 Skip to content
Skip to content 

Le moulage par injection est un procédé de fabrication largement utilisé pour produire des pièces en plastique avec une grande précision et une grande efficacité. Toutefois, les fabricants sont souvent confrontés à un problème de flash, qui peut nuire à la qualité du produit final. Dans ce guide complet, nous examinerons les causes du flash et explorerons différentes techniques et stratégies pour réduire le flash dans le processus de moulage par injection.

I. Qu'est-ce que Flash ?
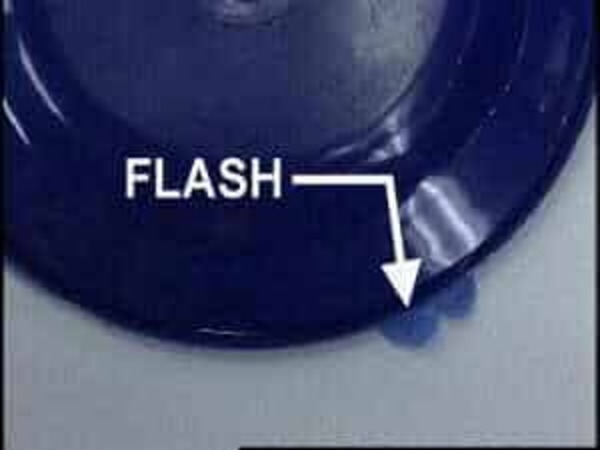
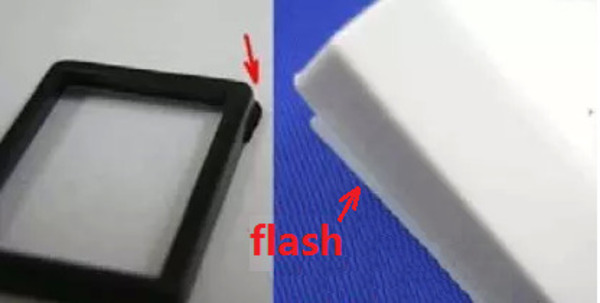
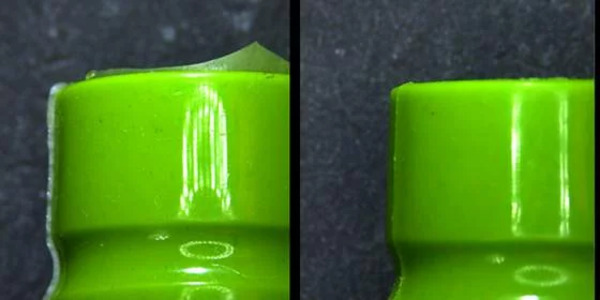
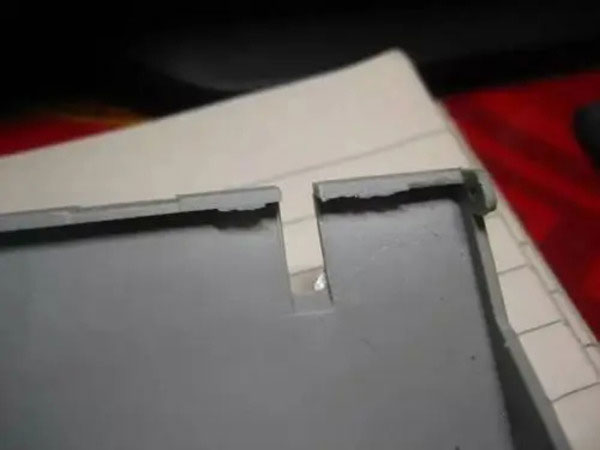
La bavure, également connue sous le nom de bavure ou d'excès de matière, est une fine couche de plastique qui dépasse de la forme prévue de la pièce moulée. Elle se produit généralement au niveau du plan de joint ou le long des bords de la cavité du moule parce que de la matière supplémentaire s'échappe pendant le processus de moulage. Même si l'éclair peut sembler un petit problème, il peut entraîner une mauvaise taille, un mauvais aspect ou un mauvais fonctionnement du produit final.
La bavure se produit généralement au niveau des lignes de séparation des moules, comme les surfaces de séparation des moules mobiles et fixes, les ajustements de glissières, les jeux d'inserts et les jeux de goupilles de noyaux. La bavure est principalement due à une force de serrage insuffisante du moule ou de la machine. En général, il est impossible que les pièces en plastique soient totalement exemptes de flash en raison d'un grand nombre de facteurs différents.

II. Causes du flash dans les pièces moulées par injection
1. Pression d'injection excessive
Lorsque la pression d'injection est trop élevée, le plastique fondu est forcé de pénétrer dans tous les petits espaces et fissures du moule, et c'est ainsi que l'on obtient le flash.
2. Ventilation inadéquate du gaz plastique par le moule
Lorsque des matières plastiques sont injectées dans un moule, elles produisent du gaz. Si le moule n'évacue pas correctement le gaz, vous obtiendrez un flash.
3. Température du moule non uniforme
Le flash peut également être causé par une température de moule irrégulière. Lorsque la température du moule n'est pas uniforme, le plastique ne s'écoule pas de manière régulière, ce qui peut provoquer des bavures.
4. Mauvaise conception du moule
Une mauvaise conception du moule, comme des canaux d'écoulement étroits ou des coins, peut perturber l'écoulement du plastique et provoquer des bavures.

