 Vai al contenuto
Vai al contenuto 

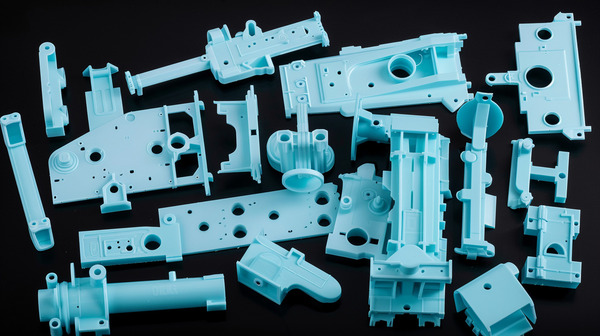
Introduzione: Lo stampaggio a iniezione è un ottimo processo di produzione per realizzare bellissimi prototipi rapidi e pezzi stampati in plastica. Tuttavia, senza un rigoroso sistema di controllo del processo produttivo, i pezzi stampati in plastica possono sviluppare difetti come i segni di affondamento.

So, what are sink marks in injection molding? Why do they happen and how can you as a manufacturer prevent them from happening? Read on as we provide you with the answers to these questions and the important information you need to know about sink marks.
Cosa sono i segni di affondamento nello stampaggio a iniezione?
Il segno di affondamento è un difetto sulla superficie di un pezzo stampato a iniezione che varia con lo spessore della parete. In altre parole, i segni di affondamento si verificano nelle sezioni più spesse di un pezzo stampato e questo difetto assomiglia più a un pozzo o a una scanalatura sulla sua superficie.

Più una sezione di un prodotto è spessa, più parti contiene. Inoltre, queste aree più spesse prolungano il tempo di raffreddamento. Al contrario, la parte esterna di un pezzo in plastica a contatto con l'acciaio dello stampo si raffredda di solito molto rapidamente.

Quindi, la differenza di tempo di raffreddamento tra l'esterno e l'interno del pezzo stampato causa il difetto. Come? Quando le molecole nella sezione più spessa del pezzo iniziano a raffreddarsi, si ritirano, facendo sì che la parte esterna si restringa verso l'interno, formando un segno di affondamento. Ma se l'esterno è sufficientemente resistente, questo ritiro causerà invece dei vuoti.

La visibilità del lavello dipende dalla sua profondità, dal colore e dalla consistenza del prodotto. Tuttavia, è importante notare che i piccoli segni del lavandino sono spesso visibili perché sono in grado di riflettere la luce in diverse direzioni.
Cause e rimedi dei segni di affondamento dello stampaggio a iniezione di plastica
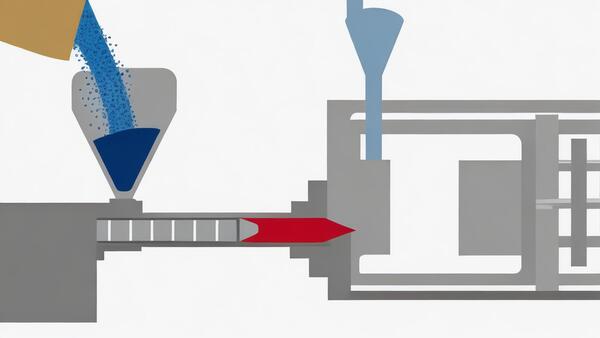
Quando si producono pezzi con lo stampaggio a iniezione, si spara materiale fuso in uno stampo. Il materiale si raffredda e si trasforma nel pezzo desiderato. Poi lo si estrae.

I segni di affondamento nello stampaggio a iniezione si verificano di solito quando il pezzo che si sta stampando è troppo spesso per la resina utilizzata. Ma ci sono anche altre ragioni per i segni di affondamento. Vediamo quali sono le cause e come ridurre i segni di affondamento nello stampaggio a iniezione.
Temperatura di fusione errata
L'utilizzo di temperature errate durante la fusione della resina può causare segni di affossamento sulla superficie della plastica finita. In genere, i segni di affondamento sono causati da una bassa temperatura dell'inserto e, in questo caso, l'aumento della temperatura può risolvere il problema.
Per evitare questo problema, regolare la resina fusa entro l'intervallo di temperatura raccomandato dal produttore. Verificare la temperatura di fusione prima di iniettare la resina nello stampo.
Tempo di mantenimento breve
Se il tempo di mantenimento è troppo breve, può anche causare depressioni sulla superficie del pezzo. Idealmente, i tempi di impaccamento e di mantenimento dovrebbero essere lunghi. In questo modo si garantisce che il gate del pezzo sia correttamente sigillato, impedendo alla resina plastica di fluire all'interno o all'esterno della cavità dello stampo. Se la porta non è correttamente sigillata, la resina plastica uscirà dalla cavità quando è ferma.

