 Vai al contenuto
Vai al contenuto 

Introduzione
La costruzione di stampi a iniezione è un processo lungo e complicato. Ci sono molte fasi coinvolte in quella che sembra un'operazione semplice. Sapete qual è il processo di fabbricazione degli stampi a iniezione?
Ora ve ne parlerò in dettaglio. La plastica stampaggio a iniezione Il processo di fabbricazione degli stampi a iniezione comprende principalmente: l'accettazione delle esigenze personalizzate dei clienti, la progettazione dello stampo da parte del team di ingegneri, la produzione di stampi a iniezione in plastica fusa, l'ispezione e la prova dello stampo, la modifica e la riparazione dello stampo e la manutenzione dello stampo. Di seguito vi illustrerò uno per uno.

Accettare le esigenze personalizzate dei clienti
Quando si desidera realizzare uno stampo in plastica, si fornisce al produttore di stampi un disegno o un campione del prodotto che si desidera realizzare. Il produttore di stampi deve sapere come si utilizzerà il pezzo, come lo si lavorerà e quanto deve essere preciso.

Per soddisfare i requisiti della produzione di stampi in plastica, dobbiamo raccogliere, analizzare e analizzare i dati dei prodotti per soddisfare le esigenze personalizzate dei clienti.
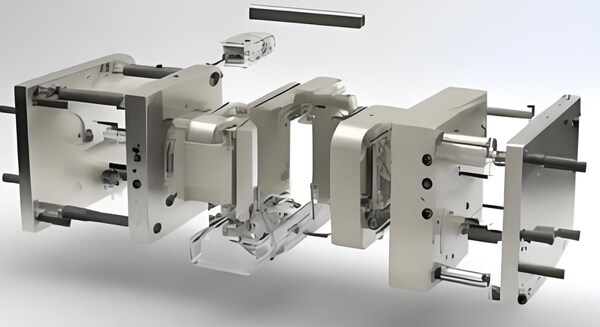
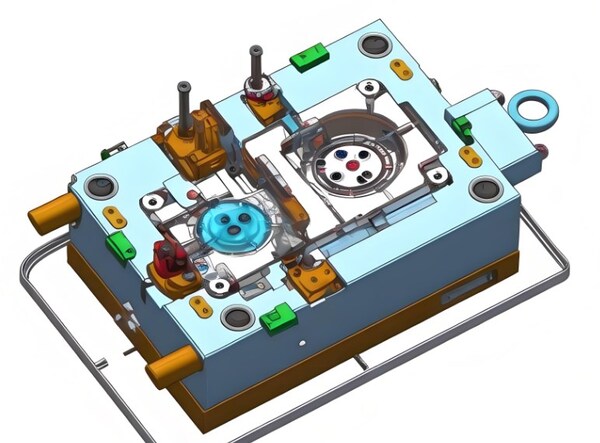
Progettazione di stampi
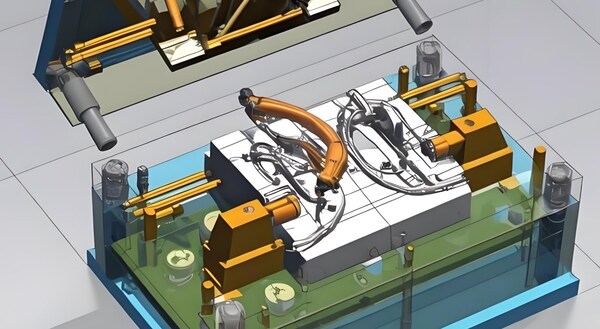
La progettazione dello stampo a iniezione è la parte più importante dell'intero processo di produzione degli stampi. La struttura e le dimensioni dello stampo devono essere determinate in base ai requisiti e alle caratteristiche del prodotto. Di seguito sono descritte le fasi di progettazione di uno stampo a iniezione.
Lavoro di preparazione prima della progettazione
Libro dei compiti di progettazione; conoscere le parti in plastica, compresa la loro forma geometrica, i requisiti di utilizzo delle parti in plastica e le materie prime delle parti in plastica; verificare la lavorabilità delle parti in plastica per lo stampaggio; chiarire il modello e le specifiche della macchina per lo stampaggio a iniezione.
Fasi di progettazione della struttura dello stampo a iniezione
Contare il numero di fori. Condizioni: volume massimo di iniezione, forza di chiusura, requisiti di precisione del prodotto, economia; scegliere dove dividere. Il principio dovrebbe essere la semplicità della struttura dello stampo, la facilità di divisione e l'assenza di impatto sull'aspetto e sull'uso delle parti in plastica; decidere dove inserire i fori.

