 Vai al contenuto
Vai al contenuto 

Lo stampaggio a iniezione è un processo utilizzato per produrre parti in plastica. Sebbene si tratti di un processo abbastanza semplice, possono verificarsi alcune insidie comuni.
Questo post del blog illustra i più comuni stampaggio a iniezione difetti del processo e come prevenirli.
Uno dei difetti dello stampaggio a iniezione: Slug a freddo
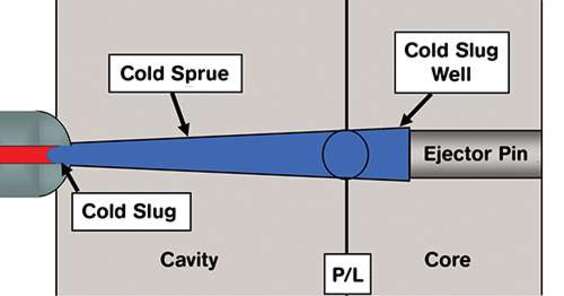
Lumaca fredda
Aspetto: Ciò significa che c'è un pezzo di materiale freddo incastrato o attaccato alla superficie vicino alla testa del materiale. La testa fredda porterà alla formazione di tracce sulla superficie dei prodotti, che ridurranno seriamente le proprietà meccaniche dei prodotti.

Motivi fisici
Le teste fredde si verificano spesso quando la massa fusa può essere raffreddata in prossimità di un ugello della macchina o di un canale caldo.
In quest'area possono verificarsi dei difetti perché il materiale fuso iniettato per primo si accumula sempre vicino al gate.
È causato da un controllo irragionevole della temperatura intorno all'ugello della macchina o all'ugello del canale caldo.
Di seguito sono riportati i motivi relativi ai parametri di elaborazione e alle misure di miglioramento:
Se la temperatura del canale caldo è troppo bassa, aumentarla.
La temperatura dell'ugello è troppo bassa. Misurare la temperatura dell'ugello, aumentarla e ridurre l'area di contatto dell'ugello.
Di seguito sono riportati i motivi legati alla progettazione e alle misure di miglioramento:
La sezione trasversale dell'ugello è troppo piccola per poterla aumentare.
Una geometria non corretta della paratoia cambia la geometria della paratoia lasciando la testa fredda nel passaggio.
La geometria impropria del canale caldo modifica la geometria dell'ugello del canale caldo.
Difetti dello stampaggio a iniezione due: Grammofono Rippie
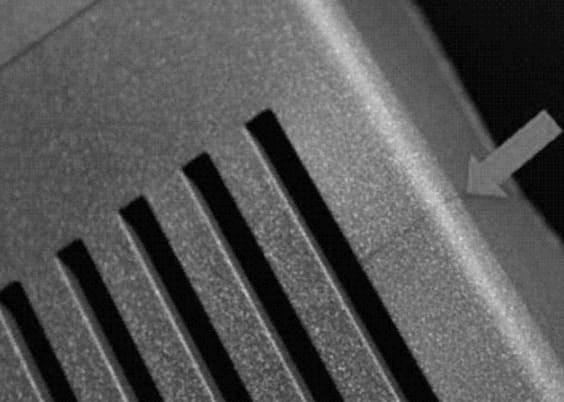
Grammofono Rippie
Le scanalature profonde sono visibili in tutta la direzione del flusso di materiale, fino alla fine del passaggio del flusso.
Questo fenomeno si verifica nella produzione di prodotti realizzati con materiali altamente viscosi (illiquidi) e con pareti spesse, dove le scanalature assomigliano ai solchi di un disco. È molto evidente nei prodotti in materiale PC, ma è più grande nei prodotti in ABS ed è di colore grigio.

