 Vai al contenuto
Vai al contenuto 

Introduzione: La vite della macchina per lo stampaggio a iniezione è un componente chiave del processo di stampaggio a iniezione. È responsabile della fusione, della miscelazione e della compressione della materia prima plastica. In questo articolo discuteremo il ruolo della vite nella macchina per lo stampaggio a iniezione.
Cosa sono le viti per stampaggio a iniezione?
Il stampaggio a iniezione La vite è una parte molto importante della macchina per lo stampaggio a iniezione. Ha la funzione di trasportare, compattare, fondere, mescolare e pressurizzare la plastica. Tutto questo avviene grazie alla rotazione della vite nel cilindro.

Quando la vite gira, la plastica sfrega e scivola contro l'interno del cilindro, il fondo della filettatura, il bordo di spinta della vite e tra le plastiche. La plastica si sposta in avanti a causa di tutti questi movimenti e il calore prodotto dallo sfregamento viene assorbito dalla plastica, rendendola più calda e fondendola.
Quali sono le differenze tra le viti della macchina per lo stampaggio a iniezione?
La vite è una parte molto importante della macchina per lo stampaggio a iniezione ed è responsabile del trasporto, della compattazione, della fusione, del mescolamento e della pressurizzazione della plastica in produzione.

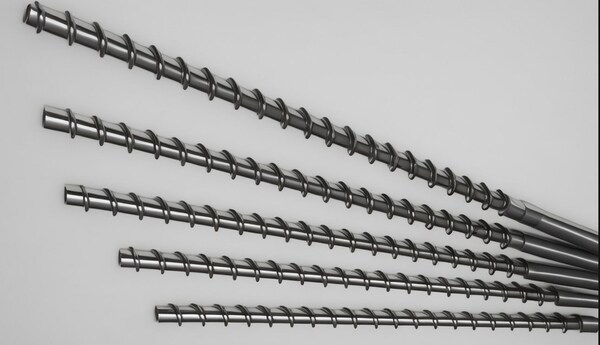
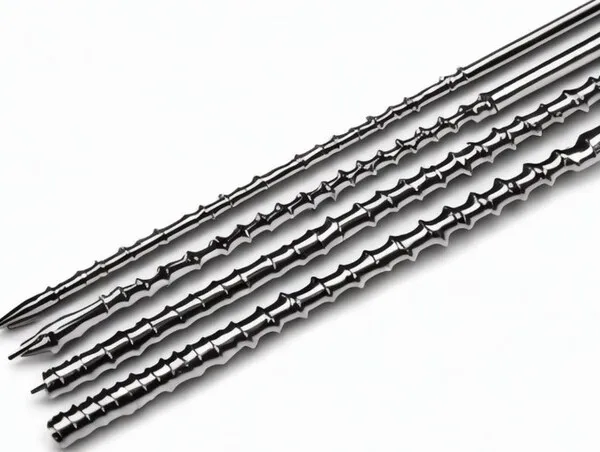
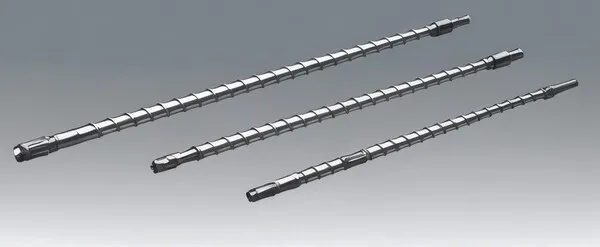
Le viti per la macchina di stampaggio a iniezione possono essere suddivise in tre tipi: di tipo graduale, di tipo improvviso e di tipo universale. La vite graduale è utilizzata principalmente per la lavorazione di materie plastiche non cristalline con un ampio intervallo di temperatura di rammollimento e alta viscosità.
La vite rapida è utilizzata principalmente per la lavorazione di materie plastiche cristalline e con una viscosità e un punto di fusione chiari; la vite generale è utilizzata principalmente per la lavorazione di materie plastiche cristalline e non cristalline.

