 Vai al contenuto
Vai al contenuto 
Stampaggio a iniezione di UHMWPE
Scoprite lo stampaggio a iniezione dell'UHMWPE, i suoi vantaggi, le applicazioni e il processo di produzione di componenti in polietilene ultraresistenti e resistenti all'usura.
Avanzato UHMWPE Stampaggio a iniezione
ZetarMold è uno dei pochi produttori in grado di stampare a iniezione UHMWPE. Grazie alle nostre strutture avanzate, alla profonda esperienza nel campo delle materie plastiche e al processo di stampaggio proprietario, forniamo soluzioni efficienti e convenienti.
Perché lavorare a macchina quando si può modellare? Sempre più industrie scoprono i vantaggi dell'UHMWPE per le apparecchiature critiche.

UHMWPE
Stampaggio speciale
"Sempre più industrie scoprono i vantaggi dell'UHMW-PE per le apparecchiature critiche. In ZetarMold, il nostro team di ingegneri collabora strettamente con le vendite per aiutarvi a sviluppare la struttura UHMW giusta per soddisfare le esigenze uniche della vostra applicazione specifica. Siamo specializzati nello stampaggio a iniezione di UHMW personalizzato: scoprite i settori che serviamo e scoprite come possiamo supportare il vostro successo".

Risorse per La guida completa allo stampaggio a iniezione di UHMWPE
Che cos'è il polietilene ad altissimo peso molecolare (UHMWPE)?
Il polietilene ad altissimo peso molecolare, comunemente abbreviato in UHMWPE o UHMW, è un sottoinsieme specializzato della famiglia dei polietileni termoplastici. Come suggerisce il nome, la caratteristica distintiva dell'UHMWPE è rappresentata dalle catene polimeriche estremamente lunghe, che determinano un peso molecolare molto elevato.
Per mettere le cose in prospettiva:
- Polietilene ad alta densità (HDPE), una plastica comunemente utilizzata per bottiglie e contenitori, ha in genere un peso molecolare compreso tra 100.000 e 500.000 g/mol.
- Polietilene ad altissimo peso molecolare (UHMWPE) vanta un peso molecolare che tipicamente varia da Da 3,1 milioni a oltre 7 milioni di g/mol, a volte anche fino a 10 milioni di g/mol.
Queste catene molecolari eccezionalmente lunghe e aggrovigliate sono all'origine delle leggendarie proprietà dell'UHMWPE. Immaginate una ciotola di spaghetti cotti rispetto a una ciotola di pasta corta. È molto più difficile staccare i lunghi fili di spaghetti rispetto ai pezzi più corti. Allo stesso modo, le lunghe catene polimeriche dell'UHMWPE sono incredibilmente efficaci nel trasferire e dissipare il carico e l'energia. Questa struttura molecolare conferisce al materiale un'immensa tenacità, una resistenza all'usura superiore e un'elevata forza d'impatto.
A differenza della maggior parte dei materiali termoplastici, l'UHMWPE non si scioglie veramente in un liquido scorrevole quando viene riscaldato al di sopra del suo punto di fusione (circa 135°C). Si ammorbidisce invece in uno stato amorfo simile a un gel. La sua viscosità rimane estremamente elevata, comportandosi più come una pasta densa che come un liquido. Questo comportamento reologico unico è il motivo principale per cui è stato tradizionalmente lavorato con lo stampaggio a compressione o l'estrusione, dove il materiale viene forzato in una forma sotto un'immensa pressione. Lo stampaggio a iniezione dell'UHMWPE, quindi, è una variante altamente specializzata e impegnativa di un processo standard.
Quali tipi di materiali UHMWPE esistono?
L'UHMWPE standard (vergine) è un materiale notevole di per sé, ma può essere ulteriormente migliorato e modificato per soddisfare i requisiti di applicazioni specifiche. Questi diversi gradi e formulazioni ne ampliano la versatilità in numerosi settori.
1. Grado Vergine (non riempito):
È la forma pura e non adulterata dell'UHMWPE. È noto per le sue eccellenti proprietà generali, tra cui l'elevata resistenza agli urti, il basso attrito e l'ampia resistenza chimica. Molti gradi vergini sono conformi alle normative FDA e USDA, il che li rende adatti alle applicazioni di lavorazione e manipolazione degli alimenti. Sono tipicamente di colore bianco o naturale.
2. Gradi migliorati e riempiti:
Gli additivi vengono miscelati alla resina UHMWPE di base per migliorare le proprietà specifiche.
- UHMWPE caricato a olio: In questo grado, un olio, una cera o un altro lubrificante di grado alimentare viene miscelato nella matrice polimerica durante la produzione. In questo modo si ottiene un materiale "lubrificato internamente", con un coefficiente di attrito ancora più basso (fino a 20% in meno rispetto al grado vergine) e una maggiore resistenza all'usura, in particolare nelle applicazioni a secco. È ideale per cuscinetti, boccole e guide per catene dove la lubrificazione esterna non è praticabile.
- UHMWPE caricato a vetro: L'aggiunta di microscopiche perle o fibre di vetro aumenta la rigidità del materiale (modulo di flessione), la resistenza alla compressione e la stabilità dimensionale. Sebbene riduca leggermente la resistenza all'urto, fornisce prestazioni migliori in presenza di carichi statici elevati e a temperature elevate.
- UHMWPE caricato al carbonio: La polvere o le fibre di carbonio vengono aggiunte per rendere il materiale staticamente dissipativo o conduttivo. Questo aspetto è fondamentale per le applicazioni in ambienti esplosivi o dove l'elettronica sensibile deve essere protetta dalle scariche elettrostatiche (ESD). Le cariche di carbonio migliorano anche la rigidità e la conduttività termica.
- UHMWPE caricato con ceramica: L'inclusione di particelle ceramiche (come allumina o carburo di silicio) aumenta notevolmente la resistenza all'abrasione. Questi gradi sono progettati per le applicazioni di usura più impegnative, come la movimentazione di fanghi abrasivi nell'industria mineraria, nell'agricoltura o nella movimentazione di materiali sfusi.
3. UHMWPE reticolato (XLPE):
In questa variante di grado medico, le parti in UHMWPE sono sottoposte a un processo di post-stampaggio, in genere con irradiazione a raggi gamma o elettronici. Questa radiazione ad alta energia fa sì che le singole catene polimeriche formino legami chimici (cross-link) tra loro. Questa rete tridimensionale migliora notevolmente la resistenza all'usura e riduce il creep (deformazione sotto carico costante). L'UHMWPE reticolato è il gold standard per gli impianti ortopedici, come le protesi dell'anca e del ginocchio, dove la riduzione al minimo dei detriti da usura è fondamentale per la longevità dell'impianto.