Motivi fisici
Se durante stampaggio a iniezioneSoprattutto a basse velocità di iniezione, la massa fusa a contatto con la superficie dello stampo si condensa troppo velocemente e la resistenza al flusso è troppo elevata, per cui si verifica una distorsione all'estremità anteriore del fluido. Il materiale esterno solidificato non è completamente a contatto con la parete della cavità e forma una forma ondulata. Il materiale ondulato si congela e la pressione di mantenimento non lo appiattisce più.
Di seguito sono riportati i motivi relativi ai parametri di elaborazione e alle misure di miglioramento:
La velocità di iniezione è troppo bassa: aumentare la velocità di iniezione.
Se la temperatura di fusione è troppo bassa: aumentare la temperatura del cilindro e aumentare la contropressione della vite.
Aumentare la temperatura dello stampo: se la temperatura della superficie dello stampo è troppo bassa
Se la pressione è troppo bassa, aumentarla.
Di seguito sono riportati i motivi legati alla progettazione e alle misure di miglioramento:
1. La sezione trasversale del gate è troppo piccola per aumentare la sezione trasversale del gate, accorciare il gate
2. Il foro dell'ugello è troppo piccolo per aumentare il foro dell'ugello

Difetti dello stampaggio a iniezione tre: Linee di saldatura
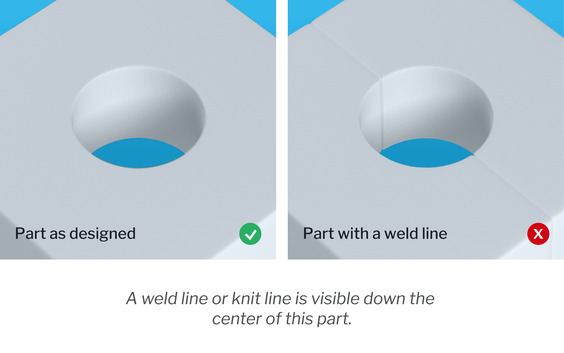
Linee di saldatura
Nella modalità di riempimento, il giunto di fusione si riferisce a una linea in cui le estremità anteriori di ciascun fluido si incontrano. Soprattutto se il design dello stampo ha una superficie molto lucida, il giunto di fusione sul prodotto appare come un graffio o una scanalatura, in particolare sui prodotti scuri o trasparenti. La posizione del giunto di fusione è sempre nella direzione del flusso del materiale.
Motivi fisici
I giunti di fusione si formano quando i flussi di materiale fuso si biforcano e si uniscono, in genere attorno al nucleo del flusso fuso o con l'uso di più materozze.
Dove i flussi si incontrano di nuovo, la superficie forma giunti di fusione e linee di flusso. Quanto più grande è il nucleo intorno alla fusione o quanto più lungo è il percorso tra le porte, tanto più evidente è il giunto di fusione formato. Piccoli giunti di fusione non influiscono sulla resistenza del prodotto.
Tuttavia, quando il processo di produzione è molto lungo o la temperatura e la pressione sono insufficienti, il riempimento improprio provocherà scanalature evidenti.
La ragione principale è il punto debole causato da una fusione non uniforme del fluido frontale. Le macchie possono verificarsi dove il pigmento viene aggiunto al polimero, perché c'è una marcata differenza di orientamento. Il numero e la posizione delle porte determinano il numero e la posizione dei giunti di fusione. Quanto più piccolo è l'angolo di incontro del fronte del fluido, tanto più evidente è il giunto di fusione.
Nella maggior parte dei casi, non è possibile evitare completamente i giunti di fusione o le linee di flusso durante la messa in servizio del processo. Ciò che si può fare è ridurre la loro luminosità o spostarli in un punto poco visibile o completamente invisibile.
Di seguito sono riportati i motivi relativi ai parametri di elaborazione e alle misure di miglioramento:
1. La velocità di iniezione è troppo bassa. Aumentare la velocità di iniezione
2. Se la temperatura di fusione è troppo bassa, aumentare la temperatura della canna.
3. Se la temperatura superficiale dello stampo è troppo bassa, aumentare la temperatura dello stampo.
4. Se la pressione è troppo bassa, aumentarla e commutare la pressione il prima possibile.
Di seguito sono riportati i motivi legati alla progettazione e alle misure di miglioramento:
1. La posizione del cancello non è ragionevole per riposizionare il cancello e spostarlo in un luogo invisibile.
2. Non vi è alcun foro di scarico nel passaggio del flusso di materiale. Le dimensioni del foro di scarico devono essere conformi alle caratteristiche del materiale.
Difetti dello stampaggio a iniezione quattro: Strisce di umidità
Strisce di umidità
La filigrana superficiale è un lungo filo d'argento sulla superficie del prodotto. La direzione di apertura della filigrana è lungo la direzione del flusso del materiale. Quando il prodotto non è riempito, la parte anteriore del fluido è ruvida.