La vite è la parte più importante della macchina per lo stampaggio a iniezione. Può essere suddivisa in diversi tipi a seconda delle funzioni e dei requisiti.
Classificazione per funzione
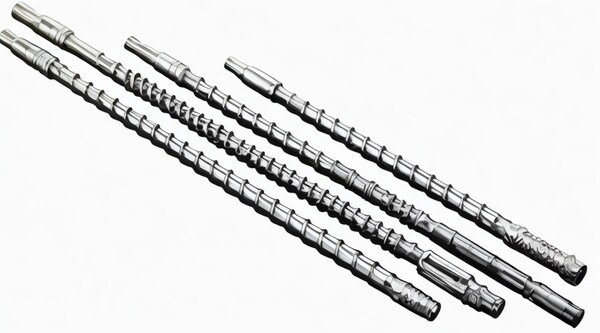
In base alla funzione, la coclea di plastificazione può essere suddivisa in quattro zone: la zona di trasporto del solido, la zona di ritardo di fusione, la zona di soluzione solida e la zona di trasporto della massa fusa.

Le coclee di queste quattro aree lavorano in modo indipendente, ma anche insieme. La vite nell'area di trasporto dei solidi è collegata alla tramoggia di alimentazione per far avanzare la plastica con l'aumento della temperatura.
La vite nella zona di ritardo di fusione fa sì che il sol si accumuli nella scanalatura della vite per formare una piscina di fusione. La vite nella zona della soluzione solida ha due funzioni. Una è quella di aiutare il materiale fuso a plastificarsi e l'altra è quella di trasportare la plastica fusa al bacino di fusione.

La vite nell'ultima zona di fusione aiuterà a mantenere la plastica alla stessa temperatura e a far sì che la plastica fluisca senza problemi.
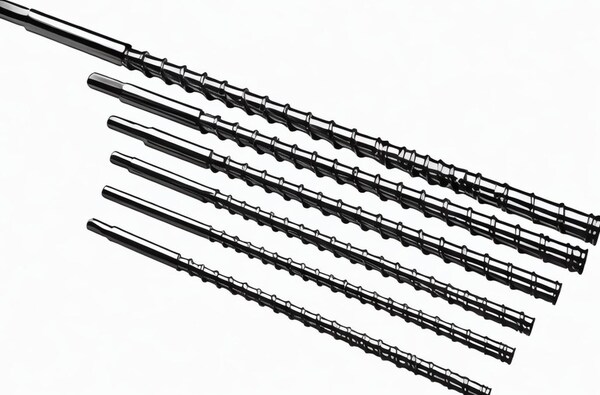
Differenziazione per forma geometrica
In base alla forma, può essere diviso in tre parti: zona di alimentazione, zona di compressione e zona di dosaggio. La zona di alimentazione è quella di fissare la profondità della scanalatura della vite, che viene utilizzata per spingere il solido di plastica per iniziare la fusione prima della fine dell'alimentazione.
la vite nella zona di compressione è la profondità della scanalatura della vite conica, che può aiutare la fusione, la miscelazione, la compressione a taglio e lo scarico a pressione delle materie prime plastiche.
La zona di dosaggio è la profondità fissa della scanalatura della vite. Oltre a comprimere la plastica, fornisce anche una maggiore pressione per garantire che la plastica abbia una temperatura uniforme e sia stabile.
Qual è il principio di funzionamento della vite della macchina di stampaggio a iniezione?
Principio di funzionamento
La vite di estrusione fonde il materiale mentre lo spinge continuamente e crea una pressione piuttosto elevata nella testa della matrice, facendo uscire i prodotti estrusi in modo continuo attraverso la testa della matrice di stampaggio.
Quando si progetta una vite di estrusione, bisogna pensare a tre cose: quanto materiale plastico può spingere, quanto è consistente il flusso e quanto bene fonde la plastica.

