 Vai al contenuto
Vai al contenuto 

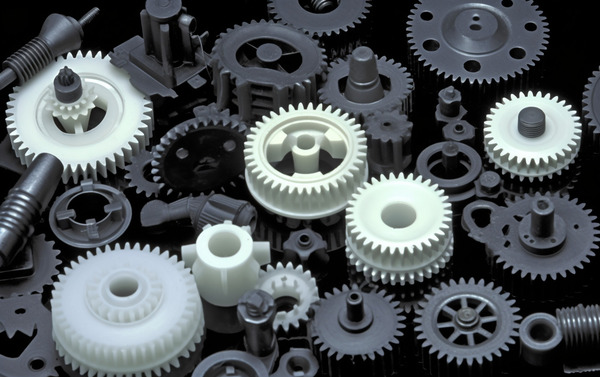
Lo stampaggio a iniezione è uno dei processi produttivi più importanti per i prodotti in plastica ed è ampiamente utilizzato nei settori automobilistico, elettronico, degli elettrodomestici, dei giocattoli e in altri settori. Sebbene la tecnologia sia molto matura, a volte si verificano problemi di qualità nel processo di produzione vero e proprio, tra cui lo sbiancamento della superficie del prodotto. Lo sbiancamento della superficie non solo influisce sull'aspetto, ma influisce anche sulle prestazioni del prodotto e riduce la capacità produttiva. È quindi importante risolvere questo problema, perché ostacola la qualità del prodotto e l'efficienza produttiva.

Cause dello sbiancamento nei prodotti stampati a iniezione
Il grado di bianco dipende dal materiale utilizzato nello stampaggio a iniezione, dalla struttura degli stampi specifici, dai parametri del processo, dai trattamenti specifici per i prodotti realizzati e dalle condizioni dell'area di produzione. Per quanto riguarda questi aspetti, forniremo di seguito un'analisi separata.
Selezione del materiale
La scelta del materiale per lo stampaggio ad iniezione ha un impatto significativo sulla qualità della superficie di prodotti stampati a iniezione. Per questo motivo, i diversi tipi di plastica presentano proprietà fisiche e chimiche uniche durante il processo di stampaggio a iniezione, che a loro volta influiscono sulla finitura superficiale del prodotto finale.
1. Proprietà del materiale

Alcune materie plastiche, come il polistirene (PS), il polipropilene (PP) e il cloruro di polivinile (PVC), quando vengono riscaldate producono gas o residui che rimangono sulla superficie del prodotto dopo la solidificazione e formano macchie bianche. Inoltre, anche alcuni riempitivi e agenti sbiancanti utilizzati nella produzione possono causare lo sbiancamento. Ad esempio, l'uso del biossido di titanio può aumentare il grado di bianco del prodotto, ma un uso improprio può causare la formazione di depositi bianchi sulla superficie.
2. Miscelazione del materiale
È inoltre importante notare che quando si mescolano diversi materiali per lo stampaggio a iniezione, l'incompatibilità tra questi materiali può causare una separazione di fase, che può portare allo sbiancamento della superficie. Ad esempio, quando si utilizzano diversi tipi di plastica, i vari materiali hanno punti di fusione e proprietà di scorrimento differenti, quindi si separano l'uno dall'altro durante il raffreddamento e causano la formazione di macchie bianche. La soluzione consiste nell'utilizzare materiali compatibili o nell'aggiungere alla miscela opportuni compatibilizzanti per ridurre la probabilità di tali eventi.

3. Utilizzo di materiali riciclati
Utilizzo di materiali riciclati in produzione di stampaggio a iniezione può far risparmiare sui costi di approvvigionamento. Tuttavia, quando si utilizzano materiali riciclati, questi possono contenere impurità o altri prodotti di degradazione, che possono alterare la qualità della superficie e causare lo sbiancamento. Pertanto, la percentuale di materiali riciclati deve essere rigorosamente limitata e i materiali devono essere accuratamente puliti e vagliati prima dell'uso.