Motivi fisici
Alcune plastiche come PA, ABS, PMMA, SAN e PBT assorbono facilmente l'acqua. Se la plastica non viene conservata bene, l'umidità può penetrare nelle particelle o aderire alla superficie. Quando le particelle si sciolgono, l'umidità si trasforma in vapore e forma bolle. Durante stampaggio a iniezione processo, queste bolle sono esposte alla superficie del fronte del fluido, scoppiando e producendo modelli irregolari.
Di seguito sono riportati i motivi relativi ai parametri di elaborazione e alle misure di miglioramento:
L'umidità residua nelle particelle è troppo alta per controllare le condizioni di stoccaggio delle particelle, abbreviare il tempo di permanenza delle particelle nella tramoggia e fornire una pre-essiccazione sufficiente per il materiale.

Difetti dello stampaggio a iniezione cinque: Cstrisce di colore
Striature di colore
Lo squilibrio di colore apparente è il colore della superficie del prodotto non è lo stesso, può essere vicino alla testa e lontano, occasionalmente nel bordo tagliente dell'area di flusso del materiale.

Motivi fisici
Il colore non uniforme è causato dalla distribuzione non uniforme dei pigmenti, soprattutto quando si aggiunge il colore tramite masterbatch, toner o colore liquido.
Quando la temperatura è inferiore alla temperatura di lavorazione raccomandata, il master del colore non può essere completamente omogeneizzato. Quando la temperatura di stampaggio è troppo alta o il tempo di permanenza del barile è troppo lungo, è facile che si verifichi la degradazione termica del pigmento o della plastica, con conseguente colore non uniforme.
Quando il materiale è plastificato o omogeneizzato alla temperatura corretta, se iniettato troppo rapidamente attraverso la sezione trasversale della testa, il calore di attrito può provocare la degradazione del pigmento e il cambiamento di colore.
Di solito, quando si utilizzano masterbatch colorati, è necessario garantire la compatibilità delle proprietà chimiche e fisiche del pigmento e della resina da colorare con la sua soluzione.
Di seguito sono riportati i motivi relativi ai parametri di elaborazione e alle misure di miglioramento:
1. Il materiale non è mescolato in modo uniforme per ridurre la velocità della vite; aumentare la temperatura del cilindro e la contropressione della vite.
2. Se la temperatura di fusione è troppo bassa, aumentare la temperatura del cilindro e ridurre la pressione.
3. La contropressione della vite è troppo bassa, aumentare la contropressione della vite.
4. La velocità della vite è troppo elevata, ridurre la velocità della vite.
Di seguito sono riportati i motivi legati alla progettazione e alle misure di miglioramento:
1. Se la corsa della vite è troppo lunga, si deve utilizzare un cilindro di grande diametro o un confronto di diametro lungo.
2. Il cilindro con un grande diametro o un grande rapporto lunghezza-diametro deve essere utilizzato per il breve tempo di permanenza del materiale fuso nel cilindro.
3. Se la vite L: D è troppo bassa, utilizzare il cilindro con un diametro maggiore.
4. Il rapporto di compressione della vite è basso, la vite ad alto rapporto di compressione.
5. Nessun taglio e sezioni miste fornire un taglio e/o sezioni miste.
Difetti dello stampaggio a iniezione sei: Strisce carbonizzate
Strisce carbonizzate
La superficie del prodotto apparente presenta striature molto scure di colore argento e marrone chiaro.