4. Gradi anti-microbici:
Per le applicazioni nei settori alimentare e medico, gli agenti antimicrobici possono essere incorporati nella resina UHMWPE. Questi agenti inibiscono la crescita di batteri, muffe e funghi sulla superficie del pezzo finito, migliorando l'igiene e la sicurezza.
5. Classi con codice colore:
Mentre l'UHMWPE vergine è naturalmente bianco, è possibile aggiungere pigmenti per creare pezzi di vari colori. Questo viene spesso utilizzato per scopi organizzativi, come la codifica cromatica di diversi tipi di taglieri, parti di macchine per linee di produzione specifiche o componenti critici per la sicurezza.
Qual è la differenza tra PE, HDPE, LDPE, LLDPE e UHMWPE?
Prima di addentrarci nello stampaggio a iniezione dell'UHMWPE, è fondamentale capire quale sia il suo posto all'interno della vasta famiglia del polietilene (PE). Sebbene tutti condividano il nome "polietilene", le sottili differenze nella loro struttura molecolare determinano un mondo di differenze nelle loro prestazioni, che vanno dai sacchetti di plastica flessibili che usiamo quotidianamente ai componenti industriali in grado di resistere all'abrasione estrema.
Immaginate le molecole dei polimeri come lunghe catene. Il lunghezza di queste catene, le loro forma (se sono lineari o ramificati), e come in modo da poterli impacchettare insieme determinano collettivamente le proprietà macroscopiche del materiale finale.
1. Polietilene a bassa densità (LDPE):
L'LDPE è stato uno dei primi tipi di polietilene ad essere prodotto e la sua struttura molecolare è la chiave delle sue proprietà.
① Struttura molecolare: Le catene molecolari dell'LDPE presentano un'ampia ramificazione, con catene laterali sia lunghe che corte, che assomiglia a un albero disorganizzato. Queste ramificazioni impediscono alle catene di impacchettarsi in modo ordinato, con conseguente debolezza delle forze intermolecolari e bassa cristallinità.
② Caratteristiche principali:
- Morbidezza e flessibilità: Grazie all'impacchettamento lasco delle sue molecole, l'LDPE è molto morbido, malleabile e ha un'eccellente duttilità.
- Elevata chiarezza: La sua bassa cristallinità le conferisce una buona trasparenza.
- Bassa densità: In genere ha una densità compresa tra 0,910 e 0,925 g/cm³.
- Bassa resistenza e durezza: Non può sopportare carichi o pressioni elevate.
- Scarsa resistenza al calore: Ha un basso punto di fusione e non è adatto ad applicazioni ad alta temperatura.
③ Applicazioni comuni:
- Pellicole per l'imballaggio di prodotti alimentari, involucro protettivo.
- Sacchetti di plastica, buste della spesa.
- Tubi flessibili, bottiglie da spremere (ad esempio, per condimenti o lozioni).
- Film agricoli.
In breve: L'LDPE è il membro "morbido e flessibile" della famiglia dei PE, ideale per applicazioni di imballaggio e film in cui non è richiesta un'elevata resistenza.


2. Polietilene lineare a bassa densità (LLDPE):
L'LLDPE può essere visto come una versione migliorata dell'LDPE, che offre una maggiore resistenza pur mantenendo gran parte della sua flessibilità.
① Struttura molecolare: L'LLDPE ha una catena principale lineare, ma incorpora molti rami corti e uniformi. A differenza dei rami lunghi e disordinati dell'LDPE, questa struttura più regolare permette al polimero di mantenere la sua connessione anche sotto sforzo.
② Caratteristiche principali:
- Resistenza superiore a strappi e perforazioni: Questo è il vantaggio più significativo dell'LLDPE rispetto all'LDPE. La struttura molecolare distribuisce meglio le sollecitazioni.
- Elevata resistenza alla trazione e tenacità: Si comporta molto meglio sotto tensione ed è meno incline alla rottura.
- Flessibilità conservata: Sebbene sia leggermente più rigido dell'LDPE, è ancora considerato un materiale flessibile.
③ Applicazioni comuni:
- Avvolgimento industriale per la pallettizzazione delle merci.
- Sacchetti per rifiuti pesanti e fodere industriali.
- Geomembrane, tubi per l'irrigazione agricola.
- Giocattoli durevoli.
In breve: L'LLDPE è una versione "più dura" dell'LDPE, progettata per film e applicazioni flessibili che richiedono una maggiore resistenza alla lacerazione e alla perforazione.

3. Polietilene ad alta densità (HDPE):
L'HDPE è il cavallo di battaglia "forte e rigido" della famiglia dei polietileni e una delle plastiche dure più comuni nella nostra vita quotidiana.
① Struttura molecolare: L'HDPE è caratterizzato da catene molecolari altamente lineari con pochissime ramificazioni. Questa struttura ordinata consente alle catene di impacchettarsi in modo molto stretto e di formare regioni altamente cristalline, dando luogo a forti forze intermolecolari.
② Caratteristiche principali:
- Alta densità e durezza: Con una densità tipicamente compresa tra 0,941-0,965 g/cm³, è dura, rigida e compatta.
- Alta resistenza alla trazione: Può sopportare una forza significativamente maggiore rispetto a LDPE e LLDPE.
- Eccellente resistenza chimica: È altamente resistente a molti acidi, basi e solventi.
- Opaco: La sua elevata cristallinità lo rende naturalmente bianco latte o opaco.
- Buona resistenza all'usura: Per una plastica di base, la sua resistenza all'abrasione è rispettabile (ma non si avvicina a quella dell'UHMWPE).
③ Applicazioni comuni:
- Brocche di latte, bottiglie di succo, bottiglie di shampoo e altri contenitori rigidi.
- Tubi del gas, dell'acqua e di scarico.
- Taglieri di plastica, contenitori per la conservazione.
- Giocattoli per bambini, mobili da esterno.
In breve: l'HDPE è la plastica di base "rigida e durevole" scelta per la produzione di un'ampia gamma di contenitori rigidi, tubi e beni di lunga durata.