Decidere come estrarre il pezzo dallo stampo, tra cui il canale principale, il canale secondario, il cancello, il pozzetto di scarico a freddo, ecc. Progettare diversi modi per estrarre il pezzo dallo stampo a seconda del punto in cui la parte in plastica è rimasta nello stampo.

Decidere come controllare la temperatura. Il sistema di controllo della temperatura dipende principalmente dal tipo di plastica. Quando si decide di utilizzare un inserto nello stampo o nell'anima, è opportuno dividere gli inserti in sezioni e realizzare gli inserti e fissarli contemporaneamente.

Individuare il metodo di scarico. In generale, lo scarico può essere ottenuto mediante lo spazio tra la superficie di separazione dello stampo e il meccanismo di espulsione e lo stampo. Per gli stampi a iniezione di grandi dimensioni e ad alta velocità, è necessario progettare il metodo di scarico corrispondente; determinare le dimensioni principali dello stampo a iniezione.

Utilizzare la formula per calcolare le dimensioni di lavoro dei pezzi stampati. Determinare lo spessore della parete laterale della cavità dello stampo, lo spessore della piastra di fondo della cavità, il cuscinetto d'anima, lo spessore della piastra mobile, lo spessore della piastra della cavità del tipo a blocchi e l'altezza di chiusura dello stampo a iniezione.

In base alle dimensioni progettate e calcolate dello stampo a iniezione, scegliere una base standard per lo stampo a iniezione e cercare di scegliere componenti standard per lo stampo; abbozzare la struttura dello stampo.
Quando si progetta uno stampo, è molto importante tracciare uno schizzo strutturale completo dello stampo e disegnare un diagramma della struttura dello stampo. Verificare le dimensioni dello stampo e della pressa a iniezione.

Controllare i parametri della macchina di stampaggio a iniezione utilizzata: tra cui il volume massimo di iniezione, la pressione di iniezione, la forza di chiusura e le dimensioni della parte di installazione dello stampo, della corsa di apertura dello stampo e del meccanismo di espulsione.
Recensione di parti stampate a iniezione progettazione. Eseguire una revisione preliminare e ottenere il consenso dell'utente. Allo stesso tempo, è necessario confermare e modificare i requisiti dell'utente; disegnare il disegno di assemblaggio dello stampo.

Indicare chiaramente la relazione di montaggio, le dimensioni necessarie, i numeri di serie, gli elenchi dettagliati, le barre dei titoli e i requisiti tecnici di ogni parte dello stampaggio a iniezione (i requisiti tecnici comprendono i seguenti elementi.

requisiti di prestazione per la struttura dello stampo, come i requisiti di assemblaggio del meccanismo di espulsione e del meccanismo di estrazione dell'anima; requisiti per il processo di assemblaggio dello stampo, come lo spazio di montaggio della superficie di separazione e il parallelismo delle superfici superiore e inferiore dello stampo.

requisiti per l'uso degli stampi; trattamento antiossidazione, numerazione degli stampi, scritte, sigilli per l'olio e requisiti per lo stoccaggio; requisiti per gli stampi di prova e le ispezioni).
Realizzare i disegni delle parti dello stampo. L'ordine di realizzazione dei disegni dei pezzi è: prima l'interno, poi l'esterno, prima le parti complesse, poi quelle semplici, prima le parti di stampaggio, poi quelle strutturali. Controllare i disegni di progetto.

Il controllo finale della progettazione dello stampo a iniezione è il controllo finale della progettazione dello stampo a iniezione e occorre prestare maggiore attenzione alle prestazioni di lavorazione dei pezzi.
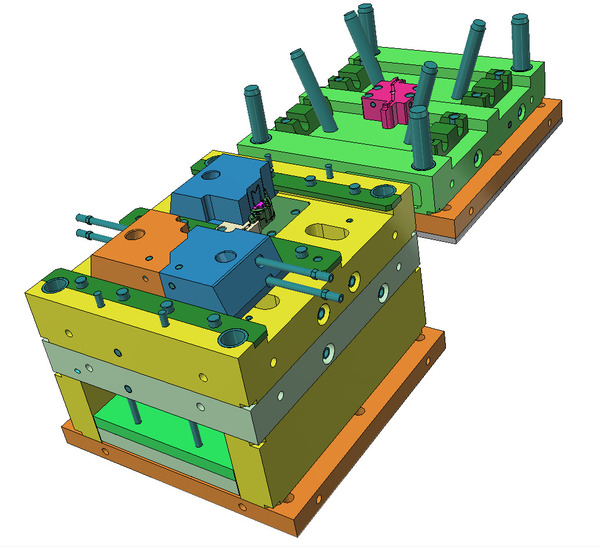
Produzione di stampi
Programmazione, rimozione degli elettrodi
Una volta terminata la progettazione dello stampo, è necessario realizzare il programma CNC in base alle condizioni di lavorazione di ciascun pezzo e alla necessità di estrarre l'elettrodo per l'elettroerosione.