Motivi fisici
Le macchie scure e bruciacchiate sono causate da un'eccessiva degradazione termica della massa fusa. I segni marrone chiaro sono dovuti all'ossidazione o alla decomposizione della massa fusa. Le linee argentate sono generalmente causate dall'attrito sulla vite, sull'anello di controllo, sull'ugello, sulla testa del materiale, sulla sezione trasversale stretta o sull'area del bordo tagliente del prodotto.
In generale, quando la macchina viene spenta e il barile continua a essere riscaldato, si verifica una grave degradazione o decomposizione delle materie plastiche.
Se si riscontrano strisce solo in prossimità della testa, la causa non è solo l'inadeguata ottimizzazione del controllo della temperatura del canale caldo, ma anche l'ugello della macchina.
Anche se la temperatura della massa fusa è leggermente più alta, il tempo di permanenza della massa fusa nel barile è relativamente lungo, con conseguente declino delle proprietà meccaniche del prodotto.
A causa della reazione a catena di degradazione causata dal movimento termico delle molecole, la fluidità della massa fusa aumenterà, per cui si verificherà inevitabilmente il fenomeno della tracimazione dello stampo. Prestare particolare attenzione ai prodotti complessi stampi a iniezione.
Di seguito sono riportati i motivi relativi ai parametri di elaborazione e alle misure di miglioramento:
1. Se la temperatura di fusione è troppo alta, ridurre la temperatura del cilindro.
2. Se la temperatura del canale caldo è troppo alta per controllare la temperatura del canale caldo, ridurre la temperatura del canale caldo.
3. Il barile di piccolo diametro viene utilizzato quando il materiale fuso rimane troppo a lungo nel barile.
4. La velocità di iniezione è troppo elevata per ridurre la velocità di iniezione: iniezione multistadio: veloce-lenta.
Difetti nello stampaggio a iniezione: Strisce di fibra di vetro
Strisce di fibra di vetro
La superficie del materiale fuso prodotti per lo stampaggio a iniezione di plastica con la fibra di vetro appare una varietà di difetti: grigio, ruvido, alcuni dei punti luminosi del metallo e altre caratteristiche evidenti, in particolare la parte convessa dell'area di flusso del materiale, la convergenza del fluido vicino alla linea di giunzione.

Motivi fisici
Se la temperatura di iniezione è troppo bassa e la temperatura dello stampo è troppo bassa, il materiale contenente la fibra di vetro tende a condensare troppo rapidamente sulla superficie dello stampo, dopo di che la fibra di vetro non è più incorporata nella massa fusa.
Quando due linee frontali di flusso del materiale si incontrano, l'orientamento della fibra di vetro è nella direzione di ciascun flusso sottile, con conseguente irregolarità del materiale superficiale all'intersezione, con conseguente formazione di giunti o linee di flusso.
Questi fenomeni sono più evidenti quando la massa fusa nel cilindro non è completamente miscelata, ad esempio se la corsa della vite è troppo lunga, con conseguente miscelazione non uniforme della massa fusa iniettata.
Di seguito sono riportati i motivi relativi ai parametri di elaborazione e alle misure di miglioramento:
1. La velocità di iniezione è troppo bassa per aumentare la velocità di iniezione: considerare l'utilizzo di un'iniezione multistadio: prima lenta e poi veloce.
2. La temperatura dello stampo è troppo bassa per aumentare la temperatura dello stampo.
3. Se la temperatura di fusione è troppo bassa, aumentare la temperatura del cilindro e ridurre la pressione.
4. La variazione di temperatura della massa fusa è elevata, ad esempio la massa fusa non è omogenea; aumentare la contropressione della vite; ridurre la velocità della vite; utilizzare una canna più lunga per accorciare la corsa.
Difetti dello stampaggio a iniezione otto: Trabocco (Flash)
Trabocco (Flash)
Intorno all'incavo, lungo la linea di separazione o sulla superficie di tenuta dello stampo, compare un sottile bordo di sfaldamento.

