 Vai al contenuto
Vai al contenuto 

Introduzione: Nel processo di stampaggio a iniezioneLa resina plastica è il materiale principale per la produzione di parti in plastica. Nel processo di produzione, la plastica fusa fluisce nelle metà dello stampo, riempiendo la cavità dello stampo per formare la forma desiderata.
Diversi materiali plastici e metodi di stampaggio a iniezione della gomma possono soddisfare le esigenze di varie applicazioni e garantire la qualità e le prestazioni del prodotto finito.

La lavorazione dello stampo è un aspetto importante nei progetti di stampaggio a iniezione di materie plastiche. Decide la forma e la qualità finale del pezzo o del prodotto che si sta realizzando. Ma uno stampo a iniezione non è solo una parte che indurisce il flusso di plastica fusa. Al contrario, le diverse parti dello stampo a iniezione svolgono funzioni diverse in una stretta struttura di progettazione durante tutto il processo.
In questo articolo parleremo dei diversi sistemi e componenti dello stampo a iniezione e di come influiscono sulla struttura e sul funzionamento complessivo dello stampo.

Qual è il significato di stampo a iniezione?
Uno stampo a iniezione è uno strumento per la realizzazione di prodotti in plastica. È anche uno strumento che conferisce ai prodotti in plastica una struttura completa e dimensioni precise. Poiché il metodo di produzione principale consiste nell'iniettare plastica fusa ad alta temperatura nello stampo attraverso un'alta pressione e un azionamento meccanico, viene chiamato anche stampo a iniezione per plastica.
Quali sono i materiali per gli stampi a iniezione?
Per realizzare gli stampi a iniezione si possono utilizzare diversi metalli e leghe, come l'acciaio al carbonio, l'acciaio inox, l'alluminio, il titanio, il rame berillio e così via. Ma è possibile utilizzare anche stampi in ceramica per materiali che hanno punti di fusione molto elevati.
Il materiale da utilizzare per lo stampo dipende da una serie di fattori, come il numero di pezzi da produrre, il tipo di plastica da utilizzare, la complessità del pezzo, la facilità di lavorazione e le tolleranze.
Ad esempio, l'acciaio inossidabile può resistere fino a un milione di cicli, mentre l'alluminio è adatto a poche migliaia di cicli. In sintesi, il requisito minimo per i materiali degli stampi è che il loro punto di fusione sia superiore a quello della plastica da iniezione.
Ecco una breve descrizione dei comuni materiali per stampi a iniezione;
Ferro
L'acciaio è un ottimo materiale per la costruzione di stampi perché è resistente. Può durare per 5.000 cicli e funziona con ABS, nylon, PP, PC, acrilico e molte altre materie plastiche. È possibile utilizzare l'acciaio A-2, D-2 e M-2 per realizzare anime, cavità e altre parti degli stampi a iniezione.
Acciaio inox
L'aggiunta di cromo e carbonio migliora la resistenza alla corrosione, all'usura e all'abrasione. Pertanto, acciai inossidabili come 420, 316-L, 174-PH possono produrre stampi più complessi e durevoli. Tuttavia, poiché il tasso di decomposizione termica è basso, il tempo di ciclo può essere più lungo.