La vite di iniezione svolge due funzioni: preplastifica i materiali solidi e inietta i materiali fusi per il processo di iniezione. Non ha bisogno di estrudere in modo costante.
La preplastificazione della vite ad iniezione è solo un processo preliminare del processo di stampaggio a iniezione processo, che non è un grosso problema rispetto alla vite di estrusione.

Riscaldamento del materiale
Oltre al calore generato dall'effetto di taglio, simile a quello della vite di estrusione durante la plastificazione, il materiale preplastificato nel cilindro della macchina a iniezione viene riscaldato da più riscaldatori esterni perché rimane nel cilindro più a lungo.
Inoltre, quando il materiale viene iniettato nello stampo, scorre attraverso l'ugello ad alta velocità e subisce un forte taglio, che genera calore.

In termini di regolazione della pressione di plastificazione
Quando si producono prodotti, è difficile per la vite di estrusione cambiare la quantità di plastica da schiacciare, ma la vite di iniezione può cambiare la quantità di plastica da schiacciare modificando la contropressione, quindi è facile controllare quanto la plastica viene schiacciata.
In termini di variazione della lunghezza della vite
Durante la preplastificazione, la vite di iniezione ruota e si ritrae, causando la variazione della lunghezza effettiva di lavoro. La vite di estrusione deve essere a temperatura costante, pressione costante, quantità costante ed estrudere continuamente.

Deve essere posizionata e ruotata durante l'estrusione e la lunghezza effettiva di lavoro della vite non può cambiare.
In termini di impatto della capacità di plastificazione sulla capacità di produzione
La capacità di plastificazione della vite di estrusione influisce direttamente sulla capacità produttiva, mentre il tempo di preplastificazione della vite di iniezione è più breve del tempo di raffreddamento del prodotto nella cavità dello stampo.

Pertanto, la capacità di plastificazione della vite di iniezione non è il fattore principale che influisce sulla capacità di produzione.
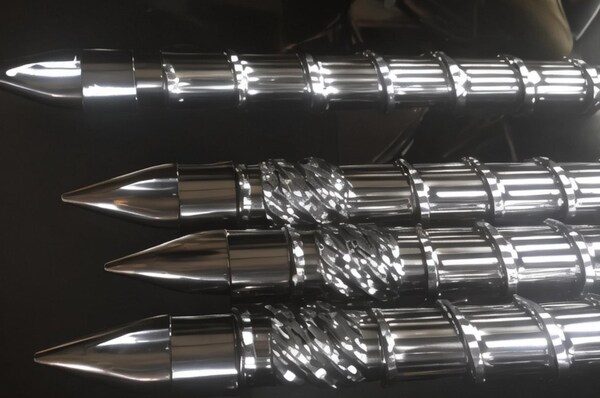
In termini di struttura della testa della vite
La testa della vite a iniezione è diversa da quella della vite a estrusione. La testa della vite di estrusione è per lo più rotonda o smussata, mentre la testa della vite di iniezione è per lo più appuntita e ha una struttura speciale.

