 Vai al contenuto
Vai al contenuto 


La progettazione di pezzi stampati in plastica nella nostra fabbrica comporta un processo preciso di ingegneria e artigianato, che garantisce che ogni pezzo soddisfi rigorosi standard di qualità e prestazioni.
La progettazione di pezzi stampati in plastica si concentra sulla scelta dei materiali, sulla geometria dei pezzi e sulla progettazione degli stampi per aumentare la durata, le prestazioni e l'efficacia dei costi, riducendo al minimo gli sprechi di materiale e ottimizzando i processi di produzione.
Sebbene questa introduzione illustri gli elementi essenziali della progettazione di parti in plastica, l'approfondimento di ciascun componente offre spunti per migliorare i risultati di produzione. Scoprite come la selezione dei materiali e le tecniche avanzate di progettazione degli stampi migliorano la qualità dei pezzi e l'efficienza della produzione.
La progettazione ottimizzata degli stampi riduce i costi di produzione.Vero
Una progettazione efficace degli stampi migliora l'utilizzo dei materiali e riduce al minimo i difetti, riducendo le spese di produzione complessive.
Tutti i pezzi stampati in plastica sono progettati con lo stesso processo.Falso
La progettazione dei pezzi stampati varia notevolmente in base ai requisiti funzionali, alle proprietà dei materiali e alle esigenze specifiche dell'applicazione.
Che cos'è la progettazione strutturale e dimensionale delle parti stampate in plastica?
La progettazione strutturale e dimensionale è fondamentale nello stampaggio di parti in plastica, in quanto ne influenza la funzione, la longevità e la producibilità in diverse applicazioni.
La progettazione di pezzi stampati in plastica richiede attenzione alle dimensioni, alle tolleranze e all'integrità strutturale per garantire prestazioni efficaci. Tra gli elementi importanti vi sono lo spessore delle pareti, il disegno delle nervature e gli angoli di sformo per migliorare la resistenza e l'efficienza dello stampaggio.

Design della struttura
-
Dimensioni dello stampo:Quando si progettano le dimensioni dello stampo, è necessario considerare i requisiti dimensionali del prodotto e il tasso di contrazione del materiale plastico. In genere, le dimensioni dello stampo devono essere maggiori di quelle del prodotto finale stampato. I diversi materiali plastici hanno tassi di ritiro diversi, generalmente compresi tra 0,1% e 2%.
-
Metodo di divisione dello stampo1:Scegliere il metodo di divisione dello stampo appropriato in base alla forma e ai requisiti del prodotto. I metodi più comuni di divisione dello stampo includono stampo superiore fisso, stampo inferiore mobile, stampo superiore mobile, stampo inferiore fisso, divisione dello stampo a destra e a sinistra, ecc. Il metodo di divisione dello stampo deve tenere conto della forma del prodotto, della difficoltà di produzione, della struttura dello stampo, del costo e di altri fattori, e cercare di dividere lo stampo senza problemi e con un'elevata efficienza produttiva.
-
Sistema di raffreddamento2:Il sistema di raffreddamento dello stampo ha un grande impatto sulla qualità dei prodotti in plastica e sull'efficienza della produzione. La disposizione e le dimensioni dell'acqua di raffreddamento devono essere progettate in modo ragionevole. Il canale dell'acqua di raffreddamento deve essere il più vicino possibile al contorno del prodotto per migliorare l'effetto di raffreddamento. Allo stesso tempo, occorre prestare attenzione a evitare le deformazioni causate da un raffreddamento non uniforme, a ridurre il tempo di raffreddamento e a migliorare l'efficienza produttiva.
-
Sistema di scarico:Quando si progetta uno stampo, è necessario considerare il gas generato durante il riempimento e il raffreddamento del materiale plastico nello stampo. È necessario disporre di un sistema per eliminare il gas. La progettazione del sistema di scarico deve cercare di evitare la produzione di bolle e di brevi scatti e altri difetti, migliorando la qualità del prodotto.