Acciaio per utensili
L'acciaio per utensili è una lega di ghisa che contiene carbonio e altri elementi di lega. Le diverse leghe e qualità di acciaio per utensili conferiscono agli stampi delle macchine proprietà personalizzate. Ne sono un esempio gli acciai per utensili H-10, H-13, T-15, A6 e M2.
Materiali in alluminio
L'alluminio non è in grado di sopportare più riprese, ma è un materiale molto diffuso per l'attrezzaggio rapido. Ciò significa che è possibile produrre stampi a iniezione in alluminio in modo economico e veloce, perché il materiale è economico e facile da lavorare. Inoltre, l'elevata conducibilità termica di 6061 e 7075 riduce i tempi di ciclo.
Rame berillio
Questa lega di rame è nota per la sua eccellente conducibilità termica e resistenza alla corrosione, che la rendono un ottimo materiale per stampi per parti in plastica di alta precisione. I produttori utilizzano questo metallo per i canali caldi, gli inserti degli stampi, le anime e altro ancora.
Quali sono i componenti principali di uno stampo a iniezione?
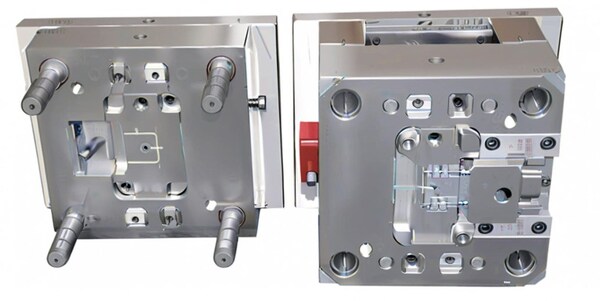
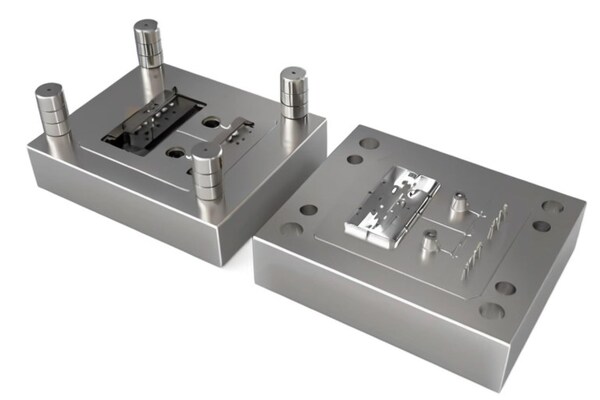
Ogni stampo a iniezione è composto da due parti fondamentali: il lato A della cavità (stazionario) e il lato B della cavità (mobile). La parte stazionaria definisce il contorno esterno del pezzo e forma la cavità per riempire il materiale, mentre il lato B si muove fino alla linea di divisione.

Lato cavità A (lato stazionario)
Il lato cavità A è fissato alla piastra fissa della formatrice e non si muove durante il processo di stampaggio. Ospita il sistema di canali di scorrimento ed è mantenuto in preciso allineamento con il lato mobile B mediante perni di guida e boccole. Pertanto, questo lato contiene anche canali di raffreddamento per far fluire il refrigerante durante la solidificazione.

Lato cavità B (lato mobile)
Il lato B dello stampo è importante per l'apertura e la chiusura dello stampo. Di solito è dotato di un sistema di espulsione e di un modo per trattenere l'inserto. Inoltre, il piano mobile della formatrice si collega a questo lato per aiutare ad aprire e chiudere lo stampo. È importante che questo lato si muova e si allinei correttamente in modo che il pezzo abbia le dimensioni giuste ed esca facilmente dallo stampo.

Cosa comprende lo stampo a iniezione per funzione?
Dopo i componenti principali, ecco i vari componenti dello stampo a iniezione, classificati in base alle loro funzioni. Alcuni di questi componenti trasportano il materiale plastico grezzo, guidano l'apertura e provvedono al raffreddamento. Ciò significa che un insieme specifico di componenti svolge alcune funzioni specifiche per ottenere il risultato desiderato.

Sistema Runner
Vedetela in questo modo: Il cilindro spara il materiale fuso dall'ugello e sono necessari alcuni canali per far arrivare il flusso dall'ugello del cilindro alla porta di iniezione, dove il materiale entra nel pezzo. Il sistema di canali aiuta il materiale a raggiungere il gate. Inoltre, il sistema di canali può avere una serie di canali per distribuire il materiale in giro se si ha uno stampo con più di una parte.
Boccola del canale di colata: Di solito è un canale conico o cilindrico che trasferisce la plastica fusa dalla punta dell'ugello al punto di ingresso del canale. Negli stampi a cavità singola, la porta principale si estende direttamente alla posizione della porta.
Rete di corridori: Il cancello principale divide la colata in diverse cavità attraverso una rete di guide.
Cancello: La rete di canali alimenta la colata verso la porta, che è una piccola apertura nella cavità dello stampo. La porta può essere a spigolo, a perno, a ventaglio o di altro tipo.

Quando si parla di questi componenti del corridore stampi a iniezioneSi pensi alla pressione e alla temperatura. L'ugello stesso mantiene una pressione di iniezione elevata. In questo modo, il materiale scorre uniformemente entro il livello di viscosità desiderato.