Per evitare segni di sprofondamento, tenere premuto abbastanza a lungo per garantire che il cancello si solidifichi dopo aver riempito lo stampo. In questo modo si evita che il materiale fuso fuoriesca dallo stampo, evitando così l'affondamento. In altre parole, in presenza di segni o depressioni in prossimità della porta, il prolungamento del tempo di mantenimento contribuirà a eliminarli.
La costola è troppo spessa
Quando la nervatura è più spessa, anche la giunzione tra la nervatura e lo spessore della parete principale è più spessa. Qui si concentra la plastica. Durante il raffreddamento, la costola e la superficie della parete principale più spessa si solidificano per prime. Il centro della giunzione tra la nervatura e lo spessore della parete principale rimane fuso.

La plastica che si solidifica successivamente si restringe sulla plastica che si solidifica per prima, esercitando una forza di aspirazione sulla plastica circostante. Se un punto ha uno strato di solidificazione più debole (di solito sulla superficie dello stampo opposta alla nervatura), la superficie può collassare in una depressione.
I segni di affondamento possono essere causati dalle proprietà del materiale, dalla pressione di tenuta e dalla distanza dalla porta. A volte, lo spessore della nervatura deve essere progettato in modo che sia 50% dello spessore della parete principale, o addirittura più sottile. Il giudizio dell'esperienza umana è talvolta impreciso.

Si raccomanda di analizzarlo attraverso l'analisi CAE del flusso dello stampo. Il rischio può essere previsto in base all'indice di ritiro dell'analisi del flusso dello stampo per comprendere l'impatto dei diversi design dello spessore delle nervature sul ritiro. Il rischio di ritiro può essere previsto allo stesso modo anche per la posizione della colonna e l'angolo del prodotto.
Le dimensioni della pista e del cancello
Il canale e la porta sono troppo piccoli e la resistenza al flusso del materiale è troppo grande. Se la pressione di iniezione e la pressione non sono sufficienti, la cavità dello stampo non può essere riempita con materiale denso e la densità della fusione è ridotta, il che può facilmente causare depressioni superficiali e segni di ritiro.

Alcuni prodotti presentano un flusso di colla locale non uniforme o canali di flusso troppo piccoli, che possono anche causare una grande resistenza al flusso del materiale e una pressione locale insufficiente, con conseguente aumento della probabilità di segni di ritiro. Suggerisco di utilizzare un software di analisi del flusso dello stampo CAE per analizzare il flusso e la pressione del materiale prima della progettazione dello stampo e simulare il processo di riempimento.
Il software fornirà dati ragionevoli per aiutarci a progettare in modo ragionevole le dimensioni del canale e della porta e ad analizzare l'area in cui la struttura del prodotto ostacola il flusso. Modificare il prodotto in base ai risultati dell'analisi per prevenire completamente il ritiro sulla superficie del prodotto.

Alta temperatura dello stampo
L'effetto della temperatura dello stampo sui segni di ritiro o sui fori di ritiro è relativo. Quando la temperatura dello stampo è troppo bassa, lo strato superficiale del pezzo tende a condensarsi e ad addensarsi, lo spessore dello strato centrale si riduce relativamente, il canale di contenimento della pressione e del ritiro si restringe e l'estremità del pezzo non può subire un ritiro sufficiente, formando segni di ritiro o fori di ritiro;
Inoltre, la bassa temperatura dello stampo fa sì che il sistema di chiusura, in particolare il gate, si congeli facilmente e che il pezzo non riceva una pressione di tenuta sufficiente e si restringa, causando anche cavità o segni di ritiro.
Quando la temperatura dello stampo è troppo alta, l'efficienza di raffreddamento dello stampo è bassa e il raffreddamento è lento. A causa del lungo tempo di raffreddamento, anche il ritiro è maggiore. Se la pressione di tenuta e il ritiro non sono sufficienti, è facile che si formino segni di ritiro o cavità da ritiro.
L'impostazione di una temperatura troppo elevata può impedire al cancello di sigillarsi correttamente e in tempo. Per risolvere questo problema, utilizzare il corretto intervallo di temperatura dello stampo e garantire la corretta tubazione.