-
Design della tramoggia:Il design della tramoggia deve essere organizzato in modo ragionevole, con la tramoggia e l'ugello posizionati in modo da garantire che il materiale plastico fluisca uniformemente nella tramoggia, evitando il blocco del materiale e le bolle dell'ugello. Allo stesso tempo, occorre considerare il collegamento tra la tramoggia e lo stampo, in modo da facilitarne lo smontaggio e la pulizia.

Dimensione Design
-
Design dello spessore della parete:Lo spessore della parete del prodotto influisce direttamente sulla qualità e sulle prestazioni del prodotto stampato. Se la parete è troppo spessa, causerà il ritiro e la deformazione dello stampo, mentre se la parete è troppo sottile, il prodotto mancherà di resistenza. Nel processo di progettazione, lo spessore della parete deve essere ragionevolmente controllato in base all'uso e ai requisiti del prodotto per migliorarne la qualità.
-
Design della forza di serraggio3:La forza di serraggio è la forza necessaria per separare lo stampo e deve essere determinata in base alle dimensioni del prodotto, alla sua struttura e alla natura del materiale. Se la forza di serraggio è troppo elevata, aumenta il carico sull'attrezzatura. Se la forza di serraggio è troppo bassa, lo stampo non si separa completamente.
-
Design delle parti scorrevoli4:Quando si stampano pezzi con struttura scorrevole, è necessario progettare correttamente la posizione e la forma del cursore. In questo modo, il cursore si muoverà senza problemi e non si bloccherà o danneggerà durante l'uso. Inoltre, quando si progetta lo stampo, è necessario prestare attenzione alle dimensioni delle parti scorrevoli e dello stampo. In questo modo, lo stampo si aprirà e si chiuderà senza problemi.
-
Design a trazione5:Per assicurarsi che l'asta di trazione non si pieghi o si rompa quando si stira qualcosa con una grande forza di trazione, è necessario collocarla nel posto giusto e assicurarsi che abbia la forma giusta. È inoltre necessario assicurarsi che l'asta di trazione e lo stampo siano delle dimensioni giuste, in modo da poter allungare le cose in modo corretto.
Un adeguato spessore delle pareti riduce la probabilità di deformazione dei pezzi stampati.Vero
Lo spessore costante delle pareti assicura un raffreddamento e una solidificazione uniformi, riducendo al minimo le sollecitazioni e le deformazioni.
Tutti i pezzi stampati in plastica richiedono un design complesso delle nervature per essere funzionali.Falso
Spesso i progetti più semplici possono essere funzionali anche senza nervature complesse, a seconda dell'applicazione e dei requisiti di carico.
Qual è il processo di progettazione e sviluppo delle parti stampate in plastica?
La progettazione e lo sviluppo di parti stampate in plastica comportano un approccio sistematico per garantire efficienza, funzionalità e qualità nella produzione in vari settori.
Il processo di progettazione dei componenti stampati in plastica comprende la creazione del concetto, la selezione del materiale, la progettazione dello stampo, la prototipazione e il collaudo, con particolare attenzione alla producibilità, all'economicità e al raggiungimento di specifiche proprietà meccaniche.

Determinare la domanda
Innanzitutto, è necessario sapere a cosa serve questo pezzo di plastica. Si tratta di un pezzo giocattolo o di una parte di un'automobile? Una volta capito a cosa serve, saprete quali sono i requisiti prestazionali da soddisfare. Deve essere forte? Deve essere resistente all'usura? Deve essere resistente agli agenti chimici? E così via. Allo stesso tempo, dobbiamo anche pensare a qualsiasi requisito speciale che il cliente o il mercato hanno per questa parte in plastica. Deve avere un bell'aspetto? Deve essere di un certo colore? Deve essere economico? E così via.
Iniziare a disegnare
In base a ciò che mi ha detto il progettista, schizzo un semplice pezzo di plastica su carta o con un software. Mostrerei la forma e le dimensioni approssimative. A questo punto non mi preoccuperei di essere troppo preciso. Voglio solo dare un'idea generale. Voglio vedere se sembra che possa funzionare. Ad esempio, se ci sono punti in cui la forma è davvero strana e non può essere realizzata, o se le dimensioni non sembrano adatte all'uso che se ne farà.