I corridori possono essere divisi in due tipi: corridori freddi e corridori caldi. I canali caldi sono dotati di canali ad alta temperatura e di dispositivi di riscaldamento aggiuntivi per mantenere la temperatura del flusso in modo che non si solidifichi troppo presto. I canali freddi, invece, hanno solo il flusso d'aria in ingresso senza alcun riscaldamento aggiuntivo.
Sistema di raffreddamento
La fase di raffreddamento è responsabile da 50% a 80% del tempo del processo di stampaggio a iniezione, quindi si può immaginare quanto sia importante produrre parti in plastica prive di difetti.

Fondamentalmente, un sistema di raffreddamento è una rete di tubi d'acqua intorno al gruppo dello stampo a iniezione, principalmente intorno alla cavità principale in cui viene stampato il materiale fuso. L'acqua è il refrigerante più comune, ma nello stampaggio ad alta temperatura vengono fatti circolare anche glicole o altri oli.

Il sistema di raffreddamento regola e regola la temperatura e la portata, consentendo un migliore controllo dell'operazione. In questo modo, un raffreddamento adeguato previene l'aggrovigliamento, aumenta l'efficienza produttiva e rallenta l'usura dello stampo.
Per gli stampi grandi e complessi (ad esempio, con dimensioni dell'anima di 50 mm o più), la circolazione dell'acqua è conforme, non lineare. I componenti dello stampo a iniezione che fanno parte del sistema di raffreddamento sono i seguenti;
Baffles: I canali di raffreddamento vengono reindirizzati verso i sottocanali e sono generalmente strisce metalliche a forma di lama.
Bollicine: Si tratta di tubi cavi che collegano i canali all'interno dei fori.
Spille calde: Sono cilindri riempiti di liquido che assorbono e dissipano il calore attraverso una circolazione continua.
Pompa esterna: Fornisce una pressione sufficiente per la portata determinata e mantiene il ciclo di raffreddamento.

Sistema di componenti per lo stampaggio
Sono le parti principali dello stampo a iniezione e sono responsabili della forma finale, delle dimensioni, dell'adattamento e della precisione. Come suggerisce il nome, modellano i pezzi, fornendo loro i dettagli della superficie della cavità e le caratteristiche interne. I componenti dello stampo comprendono anime, cavità, barre di stampaggio, sollevatori, ecc.
È possibile individuare rapidamente questi pezzi. Ogni pezzo che tocca il materiale di alimentazione una volta entrato nella cavità dal cancello.

Ecco le parti comuni del sistema di stampaggio;
Cavità dello stampo: Rimane in posizione con la macchina e assorbe la pressione di iniezione dello stantuffo.

Nucleo: L'altra metà si muove e si blocca con la cavità durante il processo per creare un elemento interno completo.
Asta di stampaggio: Un perno d'anima utilizzato per realizzare elementi sottili e lunghi come alberi o fori nel pezzo.
Sollevatori: Mantengono gli angoli di sformo fissi dei diversi elementi per favorire la chiusura e l'apertura dello stampo.
Sistema di ventilazione
Quando la plastica scorre, porta aria nella cavità. Quando la plastica si solidifica, produce gas di stampaggio. Questi gas possono causare vuoti, bolle, punti deboli, bruciature e riempimento incompleto.

Pertanto, il sistema di sfiato nello stampo a iniezione e nello stampo è importante per rimuovere l'aria intrappolata e risolvere questi problemi. Inoltre, lo sfiato aiuta a limitare l'eccessiva pressione di iniezione.

Nei piccoli processi di stampaggio standard, i fori di sfiato sono posizionati sulla linea di placcatura del corpo della cavità centrale insieme al perno di sfiato, ma man mano che lo stampo diventa più complesso, le parti del sistema dello stampo a iniezione diventano sempre più complesse.
Altri sistemi di sfiato tipici sono:

Scanalature e canali: Canali o scanalature strette in corrispondenza della linea di demarcazione, dei perni e dei punti di sfiato:
Evacuazione aerea: L'aria viene rimossa con una pompa a vuoto esterna prima dell'iniezione.
Valvole di sfiato: Le microvalvole si trovano sia all'interno che all'esterno della cavità.
Sfiati intorno ai componenti: In genere, le bocchette sono situate su tutte le parti relative al flusso di riscaldamento, come la porta principale, le guide e le porte.
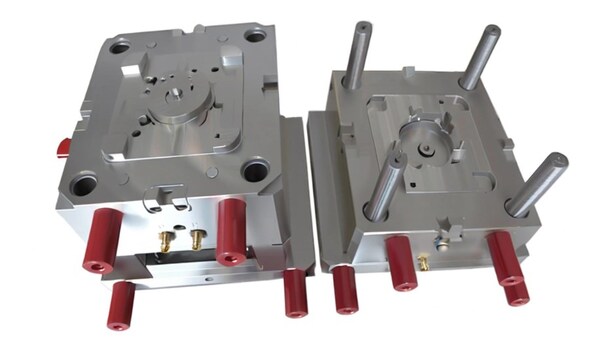
Sistema di guida
I componenti del sistema di guida assicurano che le due metà dello stampo e gli altri componenti siano allineati quando lo stampo si apre e si chiude. Sono quindi importanti per garantire che ogni ciclo sia accurato e coerente.
Per questo motivo, la forza di serraggio può spostarsi fuori posizione nel corso del tempo. I componenti del sistema di guida, come i perni di guida, le boccole e le piastre di guida, possono aiutare a prevenire questo fenomeno.

Perni di guida e boccole: Questi due elementi lavorano insieme per guidare il movimento delle due metà dello stampo. I perni di guida sono piccoli bastoncini metallici che fuoriescono da una metà dello stampo e si inseriscono in fori corrispondenti (boccole) nell'altra metà dello stampo.
Sistema di espulsione
Una volta terminato il tempo di raffreddamento, lo stampo si apre e il sistema di espulsione aiuta a far uscire il pezzo e le guide in modo sicuro e senza problemi. Di solito si utilizzano perni di espulsione. Questi sottili perni cilindrici sono fissati nella piastra di espulsione attaccata al lato mobile. Il punto di contatto del perno è la superficie piana, in modo che la forza sia distribuita uniformemente e non si verifichino danni al pezzo.
Altri componenti includono:
Perni di ritorno: Questi componenti aiutano a posizionare e stabilizzare lo stampo quando si apre. Limitano la forza del perno di espulsione sul lato fisso.

Manicotti di espulsione: I manicotti sono utilizzati per rimuovere i pezzi dalle cavità cilindriche. Il sottile manicotto copre la superficie dello stampo e la forza di rimbalzo espelle il pezzo dallo stampo.
Cosa comprende lo stampo a iniezione per classificazione strutturale?
La classificazione dei componenti degli stampi a iniezione si divide in basi dello stampo, anime dello stampo e varie parti e sistemi ausiliari.
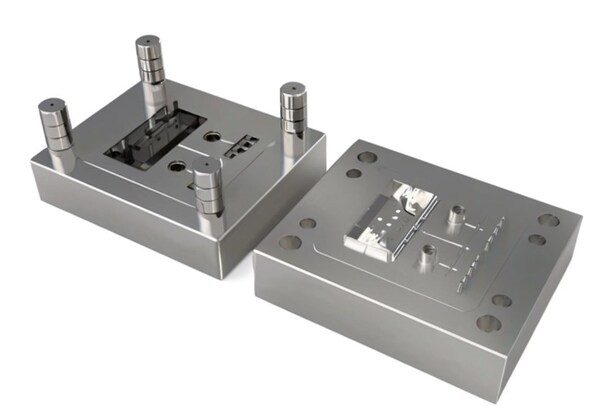
Base dello stampo
È la base per tutte le altre parti dello stampo. La base dello stampo è solitamente costituita da un materiale duro e rigido, come l'acciaio temprato. Tuttavia, il termine "base" non si riferisce a un singolo componente. Al contrario, diversi tipi di piastre vengono combinati in un'unica piastra con varie funzioni di assemblaggio, come la realizzazione di fori.

Le diverse piastre vengono bloccate tra la piastra di fissaggio superiore e quella inferiore. La piastra di bloccaggio inferiore collega lo stampo alla macchina di stampaggio a iniezione: piastra dello stampo, piastra dell'espulsore, piastra di fissaggio dell'espulsore e così via, a seconda delle caratteristiche specifiche dello stampo.
Nucleo dello stampo
Il nucleo dello stampo si combina con la cavità per formare la cavità con una geometria interna e cava. Fornisce la struttura e sopporta una certa parte della pressione di chiusura. La forma dell'anima comprende solitamente filetti e bordi con angoli di sformo adeguati. Quando l'anima e la cavità si incastrano nell'allineamento corretto, formano un'intercapedine o cavità per aspirare il materiale plastico fuso.