Testa di vite appuntita o testa di vite con filettatura. Questo tipo di testa della vite è utilizzato principalmente per la lavorazione di materiali ad alta viscosità e scarsa stabilità termica, in grado di prevenire il fenomeno di decomposizione del materiale stagnante causato dallo scarico sporco durante l'iniezione.
Qual è la funzione della vite della macchina per lo stampaggio a iniezione?
Funzione della sezione di trasporto a vite
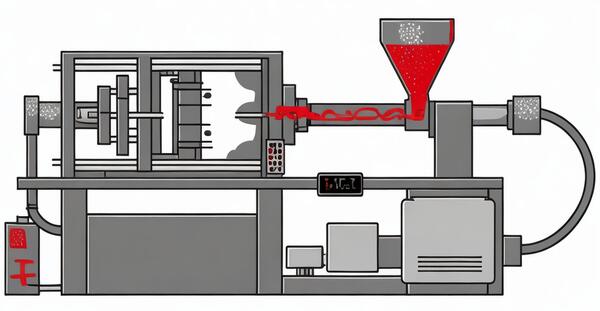
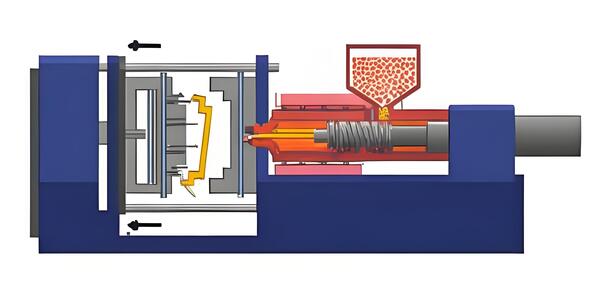
L'unità di iniezione svolge un ruolo fondamentale nella macchina per lo stampaggio a iniezione e ha il compito di spingere la plastica fusa nella cavità dello stampo per formare il prodotto finito desiderato. La parte di trasporto a vite della macchina per lo stampaggio a iniezione è responsabile del trasporto, della spinta e del preriscaldamento della plastica.

Il materiale deve raggiungere la temperatura del punto di fusione dopo essere passato attraverso la sezione di trasporto. In genere, la sezione di trasporto della vite è pari a circa 50% della lunghezza totale della vite.
Quanto più profonda è la scanalatura della vite nella sezione di trasporto, tanto maggiore è la quantità di materiale che può spostare, ma è necessario assicurarsi che la vite sia sufficientemente robusta.
Funzione della sezione di compressione della vite
La sezione di compressione a vite è responsabile della compressione, della pressurizzazione e dello scarico della plastica. Dopo il passaggio attraverso questa sezione, il materiale è quasi completamente fuso, ma non è uniformemente miscelato. In genere, la sezione di compressione rappresenta 20-25% della lunghezza totale della vite.
In questa parte, la plastica si scioglie lentamente e il volume della scanalatura della vite deve diminuire lentamente, altrimenti la pressione del materiale non sarà solida, il trasferimento di calore sarà lento, lo scarico sarà cattivo e causerà anche la formazione di pori sul pezzo.

Il rapporto di compressione della vite è il rapporto tra la profondità dell'ultima scanalatura della vite della sezione di alimentazione e la profondità della prima scanalatura della sezione di dosaggio. Quando il rapporto di compressione è costante, più lunga è la sezione di compressione della vite, minore è il calore di taglio.
Inoltre, se la lunghezza della sezione di compressione è costante, minore è il rapporto di compressione, minore è il calore di taglio. Quindi, la struttura della sezione di compressione è l'elemento principale che determina l'entità del calore di taglio.
In genere, si vuole utilizzare una vite con un basso calore di taglio e un rapporto di compressione di 1,8-2,2. Per la profondità della scanalatura della vite della sezione di dosaggio, si consiglia di utilizzare 0,09-0,1 volte il diametro della vite.
La funzione della sezione di dosaggio della vite
La sezione di dosaggio della vite rappresenta solitamente circa 20-25% della lunghezza totale della vite ed è principalmente responsabile della miscelazione uniforme della plastica per assicurarsi che tutta la plastica sia fusa.
Più lunga è la sezione di dosaggio, migliore è l'effetto di miscelazione della plastica. Se è troppo lunga, la fusione rimarrà troppo a lungo e produrrà decomposizione termica; se è troppo corta, la temperatura non sarà uniforme.
In genere, quando si seleziona un stampaggio a iniezione Per la lavorazione dei prodotti, è preferibile che il peso del prodotto sia pari a 70%-80% del volume di iniezione.

Se il volume di iniezione è troppo grande, la colata rimarrà a lungo nella sezione di dosaggio. Ciò causerà la decomposizione del materiale a causa del calore, la creazione di pori nel prodotto finale e persino l'alterazione delle proprietà meccaniche del prodotto.
Effetto plastificante
La funzione principale della vite nel processo di stampaggio a iniezione è quella di fondere il materiale plastico solido con il calore, trasformarlo in uno stato liquido e spingerlo direttamente o indirettamente nella cavità dello stampo per realizzare un prodotto.