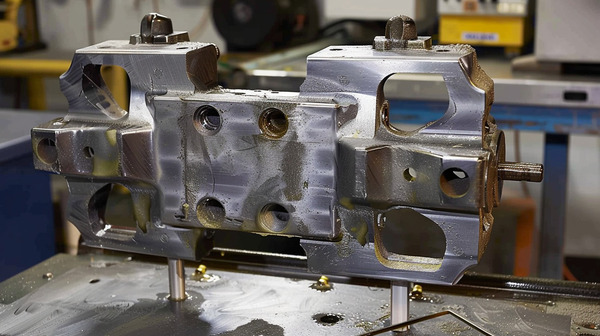
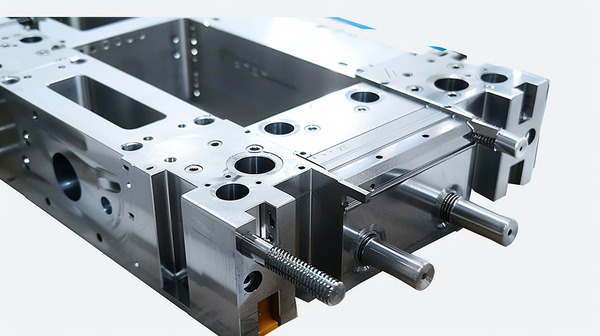
Lavorazione meccanica
La lavorazione meccanica dello stampo comprende la lavorazione CNC, l'elettroerosione, il taglio a filo, la foratura profonda, ecc. Dopo aver ordinato la base dello stampo e i materiali, lo stampo si trova solo in uno stato di lavorazione grezzo o solo in materiale d'acciaio.
A questo punto, è necessario eseguire una serie di lavorazioni meccaniche in base all'intenzione progettuale dello stampo per la realizzazione di varie parti.

La lavorazione CNC, o lavorazione a controllo numerico computerizzato, è un centro di lavorazione che utilizza il controllo numerico. Richiede diversi processi di lavorazione, selezione degli utensili, parametri di lavorazione e altri requisiti.

L'elettroerosione, o lavorazione a scarica elettrica, è un processo di lavorazione che utilizza le scariche elettriche per erodere il materiale fino a raggiungere le dimensioni richieste, quindi può lavorare solo materiali conduttivi. Gli elettrodi utilizzati sono generalmente di rame e grafite.
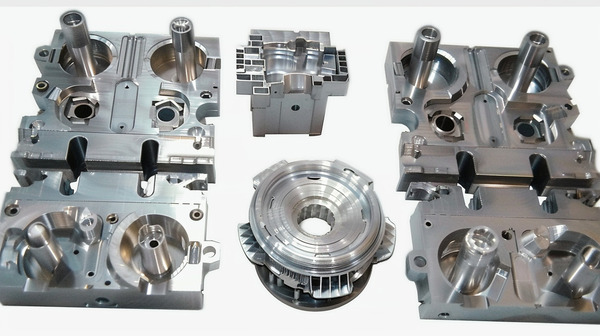
Montaggio del fissatore
Il montatore è un ruolo molto importante nel processo di costruzione degli stampi e il suo lavoro deve svolgersi durante l'intero processo di produzione degli stampi. Il lavoro di un montatore è specializzato nell'assemblaggio di stampi, nella tornitura, nella fresatura, nella rettifica e nella foratura.
Salvataggio e lucidatura dello stampo
Il salvataggio e la lucidatura dello stampo è il processo di utilizzo di carta vetrata, pietra oleosa, pasta diamantata e altri strumenti per lavorare le parti dello stampo dopo che lo stampo è stato elaborato da CNC, EDM e montatore prima che lo stampo venga assemblato.

Ispezione degli stampi a iniezione
Aspetto della muffa
La targhetta dello stampo deve avere un contenuto completo, caratteri chiari e una disposizione ordinata. La targhetta deve essere fissata sul piede dello stampo vicino alla sagoma e all'angolo di riferimento. La targhetta è fissata in modo affidabile e non si stacca facilmente.