Progetto dettagliato
Gli schizzi vengono ulteriormente perfezionati e il modello 3D della parte in plastica viene disegnato con precisione utilizzando software di progettazione specializzato6 (ad esempio, CAD, ProE, ecc.). In questo processo, è necessario determinare le dimensioni specifiche della parte in plastica, i dettagli della forma di ogni parte, lo spessore della parete appropriato e così via. È inoltre necessario considerare il modo in cui la parte in plastica si adatta ad altre parti, ad esempio se deve essere accoppiata con fori per viti o giuntata con altre parti.

Allo stesso tempo, scegliere il materiale plastico giusto. I diversi materiali plastici hanno caratteristiche diverse. Alcuni sono molto duri, altri molto morbidi. Alcuni sono trasparenti, altri opachi. La scelta va fatta in base all'utilizzo dei componenti in plastica e alle prestazioni richieste.
Analisi e controllo
Fate una serie di test sulle parti in plastica che avete progettato per vedere se funzioneranno davvero. Ad esempio, utilizzate un software di fantasia per vedere se la parte in plastica si piega o si rompe quando la si preme, controllate quanto si scalda, vedete quanto bene la plastica scorre nello stampo e così via. Se si riscontrano problemi, è necessario tornare indietro e modificare il progetto fino a quando tutti i test non risultano corretti.
Realizzazione dello stampo
Una volta progettata una parte in plastica, è necessario realizzare uno stampo per la produzione in serie. Il progettista dello stampo progetta la struttura dello stampo sulla base del disegno del pezzo in plastica, compresa la cavità dello stampo (dove si forma il pezzo in plastica), la porta (dove il materiale plastico fuso entra nello stampo), il sistema di raffreddamento (per consentire alla plastica di raffreddarsi rapidamente per lo stampaggio) e così via. Quindi si individua una fabbrica che elabori e produca lo stampo in base al progetto. disegno di progettazione dello stampo[^7]. Questo processo richiede un'elevata precisione, poiché la qualità dello stampo influisce direttamente sulla qualità della parte in plastica.
Stampo di prova
Una volta che lo stampo è pronto, la prima cosa da fare è testare lo stampo sulla macchina per lo stampaggio a iniezione. Si riscalda il materiale plastico, lo si fonde, lo si inietta nella cavità dello stampo attraverso la macchina per lo stampaggio a iniezione, quindi si apre lo stampo dopo che la plastica si è raffreddata e solidificata e si estraggono le parti in plastica.

Si verifica se le parti in plastica corrispondono al progetto, se non ci sono difetti, ad esempio la superficie non è liscia, ci sono bolle, le dimensioni non sono precise e così via. Se c'è un problema, è necessario regolare lo stampo o i parametri del processo di iniezione (come temperatura, pressione, velocità di iniezione, ecc.), e poi provare di nuovo lo stampo, finché non si ottiene un pezzo di plastica soddisfacente.
Produzione di massa
Una volta testato con successo lo stampo, si può iniziare a produrre in serie i pezzi in plastica. Durante la produzione, è necessario controllare rigorosamente la qualità della produzione e verificare regolarmente le dimensioni, l'aspetto e le prestazioni dei pezzi di plastica per assicurarsi che ogni prodotto soddisfi i requisiti.
Ispezione e miglioramento della qualità
I test di qualità sono necessari per i componenti in plastica. Utilizzate diversi metodi (come la misurazione delle dimensioni, le prove di resistenza, il controllo dell'aspetto, ecc.) per scoprire quali prodotti non soddisfano gli standard. Inoltre, prestate attenzione ai feedback dei clienti e ai problemi che si presentano durante la produzione. Migliorare la progettazione o il processo di produzione dei componenti in plastica in modo che la qualità continui a migliorare.