4. Polietilene ad altissimo peso molecolare (UHMWPE):
L'UHMWPE rappresenta l'apice delle prestazioni del polietilene. Porta all'estremo la struttura lineare dell'HDPE, ottenendo superproprietà che nessun altro PE può eguagliare.
① Struttura molecolare: Anche le catene molecolari dell'UHMWPE sono lineari, ma la loro lunghezza è sbalorditiva: da 10 a 20 volte superiore a quella dell'HDPE, o anche di più. Il suo peso molecolare è tipicamente compreso tra 3,1 e 7+ milioni di g/mol, mentre quello dell'HDPE è solitamente compreso tra 100.000 e 500.000 g/mol. Queste catene estremamente lunghe sono molto aggrovigliate tra loro, come una ciotola di spaghetti scotti.
② Caratteristiche principali:
- Resistenza all'abrasione senza pari: È la caratteristica principale dell'UHMWPE. In situazioni di scorrimento e usura abrasiva, supera quasi tutti gli altri materiali termoplastici e molti metalli, compreso l'acciaio al carbonio. Le lunghe catene sono incredibilmente difficili da staccare dalla superficie.
- Estrema resistenza agli urti: Ha la più alta resistenza agli urti di qualsiasi altro materiale termoplastico, tanto da meritare il soprannome di "virtualmente infrangibile". Mantiene questa resistenza anche a temperature criogeniche (-200°C).
- Coefficiente di attrito estremamente basso: La superficie è eccezionalmente liscia e presenta eccezionali proprietà autolubrificanti, paragonabili a quelle del PTFE (Teflon).
- Resistenza chimica superiore: Eredita e migliora l'inerzia chimica della famiglia PE.
- Assorbimento zero di acqua: Non assorbe praticamente umidità, conferendo un'eccellente stabilità dimensionale.
③ Difficoltà di elaborazione: A causa dell'estrema lunghezza della catena, la sua viscosità di fusione è astronomica. Al di sopra del punto di fusione, non scorre come un vero liquido, ma si ammorbidisce in uno stato gommoso, simile a un gel. Questo lo rende impossibile da lavorare con le tradizionali tecniche di stampaggio a iniezione o di estrusione. Richiede metodi altamente specializzati, come lo stampaggio a iniezione di cui si parla in questa guida, lo stampaggio a compressione o l'estrusione a ram.
④ Applicazioni comuni:
- Impianti ortopedici (rivestimenti resistenti all'usura per anche e ginocchia artificiali).
- Piastre balistiche per armature, guanti antitaglio.
- Nastri di usura industriali, guide per catene, ingranaggi e cuscinetti.
- Parabordi per i porti, rivestimenti per le tramogge che trattano minerali e granaglie.
In breve: L'UHMWPE è il "guerriero finale" della famiglia dei polietileni, che sfrutta le sue catene molecolari estremamente lunghe per offrire una resistenza all'usura, una forza d'urto e un'autolubrificazione senza pari per le sfide ingegneristiche più impegnative.


5. Tabella di confronto rapido:
| Proprietà | LDPE | LLDPE | HDPE | UHMWPE |
|---|---|---|---|---|
| Struttura molecolare | Altamente ramificato | Lineare con rami corti | Altamente lineare | Catene lineari estremamente lunghe |
| Peso molecolare (g/mol) | Basso (~50.000) | Basso (~100.000) | Medio (100k - 500k) | Estremamente alto (>3.100.000) |
| Densità | Basso | Basso | Alto | Basso (ma ben compatto) |
| Durezza / Rigidità | Molto morbido, flessibile | Morbido, flessibile | Duro, rigido | Durezza media, estremamente resistente |
| Resistenza alla trazione | Basso | Medio | Alto | Molto alto |
| Forza d'urto | Buono | Eccellente | Buono | Eccezionale (il più alto dei termoplastici) |
| Resistenza all'abrasione | Povero | Fiera | Buono | Impareggiabile (il meglio della termoplastica) |
| Processabilità | Facile | Facile | Facile | Estremamente difficile |
| Applicazione tipica | Borse, Film | Fasce elastiche, fodere | Bottiglie, tubi, bidoni | Impianti, armature, parti soggette a usura |
Quali sono le caratteristiche dell'UHMWPE?
Le "caratteristiche" dell'UHMWPE si riferiscono alle caratteristiche qualitative e osservabili che ne definiscono il comportamento e la sensazione. Sono queste le caratteristiche che lo rendono così desiderabile per le applicazioni più esigenti.
- Eccezionale resistenza: L'UHMWPE è spesso descritto come "virtualmente infrangibile". Può assorbire enormi quantità di energia d'impatto senza fratturarsi, incrinarsi o frantumarsi, anche a temperature criogeniche (fino a -200°C).
- Natura autolubrificante: Il materiale ha una spiccata sensazione cerosa e scivolosa. Le sue molecole hanno un'affinità molto bassa con le altre superfici, il che si traduce in un coefficiente di attrito estremamente basso. Questa proprietà "autolubrificante" fa sì che possa operare a diretto contatto con altre parti con un'usura minima e senza bisogno di lubrificanti esterni.
- Eccezionale resistenza all'abrasione: Questo è il principale motivo di vanto dell'UHMWPE. Supera quasi tutti gli altri materiali termoplastici e molti metalli, tra cui l'acciaio al carbonio e l'acciaio inossidabile, negli scenari di scorrimento e abrasione. Le lunghe catene polimeriche resistono alla "raschiatura" da parte di particelle abrasive.
- Inerzia chimica: Come membro della famiglia dei polietileni, l'UHMWPE è chimicamente molto stabile. È altamente resistente a un'ampia gamma di sostanze chimiche corrosive, tra cui la maggior parte degli acidi forti, degli alcali, dei solventi organici e dei detergenti. Viene attaccato solo da acidi altamente ossidanti.
- Leggero: Con una densità di circa 0,93-0,95 g/cm³, l'UHMWPE è più leggero dell'acqua e quindi galleggia. Questa bassa densità lo rende una scelta eccellente per le applicazioni in cui la riduzione del peso è una priorità senza sacrificare la resistenza e la durata.
- Assorbimento di umidità trascurabile: L'UHMWPE non è poroso e non assorbe praticamente acqua (<0,01%). Ciò significa che le sue dimensioni e proprietà rimangono stabili anche quando è completamente sommerso o utilizzato in ambienti ad alta umidità. Inoltre, è resistente alle macchie e facile da pulire.
- Smorzamento del rumore e delle vibrazioni superiore: La struttura molecolare del materiale è eccellente nell'assorbire l'energia, il che si traduce in un efficace smorzamento di rumori e vibrazioni. Questo lo rende ideale per ingranaggi, rulli e componenti di trasportatori, creando macchinari più silenziosi.
- Biocompatibilità: L'UHMWPE di grado medico è atossico e non provoca una risposta nociva da parte dell'organismo umano, il che lo rende un materiale sicuro e affidabile per impianti chirurgici e dispositivi medici.