Dopo lo stampaggio, l'anima viene tirata indietro e il sistema di espulsione rimuove il pezzo dalla cavità statica. I meccanismi di estrazione dell'anima più comuni sono l'estrazione meccanica dell'anima, l'estrazione idraulica dell'anima e l'estrazione pneumatica dell'anima.
Parti ausiliarie
Le parti ausiliarie sono parti di supporto non montate sotto la struttura dello stampo. Vengono assemblati temporaneamente per facilitare il funzionamento dei pezzi dello stampo a iniezione chiuso. Sebbene le parti ausiliarie non abbiano alcun ruolo nella forma e nella geometria, sono essenziali per mantenere le tolleranze ristrette, l'integrità strutturale e la qualità complessiva dei pezzi in plastica stampati a iniezione.
Anello di localizzazione: Un anello rotondo sul lato mobile che guida lo stampo e lo fissa alla macchina. Mette al posto giusto la punta dell'ugello, la boccola della materozza e altre parti legate alla posizione dello stampo.
Boccola del canale di colata: Un piccolo canale tra la punta dell'ugello e l'ingresso del canale.

Perni di espulsione: Si assicurano che la parte finale venga realizzata in modo sicuro.
Materiale da catturare: Un elemento che trattiene e guida i pellet di plastica nella canna della macchina.
Colonne di supporto: Elementi solidi verticali tra il morsetto anteriore e la piastra superiore dello stampo. Tengono in piedi le cose e distribuiscono la pressione.

Piastra di espulsione: Una piastra nella parte inferiore che contiene i perni di espulsione.
Perni di guida e boccole: Una metà del perno lungo e l'altra metà della boccola si uniscono per assicurarsi che tutto sia allineato correttamente.
Perni di espulsione: Tengono il gruppo di espulsione mentre i perni di espulsione rimuovono il pezzo.
Sistemi ausiliari
I sistemi ausiliari sono come i componenti ausiliari. Esempi tipici dello stampaggio a iniezione sono le guide di scorrimento, i sistemi di espulsione e di raffreddamento, di cui abbiamo parlato in precedenza in questo articolo.

Impostazioni ausiliarie
I due principali dispositivi ausiliari degli stampi a iniezione sono i fori per golfari e i fori KO. Questi dispositivi consentono di spostare o riposizionare lo stampo e aiutano a far uscire il pezzo.
Fori per bulloni a occhiello: Questi fori filettati sono per i golfari. Vengono utilizzati per spostare grandi stampi con una gru o un paranco.

Fori KO: I fori KO si trovano sulla piastra di fissaggio posteriore. Consentono alla piastra di espulsione e alla parte di spostarsi indietro quando l'asta di espulsione li spinge.

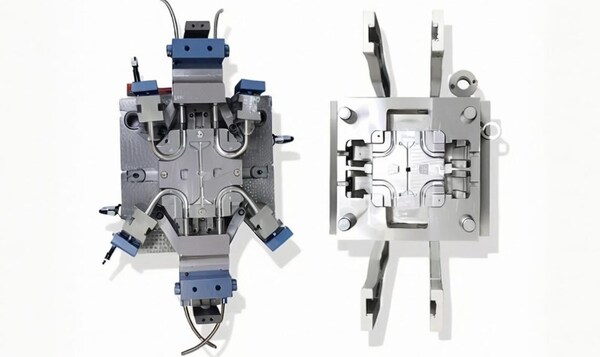
Strutture di movimentazione ad angolo morto
In primo luogo, gli angoli morti sono aree o angoli difficili da raggiungere per la lavorazione (riempimento, raffreddamento, ecc.). Ad esempio, sottosquadri, spigoli vivi, scanalature profonde, ecc. In questo caso, strutture come gli espulsori di angoli, i cilindri idraulici e le slitte possono aiutare a risolvere questa complessità.