Una corretta progettazione degli stampi è essenziale per la qualità dei pezzi in plastica.Vero
Uno stampo ben progettato garantisce precisione, riduce i difetti e migliora la ripetibilità del processo produttivo.
Tutti i pezzi stampati in plastica richiedono stampi complessi.Falso
La complessità di uno stampo dipende dal progetto e dai requisiti del pezzo; i pezzi semplici possono richiedere stampi meno complessi.
Quali sono i punti chiave per la progettazione di parti stampate in plastica?
La progettazione di pezzi stampati in plastica richiede un equilibrio tra funzionalità, producibilità, selezione dei materiali e convenienza economica per garantire una produzione e prestazioni di alta qualità.
La progettazione di pezzi stampati in plastica richiede la comprensione delle proprietà dei materiali, la garanzia di un corretto spessore delle pareti, l'incorporazione di angoli di sformo e la pianificazione della producibilità per migliorare le prestazioni, la durata e l'efficienza dei costi del prodotto.

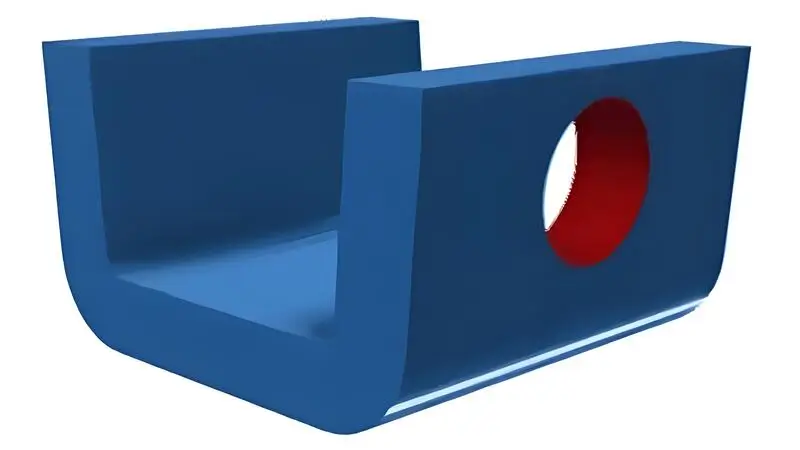
Foro
I fori devono essere il più semplici possibile, generalmente rotondi. Il foro deve essere nella stessa direzione dell'apertura dello stampo, in modo da evitare la trazione dell'anima. Quando il rapporto lunghezza/diametro del foro è superiore a 2, è necessario impostare la pendenza di sformatura.
A questo punto, il diametro del foro deve essere calcolato in base alla dimensione del diametro piccolo (la dimensione del solido più grande). Il rapporto L/D dei fori ciechi non è generalmente superiore a 4. La distanza tra il foro e il bordo del prodotto è generalmente maggiore della dimensione del foro.
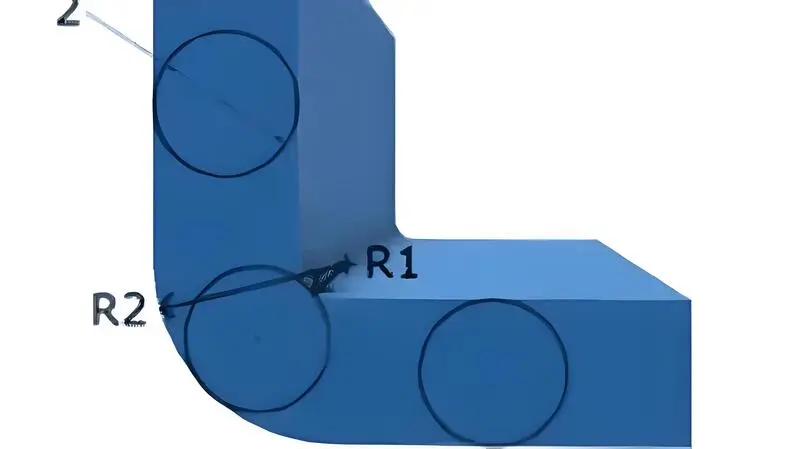
Angoli arrotondati
Se gli angoli arrotondati sono troppo piccoli, il prodotto può incrinarsi a causa della concentrazione di tensioni. Se gli angoli arrotondati sono troppo piccoli, la cavità dello stampo potrebbe rompersi a causa della concentrazione delle sollecitazioni. L'impostazione di un angolo arrotondato ragionevole può anche migliorare il
Il processo di lavorazione dello stampo, come la fresatura diretta della cavità con una fresa R, evita l'inefficienza della lavorazione elettrica. Angoli arrotondati diversi possono causare lo spostamento delle linee di demarcazione, e angoli diversi arrotondati o puliti devono essere scelti in base alla situazione reale. Marcatura
La marcatura del prodotto è generalmente impostata sulla superficie interna del prodotto relativamente piatta, e la forma in rilievo, selezionare la direzione normale e il righello della direzione di stampaggio può essere coerente con la faccia della marcatura, si può evitare di sforzare.