Motivi fisici
Nella maggior parte dei casi, la tracimazione si verifica perché la forza di serraggio della macchina non è sufficiente a bloccare e sigillare lo stampo lungo la linea di divisione durante l'iniezione e il mantenimento della pressione. Se nella cavità è presente una pressione elevata, la deformazione dello stampo può causare la tracimazione dello stampo.
In condizioni di elevata temperatura di stampaggio e velocità di iniezione, la colata può ancora fluire completamente alla fine del canale di flusso; se il tocco non è bloccato, si produrrà un bordo di traboccamento.
Se il trabocco si verifica in un solo punto dello stampo, indica un difetto dello stampo stesso: lo stampo non è completamente sigillato in quel punto. Caso tipico di traboccamento: il traboccamento locale è dovuto a difetti dello stampo, mentre la diffusione all'intero ambiente circostante è dovuta a una forza di serraggio insufficiente.
È necessario prestare attenzione! Per evitare il traboccamento, occorre prestare attenzione quando si aumenta la forza di serraggio, perché una forza di serraggio eccessiva può facilmente danneggiare lo stampo.
Si raccomanda di identificare attentamente la vera causa del traboccamento. Soprattutto prima di utilizzare uno stampo a più cavità, è bene preparare alcuni dati di analisi dello stampo per fornire una risposta corretta a tutte le domande.
Di seguito sono riportati i motivi relativi ai parametri di elaborazione e alle misure di miglioramento:
1.La forza di serraggio non è sufficiente per aumentare la forza di serraggio
2. La velocità di iniezione è troppo elevata ridurre la velocità di iniezione: iniezione multistadio: veloce - lenta
3.Il pressostato tardivo un po' prima del pressostato
4. La temperatura di fusione è troppo alta per ridurre la temperatura del cilindro.
5. La temperatura della parete dello stampo è troppo alta, ridurre la temperatura della parete dello stampo
6. La pressione è troppo alta, ridurre la pressione
Di seguito sono riportati i motivi legati alla progettazione e alle misure di miglioramento:
1. La resistenza della cavità dello stampo non è sufficiente ad aumentare la resistenza dello stampo.
2. Lo stampo non è sufficientemente sigillato in corrispondenza della linea di demarcazione o del bordo convesso per cui è necessario riprogettare lo stampo.
Difetti nello stampaggio a iniezione: Restringimento (segni di affondamento)
Restringimento (segni di affondamento)
Sono presenti ammaccature nell'area di accumulo del materiale sulla superficie della parti stampate ad iniezione in plastica. L'acqua di ritiro si verifica principalmente nelle parti in plastica in cui la parete è spessa o in cui lo spessore uniforme della parete cambia.