5. Problèmes liés au cylindre en plastique ou à l'alimentateur
Si le cylindre en plastique ou le dispositif d'alimentation est défectueux, par exemple si le plastique n'est pas de la bonne taille ou s'il contient des saletés, le plastique ne s'écoulera pas correctement et vous obtiendrez des bavures.
6. Mauvais contrôle du processus d'injection
Si vous ne réglez pas correctement les paramètres, tels que la température du moule, la pression et la vitesse, vous obtiendrez un flash lors du moulage par injection.
7. Désalignement ou inadaptation du moule
Si le moule est mal installé ou si le moule n'est pas positionné correctement, les pièces ne seront pas positionnées correctement lors de la mise en place du moule. processus de moulage par injectionce qui provoquera un flash.
8. Température non uniforme pendant le processus d'injection
Lorsque le plastique fond de manière inégale pendant l'injection, il se rétracte de manière inégale lorsqu'il refroidit. Cela peut provoquer des bavures.
9. Vitesse d'injection excessive de la machine de moulage par injection
Si vous injectez le plastique trop rapidement, le moule ne se remplira pas complètement. Cela signifie que le plastique ne s'écoulera pas correctement et que vous obtiendrez des bavures.
10. Ventilation inadéquate des moisissures
Si le moule n'est pas correctement ventilé pendant le moulage par injection, le gaz ne peut pas s'échapper assez rapidement, et c'est alors que l'on obtient le flash.
11. Force de serrage insuffisante
Si la force de serrage n'est pas suffisante, le moule ne se fermera pas complètement et le plastique fondu s'écoulera et créera des bavures.
12. Caractéristiques des matériaux
Certains matériaux thermoplastiques sont plus susceptibles de flasher en raison de leur épaisseur, de leur rétrécissement et de leur fluidité.

13. Paramètres de moulage
Si vous n'avez pas les bons réglages, vous obtiendrez un flash. Il peut s'agir d'une vitesse d'injection trop élevée, d'une variation de température trop importante ou d'un temps de refroidissement trop long.
14. Injection excessive de plastique dans le moule
15. Température du plastique trop élevée. Réduire la température de fusion.
16. Arrêts intermittents pendant la production.
17. Répartition inégale de la pression d'injection dans le moule.
18. Les corps étrangers deviennent des protubérances sur la surface du moule.
19. Absence de pièces d'injection dans le moule et/ou sur la surface du moule.
20. La zone de projection est trop grande.
21. Une mauvaise ventilation entraîne la sortie du plastique de la cavité du moule.

III. Solutions au flash dans les pièces moulées par injection
Le flash est un problème important dans moulage par injection. Il donne une mauvaise image de vos pièces et vous coûte de l'argent. Vous devez aborder la question du flash sous différents angles. Voici ce que vous pouvez faire pour vous débarrasser du flash :
1. Ajuster le temps d'injection
Si vous injectez trop vite, le plastique va contourner les bords du moule et provoquer des bavures. En ajustant le temps d'injection, vous pouvez réduire la durée pendant laquelle le plastique se trouve sur les bords du moule.
2. Régler la pression d'injection
Si vous utilisez une pression d'injection trop élevée, la matière en fusion remplira le moule trop rapidement et vous obtiendrez des bavures. Vous pouvez contrôler la vitesse à laquelle la matière en fusion remplit le moule en réglant la pression d'injection.

3. Ajuster la conception du moule
Si votre moule est mal conçu, vous risquez de ne pas obtenir un remplissage uniforme du matériau fondu, ce qui peut provoquer une bavure. Vous pouvez résoudre les problèmes de bavure en modifiant la conception de votre moule, en particulier les sections de la porte et du canal de débordement.
4. Ajuster la qualité des matériaux
Si vous utilisez un mauvais matériau, votre processus de moulage par injection sera instable et vous obtiendrez des bavures. Si vous utilisez un bon matériau, votre processus de moulage par injection sera stable et vous n'obtiendrez pas de flash.
5. Vérifier l'état de l'équipement
Si votre équipement est en mauvais état, votre processus de moulage par injection sera instable et vous obtiendrez des bavures. Vous devez inspecter et entretenir régulièrement votre équipement pour qu'il fonctionne correctement et pour réduire la bavure.
6. Utiliser des outils de décompactage
L'utilisation d'outils d'ébavurage spéciaux permet d'éliminer efficacement la bavure des moules d'injection, garantissant ainsi l'apparence et la qualité de vos produits.