Precisione delle parti stampate a iniezione; a causa della non uniformità e dell'incertezza del ritiro durante lo stampaggio a iniezione, la precisione delle parti stampate a iniezione è ovviamente inferiore a quella delle parti in metallo e i requisiti di tolleranza appropriati devono essere selezionati in conformità allo standard (OSJ1372-1978).

Inserti
È possibile inserire inserti nei pezzi stampati a iniezione per renderli più resistenti, più duri, più precisi e per inserire piccoli fori filettati (boss) per qualsiasi motivo. Inoltre, rendono il pezzo più costoso. Gli inserti sono solitamente in ottone, ma possono essere realizzati in altri metalli o in plastica. Gli inserti stampati nella parte in plastica devono essere progettati in modo da non ruotare o estrarsi.
Ad esempio: zigrinature, fori, sottosquadri, spessori, spalle, ecc. Gli inserti che circondano la plastica devono essere più spessi per evitare che la plastica si rompa. Quando si progetta un inserto, si deve pensare a come sarà tenuto nello stampo (fori, perni, magneti, ecc.).
Inclinazione del rilascio dello stampo
Una buona pendenza di rilascio dello stampo può evitare che il prodotto venga tirato per i capelli. La pendenza di rilascio dello stampo deve essere superiore a 0,5 gradi per le superfici lisce, superiore a 1 grado per le superfici a trama fine e superiore a 1,5 gradi per le superfici a trama grossa. Una buona pendenza di rilascio dello stampo può evitare la lesione della parte superiore del prodotto.
Quando si progettano prodotti con struttura a cavità profonda, la pendenza della superficie esterna deve essere inferiore a quella della superficie interna per garantire che il nucleo dello stampo non si discosti durante lo stampaggio a iniezione, per ottenere uno spessore uniforme della parete del prodotto e per assicurare la resistenza della densità del materiale della parte aperta del prodotto.
Spessore della parete
Le diverse materie plastiche hanno una certa gamma di spessori di parete, generalmente da 0,5 a 4 mm. Se lo spessore della parete è superiore a 4 mm, il tempo di raffreddamento è eccessivo, con conseguente ritiro e altri problemi. Si dovrebbe prendere in considerazione la possibilità di cambiare la struttura del prodotto. Uno spessore della parete non uniforme provoca la comparsa di rientranze sulla superficie. Lo spessore irregolare della parete provoca fori d'aria e segni di fusione.

Rinforzo
L'uso corretto del rinforzo può rendere il prodotto più rigido e ridurne la deformazione. Lo spessore dell'armatura deve essere inferiore a 1/3 dello spessore della parete del prodotto, altrimenti causerà una frattura della superficie. L'inclinazione di un lato della barra di rinforzo deve essere superiore a 1,5° per evitare lesioni dall'alto.
Cerniera monopezzo
Sfruttando la tenacità del materiale PP, la cerniera può essere progettata per essere integrata nel prodotto. La dimensione del film utilizzato come cerniera deve essere inferiore a 0,5 mm e mantenuta uniforme. Nello stampaggio a iniezione di una cerniera monopezzo, il cancello può essere progettato solo su un lato della cerniera.