Diapositiva: La slitta si trova sul lato con il sottosquadro. L'inserto della slitta e il meccanismo del bullone sostengono il sottosquadro durante la solidificazione e aiutano a rimuovere il lato sottosquadro senza causare danni fisici.
Cilindro idraulico: Un cilindro che fornisce la forza necessaria per spostare la slitta.
Espulsore angolare: Un perno di espulsione che si muove con un'angolazione specifica per spingere il pezzo fuori dallo stampo da aree difficili da raggiungere.
Quali sono i tipi di stampi a iniezione?
Esistono diversi tipi di stampi a iniezioneCiascuno di essi è caratterizzato da capacità produttive e strutture di assemblaggio dei componenti e dei sistemi inclusi. Ecco alcuni tipi popolari di stampi a iniezione.

Stampi per la famiglia
Per prima cosa, cerchiamo di capire quali sono gli stampi a cavità singola e gli stampi a cavità multipla. Gli stampi a cavità singola producono un prodotto in un unico ciclo di produzione, mentre gli stampi multicavità producono più prodotti identici.
Inoltre, gli stampi per famiglie hanno più cavità con geometrie diverse. Ciò significa che su un'unica configurazione di stampo si possono realizzare più progetti, ad esempio stampando l'alloggiamento, il pulsante e la staffa interna di un dispositivo medico-diagnostico con lo stesso materiale.
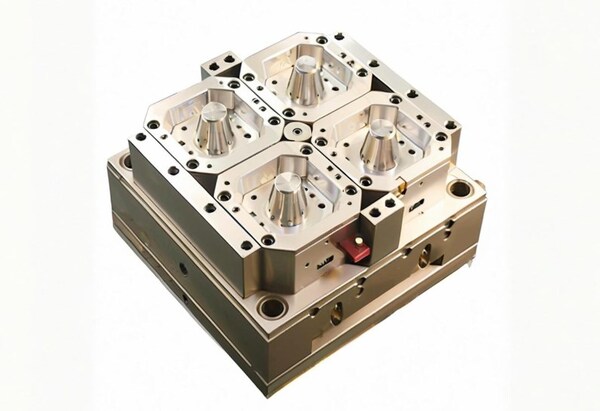
La progettazione e il funzionamento degli stampi possono essere complessi, il che significa che c'è il rischio di alcuni difetti, come una solidificazione non uniforme e dimensioni incoerenti.
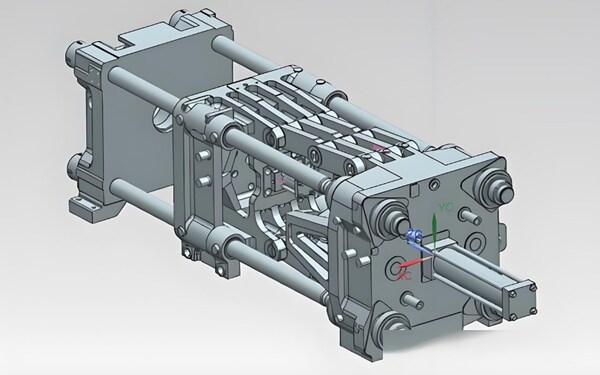
Stampi a due piastre
Si tratta di una forma di stampo semplice che comprende solo una metà stampo mobile e una metà stampo fisso, che si incontrano sulla linea di divisione. La caratteristica principale degli stampi a due piastre è che un'unica linea di divisione facilita l'apertura diretta della cavità dello stampo a iniezione e del nucleo per l'espulsione del pezzo solidificato.

Se lo stampo ha più cavità, le guide e le porte vengono mantenute vicino alla linea di divisione. I produttori utilizzano questi stampi per produrre pezzi piccoli senza caratteristiche complesse e a basso costo. Tuttavia, l'alta pressione provoca la formazione di bolle e la struttura semplice limita la flessibilità della progettazione dello stampo.
Stampi a tre piastre
Gli stampi a tre piastre hanno due o più linee di separazione; non è possibile aprire semplicemente la cavità e l'anima per ottenere il pezzo finale. Invece, la piastra di scorrimento aggiuntiva separa il canale e il cancello in modo da poter estrarre il pezzo stampato dal canale da solo.