I materiali UHMWPE possono essere stampati a iniezione?
Sì, ma non con un processo standard. Questa è la sfida centrale e il concetto più importante da cogliere.
Il tentativo di stampare a iniezione l'UHMWPE utilizzando macchinari e parametri convenzionali progettati per materiali come il polipropilene o l'ABS è destinato a fallire. La viscosità di fusione astronomicamente elevata del materiale impedisce il passaggio attraverso le porte standard, le guide e le cavità dello stampo a pareti sottili. Probabilmente causerà un "short shot" (riempimento incompleto) o danneggerà la macchina di stampaggio a causa dell'eccessivo accumulo di pressione.
1. Il successo dello stampaggio a iniezione dell'UHMWPE è un processo altamente specializzato che richiede:
① Resine appositamente formulate: I fornitori di materiali hanno sviluppato resine UHMWPE proprietarie di "grado di stampaggio a iniezione". Queste sono spesso caratterizzate da un peso molecolare leggermente inferiore (anche se sempre nella gamma "ultraelevata") o contengono additivi che migliorano la fluidità e riducono la viscosità quanto basta per rendere possibile la lavorazione senza compromettere in modo significativo le proprietà finali.
② Macchine per lo stampaggio a iniezione modificate: Le macchine devono essere robuste e in grado di generare pressioni di iniezione estremamente elevate, spesso superiori a 30.000-40.000 psi. Possono essere dotate di viti dal design speciale (ad esempio, con bassi rapporti di compressione), di sistemi idraulici potenziati e di canne e viti temprate e resistenti all'usura per gestire la natura abrasiva di alcuni tipi di cariche.
③ Progettazione di stampi specializzati: Gli stampi per UHMWPE devono essere progettati per adattarsi alla scarsa fluidità e all'elevato ritiro del materiale. Ciò comporta l'uso di guide grandi e piene, di porte grandi e dirette, di una costruzione robusta per resistere all'alta pressione e di un posizionamento strategico dei canali di raffreddamento.
④ Controllo di processo esperto: La finestra di processo per l'UHMWPE è estremamente ristretta. Richiede tecnici esperti che sappiano come bilanciare temperatura, pressione, velocità di iniezione e tempo di raffreddamento per ottenere un pezzo riempito correttamente e completamente fuso.
In sintesi, l'UHMWPE può essere stampato a iniezione, ma si tratta di una disciplina di nicchia, di livello esperto, che colma il divario tra le tecniche tradizionali di stampaggio a iniezione e quelle di stampaggio a compressione.

Pertanto, lo stampaggio a iniezione di UHMWPE è una tecnica altamente specializzata, meglio descritta come un processo ibrido che si colloca a metà strada tra lo stampaggio a iniezione tradizionale e lo stampaggio a compressione. Non solo richiede gradi di resina speciali e attrezzature modificate, ma impone anche requisiti estremamente severi e non convenzionali per la progettazione degli stampi. Infatti, non è esagerato affermare che La progettazione dello stampo è il fattore più critico che determina il successo o il fallimento di un progetto di stampaggio a iniezione di UHMWPE.
2. I quattro principi fondamentali della progettazione degli stampi in UHMWPE
① Corridori grandi e completi:
Le guide sono i canali che collegano l'ugello della pressa a iniezione alla cavità dello stampo, guidando il materiale fuso verso la sua destinazione finale. Per le materie plastiche più comuni, i canali sono spesso progettati per essere il più piccoli possibile, pur garantendo un riempimento completo, con conseguente risparmio di materiale e riduzione del tempo di ciclo. Le sezioni trasversali trapezoidali o semitonde sono comuni.
Per l'UHMWPE, questa logica deve essere completamente abbandonata. L'unico obiettivo della progettazione del canale è ridurre al minimo la resistenza al flusso a tutti i costi. Ciò significa che:
- Diametro massiccio: Le guide di scorrimento devono essere eccezionalmente grandi, in genere con diametri che vanno da 10 mm a 20 mm (da 0,4″ a 0,8″) o anche più grandi, a seconda delle dimensioni del pezzo. In questo modo si ottiene un percorso ampio e aperto per il materiale viscoso.
- Sezione trasversale circolare: Tra tutte le forme geometriche, la sezione trasversale a cerchio intero offre il più basso rapporto superficie/volume. Questo è noto come "raggio idraulico ottimale". Una minore superficie di contatto significa un minore attrito, che a sua volta riduce al minimo la perdita della preziosa pressione di iniezione all'interno del sistema di canali. Inoltre, rallenta la velocità con cui lo strato esterno della massa fusa congela contro la parete dello stampo freddo, mantenendo aperto il percorso centrale del flusso.

Perché è fondamentale:
La viscosità di fusione dell'UHMWPE è estremamente elevata e la sua fluidità è scarsa. L'uso di canali piccoli o trapezoidali provocherebbe un forte aumento della resistenza di attrito, con conseguenti enormi perdite di pressione. È possibile che oltre 50% della pressione di iniezione venga consumata solo per spingere il materiale attraverso la guida, lasciando una forza insufficiente per riempire la cavità. Ciò è analogo al tentativo di bere un frullato denso attraverso uno stretto mescolatore da caffè: per quanto ci si sforzi, è incredibilmente inefficiente.
Conseguenze di una cattiva progettazione:
- Colpi corti garantiti: Il materiale si congela nel canale di scorrimento molto prima di poter riempire la cavità.
- Sovraccarico di pressione: Nel tentativo di forzare il riempimento, gli operatori possono aumentare la pressione a un livello pericoloso, rischiando di danneggiare il sistema idraulico della macchina o lo stampo stesso.
- Degradazione del materiale: L'attrito eccessivo genera un calore di taglio estremo, che può rompere le lunghe catene molecolari dell'UHMWPE, compromettendo gravemente le proprietà meccaniche del pezzo finale.
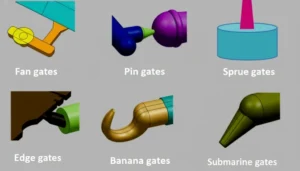
② Cancelli grandi e diretti:
La porta è la "porta" finale tra il canale di colata e la cavità del pezzo. Nello stampaggio convenzionale, le porte (ad esempio, porte a punta o sottomarine) sono spesso progettate per essere molto piccole. In questo modo si staccano automaticamente all'apertura dello stampo e riducono al minimo l'aspetto estetico del pezzo.
Per l'UHMWPE, l'estetica deve cedere il passo alla funzionalità. Le porte devono essere ampie, non restrittive e preferibilmente dirette.
- Grande Dimensione: La porta deve essere sufficientemente grande da evitare un effetto di strozzatura quando il materiale entra nella cavità. Il suo scopo è quello di facilitare una transizione fluida, non di strozzare il flusso.
- Progettazione diretta: I tipi di cancello ideali sono un cancello di canale di colata diretto o un cancello a linguetta grande, che collegano il canale di colata direttamente alla sezione più spessa del pezzo. In questo modo, la pressione viene trasmessa in modo continuo dal canale di colata alla cavità, con perdite minime.