Stampaggio a iniezione con assistenza a gas
Lo stampaggio a iniezione assistito da gas può rendere i prodotti più rigidi e meno soggetti a deformazioni. Lo stampaggio a iniezione assistito da gas può prevenire il ritiro. L'utilizzo di stampaggio a iniezione assistito da gas7 può risparmiare materie prime e ridurre i tempi di raffreddamento.
Direzione di apertura dello stampo e linea di separazione
Quando si progetta un prodotto stampato a iniezione, la direzione di apertura dello stampo e la linea di divisione devono essere determinate all'inizio del processo di progettazione. Ciò consente di ridurre al minimo la necessità di complessi meccanismi di estrazione dell'anima e di eliminare l'impatto negativo sull'aspetto del prodotto causato dalla linea di divisione.
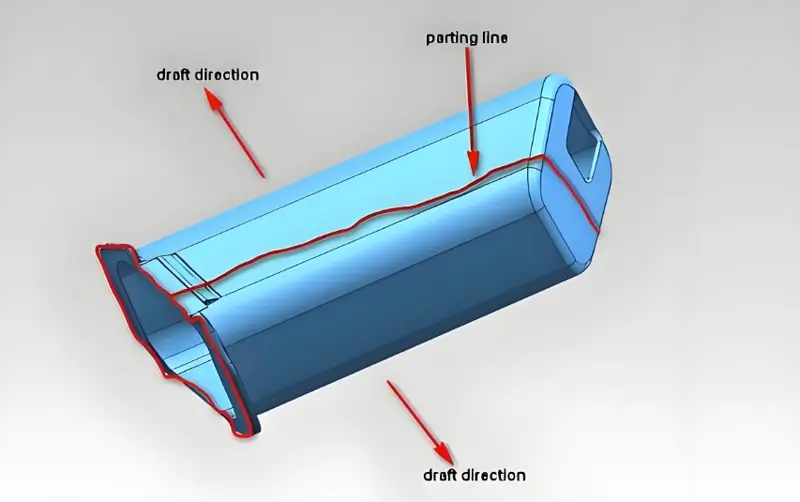
Una volta che si sa da che parte si apre lo stampo, si possono progettare i rinforzi, le clip, le nervature e altre caratteristiche in modo che corrispondano il più possibile alla direzione di apertura dello stampo. In questo modo si eviteranno i sottosquadri, si ridurranno le linee di cucitura e lo stampo durerà più a lungo. Ad esempio, se lo stampo si apre in direzione X per il pezzo e si progetta un elemento che si apre in direzione Y, è necessario indicarlo sul disegno. Una volta che si sa da che parte si apre lo stampo, si può scegliere la linea di divisione migliore per far sì che il pezzo abbia un aspetto e un funzionamento ottimali.
Meccanismo di estrazione del nucleo dello stampo a iniezione ed evitabile
Quando il pezzo stampato non può essere sformato senza problemi in base alla direzione di stampaggio, la meccanismo di estrazione del nucleo8 deve essere progettato. Il meccanismo di trazione del nucleo può modellare una struttura complessa del prodotto, ma è facile che provochi linee di cucitura, restringimenti e altri difetti, aumentando il costo dello stampo e riducendone la durata.
La progettazione di prodotti stampati a iniezione, come nessun requisito speciale, cerca di evitare la struttura del nucleo. Ad esempio, la direzione del foro assiale e del tendine rispetto alla direzione dello stampo, l'uso del nucleo della cavità attraverso il tocco e altri metodi.
Saldatura (saldatura a piastra, saldatura a ultrasuoni, saldatura a vibrazione)
La saldatura rende le connessioni più forti. La saldatura può facilitare la progettazione dei prodotti.
Considerazione ragionevole della contraddizione tra prestazioni del processo e del prodotto
Quando si progettano prodotti stampati a iniezione, bisogna pensare all'aspetto del prodotto, al suo funzionamento e alla sua realizzazione. A volte si deve rinunciare a un po' di come è fatto per ottenere un aspetto o una prestazione davvero buoni.