Pressione di mantenimento o pressione di mantenimento non corretta
Un'altra causa di ammaccature nei pezzi stampati è la distribuzione non corretta della pressione di tenuta. In altre parole, l'applicazione della giusta quantità di pressione sulle diverse parti del prodotto aiuta a mantenere la forma del prodotto.
Per evitare segni di affondamento o deformazioni, la pressione tipica della cavità è compresa tra 8.000 e 15.000 psi. La regola generale è che la pressione di mantenimento o di riempimento deve essere pari a 50-70% della pressione di iniezione.

Il modo migliore per applicare la pressione è misurare lo spessore. Per mantenere la forma, i pezzi più spessi richiedono più plastica e pressione rispetto a quelli più sottili.
Poiché questo difetto è causato dal ritiro della resina plastica e di altri materiali nell'area spessa durante il processo di essiccazione, l'inserimento di una quantità sufficiente di plastica nell'area spessa alla pressione appropriata può aiutare a eliminare questo difetto.

Guasto della valvola di ritegno a vite della macchina di stampaggio a iniezione
Injection molding technicians know that the check valve on the injection molding machine is to prevent the molten plastic material in front of the screw in the material tube from flowing back during injection and holding pressure.
Se la valvola di ritegno della macchina per lo stampaggio a iniezione è usurata e incrinata durante l'uso a lungo termine, un grave danno causerà il riflusso della plastica attraverso la fessura, la riduzione o la scomparsa della pressione di tamponamento e di mantenimento e il prodotto causerà facilmente una depressione da ritiro.

È quindi necessario controllarlo, sottoporlo a manutenzione e pulirlo spesso. Inoltre, è necessario mantenere i pellet di plastica puliti e privi di detriti, in particolare i materiali riciclati secondari non devono mai essere mescolati con oggetti duri come lame e trucioli di ferro. Se si riscontrano difetti gravi, è necessario sostituirli immediatamente.
La temperatura del cilindro della macchina di stampaggio a iniezione è troppo alta
Se la temperatura del stampaggio a iniezione Se il cilindro della macchina è troppo alto, la densità della massa fusa diminuisce. Quando il prodotto si raffredda, la massa fusa a contatto con la superficie dello stampo si solidifica prima in uno strato di condensazione. La plastica si riduce di volume, causando una diminuzione della densità del fuso al centro della cavità.

Quando il nucleo si solidifica lentamente, si forma un vuoto al centro del nucleo. La parete interna del vuoto formerà una tensione da ritiro. Se la resistenza dello strato di solidificazione superficiale non è sufficiente, la superficie del prodotto si infosserà verso l'interno, formando un segno di ritiro.
Il metodo di miglioramento consiste nell'impostare una temperatura ragionevole della botte. All'interno dell'intervallo consentito dal materiale, cercare di non utilizzare il più possibile un valore estremo, che può ridurre efficacemente la probabilità di ritiro del prodotto. L'analisi CAE del flusso dello stampo può anche analizzare valori di riferimento ragionevoli per prevenire in anticipo i segni di ritiro nel prodotto.