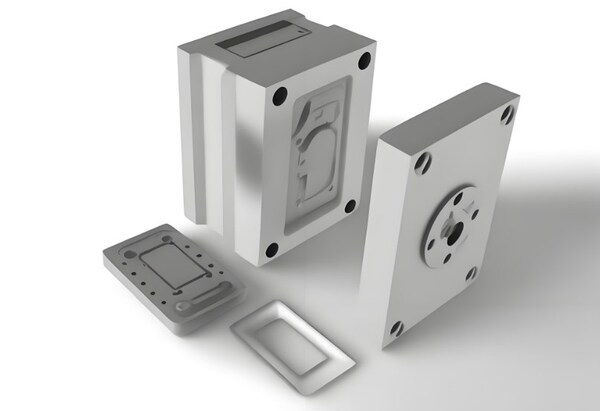
Progettazione di stampi
La progettazione dello stampo è una fase indispensabile che influisce direttamente sulla qualità della superficie dei prodotti stampati con un processo di stampaggio a iniezione. Lo sbiancamento della superficie del componente è causato anche da una progettazione dello stampo non ragionevole.
1. Trattamento della superficie dello stampo
La finitura e il trattamento della superficie dello stampo influiscono sulla finitura del prodotto finale. Se sulla superficie dello stampo sono presenti graffi, ammaccature, sporcizia, ecc. il prodotto risentirà di questi difetti durante lo stampaggio a iniezione, causando una superficie irregolare e uno sbiancamento. Si raccomanda di pulire e lucidare correttamente lo stampo.
2. Progettazione del cancello
La porta è l'ingresso della plastica nello stampo e determina in larga misura la qualità dello stampaggio. Un design irragionevole della porta influisce anche sulla distribuzione del flusso di plastica, provoca la concentrazione delle tensioni e può causare lo sbiancamento della superficie. L'ottimizzazione del design della porta per garantire un flusso di plastica uniforme può ridurre il fenomeno dello sbiancamento.
3. Progettazione del sistema di raffreddamento
La progettazione del sistema di raffreddamento influisce sul processo di controllo della temperatura dello stampo. Se il raffreddamento dello stampo è incoerente, causerà tassi di raffreddamento diversi della plastica, genererà tensioni interne e causerà lo sbiancamento della superficie. Il raffreddamento non uniforme può essere ridotto al minimo grazie a una progettazione ragionevole del sistema di raffreddamento.

4. Design dello sfiato
L'aria e gli altri gas devono essere scaricati durante lo stampaggio a iniezione, altrimenti si formeranno sedimenti o macchie bianche sulla superficie del prodotto durante il processo di produzione. Un design irragionevole della porta di scarico e un numero insufficiente di fori di scarico causano la ritenzione di gas e influiscono sulla qualità della superficie. L'ottimizzazione del design della porta di scarico per garantire uno scarico regolare può ridurre le macchie bianche.

Parametri di processo
Tutti i fattori di controllo utilizzati nello stampaggio a iniezione, tra cui temperatura, velocità di iniezione, pressione e tempo, sono determinanti per la qualità del prodotto. Parametri impostati in modo inadeguato influenzano il sistema e causano l'imbiancatura della superficie.
1. Controllo della temperatura
La gestione della temperatura è molto importante durante la processo di stampaggio a iniezione. Quando la temperatura è troppo alta, la plastica utilizzata si decompone rilasciando gas o producendo residui, causando uno sbiancamento della superficie. D'altra parte, una temperatura troppo bassa può ridurre la portata della plastica e produrre segni di raffreddamento. Un controllo accurato della temperatura del cilindro e dello stampo può ridurre lo sbiancamento.
2. Controllo della pressione
I difetti sulla superficie del prodotto stampato dipendono anche dalla pressione di iniezione e dalla pressione di mantenimento. Pressioni di iniezione molto elevate possono causare un eccessivo riempimento dello stampo, lo sviluppo di tensioni interne e quindi lo sbiancamento. Una corretta riduzione della pressione di iniezione a un livello adeguato e il mantenimento della pressione possono contribuire a migliorare la qualità della superficie.
3. Controllo del tempo
Il tempo di iniezione, il tempo di mantenimento e il tempo di raffreddamento devono essere mantenuti a un livello ottimale. Un tempo di iniezione breve provoca un riempimento insufficiente del materiale plastico nella cavità dello stampo, con conseguenti difetti di vario tipo. Un tempo di mantenimento breve provoca il ritiro e lo sbiancamento del prodotto. Pertanto, un controllo preciso del tempo di iniezione, del tempo di mantenimento e del tempo di raffreddamento contribuirà a migliorare la qualità della superficie.