Il corretto spessore delle pareti impedisce la deformazione e i segni di affossamento nei pezzi stampati.Vero
Lo spessore costante delle pareti favorisce un raffreddamento uniforme e riduce i difetti, come deformazioni e segni di affossamento.
Tutti i pezzi stampati in plastica richiedono progetti complessi per essere efficaci.Falso
Anche i progetti semplici possono essere molto efficaci; la complessità dipende dai requisiti specifici del prodotto e dalla funzionalità prevista.
Quali sono gli errori più comuni nella progettazione di parti stampate in plastica?
La progettazione di pezzi stampati in plastica richiede attenzione ai dettagli per evitare errori che possono influire sulla funzionalità e sulla producibilità.
Gli errori di progettazione più comuni nello stampaggio di materie plastiche includono uno spessore di parete inadeguato, angoli di sformo insufficienti e l'ignoranza del flusso di materiale, che causano difetti, costi più elevati e prestazioni ridotte.

Scegliere il materiale sbagliato
Un'altra cosa che vedo sbagliare è la scelta del materiale giusto. Il materiale va scelto in base alla destinazione del pezzo. Se è destinato all'esterno, è necessario inserire stabilizzatori UV per evitare che si rompa. Se si tratta di una parte portante, è necessario inserire dei riempitivi come la fibra di vetro per renderla più resistente. Se si tratta di un pezzo che deve scorrere su qualcosa, è necessario inserire additivi come i lubrificanti.
Spessore della parete non uniforme
Le sezioni trasversali diverse delle pareti sono comuni nella progettazione dei pezzi e possono portare a caratteristiche inaspettate quando vengono stampati. È difficile per le materie plastiche fluire e passare tra spessori di parete non uniformi.
Le sezioni trasversali delle pareti spesse producono un ritiro variabile, che può portare alla distorsione del pezzo. Cercare di rendere le pareti più spesse almeno nell'area del gate e più sottili alla fine del riempimento. Puntate a uno spessore delle pareti di 0,080-0,120 pollici e utilizzate le caratteristiche delle nervature e delle piastre di rinforzo angolari nella progettazione dei pezzi.
Non aggiungere la pendenza di trazione dello stampo
Per far uscire la parte in plastica dallo stampo è necessario un cono di estrazione. Di solito la plastica si restringe verso il centro del pezzo. Se non si dispone di un cono di estrazione, il pezzo rimarrà nello stampo e non uscirà correttamente. Se è possibile, applicare un cono di estrazione di 1° su ciascun lato. Qualsiasi cono di estrazione aiuterà a far uscire il pezzo.
Depressioni inutili
A causa della complessità dei progetti dei pezzi odierni, le depressioni sono previste, ma spesso vengono trascurate. Le depressioni nello stampo devono essere affrontate prima che il pezzo venga rilasciato, altrimenti si danneggia. Ci sono molti modi per affrontare le depressioni nella gestione dello stampo attraverso la progettazione di anime, slitte, anime o sollevatori. Una semplice regola per la progettazione: ammaccature + stampi complessi = costi più elevati.
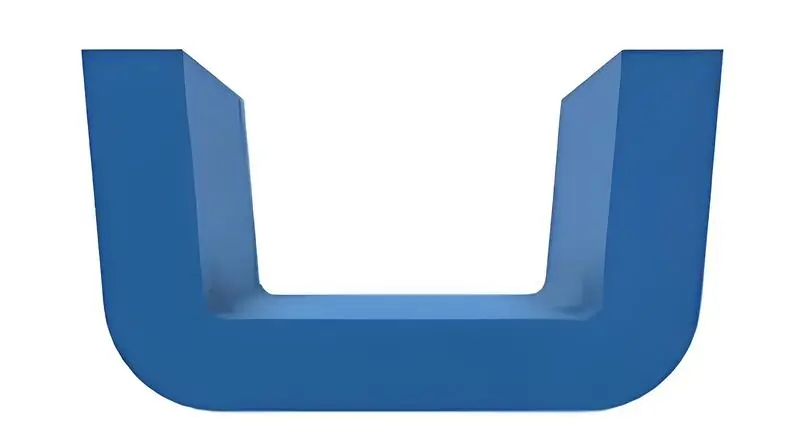
Esclusi i raggi di raccordo
Spesso si dimenticano i raggi di raccordo quando si progettano i pezzi. Ma sono importanti perché rendono il pezzo più resistente. Un raggio riduce le concentrazioni di stress e le fratture nelle parti in plastica. Inoltre, migliora l'aspetto del pezzo e riduce il rischio di lesioni quando lo si maneggia.