L'ugello dell'acqua di raffreddamento deve essere un ugello a innesto in blocco di plastica e il cliente deve avere altri requisiti. L'ugello dell'acqua di raffreddamento non deve fuoriuscire dalla superficie dello stampo. L'ugello dell'acqua di raffreddamento deve essere lavorato con fori svasati.

Il diametro del foro svasato è di 25 mm, 30 mm e 35 mm. L'ugello dell'acqua di raffreddamento deve avere segni di entrata e uscita.

I caratteri e i numeri inglesi contrassegnati devono essere superiori a 5/6 e la posizione deve essere di 10 mm direttamente sotto l'ugello dell'acqua. La scrittura deve essere chiara, bella, ordinata e uniforme.

Gli accessori dello stampo non devono compromettere il sollevamento e lo stoccaggio dello stampo. Durante l'installazione, sotto lo stampo sono esposti cilindri dell'olio, ugelli dell'acqua, meccanismi di preregolazione e così via, che devono essere protetti da gambe di supporto.

L'installazione delle gambe di supporto deve essere fissata al telaio dello stampo con viti passanti. Le gambe di supporto troppo lunghe possono essere fissate al telaio dello stampo mediante la lavorazione di colonne filettate esterne. Le dimensioni del foro di espulsione dello stampo devono essere conformi ai requisiti delle specifiche. stampaggio a iniezione macchina.

Non è possibile utilizzare un'unica espulsione centrale, a meno che non si tratti di uno stampo di piccole dimensioni. L'anello di posizionamento deve essere fissato in modo affidabile, con un diametro di 100 mm e 250 mm. L'anello di posizionamento è più alto di 10~20 mm rispetto alla piastra inferiore, a meno che il cliente non abbia altri requisiti.

Le dimensioni esterne dello stampo devono essere conformi ai requisiti della macchina di stampaggio a iniezione specificata. Gli stampi con requisiti di installazione direzionale devono essere contrassegnati con frecce sulla sagoma anteriore o posteriore per indicare la direzione di installazione.

Accanto alla freccia deve comparire la scritta "UP". La freccia e il testo sono entrambi gialli e l'altezza è di 50 mm. Sulla superficie del telaio dello stampo non devono essere presenti buchi, ruggine, anelli di sollevamento extra, entrata e uscita di vapore acqueo, fori d'olio, ecc. e difetti che ne compromettano l'aspetto.

Lo stampo deve essere facile da sollevare e trasportare. Le parti dello stampo non devono essere smontate durante il sollevamento e gli anelli di sollevamento non devono interferire con il rubinetto, il cilindro dell'olio, l'asta di preregolazione, ecc.

Materiale e durezza dello stampo
Il telaio dello stampo deve utilizzare un telaio standard conforme agli standard. I materiali delle parti che formano lo stampo e del sistema di colata (anima, inserto mobile dello stampo, inserto mobile, cono deviatore, asta di spinta, manicotto della porta) sono realizzati con materiali con prestazioni superiori a 40Cr.

Quando si stampano materie plastiche facilmente corrodibili dallo stampo, le parti stampate devono essere realizzate con materiali resistenti alla corrosione o devono essere adottate misure anticorrosione sulle loro superfici di stampaggio. La durezza delle parti stampate non deve essere inferiore a 50HRC, oppure la durezza del trattamento di indurimento superficiale deve essere superiore a 600HV.

Prova di stampo a iniezione
Precauzioni prima della sperimentazione
Il telaio dello stampo deve utilizzare un telaio standard conforme agli standard. I materiali delle parti che formano lo stampo e del sistema di colata (anima, inserto mobile dello stampo, inserto mobile, cono deviatore, asta di spinta, manicotto della porta) sono realizzati con materiali con prestazioni superiori a 40Cr.

Quando si stampano materie plastiche facilmente corrodibili dallo stampo, le parti stampate devono essere realizzate con materiali resistenti alla corrosione o devono essere adottate misure anticorrosione sulle loro superfici di stampaggio. La durezza delle parti stampate non deve essere inferiore a 50HRC, oppure la durezza del trattamento di indurimento superficiale deve essere superiore a 600HV.

Dopo aver verificato che le varie parti dello stampo si muovono correttamente, è necessario selezionare una macchina di prova adatta per lo stampaggio a iniezione. Al momento della scelta, è necessario prestare attenzione a: qual è il volume massimo di iniezione della macchina per lo stampaggio a iniezione.

se la distanza interna del tirante può adattarsi allo stampo; se la corsa massima di spostamento della sagoma mobile soddisfa i requisiti; se gli altri strumenti e accessori dello stampo di prova sono completamente preparati.