Perché è fondamentale:
Il cancello ha due funzioni principali: la prima è quella di consentire l'ingresso del materiale durante la fase di iniezione e la seconda, più importante, è quella di rimanere aperto durante la fase di imballaggio. L'UHMWPE ha un alto tasso di ritiro dallo stampo. Per compensare questa contrazione ed evitare segni di affossamento o vuoti interni, dopo il riempimento è necessario mantenere una pressione elevata (pressione di mantenimento o di impaccamento) per "impacchettare" altro materiale nella cavità. Se il gate è troppo piccolo, si congelerà prematuramente, interrompendo il percorso di questa pressione di riempimento e rendendo inutile l'intera fase di mantenimento.
Conseguenze di una cattiva progettazione:
- Gravi avvallamenti e vuoti: La superficie del pezzo presenta depressioni antiestetiche e si formano bolle o fori interni che compromettono l'integrità strutturale e le prestazioni del pezzo.
- Riempimento incompleto: Il flusso di materiale viene strozzato al cancello, impedendo il riempimento completo della cavità.
- Scarsa stabilità dimensionale: Poiché il ritiro non viene compensato, le dimensioni finali del pezzo saranno incoerenti e lontane dal progetto previsto.
③ Costruzione robusta per pressioni elevatissime:
La pressione di iniezione per l'UHMWPE raggiunge spesso 200 MPa (circa 30.000 psi) o più, due o tre volte quella delle plastiche convenzionali. Ciò significa che durante ogni ciclo lo stampo è sottoposto a una forza immensa, simile a una piccola esplosione interna. Pertanto, lo stampo deve essere progettato e costruito come una "fortezza d'acciaio" in grado di resistere a queste condizioni estreme.
- Acciaio per stampi ad alta resistenza: È obbligatorio utilizzare acciai per utensili di alta qualità e di elevata durezza, come il P20, l'H13 o l'S7. Per le aree a diretto contatto con gradi UHMWPE abrasivi (in particolare quelli riempiti con fibra di vetro o ceramica), può essere necessaria una cromatura dura o un acciaio ancora più resistente all'usura.
- Piastre di stampo spesse: Le piastre A e B dello stampo (metà fissa e metà mobile) devono essere notevolmente più spesse rispetto a quelle di uno stampo convenzionale per evitare che si pieghino o "respirino" sotto pressione, causando la formazione di bolle.
- Sistema di supporto rinforzato: Lo stampo deve essere progettato con un numero adeguato di robusti pilastri di supporto per sostenere la cavità, assicurando che le forze siano distribuite uniformemente durante il bloccaggio e l'iniezione per evitare deformazioni.
- Interblocchi affidabili: I meccanismi di guida e di bloccaggio devono essere resistenti per garantire che le due metà dello stampo si allineino perfettamente in caso di pressione estrema e non si spostino.

Perché è fondamentale:
Se uno stampo non è sufficientemente rigido, si deformerà elasticamente sotto l'impatto ad alta pressione. Ciò può causare l'apertura della linea di divisione di uno spazio minimo, consentendo la fuoriuscita di plastica fusa e la formazione di bolle. Il flash non solo degrada la qualità del pezzo e richiede la rimozione manuale, ma accelera anche l'usura della linea di divisione, riducendo la durata dello stampo. La flessione ripetuta può portare a danni permanenti allo stampo.
Conseguenze di una cattiva progettazione:
- Lampeggio: aumenta i costi di post-lavorazione e influisce negativamente sulla precisione dei pezzi.
- Danni permanenti allo stampo: Piastre deformate, pilastri di supporto schiacciati o anime/cavità incrinate, con conseguenti ingenti costi di riparazione o la completa cancellazione dell'utensile.
- Pericoli per la sicurezza: In casi estremi, un cedimento catastrofico della struttura dello stampo può rappresentare una grave minaccia per le attrezzature e il personale.
④ Posizionamento strategico dei canali di raffreddamento:
Il raffreddamento ha un duplice ruolo nello stampaggio dell'UHMWPE: deve essere abbastanza veloce da solidificare il pezzo per l'espulsione, ma anche abbastanza uniforme da evitare la deformazione. Poiché i pezzi in UHMWPE sono tipicamente a parete spessa e la plastica è un cattivo conduttore termico, il processo di raffreddamento è lento e critico.
Layout uniforme: I canali di raffreddamento devono essere disposti il più uniformemente possibile intorno alla cavità, mantenendo una distanza costante dalla superficie del pezzo. In questo modo si garantisce che tutte le sezioni del pezzo si raffreddino a una velocità simile.
- Individuare i punti caldi: Nelle sezioni a parete spessa del pezzo o in corrispondenza delle linee di saldatura, dove si genera calore aggiuntivo, sono necessari più canali di raffreddamento o canali posizionati più vicino alla superficie per estrarre l'accumulo di calore localizzato.
- Progettazione di circuiti multipli: Per i pezzi complessi, è meglio progettare più circuiti di raffreddamento indipendenti. Ciò consente di controllare la temperatura differenziale in diverse aree dello stampo, garantendo un controllo più preciso del ritiro e della deformazione.