Angoli di sformo adeguati migliorano il rilascio dei pezzi stampati dallo stampo.Vero
Gli angoli di sformo consentono di espellere i pezzi stampati senza danni, garantendo una produzione regolare ed efficiente.
Le pareti più spesse sono sempre migliori per i pezzi stampati in plastica.Falso
Se da un lato le pareti spesse possono aumentare la resistenza, dall'altro possono portare a complicazioni come la deformazione e l'aumento del consumo di materiale, quindi l'equilibrio è fondamentale.
Conclusione
La progettazione di pezzi stampati in plastica richiede di considerare sia la struttura che le dimensioni. Per quanto riguarda la struttura, è necessario pensare alle dimensioni dello stampo, a come separare le parti, a come raffreddare lo stampo, a come far uscire l'aria dallo stampo e a come introdurre la plastica nello stampo. Tutti questi aspetti sono importanti per assicurarsi di poter stampare il pezzo in modo efficiente e per garantire che il pezzo sia buono.
Quando si parla di dimensioni, è necessario pensare alle spessore della parete9La forza da usare per bloccare lo stampo, il modo in cui far scorrere le parti e il modo in cui assicurarsi che il pezzo non si rompa. Tutti questi elementi sono importanti per garantire che il pezzo non si deformi e che sia buono.
Il processo di progettazione comprende l'analisi dei requisiti, lo schizzo, la progettazione dettagliata, la costruzione dello stampo, il collaudo dello stampo e la produzione in serie, con particolare attenzione all'ispezione e al miglioramento della qualità. Tra gli errori di progettazione più comuni vi sono la selezione irragionevole dei materiali, lo spessore irregolare delle pareti, la mancanza di pendenza di trafilatura e così via.
-
La comprensione dei vari metodi di divisione degli stampi può migliorare l'efficienza della progettazione e la qualità del prodotto. ↩
-
L'analisi dell'impatto dei sistemi di raffreddamento può aiutarvi a ottimizzare l'efficienza produttiva e la qualità dei prodotti. ↩
-
Imparare a progettare la forza di serraggio è fondamentale per garantire un'efficace separazione degli stampi e la longevità delle attrezzature. ↩
-
La comprensione delle migliori pratiche di progettazione dei pezzi scorrevoli può migliorare la funzionalità e la durata dei vostri componenti in plastica. ↩
-
L'esplorazione di efficaci strategie di progettazione a trazione può prevenire i guasti e migliorare le prestazioni delle parti in plastica sottoposte a stress. ↩
-
Scoprire il miglior software di progettazione può snellire il processo di progettazione e migliorare la precisione nella creazione di pezzi in plastica. ↩
-
Lo stampaggio a iniezione assistito da gas può migliorare la qualità del prodotto e ridurre i costi. Scoprite i suoi vantaggi per ottimizzare il vostro processo produttivo. ↩
-
Imparate a conoscere i meccanismi di estrazione delle anime per evitare le comuni insidie nella progettazione degli stampi e migliorare l'efficienza produttiva. Questa conoscenza è essenziale per il successo. ↩
-
Tutto quello che c'è da sapere sul processo di stampaggio a iniezione a parete sottile: lo stampaggio a iniezione a parete sottile è un processo utilizzato per produrre parti in plastica sottili. ↩