Pertanto, la vite della macchina per lo stampaggio a iniezione è chiamata plastificatore. Il processo di plastificazione è influenzato da molti fattori, come la lunghezza e il diametro della vite, il passo, la velocità, ecc. La regolazione ragionevole di questi fattori ha un enorme impatto sull'effetto di plastificazione.
Effetto pressurizzazione
La vite della macchina per lo stampaggio a iniezione ha il compito di spingere il materiale plastico fuso nella cavità dello stampo. A tal fine, la vite della macchina per lo stampaggio a iniezione utilizza diversi passi di vite e ugelli ad alta pressione, a seconda delle necessità.

La vite con ugello ad alta pressione può aumentare la pressione di iniezione del materiale plastico per garantire la densità e la qualità del prodotto. Pertanto, l'effetto di pressurizzazione è anche una delle funzioni importanti della vite nella macchina per lo stampaggio a iniezione.
Funzione di regolazione della temperatura
La vite è solitamente in metallo e può essere riscaldata o raffreddata per controllare la temperatura della plastica. Il controllo della temperatura è molto importante nel processo di stampaggio a iniezione perché influisce direttamente sul modo in cui la plastica scorre e sulla velocità di indurimento.

La vite è solitamente in metallo e può essere riscaldata o raffreddata per controllare la temperatura della plastica. Il controllo della temperatura è molto importante nel processo di stampaggio a iniezione perché influisce direttamente sul modo in cui la plastica scorre e sulla velocità di indurimento.
La vite della macchina per lo stampaggio a iniezione è solitamente dotata di un sistema di riscaldamento e raffreddamento per mantenere costante la temperatura durante il processo di stampaggio a iniezione.

Quando la macchina per lo stampaggio a iniezione è in funzione, le sezioni ad alta e bassa temperatura della vite si alternano per garantire che il materiale plastico sia completamente fuso e che il processo di stampaggio a iniezione sia stabile.
Funzione di pulizia
Poiché nello stampaggio a iniezione vengono utilizzati diversi tipi di materiali plastici e a volte è necessario aggiungervi qualcosa, quando si aziona la macchina per lo stampaggio a iniezione rimane sempre un po' di sporco.
Queste impurità possono influire sul prodotto e persino danneggiare lo stampo. In questo caso, la vite della macchina per lo stampaggio a iniezione svolgerà un ruolo di pulizia.
L'alta temperatura e l'alta pressione generate dall'attrito rotatorio della vite possono scaricare impurità e residui, garantendo la qualità del prodotto.

Fusione e miscelazione di materiali plastici
Quando la vite della pressa a iniezione si muove, spinge anche i pellet di plastica in avanti, facendo sì che i pellet di plastica nella parte anteriore vengano spinti verso la parte posteriore, mescolando completamente i pellet di plastica fusi con quelli non fusi.
Con i pellet di plastica miscelati, la coclea della pressa a iniezione spinge i pellet di plastica nella zona di riscaldamento e poi li spinge nella zona di fusione dopo il riscaldamento.
Nella zona di fusione della plastica, la vite svolge il suo lavoro principale, riscaldando e fondendo la plastica ruotando e spingendola in avanti.
Riempimento della cavità dello stampo
La vite non solo spinge il materiale plastico, ma applica anche una pressione elevata per garantire il riempimento della cavità dello stampo. Questa pressione aiuta a superare lo spessore della plastica e ad assicurarsi che riempia ogni parte dello stampo.
Una volta che il materiale plastico è fuso e miscelato, la vite lo spinge nella cavità di riempimento dello stampo. L'azione di spinta della vite fa sì che il materiale plastico riempia ogni dettaglio della cavità dello stampo per ottenere la forma del prodotto desiderato.
La plastica fusa dalla vite della pressa a iniezione viene inviata alla cavità dello stampo per realizzare il prodotto finito desiderato. È possibile controllare la velocità di rotazione della vite per inviare la giusta quantità di plastica alla cavità dello stampo. In questo modo si assicura che il prodotto stampato sia buono e si ottiene una produzione più rapida.