Metodi post-trattamento
Un altro fattore che determina la qualità della superficie dei prodotti stampati a iniezione è il metodo di post-trattamento dei prodotti stampati a iniezione. Uno degli inconvenienti che si possono osservare quando non si segue un post-trattamento corretto è lo sbiancamento della superficie.
1. Trattamento della superficie
Alcuni prodotti stampati a iniezione possono essere venduti semplicemente togliendoli dallo stampo, mentre altri devono essere verniciati o galvanizzati dopo lo stampaggio. Se il processo di trattamento superficiale non è adeguato, la superficie diventa bianca. Ad esempio, una verniciatura eccessiva o non uniforme provoca lo sbiancamento. L'ottimizzazione del processo di trattamento superficiale può migliorare la qualità della superficie.
2. Pulizia e imballaggio
Alcuni prodotti stampati a iniezione devono essere puliti e imballati dopo lo stampaggio. Se la superficie non viene pulita a fondo, il liquido di pulizia residuo o l'umidità causano l'imbiancatura della superficie; un imballaggio inadeguato può far sì che le superfici si sfreghino l'una contro l'altra, causando l'imbiancatura della superficie. Migliorando il processo di pulizia e imballaggio si può ridurre lo sbiancamento.
Fattori ambientali
Tra i componenti che influiscono sul componente stampato a iniezione vi sono i fattori ambientali, che possono anche influenzare il tipo di superficie dei prodotti stampati a iniezione. Ad esempio, se l'umidità nell'officina di produzione è relativamente alta, l'umidità può condensare sulla superficie del prodotto, causando macchie bianche e sbiancamento, e la polvere e le sostanze inquinanti presenti nell'aria possono aderire alla superficie del prodotto, causando il suo imbiancamento. Migliorare l'ambiente di produzione e controllare l'umidità e la pulizia dell'officina può ridurre il problema dello sbiancamento.

Soluzioni per lo sbiancamento dei prodotti stampati a iniezione
Dopo aver compreso le cause dello sbiancamento nei prodotti stampati a iniezione, esaminiamo alcune soluzioni a questo problema.
Scegliere i materiali appropriati
La scelta dei materiali giusti può aiutare a risolvere il problema dello sbiancamento nei prodotti stampati a iniezione. Selezionare materiali in grado di resistere al calore e con punti di decomposizione elevati per le materie plastiche. Inoltre, non utilizzare materiali che presentano una separazione di fase; se si utilizza un materiale combinato, incorporare riempitivi compatibili.

1. Selezionare materiali di alta qualità
Prima dello stampaggio a iniezione, ispezionare le materie prime e selezionarle di alta qualità per renderle prive di inquinamento, uniformi e coerenti. I materiali di alta qualità non si degradano facilmente e non lasciano residui durante la lavorazione, evitando in un certo senso lo sbiancamento.
2. Controllo della percentuale di materiale riciclato
Assicurarsi che l'utilizzo di materiale riciclato sia limitato a una certa percentuale e che i materiali siano puliti e vagliati prima dell'uso per ridurre al minimo le impurità e i prodotti di degradazione. Questo può anche aiutare a minimizzare gli effetti del materiale riciclato sulla finitura superficiale dell'articolo da produrre.

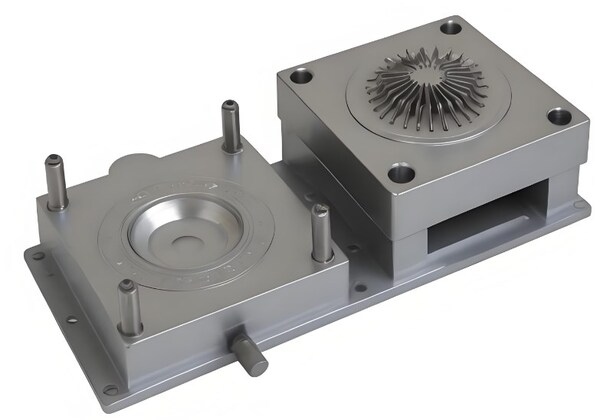
Migliorare la progettazione degli stampi
Il miglioramento della qualità della progettazione dello stampo può anche ridurre le macchie bianche. Per mantenere la superficie dello stampo liscia, è necessario pulirla e lucidarla regolarmente, assicurarsi che il design della porta sia ragionevole e che la plastica sia distribuita in modo uniforme. Anche il sistema di raffreddamento deve essere progettato per consentire un raffreddamento uniforme.
1. Trattamento della superficie dello stampo
Pulire e lucidare regolarmente lo stampo per garantire la levigatezza della superficie e ridurre i costi di manutenzione. stampaggio a iniezione difetti che causano lo sbiancamento. Assicurarsi che i materiali dello stampo e i rivestimenti superficiali soddisfino standard elevati per migliorare la durata dello stampo e la finitura superficiale del prodotto.
2. Ottimizzare la progettazione dei gate
Il design della porta deve garantire che la plastica sia distribuita in modo uniforme senza concentrazioni di stress. La posizione e il numero della porta devono essere ragionevolmente determinati in base alla forma, allo spessore della parete e alle dimensioni del prodotto, per evitare lo sbiancamento causato dal riempimento eccessivo.
3. Migliorare il sistema di raffreddamento
Progettare adeguatamente il sistema di raffreddamento dello stampo per ottenere una corretta solidificazione e ridurre al minimo le sollecitazioni interne. Utilizzare circuiti di raffreddamento multistadio o sistemi di controllo della temperatura variabile per migliorare l'effetto del processo di raffreddamento e ridurre lo sbiancamento.
4. Migliorare il sistema di ventilazione
Ridurre le bolle e i punti bianchi migliorando il design dello sfiato dello stampo per una migliore fuoriuscita dei gas. L'aumento del numero di fori di scarico è un metodo fattibile, oppure si può utilizzare la tecnologia del micro-sfiato per migliorare l'efficienza dello scarico.