Perché è fondamentale:
L'UHMWPE ha un coefficiente di espansione e contrazione termica molto elevato. In caso di raffreddamento non uniforme, una parte del componente si restringe e si solidifica prima di un'altra. Questo squilibrio nelle sollecitazioni interne causerà una forte deformazione del pezzo dopo l'espulsione, proprio come un biscotto in una padella riscaldata in modo non uniforme. Un raffreddamento uniforme e controllato è la chiave per garantire la precisione dimensionale e la stabilità geometrica del prodotto finale.
Conseguenze di una cattiva progettazione:
- Gravi deformazioni e distorsioni: I pezzi sono resi inutilizzabili, con conseguenti tassi di scarto estremamente elevati.
- Tempi di ciclo eccessivamente lunghi: Il tempo di ciclo complessivo è dettato dalla sezione di raffreddamento più lenta, con conseguente scarsa efficienza produttiva.
- Elevate sollecitazioni interne: Il pezzo può sembrare ben formato, ma contiene significative sollecitazioni interne allo stampo, che lo rendono soggetto a cricche o a guasti prematuri in servizio.
Quali sono le considerazioni chiave per lo stampaggio a iniezione di UHMWPE?
Prima di intraprendere un progetto di stampaggio a iniezione di UHMWPE, è necessario considerare diversi fattori critici per garantire un risultato di successo.
1. Selezione del materiale:
- L'UHMWPE è la scelta giusta? Innanzitutto, è necessario verificare che l'UHMWPE sia veramente necessario. Se l'applicazione richiede solo una moderata resistenza all'usura, un materiale più facilmente lavorabile come l'acetale (POM) o il nylon potrebbe essere sufficiente a un costo inferiore. L'UHMWPE dovrebbe essere riservato alle applicazioni in cui l'estrema resistenza all'abrasione, la forza d'urto o il basso attrito non sono negoziabili.
- Scegliere il grado corretto: Come già detto in precedenza, selezionare il tipo di materiale che meglio si adatta alle esigenze dell'applicazione: vergine per il contatto con gli alimenti, riempito di olio per lo scorrimento a secco, riempito di carbonio per l'ESD, ecc. Lavorate a stretto contatto con il fornitore del materiale e con il vostro stampatore.
2. Design della parte:
- Sezioni a parete spessa: L'UHMWPE non scorre bene in sezioni sottili. Spesso si raccomanda uno spessore minimo di 3 mm (0,125 pollici), mentre l'ideale è uno spessore di 5-6 mm (0,200-0,250 pollici). Evitare brusche variazioni dello spessore della parete.
- Raggi generosi: Gli angoli interni appuntiti sono concentratori di tensioni e devono essere evitati. Utilizzate raggi ampi e generosi su tutti gli angoli e i filetti per migliorare il flusso del materiale e la resistenza del pezzo.
- Semplicità: Le geometrie complesse, con caratteristiche intricate, nervature o bocche, sono estremamente difficili da riempire e dovrebbero essere ridotte al minimo. Il pezzo ideale è semplice e compatto.
3. Progettazione di stampi e attrezzature:
- Capacità di alta pressione: Lo stampo deve essere costruito con acciaio per utensili ad alta resistenza (ad esempio, P20, H13) e deve essere progettato per resistere alle enormi pressioni di iniezione e di serraggio senza flettersi o cedere.
- Gating e corridori: Utilizzare guide grandi e piene per ridurre al minimo le perdite di carico. Le porte devono essere grandi e alimentare direttamente la sezione più spessa del pezzo. Le porte sottomarine, le porte a spillo e altri design restrittivi non sono generalmente praticabili.
- Ventilazione: Uno sfiato adeguato è fondamentale per consentire all'aria intrappolata di fuoriuscire mentre il fronte del materiale avanza lentamente. Uno sfiato inadeguato può causare colpi corti e bruciature.
- Restringimento: L'UHMWPE ha un tasso di ritiro elevato e spesso non uniforme. Lo stampo deve essere progettato in modo da tenerne conto per ottenere la precisione dimensionale del pezzo finale. Ciò richiede spesso prototipi e iterazioni.
4. Apparecchiature di lavorazione:
- Macchina ad alta pressione: La pressa di stampaggio a iniezione deve essere in grado di generare e sostenere pressioni di iniezione molto elevate.
- Vite e barile: È necessaria una vite specializzata con un basso rapporto di compressione (ad esempio, da 1,5:1 a 2,0:1) per evitare un'eccessiva generazione di calore di taglio, che può degradare il materiale. La canna e la vite devono essere realizzate in acciaio temprato e resistente all'usura.
5. Costo e tempo di ciclo:
- Elevati costi di attrezzaggio: La costruzione di stampi robusti e ad alta pressione è più costosa di quella degli stampi standard.
- Tempi di ciclo lunghi: A causa dello spessore delle pareti dei pezzi e della termodinamica del materiale, sia la fase di iniezione che quella di raffreddamento sono molto più lunghe rispetto ai termoplastici convenzionali. I tempi di ciclo possono essere di diversi minuti per pezzo, con conseguente aumento del costo per pezzo.

Produzione di stampaggio a iniezione di UHMWPE
Guida alla produzione dello stampaggio a iniezione di UHMWPE

Risorse per la Guida completa allo stampaggio a iniezione di UHMWPE
Linee guida di progettazione per lo stampaggio a iniezione di UHMWPE
La progettazione di un pezzo per lo stampaggio a iniezione di UHMWPE richiede l'osservanza di una serie di regole che tengano conto del comportamento unico del materiale.
| Caratteristica del design | Linea guida / Raccomandazione | Motivazione |
|---|---|---|
| Spessore della parete | Minimo: 3 mm (0,125″) Consigliato: > 5 mm (0,200″) | Assicura che il materiale abbia un percorso di flusso abbastanza ampio da riempire la cavità prima di congelarsi. Le pareti sottili sono quasi impossibili da riempire. |
| Uniformità della parete | Mantenere uno spessore di parete il più possibile uniforme. Se è necessario apportare delle modifiche, queste devono essere graduali e regolari. | Impedisce un raffreddamento non uniforme, che provoca deformazioni, segni di affondamento e tensioni interne. |
| Raggi e filetti | Raggio interno minimo: 1x spessore della parete. Consigliato: 2-3x spessore della parete. | Riduce le concentrazioni di stress, migliora il flusso di materiale intorno agli angoli e rende il pezzo più resistente. |
| Costole e capi | Evitare se possibile. Se necessario, renderli corti e spessi. Lo spessore della base deve essere pari a ~50-60% della parete principale. Utilizzare bozze e raggi generosi. | Queste caratteristiche sono difficili da riempire e possono provocare segni di affossamento sulla superficie opposta. |
| Angoli di sformo | Minimo: 3 gradi. Consigliato: 5 gradi o più. | L'elevata pressione di serraggio può far sì che il pezzo si attacchi saldamente allo stampo. Un angolo di sformo generoso è essenziale per facilitare l'espulsione del pezzo. |
| Fori e anime | Tenere i fori lontani dai bordi. La distanza tra i fori o tra un foro e una parete deve essere almeno doppia rispetto al diametro del foro. | Mantiene l'integrità strutturale e previene i problemi di flusso intorno ai perni centrali. |
| Tolleranze | Aspettatevi tolleranze più ampie rispetto alle plastiche convenzionali. +/- 0,010″ è un buon punto di partenza, ma dipende molto dalla geometria. | Il tasso di ritiro elevato e variabile rende difficile mantenere tolleranze estremamente strette. |
| Finitura superficiale | Puntate a una finitura funzionale piuttosto che estetica. Le finiture lucide sono difficili da ottenere. Una finitura strutturata o opaca può nascondere piccoli segni di scorrimento. | Il comportamento di flusso del materiale non si presta a replicare le texture fini dello stampo o a ottenere una superficie perfetta di Classe A. |
Come eseguire lo stampaggio a iniezione di UHMWPE: Una guida passo-passo
Questa è una panoramica semplificata del processo specializzato, che evidenzia le principali differenze rispetto allo stampaggio tradizionale.
Fase 1: Preparazione del materiale:
Mentre l'UHMWPE ha un basso assorbimento di umidità, alcuni gradi caricati possono essere igroscopici. La resina deve essere essiccata secondo le specifiche del produttore, in genere per 2-4 ore a circa 70-80°C, per prevenire eventuali difetti superficiali.
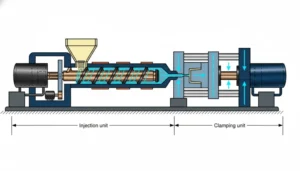
Fase 2: impostazione della macchina e dello stampo:
Lo stampo viene installato in una pressa a iniezione ad alto tonnellaggio e ad alta pressione. Vengono impostate le temperature del cilindro e dell'ugello. A differenza di molte plastiche, il profilo di temperatura dell'UHMWPE è relativamente piatto e caldo, spesso nell'intervallo 220-280°C (428-536°F). Si tratta di una temperatura ben superiore al suo punto di fusione, necessaria per ridurre il più possibile la viscosità.