Una volta confermato che tutto è a posto, il passo successivo è appendere lo stampo. Prima di bloccare tutte le piastre di bloccaggio e aprire lo stampo, il gancio non deve essere rimosso per evitare che la piastra di bloccaggio si allenti o si rompa e faccia cadere lo stampo.

Una volta posizionato lo stampo, verificare che tutte le parti meccaniche funzionino correttamente. Assicurarsi che la piastra di scorrimento, il perno di espulsione, la struttura di estrazione del dente e l'interruttore di fine corsa funzionino correttamente. Assicurarsi inoltre che l'ugello di iniezione e la porta di alimentazione siano allineati.

Parliamo ora della fase successiva, ovvero l'azione di chiusura dello stampo. A questo punto, la pressione di chiusura dello stampo deve essere ridotta. Durante l'azione di chiusura manuale e a bassa velocità dello stampo, è necessario prestare attenzione all'eventuale presenza di movimenti non uniformi e di suoni anomali.

Il processo di sollevamento dello stampo è in realtà molto semplice. La cosa principale da fare con attenzione è che è difficile regolare il centro della porta dello stampo e dell'ugello. In genere, il centro può essere regolato utilizzando una carta di prova.

Aumentare la temperatura dello stampo: A seconda del materiale utilizzato e delle dimensioni dello stampo, scegliete un regolatore di temperatura in grado di portare lo stampo alla temperatura necessaria per la produzione dei pezzi.

Dopo l'aumento della temperatura dello stampo, controllare di nuovo il movimento di ogni parte, perché l'acciaio può causare l'inceppamento dello stampo dopo l'espansione termica, quindi prestare attenzione allo scorrimento di ogni parte per evitare tensioni e vibrazioni.

Se la fabbrica non applica la regola del piano sperimentale, si raccomanda che quando si regolano le condizioni dello stampo di prova, si possa regolare solo una condizione alla volta, in modo da distinguere l'impatto di una singola modifica delle condizioni sul prodotto.

A seconda delle materie prime, le materie prime utilizzate devono essere cotte correttamente. Cercate di utilizzare le stesse materie prime per lo stampo di prova e per la futura produzione in serie. Non provate lo stampo interamente con materiali di qualità inferiore. Se c'è un requisito di colore, è possibile organizzare una prova di colore allo stesso tempo.
La seconda lavorazione è spesso affetta da problemi come le tensioni interne. Dopo lo stampo di prova, lo stampo deve essere lavorato per la seconda lavorazione quando il prodotto è stabile. Dopo la chiusura lenta, regolare la pressione di serraggio e muoverlo più volte per verificare se la pressione di serraggio non è uniforme, per evitare bave e deformazioni del prodotto.

Una volta fatto tutto ciò, è possibile ridurre la velocità e la pressione di chiusura dello stampo, impostare l'asta di sicurezza e la corsa di espulsione, quindi regolare la normale chiusura dello stampo e la velocità di chiusura dello stampo. Se è coinvolto il finecorsa per la corsa massima, è necessario regolare la corsa di apertura dello stampo in modo che sia leggermente più corta e interrompere l'azione di apertura dello stampo ad alta velocità prima che lo stampo raggiunga la corsa massima.

Questo perché durante il periodo di carico dello stampo, la corsa di azione ad alta velocità è più lunga di quella a bassa velocità nell'intera corsa di apertura dello stampo. Nella macchina per materie plastiche, anche l'asta di espulsione meccanica deve essere regolata per agire dopo l'azione di apertura dello stampo a piena velocità, per evitare la deformazione della piastra di espulsione o della piastra di spogliazione a causa della forza.

Prima di iniziare lo stampaggio, verificare quanto segue: La corsa di alimentazione è troppo lunga o troppo corta? La pressione è troppo alta o troppo bassa? La velocità di riempimento è troppo alta o troppo bassa? Il ciclo di lavorazione è troppo lungo o troppo corto?

Per evitare colpi corti, rotture, deformazioni, bave e persino danni allo stampo. Se il tempo di ciclo è troppo breve, l'espulsore spinge il pezzo o l'anello di spellatura lo schiaccia. Potrebbero essere necessarie due o tre ore per rimuovere il pezzo. Se il tempo di ciclo è troppo lungo, le parti sottili e deboli dell'anima possono rompersi a causa del ritiro della gomma.

Non è possibile prevedere tutti i problemi che potrebbero verificarsi durante un processo per la muffa, ma pensare in anticipo e prendere provvedimenti vi aiuterà a evitare problemi grandi e costosi.