7. Optimiser les processus de production
Si vous voulez faire de votre processus de moulage par injection Pour que votre processus de production soit plus automatisé, pour réduire la quantité de travail manuel que vous devez effectuer et pour réduire la quantité de flashs que vous recevez, vous devez optimiser votre processus de production.
8. Ajuster la structure du moule
Si le flash est dû à une mauvaise conception du moule, il peut être nécessaire de revoir la conception du moule pour éviter les canaux d'écoulement étroits ou les coins.
9. Régler la température du moule
Si vous obtenez un flash parce que la température du moule est inégale, vous devrez peut-être ajuster la température du moule pour qu'elle soit uniforme.
10. Ajuster les paramètres du processus de moulage par injection
Si vous constatez un flash, vous pouvez y remédier en modifiant le processus de moulage par injection. Vous pouvez modifier la vitesse et la pression d'injection.
11. Entretien régulier des moules
Pour éviter les bavures et autres défauts, vous devez entretenir vos moules. Cela signifie qu'il faut nettoyer les moules et remplacer les composants des moules.
12. Utiliser des matières premières de haute qualité
Si vous utilisez des matières premières de mauvaise qualité, vous obtiendrez un flash. Pour éviter cela, il faut donc utiliser des matières premières de haute qualité.
13. Régler la température de fusion
Si vous constatez que la température de fusion est trop élevée ou trop basse, vous devez l'ajuster en conséquence.
14. Vérifier la force de serrage du moule et l'augmenter si nécessaire.
Si le moule n'est pas fermé hermétiquement, vous pouvez augmenter la force de serrage si nécessaire.
15. Vérifier l'installation et le positionnement du moule
Veillez à ce que le moule soit installé correctement et positionné avec précision afin d'éviter tout désalignement du moule.
16. Ajuster le système de contrôle de la température pendant le processus de moulage par injection
Assurez-vous que la température est la même partout lorsque vous faites du moulage par injection. Si ce n'est pas le cas, le plastique fondra de manière inégale et vous obtiendrez des bavures.
17. Réglage de la vitesse d'injection de la machine de moulage par injection
Régler la vitesse d'injection de la machine de moulage par injection en fonction de la forme et de la taille du produit moulé par injection afin de s'assurer que la cavité du moule est complètement remplie et d'éviter les bavures.

18. Vérification du système de ventilation des moules
Assurez-vous que les canaux d'aération du moule sont bien dégagés, ce qui permet d'évacuer rapidement le gaz de la cavité du moule et d'éviter la formation de bavures. Une meilleure ventilation du moule permet à l'air piégé et au matériau supplémentaire de mieux s'échapper, ce qui réduit les risques de bavure.
19. Utiliser des agents de démoulage
Vaporisez des agents de démoulage ou des revêtements sur la surface du moule pour faciliter le démoulage des pièces et réduire les frottements, ce qui permet d'éviter les bavures.
20. Mise en œuvre de la surveillance des processus
Utilisez des systèmes avancés de surveillance des processus pour garder un œil sur des éléments importants tels que la température, la pression et la durée du cycle. Vous pouvez ainsi apporter des modifications immédiatement et empêcher les bavures de se produire.
21. Opérations post-moulage
Pour éliminer les bavures et donner à la pièce un aspect correct, vous devez rogner, dégager et finir la surface.
En résumé, vous devez faire un certain nombre de choses pour réparer le flash en moulage par injection. Vous devez ajuster le temps et la pression d'injection, vous assurer que le moule est bien conçu, utiliser de bons matériaux, vérifier votre équipement, utiliser des outils de démoulage et vous assurer que votre processus est bon. Si vous faites tout cela, vous aurez plus de chances de fabriquer de bonnes pièces et de ne pas avoir de bavures.
En outre, lorsqu'il s'agit de résoudre des problèmes de flash dans le domaine du moulage par injection, vous devez avoir le souci du détail et faire preuve de patience. Vous devez continuer à essayer différentes choses et à faire des ajustements jusqu'à ce que vous trouviez la meilleure façon de résoudre le problème. Vous devez également rester en contact avec votre équipe de production et vos clients afin de pouvoir résoudre les problèmes rapidement et d'améliorer le fonctionnement de l'ensemble de vos opérations.

IV. Conclusion
La formation de bavures est un problème courant dans le moulage par injection, mais avec les bonnes stratégies et techniques, vous pouvez minimiser son impact sur la qualité du produit et l'efficacité de la production. En optimisant la conception des moules, en affinant les paramètres d'injection et en mettant en œuvre une surveillance avancée des processus, vous pouvez obtenir d'excellents résultats et garder une longueur d'avance sur la concurrence.
En conclusion, la réduction du flash dans les moulage par injection nécessite une combinaison d'expertise technique, de planification stratégique et d'amélioration continue. En faisant de la réduction des flashs une priorité, vous pouvez améliorer la qualité de vos produits, réduire vos coûts et assurer la réussite de votre entreprise dans l'environnement concurrentiel de la fabrication d'aujourd'hui.