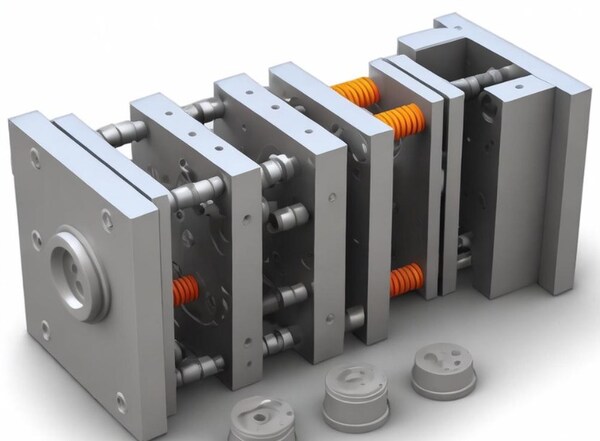
Il numero e la posizione delle porte dello stampo non sono progettati in modo ragionevole
Anche la posizione e il numero delle porte possono causare segni di ritiro sul prodotto. Ecco un parametro che potete condividere con i vostri colleghi. Il rapporto di lunghezza del flusso del materiale è il rapporto tra la lunghezza del flusso del materiale e lo spessore della parete principale del prodotto. È un valore di riferimento importante per la progettazione del numero e della posizione delle porte.
Prestare particolare attenzione a questo dato. È possibile trovare questo valore di riferimento nella tabella delle proprietà del materiale per valutare la fluidità del materiale. Se il numero e la posizione irragionevole delle porte fanno sì che il rapporto di lunghezza del flusso del materiale sia troppo grande, la resistenza al flusso sarà eccessiva.
Se la pressione di iniezione non è sufficiente, la cavità dello stampo non può essere riempita con materiale denso, la densità della colata è bassa e la probabilità di depressione da ritiro del prodotto è elevata.
Molti vecchi stampatori progettano la posizione e il numero del cancello in base all'esperienza. Credo che oggi non sia consigliabile affidarsi completamente all'esperienza. I risultati delle analisi di simulazione al computer CAE possono fornire ai progettisti di stampi dati di riferimento molto precisi.

L'analisi del flusso dello stampo può analizzare in modo completo le proprietà dei materiali, la struttura del prodotto, la temperatura dello stampo, il raffreddamento dell'acqua, ecc. per ottenere risultati più accurati. I progettisti di stampi devono imparare a utilizzare strumenti di analisi scientifica per ridurre gli errori nella progettazione degli stampi.
Il tempo di raffreddamento del prodotto è troppo breve
Se il tempo di raffreddamento del prodotto non è sufficiente, lo strato di condensazione sulla superficie del prodotto sarà troppo sottile e la rigidità sarà insufficiente per resistere alle sollecitazioni causate dal ritiro della massa fusa interna, che formerà facilmente depressioni da ritiro sulla superficie del prodotto.

Per l'impostazione del tempo di raffreddamento si può fare riferimento ai valori consigliati dall'analisi del flusso dello stampo CAE e alla tabella delle proprietà del materiale.
Quanti addetti alla regolazione della macchina hanno guardato la tabella delle proprietà del materiale prima di regolare la macchina? Quando si regola la macchina, si dovrebbe impostare il tempo di raffreddamento in base al valore raccomandato dall'analisi e ridurre il più possibile il tempo di raffreddamento entro l'intervallo accettabile di qualità della superficie del prodotto per ridurre il ciclo di stampaggio.

Per ridurre i segni di affondamento durante il ciclo di stampaggio a iniezione, i produttori dovrebbero ottimizzare il tempo di raffreddamento e le impostazioni della pressione di mantenimento per garantire che la parte in plastica si raffreddi in modo uniforme durante il processo di stampaggio.
Geometria del pezzo non corretta
Se la geometria del pezzo e la progettazione dello stampo non sono corrette, è possibile che si verifichino segni di affondamento. È importante sapere che i punti più comuni in cui si formano i segni di affondamento sono le nervature e le bocche.
Conclusione
I difetti dei prodotti hanno molte cause. Dobbiamo considerare la progettazione del prodotto, la progettazione dello stampo e il processo di stampaggio a iniezione. Dobbiamo analizzare e trovare la causa principale del problema. Dobbiamo considerare i costi, l'efficienza e la qualità del prodotto. A volte non possiamo soddisfare tutti i requisiti. Dobbiamo considerare e calcolare e fare compromessi ragionevoli.
Il principio degli stampi Zetar è: la priorità è data a quelli che possono essere migliorati attraverso la struttura del prodotto, che è la prima scelta. Se non è proprio possibile, verrà migliorato attraverso la progettazione dello stampo. Anche se il costo dello stampo aumenta, il problema non deve essere lasciato alla regolazione dello stampaggio a iniezione.

Poiché l'aumento di costo dello stampo è una tantum, mentre il costo dello stampaggio a iniezione è a lungo termine e su larga scala, e stampaggio a iniezione solo piccoli aggiustamenti ragionevoli. Pertanto, per essere un buon tecnico degli stampi, la considerazione del problema richiede un'analisi sistematica, un calcolo attento e compromessi ragionevoli.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