Ottimizzare i parametri di processo
Lo sbiancamento può essere evitato anche attraverso la regolazione fine dei fattori di processo e delle strategie di controllo. Controllare accuratamente la temperatura del cilindro e dello stampo della macchina di stampaggio a iniezione per garantire che la plastica venga stampata alla temperatura appropriata, regolare adeguatamente la pressione di iniezione e di mantenimento per evitare tensioni interne e controllare i tempi di iniezione, mantenimento e raffreddamento in base al processo di stampaggio.

1. Controllo della temperatura
Controllare con precisione la temperatura del cilindro, dello stampo e del materiale per garantire che la plastica venga stampata alla temperatura ideale. Per controllare meglio la temperatura, è possibile utilizzare un sistema di controllo della temperatura complesso, come un controllore PID.
2. Controllo della pressione
Regolare la pressione di iniezione a un valore appropriato e regolare la pressione di mantenimento per evitare tensioni interne. Per migliorare la qualità superficiale del prodotto, utilizzare sensori di pressione e regolatori per controllare la pressione di iniezione in tempo reale e controllare efficacemente la pressione di iniezione.
3. Controllo del tempo
Controllare adeguatamente i tempi di iniezione, mantenimento e raffreddamento per garantire uno stampaggio uniforme. Utilizzate sistemi di controllo automatizzati per controllare con precisione ogni parametro temporale, migliorando l'efficienza produttiva e la qualità del prodotto.

Migliorare i metodi post-trattamento
L'aumento dell'efficienza degli approcci post-trattamento può continuare a contribuire a un'ulteriore diminuzione del bianco. Migliorare i sistemi di verniciatura o galvanica per coprire tutte le parti stampate a iniezione con la stessa competenza; migliorare i metodi di pulizia e imballaggio per ridurre l'effetto di sfregamento e l'aggressione esterna.

1. Ottimizzare i processi di trattamento delle superfici
Durante il trattamento della superficie, è necessario modificare moderatamente i parametri di processo. Ad esempio, durante la verniciatura, è necessario controllare la quantità e l'applicazione del prodotto in modo che non si verifichi uno sbiancamento, poiché un'applicazione eccessiva di vernice o non uniforme può provocare questo fenomeno.
2. Migliorare i processi di pulizia e confezionamento
Pulire accuratamente i prodotti dopo lo stampaggio per rimuovere i residui di detergenti e umidità. Utilizzare materiali e metodi di imballaggio adeguati per evitare attriti e contaminazioni durante il trasporto e lo stoccaggio.
Migliorare l'ambiente di produzione
Migliorare l'ambiente di produzione e controllare l'umidità relativa e le condizioni sanitarie dell'officina. Utilizzare aspirapolvere e deumidificatori per garantire che l'officina sia pulita e asciutta e limitare l'impatto dell'umidità e dei contaminanti sulle superfici a contatto.

Conclusione
Questo articolo si propone di aiutare gli operatori del settore a superare il problema dello sbiancamento superficiale dei prodotti stampati a iniezione e di contribuire allo sviluppo del settore. Il problema dello sbiancamento dei prodotti stampati a iniezione è un problema complesso, influenzato dai materiali, dalla progettazione dello stampo, dalle condizioni di processo, dalla post-lavorazione e dall'ambiente. Comprendendo le cause e implementando soluzioni adeguate, la stampaggio a iniezione di plastica Il processo può essere analizzato e ottimizzato per migliorare la qualità del prodotto finale e la velocità di produzione.