Fase 3: plastificazione (fusione):
I pellet di UHMWPE vengono introdotti dal serbatoio nella botte. La vite rotante li trasporta in avanti. La combinazione del calore delle bande riscaldanti del cilindro e del calore di taglio della rotazione della vite inizia ad ammorbidire il materiale fino a farlo diventare gel. Si utilizza una bassa velocità della vite (RPM) per ridurre al minimo la degradazione delle lunghe catene polimeriche indotta dal taglio.
Fase 4: iniezione:
Una volta che il materiale si è accumulato a sufficienza davanti alla vite, inizia la fase di iniezione. La vite agisce come un pistone, spingendosi in avanti con una forza immensa. Viene applicata una pressione di iniezione estremamente elevata (25.000 - 40.000+ psi) per forzare il materiale viscoso e pastoso attraverso l'ugello, il canale di colata, le guide e la porta e nella cavità dello stampo. La velocità di iniezione è in genere lenta e controllata per garantire un riempimento costante e uniforme.
Fase 5: imballaggio e conservazione:
Dopo il riempimento volumetrico dello stampo, viene applicata una pressione di "impaccamento" o "mantenimento" per un periodo prolungato. Si tratta di una fase critica. Continua a spingere il materiale nella cavità per compensare il significativo restringimento che si verifica quando il materiale si raffredda e si solidifica. Una pressione o un tempo insufficienti per l'impaccamento causano la formazione di vuoti, segni di affossamento e scarsa stabilità dimensionale.
Fase 6: raffreddamento:
Questa è la fase più lunga del ciclo. Poiché i pezzi sono a parete spessa e la plastica è un cattivo conduttore termico, è necessario un lungo tempo di raffreddamento per consentire al pezzo di solidificarsi completamente e diventare abbastanza stabile per l'espulsione. Lo stampo viene raffreddato con acqua o olio in circolazione. Se si affretta questa fase, si possono verificare gravi deformazioni.
Fase 7: Apertura dello stampo ed espulsione:
Una volta completato il tempo di raffreddamento, lo stampo si apre. Il sistema di espulsione (perni, manicotti, ecc.) spinge il pezzo finito fuori dalla cavità. A causa delle elevate pressioni impiegate, l'espulsione può talvolta essere energica.
Fase 8: post-elaborazione (se necessario):
Il pezzo viene rimosso e il sistema canale di colata/sprue viene tagliato. A causa della tenacità dell'UHMWPE, questa operazione richiede spesso una sega o una lama affilata piuttosto che una semplice torsione o rottura. In alcuni casi, i pezzi possono richiedere una ricottura post-stampaggio per alleviare le tensioni interne.
Quali sono i vantaggi dello stampaggio a iniezione di UHMWPE?
Quando ha successo, questo processo specializzato offre vantaggi significativi rispetto alla lavorazione di pezzi da forme a stock (tondini, lamiere, lastre).
- Libertà di progettazione e complessità: Pur essendo limitato rispetto ad altre materie plastiche, lo stampaggio a iniezione consente di creare pezzi più complessi e di forma netta rispetto alla lavorazione. Caratteristiche come staffe di montaggio integrate, fori ciechi e superfici sagomate possono essere stampate direttamente, riducendo la necessità di fasi secondarie di assemblaggio o lavorazione.
- Scalabilità e produzione ad alto volume: Per produzioni di migliaia o milioni di pezzi, lo stampaggio a iniezione è molto più economico e veloce della lavorazione di ogni singolo pezzo. Una volta effettuato l'investimento iniziale in attrezzature, il costo per pezzo diminuisce drasticamente con il volume.
- Riduzione dei rifiuti di materiale: La lavorazione può generare una quantità significativa di materiale di scarto (trucioli o chips), soprattutto per i pezzi complessi. Lo stampaggio a iniezione è un processo quasi a forma di rete e l'unico scarto è in genere il sistema di canali, che a volte può essere riaffilato e riutilizzato in applicazioni specifiche. Questo porta a un migliore utilizzo del materiale e a una riduzione dei costi.

- Eccellente coerenza da parte a parte: Il processo di stampaggio a iniezione è altamente ripetibile. Una volta impostati i parametri di processo, ogni pezzo prodotto sarà praticamente identico, garantendo alti livelli di qualità e coerenza, difficili da ottenere con le lavorazioni manuali o in più fasi.
- Miglioramento delle proprietà dei materiali (fusione): Un pezzo stampato a iniezione è formato da una fusione omogenea, che dà luogo a una struttura monolitica completamente fusa. Ciò può portare a un'integrità meccanica superiore rispetto ai pezzi lavorati da stock stampati a compressione, che a volte possono presentare tensioni interne o leggere variazioni di densità.
- Riduzione dei costi su scala: Sebbene il costo iniziale dello stampo sia elevato, il basso costo del ciclo (materiale + tempo macchina) per volumi elevati rende lo stampaggio a iniezione il metodo di produzione più economico per grandi quantità di pezzi in UHMWPE.
Quali sono gli svantaggi dello stampaggio a iniezione di UHMWPE?
Le sfide e i limiti del processo sono significativi e devono essere soppesati con attenzione.
- Costi di attrezzaggio estremamente elevati: Gli stampi devono essere costruiti per resistere a pressioni estreme, il che li rende molto più costosi degli stampi a iniezione standard. L'elevato investimento iniziale rende il processo inadatto alla produzione di bassi volumi o ai prototipi.
- Tempi di ciclo lunghi: La combinazione di iniezione lenta, imballaggio lungo e tempi di raffreddamento prolungati significa che i tempi di ciclo si misurano in minuti, non in secondi. Ciò riduce la produzione della macchina e aumenta il costo per pezzo rispetto ai materiali a ciclo rapido.