Le fasi principali del processo per la muffa
Per evitare di sprecare tempo e fatica durante la produzione di massa, è necessario essere pazienti e regolare e controllare le varie condizioni di lavorazione, trovare le migliori condizioni di temperatura e pressione e stabilire procedure standard di prova degli stampi da utilizzare ogni giorno.

Controllare se la resina plastica contenuta nel cilindro è corretta e se è stata cotta secondo le norme (se si utilizzano materiali plastici diversi per la prova stampo e la produzione, si possono ottenere risultati diversi).

Assicurarsi di pulire bene il tubo del materiale per evitare di iniettare nello stampo gomma scadente o materiale estraneo. La gomma scadente e il materiale estraneo possono inceppare lo stampo. Verificare che la temperatura del tubo del materiale e la temperatura dello stampo siano adeguate al materiale che si sta utilizzando.

Modificare la pressione e il volume di iniezione per dare al prodotto un bell'aspetto. Ma non lasciate che il prodotto lampeggi, soprattutto quando alcune parti non sono completamente solidificate. Pensateci bene prima di modificare tutte le impostazioni di controllo, perché una piccola variazione della velocità di riempimento può fare una grande differenza nel riempimento.

È sufficiente avere pazienza e attendere che le condizioni della macchina e dello stampo si stabilizzino. Anche per una macchina di medie dimensioni può essere necessario attendere più di 30 minuti. Questo tempo può essere utilizzato per verificare eventuali problemi del prodotto.

Il tempo di avanzamento della vite non deve essere inferiore al tempo necessario per la solidificazione della plastica del cancello, altrimenti il peso del prodotto si riduce, danneggiando le prestazioni del prodotto. Inoltre, quando lo stampo è riscaldato, il tempo di avanzamento della vite deve essere prolungato per compattare il prodotto.

Una regolazione ragionevole riduce il ciclo di lavorazione totale. Eseguire le nuove condizioni regolate per almeno 30 minuti fino a renderle stabili, quindi produrre in modo continuo almeno una dozzina di campioni di stampo completo, contrassegnare la data e la quantità sul contenitore e posizionarli separatamente in base alla cavità dello stampo per testare l'effettiva stabilità di funzionamento e ricavare tolleranze di controllo ragionevoli (particolarmente utili per gli stampi a più cavità).
Misurare e registrare le dimensioni importanti dei campioni continui (attendere che i campioni si raffreddino a temperatura ambiente prima di misurarli).
Controllare le dimensioni di ogni campione di stampo e verificare: se le dimensioni del prodotto sono stabili; se alcune dimensioni hanno una tendenza all'aumento o alla diminuzione, il che significa che le condizioni di lavorazione della macchina stanno ancora cambiando, come un cattivo controllo della temperatura o della pressione dell'olio; se la variazione delle dimensioni rientra nell'intervallo di tolleranza.

Se le dimensioni del prodotto non cambiano e le condizioni di lavorazione sono normali, è necessario verificare se la qualità del prodotto in ogni cavità è accettabile e se le dimensioni rientrano nella tolleranza consentita. Annotare i numeri delle cavità che sono costantemente più grandi o più piccole della media per verificare se la dimensione dello stampo è corretta.

Registrazione dei parametri ottenuti durante la prova stampo
Registrare e analizzare i dati come necessario per modificare lo stampo e le condizioni di produzione e come riferimento per la futura produzione di massa.

Aumentare il tempo di lavorazione per stabilizzare la temperatura di fusione e la temperatura dell'olio idraulico.
Regolare le condizioni della macchina in base alle dimensioni di tutti i prodotti troppo grandi o troppo piccoli. Se il tasso di restringimento è eccessivo e il prodotto appare sottotono, si può anche fare riferimento all'aumento delle dimensioni del cancello.

Se le dimensioni della cavità sono troppo grandi o troppo piccole, è necessario correggerle. Se le dimensioni della cavità e del gate sono ancora buone, provare a modificare le condizioni della macchina, come la velocità di riempimento, la temperatura dello stampo e la pressione di ciascun pezzo, e verificare se alcune cavità si riempiono lentamente.
Effettuare le correzioni in base alle condizioni di accoppiamento di ciascuna cavità o allo spostamento dell'anima, e magari provare a regolare nuovamente la velocità di riempimento e la temperatura dello stampo per renderla più uniforme.