Motivi fisici
Quando il prodotto viene raffreddato, si verifica una contrazione (riduzione di volume, ritiro); in questo momento lo strato esterno della parete dello stampo si congela per primo, formando tensioni interne al centro del prodotto.
Se la sollecitazione è troppo elevata, può causare la deformazione plastica dello strato esterno, in altre parole il suo abbassamento verso l'interno.
Se si verifica il ritiro e la deformazione della parete esterna non viene stabilizzata (perché non c'è raffreddamento) e la pressione di mantenimento non viene reintegrata nello stampo, si formerà un assestamento tra la parete dello stampo e lo strato esterno solidificato del prodotto.
Queste depressioni vengono solitamente definite contrazioni. Se il prodotto ha una sezione spessa, tale contrazione può verificarsi anche dopo la sformatura. Questo perché all'interno c'è ancora del calore che attraversa lo strato esterno e lo riscalda. Le sollecitazioni di trazione nel prodotto fanno sì che lo strato esterno caldo si assesti verso l'interno, contraendosi nel processo.
Di seguito sono riportati i motivi relativi ai parametri di elaborazione e alle misure di miglioramento:
1. La pressione è troppo bassa per aumentare la pressione
2. Il tempo di mantenimento è troppo breve per prolungare il tempo di mantenimento
3. La temperatura della parete dello stampo è troppo elevata, ridurre la temperatura della parete dello stampo
4. La temperatura di fusione è troppo alta per ridurre la temperatura di fusione, ridurre la temperatura del barile
Di seguito sono riportati i motivi legati alla progettazione e alle misure di miglioramento:
1. La sezione trasversale della testa è troppo piccola per aumentare la sezione trasversale della testa
2. La testa del materiale è troppo lunga accorciare la testa del materiale
3. Il foro dell'ugello è troppo piccolo per poter aumentare l'apertura dell'ugello.
4. La testa del materiale è posizionata nella parete spessa in corrispondenza della parete sottile.
5. Accumulo eccessivo di materiale per evitare l'accumulo di materiale
6. La sezione parete/barre non è ragionevole per fornire un rapporto parete/barre più ragionevole.

Difetti nello stampaggio a iniezione: Breve ripresa
Breve ripresa
Aspetto: La cavità non è riempita, principalmente lontano dalla testa o dalla superficie sottile della parete.

Motivi fisici
La pressione di iniezione e/o la velocità di iniezione della massa fusa è troppo bassa e la massa fusa si raffredda alla fine della lunghezza del flusso. Questo accade di solito quando si iniettano materiali ad alta viscosità a basse temperature della colata e dello stampo. Può anche verificarsi quando è richiesta un'elevata pressione di pressatura ma le impostazioni di mantenimento della pressione sono sproporzionatamente basse.
Quando è richiesta un'elevata pressione di iniezione, la tenuta della pressione deve essere aumentata in proporzione: normalmente, la tenuta della pressione deve essere pari a circa 50% della pressione di iniezione, ma se si utilizza un'elevata pressione di iniezione, la tenuta della pressione deve essere pari a 70%~80%.
Se l'insoddisfacente stampato a iniezione si trova vicino alla testa, si può interpretare che il fronte del fluido è bloccato in questi punti e le aree più spesse vengono riempite per prime. Pertanto, dopo che la cavità è stata quasi riempita, la colata sulla parete sottile si è condensata e c'è una piccola quantità di flusso al centro del fluido, con conseguente iniezione insufficiente.
Di seguito sono riportati i motivi relativi ai parametri di elaborazione e alle misure di miglioramento:
1. Aumentare la pressione di iniezione se la pressione di iniezione è troppo bassa
2. La velocità di iniezione è troppo bassa. Aumentare la velocità di iniezione
3.La pressione è troppo bassa per poterla aumentare
4. Il pressostato troppo presto ritarda il passaggio dall'iniezione al mantenimento della pressione.
5. Se la temperatura di fusione è troppo bassa, aumentare la temperatura della canna e riavvitare la pressione.
6. Il tempo di mantenimento è troppo breve per prolungarlo
Di seguito sono riportati i motivi legati alla progettazione e alle misure di miglioramento:
1. La sezione trasversale del canale/ testa è troppo piccola per aumentare la sezione trasversale del canale/ testa
2. Lo scarico insufficiente dello stampo migliora la proprietà di scarico dello stesso
3. Il foro dell'ugello è troppo piccolo per poter aumentare l'apertura dell'ugello.
4. Lo spessore della parete sottile non è sufficiente per aumentare lo spessore della sezione.