- Parte Restrizioni di progettazione: Come descritto in precedenza, il progettista è limitato a geometrie semplici con pareti spesse e uniformi, raggi generosi e grandi bozze. Pareti sottili, angoli acuti e caratteristiche complesse non sono fattibili.
- Difficoltà di elaborazione elevata: Il processo ha una finestra operativa molto stretta e richiede macchinari specializzati e tecnici altamente qualificati. Non tutte le aziende di stampaggio a iniezione dispongono delle attrezzature o delle competenze necessarie per gestire con successo l'UHMWPE.
- Potenziale di degradazione del materiale: La combinazione di temperatura e taglio elevati (dalla vite) può rompere le lunghe catene polimeriche dell'UHMWPE, riducendone il peso molecolare e compromettendo le proprietà meccaniche finali. Un attento controllo del processo è essenziale per ridurre questo rischio.
- Finitura superficiale limitata: È difficile ottenere una finitura superficiale cosmeticamente perfetta o lucida. Sono comuni lievi linee di flusso, linee di saldatura o un aspetto opaco.
Problemi e soluzioni comuni nello stampaggio a iniezione di UHMWPE
| Problema | Causa(e) potenziale(i) | Soluzione/i |
|---|---|---|
| Colpo corto / Riempimento incompleto | - Pressione di iniezione insufficiente - Temperatura di fusione troppo bassa - Velocità di iniezione troppo bassa - Scarsa ventilazione della muffa - Cancelli/corridori troppo piccoli | - Aumentare la pressione di iniezione - Aumento delle temperature della canna e dell'ugello - Aumentare la velocità di iniezione (con cautela) - Aggiungere o ampliare le prese d'aria nello stampo - Riprogettazione dello stampo con guide/gate più grandi |
| Curvatura | - Spessore della parete non uniforme - Raffreddamento inadeguato o non uniforme - Tempo/pressione di confezionamento insufficiente - Espulsione del pezzo quando è ancora troppo caldo | - Riprogettazione della parte per pareti uniformi - Regolare il flusso dell'acqua di raffreddamento dello stampo; controllare che non vi siano canali ostruiti. - Aumentare la pressione e/o il tempo di confezionamento - Prolungare la fase di raffreddamento del ciclo |
| Segni di sprofondamento / vuoti | - Pressione o tempo di confezionamento insufficienti - Sezioni spesse che si raffreddano troppo lentamente - Temperatura di fusione troppo alta | - Aumento della pressione di imballaggio e del tempo di mantenimento - Eliminare le sezioni spesse nel progetto del pezzo - Abbassare leggermente la temperatura di fusione |
| Linee di saldatura | - Fronti di flusso multipli che si incontrano nella cavità - Bassa temperatura o pressione di fusione | - Spostamento del cancello per creare un unico percorso di flusso - Aumentare la temperatura di fusione e la pressione di iniezione per aiutare i fronti di flusso a fondersi meglio. |
| Segni di bruciatura | - L'aria intrappolata nello stampo si auto-accende ad alta pressione (dieseling) - La velocità di iniezione è troppo alta | - Migliorare lo sfiato dello stampo nell'ultimo punto di riempimento - Ridurre la velocità di iniezione |
| Parte che si attacca allo stampo | - Angolo di sformo insufficiente - Alta pressione di imballaggio - La superficie dello stampo è troppo ruvida o presenta dei sottosquadra | - Aumentare l'angolo di sformo nella progettazione del pezzo/stampo - Riduzione della pressione di imballaggio (bilanciamento con i lavandini) - Lucidare la cavità dello stampo e l'anima; verificare la presenza di sottosquadri. |
Quali sono le applicazioni dello stampaggio a iniezione di UHMWPE?
Le applicazioni dell'UHMWPE stampato a iniezione si trovano in settori che richiedono la produzione in grandi volumi di componenti incredibilmente durevoli, resistenti all'usura e a basso attrito.
1. Movimentazione e trasporto di materiali:
Si tratta di un mercato primario. La combinazione di resistenza all'abrasione e basso attrito lo rende perfetto per le parti che guidano, spostano e movimentano prodotti e materiali sfusi.
- Ingranaggi e pignoni: Per sistemi di trasporto e trasmissione di potenza a bassa coppia. Sono silenziosi, autolubrificanti e leggeri.
- Guide della catena e strisce di usura: Guida di catene a rulli e nastri trasportatori con attrito e usura minimi.
- Rulli e pulegge: Per nastri trasportatori e sistemi di cavi, fornisce una superficie durevole e antiaderente.
2. Lavorazione di alimenti e bevande:
I gradi vergini sono conformi alla FDA, non porosi e facili da pulire, il che li rende ideali per le applicazioni a contatto con gli alimenti.
- Coclee e viti di alimentazione: Movimentazione di prodotti alimentari senza danni o contaminazioni.
- Boccole e cuscinetti: Per i macchinari di lavorazione che operano in ambienti umidi, corrosivi e soggetti a lavaggi, dove i cuscinetti lubrificati tradizionali si guasterebbero.
- Ruote e guide a stella: Utilizzato nelle linee di imbottigliamento e confezionamento per guidare delicatamente i contenitori ad alta velocità.
3. Medicina e ortopedia:
I gradi biocompatibili e reticolati sono utilizzati per dispositivi monouso ad alto volume e per alcuni componenti impiantabili.
- Impianti ortopedici: Mentre i componenti principali (come le guaine acetabolari nelle protesi d'anca) sono spesso lavorati da stock reticolato, alcuni componenti più piccoli e di grande volume possono essere stampati a iniezione.
- Maniglie e componenti per strumenti chirurgici: Fornisce parti durevoli e sterilizzabili per strumenti medici.
4. Macchinari industriali:
- Cuscinetti e boccole: Un sostituto economico per i cuscinetti in bronzo e nylon in applicazioni ad alto carico e ad alta usura, soprattutto in ambienti sporchi o polverosi.
- Guarnizioni: Nelle applicazioni che richiedono un'eccellente resistenza chimica e durata.
- Bracci del picker e pattini d'impatto: Nei macchinari automatizzati, dove l'impatto e l'usura ripetuti sono i principali problemi.
5. Beni ricreativi e di consumo:
- Componenti per sci e snowboard: Il materiale di base di sci e snowboard è l'UHMWPE, apprezzato per il suo basso attrito sulla neve.
- Cuscinetti per skateboard e rollerblade: Garantisce prestazioni fluide e durature.
- Componenti di usura nelle attrezzature per il fitness: Boccole e rulli in macchine per pesi e attrezzature cardio.


Accordo di Non Divulgazione per Fornitori di Stampaggio a Iniezione: Come Proteggere i Progetti dei Prodotti e i Dati degli Stampi
Condividere i progetti dei tuoi prodotti con un fornitore di stampaggio a iniezione è inevitabile: hai bisogno di loro per quotare il tuo progetto e costruire gli stampi. Ma senza un accordo di non divulgazione (nda1) in vigore, i tuoi
Proprietà dello stampo del fornitore di stampaggio a iniezione: cosa i compratori dovrebbero confermare prima di pagare gli utensili
Hai appena pagato trentamila dollari per uno stampo di produzione. Sei mesi dopo, il tuo fornitore dice che non puoi spostarlo in un'altra fabbrica. Suona familiare? La proprietà dello stampo è una delle
Scomposizione dei Costi del Fornitore di Stampaggio a Iniezione: Attrezzatura, Prezzo Unitario, Materiali e Costi Nascosti
Quando richiedi un preventivo a un fornitore di stampaggio a iniezione, il numero che ricevi raramente racconta tutta la storia. Dietro quel prezzo unitario1 si nascondono l'ammortamento degli stampi, i ricarichi sui materiali, i costi di setup
Soluzioni di ottimizzazione fornite Gratuitamente
- Fornire feedback sulla progettazione e soluzioni di ottimizzazione
- Ottimizzazione della struttura e riduzione dei costi di stampaggio
- Parlare direttamente con gli ingegneri