Risolvere i problemi del stampaggio a iniezione della macchina, come la pompa dell'olio, la valvola dell'olio, il regolatore di temperatura, ecc. Se non si risolvono questi problemi, le condizioni di lavorazione cambieranno. Anche se avete lo stampo migliore, non funzionerà bene su una macchina di cui non vi occupate.
Dopo aver esaminato tutti i valori registrati, conservare una serie di campioni per controllare e confrontare se i campioni corretti sono migliorati. Salvare correttamente tutte le registrazioni delle ispezioni dei campioni durante la prova dello stampo, comprese le varie pressioni nel ciclo di lavorazione dello stampaggio a iniezione, la temperatura della colata e dello stampo.

temperatura del tubo di materiale, tempo di azione dell'iniezione, periodo di alimentazione della vite, ecc. In breve, salvare tutti i dati che consentiranno di stabilire con successo le stesse condizioni di lavorazione in futuro per ottenere prodotti conformi agli standard di qualità.
Attualmente, la temperatura dello stampo viene spesso ignorata durante le prove di stampaggio nelle fabbriche. Nelle prove di stampo a breve termine e nella futura produzione di massa, la temperatura dello stampo è la più difficile da controllare. Una temperatura dello stampo non corretta può influire sulle dimensioni, sulla luminosità, sul restringimento, sulle linee di flusso e sulla mancanza di materiale del campione. Se non si utilizza il regolatore della temperatura dello stampo per controllarla, possono verificarsi difficoltà nella futura produzione di massa.

Modifica degli stampi a iniezione
Preparazione prima della modifica dello stampo
Capire cosa vuole il cliente e i requisiti per la realizzazione del nuovo prodotto; esaminare l'intero prodotto per vedere quali parti devono essere modificate, testare e annotare il tipo di acciaio di cui è fatto lo stampo, la sua durezza e così via.

Disegnare la struttura dello stampo originale, individuare le parti che devono essere modificate e segnare le dimensioni, la posizione, lo smusso, ecc.
Progettazione della modifica dello stampo
In base ai requisiti del prodotto, si progetta la modifica dello stampo; si modifica la struttura dello stampo e si considerano pienamente la difficoltà di lavorazione e il costo nella progettazione; si realizzano nuovi disegni della struttura dello stampo e si determinano parametri quali dimensioni, materiale, durezza, ecc.

Lavorazione e produzione di modifiche agli stampi
Eseguire la lavorazione e la produzione in base ai disegni di progetto per la modifica dello stampo, che comprende la fresatura, l'elettroerosione, il taglio a filo e altri processi.

Inoltre, si eseguono lavorazioni di precisione con l'ausilio di banchi e smerigliatrici. Dopo aver completato il processo di modifica dello stampo, è necessario eseguire un'accurata ispezione dimensionale e un test per verificare se la struttura dello stampo soddisfa i requisiti di produzione per i nuovi prodotti.
Modifica dello stampo e debug
Una volta terminata la lavorazione dello stampo, si procede al debug dello stesso. Questo include la regolazione della temperatura di stampaggio a iniezione, della pressione, della velocità e di altri parametri dello stampo. Lo stampo viene asciugato e spolverato per assicurarsi che non vi sia inquinamento durante il processo di stampaggio a iniezione. Lo stampo viene testato e sottoposto a debug sul stampaggio a iniezione per verificare le dimensioni, i difetti, le perdite e altre condizioni dello stampo.

Manutenzione dopo la modifica dello stampo
Dopo l'uso, lo stampo deve essere pulito e sottoposto a manutenzione per evitare ruggine e danni. Lo stampo deve essere sottoposto a regolare manutenzione e riparazione, compresa la sostituzione delle parti usurate e la pulizia della tubazione del riscaldatore.

Quando lo stampo non viene più utilizzato, deve essere conservato correttamente e ispezionato regolarmente.
Riparazione degli stampi a iniezione
Preparazione preliminare
Prima di iniziare la riparazione dello stampo a iniezione, è necessario effettuare una serie di ispezioni per comprendere le condizioni specifiche dello stampo da riparare, in modo da garantire il regolare svolgimento del lavoro di riparazione dello stampo.