Difetti dello stampaggio a iniezione undici: Curvatura
Curvatura
La forma del pezzo apparente ruota o si contorce dopo la sformatura o per qualche tempo dopo. In genere, la parte piatta del prodotto è ondulata e il bordo dritto si piega o si torce verso l'interno o verso l'esterno.

Motivi fisici
Il prodotto - a causa delle sue proprietà - si sposta all'interno della catena molecolare congelata sotto sforzo. In fase di sformatura, a seconda della forma dei diversi prodotti, le sollecitazioni causeranno spesso diversi gradi di deformazione.
Lo stress interno fa sì che il prodotto si restringa in modo non uniforme, che le piccole particelle si spostino, che il raffreddamento nelle particelle non sia bilanciato o che la pressione nelle particelle sia eccessiva.
In particolare, i prodotti realizzati con materiali parzialmente cristallini, come PE, PP e POM, hanno maggiori probabilità di restringersi e deformarsi rispetto ai materiali amorfi come PS, ABS, PMMA e PC.
Di seguito sono riportati i motivi relativi ai parametri di elaborazione e alle misure di miglioramento:
1. La pressione all'interno dello stampo è troppo alta per ridurre la pressione, il pressostato in anticipo
2. La temperatura dello stampo è troppo bassa per aumentare la temperatura dello stampo
3. Fronte del fluido, viscosità troppo bassa per aumentare la velocità di iniezione
4. Se la temperatura di fusione è troppo bassa, aumentare la temperatura della canna e riavvitare la pressione.
Di seguito sono riportati i motivi legati alla progettazione e alle misure di miglioramento:
1. La temperatura dello stampo non è stabile per garantire l'equilibrio tra raffreddamento e riscaldamento degli agenti distaccanti dello stampo.
2. Spessore della sezione irregolare in base alle caratteristiche della resina riprogettare le dimensioni della forma del prodotto

Difetti di stampaggio a iniezione del dodicesimo: Bianco superiore (segni di espulsione)
Bianco superiore (segni di espulsione)
Le apparenze di sbiancamento e di innalzamento delle tensioni si riscontrano sul lato del prodotto rivolto verso l'ugello, cioè dove si trova l'asta di espulsione sul lato di espulsione dello stampo.

Fisico motivi
Se la forza di rilascio necessaria è troppo elevata o la superficie della barra di espulsione è relativamente piccola, la pressione superficiale in questo punto sarà elevata e si verificherà una deformazione, causando infine lo sbiancamento dell'area di espulsione.
Di seguito sono riportate le cause e le misure di miglioramento relative ai parametri di elaborazione:
1. Se la pressione di mantenimento è troppo alta Ridurre la pressione di mantenimento
2. Se il tempo di mantenimento è troppo lungo, ridurre il tempo di mantenimento.
3. l'interruttore del tempo di mantenimento è troppo tardivo per poter commutare la pressione di mantenimento in anticipo
4. Il tempo di raffreddamento è troppo breve Prolungare il tempo di raffreddamento
Di seguito sono elencati i motivi legati alla progettazione e le misure di miglioramento:
1. Pendenza di sformatura insufficiente Selezionare la pendenza di sformatura in base alle specifiche.
2. Superficie ruvida in direzione di sformatura Lucidatura dello stampo in direzione di sformatura
3. Vuoto formato sul lato dell'espulsore Valvola dell'aria installata nel nucleo
Sintesi
I difetti nello stampaggio a iniezione possono essere costosi e richiedere molto tempo per la risoluzione dei problemi e la correzione. Conoscendo i difetti più comuni, è possibile prendere precauzioni per evitarli in anticipo.
Ci auguriamo che questo articolo sia stato utile per delineare alcuni dei più comuni stampaggio a iniezione difetti. Se avete domande o desiderate maggiori informazioni su come prevenire questi problemi, potete contattare ZetarMold.