La sezione o la piastra di alimentazione non richiede che il canale e la porta si trovino vicino alla linea di separazione della cavità e dell'anima, quindi la porta può essere posizionata separatamente dal canale. Questi tipi di stampi sono adatti a forme complesse e a requisiti di gate multipli. Tuttavia, i costi di produzione e di attrezzaggio dello stampo a iniezione sono relativamente elevati.
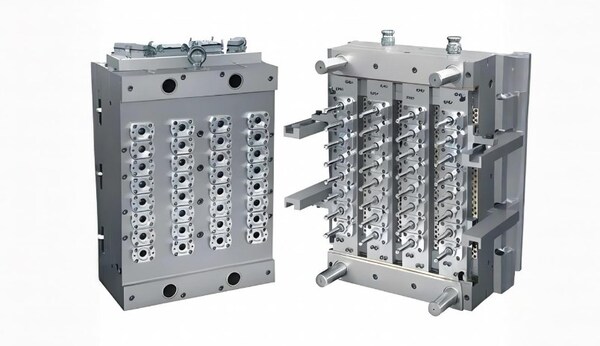
Stampi impilati
Si prendono più stampi e li si impila insieme. La cavità è quindi più grande di quella di un normale stampo a iniezione. Quando uno stampo espelle il pezzo, l'altro inietta il pezzo e il ciclo si svolge contemporaneamente.

In questo modo si raddoppia il numero di pezzi in un ciclo. Inoltre, la cavità non deve avere la stessa forma o dimensione su tutti i lati. Questo è molto utile quando si hanno diversi componenti di stampi a iniezione che devono essere assemblati.
Gli stampi a pila sono un ottimo modo per migliorare l'efficienza produttiva, soprattutto per lo stampaggio di grandi volumi. Con l'aiuto di macchine avanzate, è possibile automatizzare il processo di stampaggio a iniezione della plastica e mantenere tolleranze ristrette.

Stampo Twist-Out
Gli stampi Twist-out sono utilizzati per produrre superfici filettate, come i tappi per bottiglie. Hanno un'anima filettata che spinge il pezzo solido verso l'esterno attraverso il ciclo di torsione. Allo stesso tempo, un meccanismo a cremagliera aiuta l'anima interna ad uscire.

Se avete bisogno di molti pezzi filettati di precisione con caratteristiche superficiali simili, lo stampo twist-out è la scelta migliore.
Stampo per inserti
Questi stampi speciali hanno parti metalliche all'interno della parte in plastica. La plastica avvolge le parti metalliche e le tiene in posizione quando si raffredda. Lo stampaggio a inserto viene utilizzato per le viti nelle parti in plastica e per le parti metalliche nell'elettronica.

L'inserto viene posizionato e fissato all'interno dello stampo in modo manuale o automatico. In caso di posizionamento manuale, l'inserto viene inserito nello stampo a mano. L'allineamento e il posizionamento corretto si ottengono utilizzando perni, asole o staffe magnetiche. In alternativa, sistemi robotizzati o alimentatori eseguono automaticamente l'inserimento prima di ogni ciclo di stampaggio.
Stampo a scatto multiplo
Questo stampo viene utilizzato per realizzare pezzi di diversi colori e materiali. Lo stampo è dotato di più macchine a iniezione che possono iniettare materiale fuso nella cavità contemporaneamente. Dopo la prima iniezione, vengono effettuate altre iniezioni. Per facilitare le iniezioni multiple, lo stampo è collegato a un meccanismo rotante, mobile o di ritorno del nucleo.

Gli stampi a più riprese sono ideali per combinare materiali termoindurenti e termoplastici. È possibile combinare più materiali termoplastici in un unico pezzo, oppure combinare più materiali termoplastici in un unico pezzo. Ad esempio, si possono utilizzare per aggiungere impugnature a manici di utensili in termoindurente, setole di spazzolini da denti, guarnizioni, O-ring e così via.
Sintesi
Gli stampi a iniezione sono strumenti utilizzati per realizzare prodotti in plastica. Decidono la forma e le dimensioni del prodotto e sono dotati di numerosi componenti e sistemi. Le parti principali sono le basi dello stampo, le anime dello stampo, i sistemi di raffreddamento, i sistemi di scorrimento, i sistemi di espulsione e i sistemi di guida.
Esistono molti tipi di plastica stampi a iniezionecome stampi a due piastre, stampi a tre piastre, stampi a impilamento, stampi a rotazione, stampi a più riprese, ecc. Ogni tipo di stampo ha caratteristiche strutturali e capacità produttive specifiche.
Il materiale dello stampo a iniezione viene solitamente selezionato tra i metalli ad alta resistenza per soddisfare i requisiti di produzione di prodotti in plastica durevoli e precisi.