Controllare i componenti strutturali dello stampo per capire la posizione specifica e il grado di riparazione necessario. Comprendere il processo e le condizioni di produzione in cui viene utilizzato lo stampo per verificare se sono necessarie modifiche. Preparare gli strumenti e i materiali necessari per la riparazione.
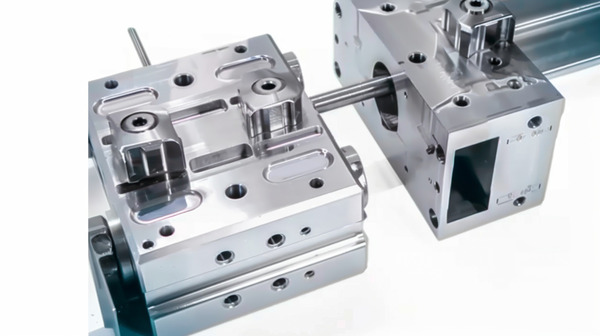
Smontaggio dello stampo
Quando si esegue un intervento di riparazione dello stampo, è necessario prima smontare lo stampo. Questo processo comprende principalmente la rimozione della piastra mobile e della piastra fissa dello stampo. Dividere lo stampo in due parti, destra e sinistra, e separarle dal tirante. Rimuovere gli accessori, l'anima, la cavità, l'ugello, l'espulsore e altre parti dello stampo.

Riparare la muffa
Una volta rimosso lo stampo, si può passare alla fase di riparazione. La riparazione comprende principalmente la pulizia e il trattamento termico: sabbiatura dello stampo per rimuovere la ruggine, quindi trattamento termico. Rifacimento dei fori passanti: Rinnovo e riparazione dei fori passanti dello stampo e chiusura dei vecchi fori passanti.

Stampo: Riparare le parti danneggiate dello stampo, utilizzare una mola per levigare e lucidare. Spruzzatura: Spruzzare la superficie dello stampo per formare una pellicola protettiva sulla superficie dello stampo e aumentarne la durata.
Assemblare lo stampo
Una volta effettuata la riparazione, si può procedere al rimontaggio. Le fasi di montaggio servono soprattutto a verificare se le varie parti dello stampo sono state riparate. Eseguire un test sullo stampo per verificarne l'affidabilità. Controllare e regolare l'installazione e la regolazione dello stampo.

Regolazione del test
Una volta terminato l'assemblaggio, è necessario eseguire il lavoro di prova e regolazione. Questo processo serve principalmente a testare le macchine e le attrezzature utilizzate insieme allo stampo, per assicurarsi che i due funzionino insieme e ottengano risultati di produzione migliori.
Manutenzione della muffa
Gli stampi a iniezione di plastica necessitano di una manutenzione regolare per garantire il loro corretto funzionamento e una lunga durata.

Metodi corretti di manutenzione degli stampi
Mantenere lo stampo pulito: Quando si utilizza lo stampo, alcuni residui di flussi di plastica fusa o impurità si attaccano alla superficie dello stampo. Se non si pulisce in tempo, la qualità del prodotto ne risentirà. Pertanto, la pulizia regolare dello stampo è un'operazione di manutenzione molto importante.

Riparare i danni in tempo: Lo stampo può subire danni o usurarsi durante l'uso, come crepe, bave e altri problemi. Individuare e risolvere rapidamente questi problemi può far durare lo stampo più a lungo e impedire che si verifichino danni peggiori.
Mantenere lo stampo lubrificato: Le parti dello stampo devono essere lubrificate durante il lavoro per ridurre l'attrito e l'usura. Una lubrificazione e una manutenzione regolari dello stampo possono prolungarne efficacemente la durata.

Competenze chiave per la manutenzione degli stampi
Usare bene lo stampo: Quando si utilizza lo stampo, seguire le istruzioni di progettazione e di funzionamento per evitare di sovraccaricarlo o di utilizzarlo in modo errato e di rovinarlo.
Conservare bene lo stampo: Gli stampi che non si utilizzano devono essere conservati correttamente per evitare che si bagnino, che siano esposti al sole e ad altri agenti nocivi presenti nell'aria. Inoltre, fate attenzione a non urtarli e a non romperli.

Tenere d'occhio lo stampo: Tenere sotto controllo la muffa, risolvere i problemi che si presentano, prevenire quelli futuri e assicurarsi che la muffa continui a funzionare.
Conclusione
Gli stampi per materie plastiche sono strumenti utilizzati nell'industria della lavorazione delle materie plastiche per abbinare le macchine per lo stampaggio delle materie plastiche e dare ai prodotti in plastica configurazioni complete e dimensioni precise. Poiché esistono molti tipi e strutture di materie plastiche, metodi di lavorazione, macchine per lo stampaggio della plastica e prodotti in plastica, esistono anche molti tipi e strutture di stampi per materie plastiche.

Il processo principale di produzione degli stampi a iniezione comprende principalmente l'accettazione delle esigenze di personalizzazione del cliente, la progettazione dello stampo, la produzione dello stampo, l'ispezione dello stampo a iniezione, la prova dello stampo in plastica, la modifica dello stampo a iniezione, la riparazione dello stampo a iniezione e la manutenzione dello stampo.







