistema di ugelli viene utilizzato per iniettare la plastica fusa nello stampo per ottenere lo stampaggio del prodotto. Comprende componenti come gli ugelli e le punte degli ugelli. Controlla l'apertura e la chiusura dell'ugello e il flusso di plastica fusa per ottenere lo stampaggio a iniezione del prodotto. Il sistema di ugelli deve avere una buona tenuta e resistenza all'usura per garantire la normale iniezione di plastica e la qualità del prodotto.

Sede dello stampo
La sede dello stampo è la parte fondamentale dello stampo a iniezione, che sostiene e fissa l'intera struttura dello stampo. Di solito è realizzata in acciaio legato di alta qualità e ha una resistenza e una rigidità sufficienti a sopportare la pressione e l'estrusione durante il processo di stampaggio a iniezione.

Sistema di espulsione
Il sistema di espulsione viene utilizzato per espellere il prodotto stampato dallo stampo. Comprende componenti come le aste di espulsione e le piastre di espulsione, e l'espulsione del prodotto avviene attraverso il movimento dell'asta di espulsione. Il sistema di espulsione deve essere sufficientemente robusto e stabile per garantire l'effetto di espulsione e l'efficienza produttiva del prodotto.

Piastra fissa
La piastra fissa si trova sopra la base dello stampo e serve a fissare i vari componenti dello stampo. Di solito è realizzata in acciaio legato di alta qualità e ha una resistenza e una rigidità sufficienti a garantire la stabilità e la rigidità dello stampo durante il processo di stampaggio a iniezione.

Sistema di raffreddamento
Il sistema di raffreddamento serve a controllare la temperatura dello stampo per garantire la qualità del prodotto e l'efficienza della produzione. Comprende componenti come i canali di raffreddamento e i dispositivi di raffreddamento, che assorbono il calore dallo stampo facendo circolare l'acqua di raffreddamento. Il sistema di raffreddamento deve essere progettato in modo ragionevole per garantire un raffreddamento uniforme di tutte le parti dello stampo, per evitare tensioni e deformazioni.
Nucleo e cavità
L'anima e la cavità sono le parti più importanti dello stampo a iniezione. Determinano la forma e le dimensioni del prodotto finale. L'anima è la parte interna del prodotto, mentre la cavità è la forma esterna del prodotto. L'anima e la cavità sono solitamente realizzate in acciaio per utensili di alta qualità o in acciaio rapido. Vengono lavorate e trattate termicamente per renderle dure e resistenti all'usura.

Sistema di scorrimento
Il sistema di cursori viene utilizzato per realizzare strutture complesse e cavità interne. Ha parti come cursori, perni di guida, manicotti di guida, ecc. che fanno sì che lo stampo si apra e si chiuda e si muova scorrendo o ruotando. Il sistema di scorrimento deve essere molto preciso e stabile per garantire che la forma e le dimensioni del prodotto siano corrette.
Composizione strutturale delle macchine per lo stampaggio a iniezione
Una pressa a iniezione di uso generale è dotata di un dispositivo di iniezione, di un dispositivo di bloccaggio dello stampo, di un sistema di trasmissione idraulica e di un sistema di controllo elettrico. Il compito principale del dispositivo di iniezione è quello di fondere la plastica e iniettare una certa quantità di materiale fuso nella cavità dello stampo con pressione e velocità sufficienti. Il dispositivo di iniezione è composto da componenti di plastificazione (vite, barile e ugello), tramoggia, dispositivo di trasmissione, dispositivo di dosaggio, cilindri di iniezione e di movimento e così via.

Dispositivo di bloccaggio dello stampo
Il dispositivo di bloccaggio dello stampo è responsabile dell'apertura e della chiusura dello stampo, della chiusura sicura dello stampo durante l'iniezione e dell'espulsione del prodotto. Il dispositivo di bloccaggio dello stampo è costituito principalmente da sagome fisse anteriori e posteriori, sagome mobili, tiranti che collegano le sagome anteriori e posteriori, cilindri di bloccaggio dello stampo, meccanismi a biella, dispositivi di regolazione dello stampo e dispositivi di espulsione del prodotto.
Sistema idraulico e sistema di controllo elettrico
Il suo compito è quello di assicurarsi che la macchina per lo stampaggio a iniezione funzioni bene e come dovrebbe (pressione, velocità, temperatura, tempo) e che esegua le fasi del processo nell'ordine giusto.

Il sistema idraulico della macchina per lo stampaggio a iniezione di materie plastiche è costituito da diverse parti idrauliche, tubi e altri elementi che ne favoriscono il funzionamento, mentre il sistema di controllo elettrico è costituito da diversi elementi e strumenti elettrici. L'impianto idraulico e l'impianto elettrico lavorano insieme per dare alla macchina per lo stampaggio a iniezione potenza e controllo.
Conclusione
ILa base dello stampo sostiene l'intera struttura, il sistema di espulsione spinge il prodotto finito all'esterno, la piastra fissa stabilizza i componenti, il sistema di scorrimento gestisce le forme complesse, il nucleo e la cavità definiscono la forma del prodotto, il sistema di raffreddamento regola la temperatura e l'ugello inietta la plastica.

Inoltre, comprende anche il sistema di controllo della temperatura, il sistema di scarico, il sistema di guida e il sistema di espulsione, utilizzati per controllare la temperatura dello stampo, il gas di scarico, il posizionamento preciso dello stampo e l'espulsione del prodotto.
Nello stampo a iniezione, l'unità di iniezione inietta la plastica fusa nello stampo attraverso la vite di stampaggio a iniezione ed entra nella cavità attraverso la boccola del canale di colata, garantendo uno stampaggio preciso e un'elevata qualità del prodotto.

La collaborazione di questi componenti garantisce il regolare svolgimento del processo di stampaggio a iniezione di materie plastiche e l'alta qualità del prodotto finale.