Quali sono i metodi di selezione della vite della macchina di stampaggio a iniezione?
Passo e tipo di filettatura
Il passo è la distanza percorsa dalla plastica per ogni rotazione della vite. Maggiore è il passo, minore è la distanza di avanzamento della plastica per rotazione, il che è adatto per le materie plastiche difficili da fondere. I tipi di filettatura della vite sono filettatura con scanalatura profonda e filettatura con scanalatura poco profonda.
Material Selezione
Le viti sono realizzate in diversi materiali. I più comuni sono l'acciaio normale, l'acciaio legato di alta qualità e i materiali speciali resistenti all'usura. Le viti in acciaio normale sono adatte alla maggior parte delle materie plastiche. Tuttavia, se si utilizzano materiali plastici tecnici che devono essere molto resistenti, è necessario utilizzare viti in acciaio legato di alta qualità o in materiali speciali resistenti all'usura.

Diametro e lunghezza
Scegliere il diametro e la lunghezza della vite in base alle specifiche e ai requisiti di produzione del prodotto. stampaggio a iniezione macchina. Più grande è il diametro della vite, maggiore è la capacità di stampaggio a iniezione e più adatto allo stampaggio a iniezione di grandi dimensioni; più piccolo è il diametro della vite, più adatto allo stampaggio a iniezione di piccole dimensioni.

In termini di lunghezza, in generale, la lunghezza della vite dovrebbe essere pari a 3-4 volte il diametro per garantire la completa plastificazione della plastica.
Rapporto di compressione
Il rapporto di compressione della vite si riferisce al rapporto tra la profondità e la scarsa profondità dell'area del filetto della vite, noto anche come capacità di plastificazione.

Plastiche diverse richiedono rapporti di compressione diversi per garantire che la plastica sia completamente plastificata, senza che la plastificazione eccessiva provochi una decomposizione termica.
Come utilizzare correttamente la vite della macchina per lo stampaggio a iniezione?
Preriscaldamento all'avvio
Prima di avviare la macchina per lo stampaggio a iniezione, è necessario preriscaldare la vite. Lo scopo del preriscaldamento è quello di riscaldare la vite alla giusta temperatura di lavoro e ridurre il raffreddamento della plastica nella vite, in modo che la plastica possa essere completamente plastificata ed evitare i problemi causati dalla fusione incompleta della plastica.
Controllo della temperatura
La chiave è mantenere la temperatura della vite e del cilindro della macchina per lo stampaggio a iniezione di plastica. Se la temperatura è troppo alta, la plastica si decompone. Se la temperatura è troppo bassa, la plastica non si plastifica. Pertanto, la temperatura della vite e del cilindro deve essere regolata in base alle diverse materie plastiche, per garantire che funzionino entro l'intervallo di temperatura appropriato.
Pulizia e manutenzione
Mantenere la vite pulita e ordinata per evitare che i residui di plastica e la polvere di metallo compromettano la qualità dello stampaggio a iniezione. Utilizzare detergenti e strumenti speciali per la pulizia ed evitare di graffiare la superficie della vite con oggetti duri per evitare danni.
Evitare l'uso eccessivo
Non fate funzionare le macchine per lo stampaggio a iniezione di plastica a pieno regime per lunghi periodi di tempo. Un piano di produzione ragionevole, un riposo e una manutenzione adeguati prolungheranno la vita utile della vite.

Conclusione
In breve, la vite della pressa a iniezione ha molti compiti da svolgere e ogni lavoro ha un grande effetto sulla qualità del prodotto finale e sulla velocità di produzione. Quindi, quando si fa stampaggio a iniezionebisogna saper usare la vite nel modo giusto.







