 Skip to content
Skip to content 

Introduction : Le cycle de moulage par injection n'est pas une mince affaire. Il influe sur la quantité de travail effectuée et sur les bénéfices réalisés. Ainsi, dans le processus de fabrication, vous voulez que le travail soit fait rapidement, mais vous voulez aussi vous assurer que les pièces sont bonnes.Cet article traite principalement de la manière de réduire le temps de cycle du moulage par injection dans l'industrie du moulage par injection.

Quels sont les temps de cycle du moulage par injection ?
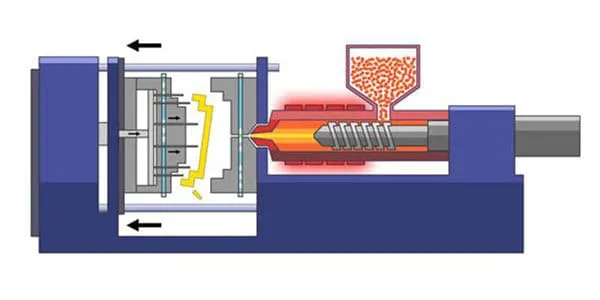
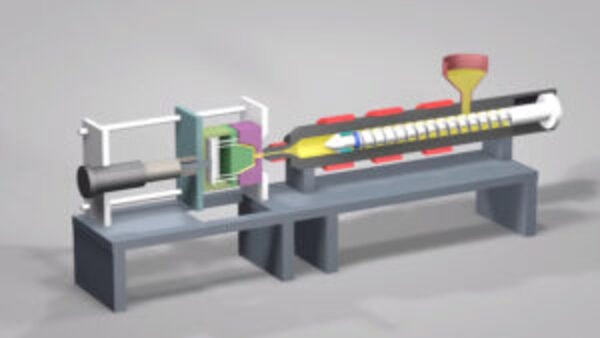
Le cycle de moulage est le temps total nécessaire à l'opération de moulage. moulage par injection pour fabriquer une pièce en plastique. Au cours d'un cycle de moulage, les pièces mobiles de l'unité d'injection et de l'unité de fermeture de la machine de moulage par injection se déplacent une fois dans un ordre déterminé.
Composants du cycle de moulage par injection
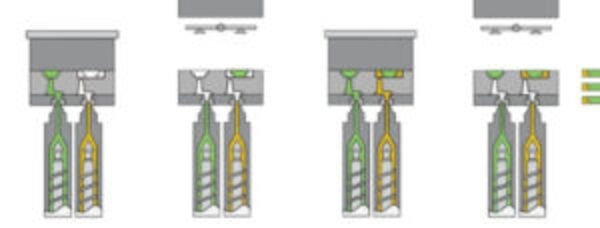
Le cycle d'injection se compose de l'injection (remplissage du moule), du temps d'attente, du temps de refroidissement et d'alimentation (y compris la préplastification), de l'ouverture du moule (retrait du produit), des opérations auxiliaires (telles que l'application d'un agent de démoulage, la mise en place d'inserts, etc.

Dans l'ensemble du cycle de moulage, le temps de refroidissement et le temps d'injection sont les plus importants et ont une influence décisive sur les performances et la qualité du produit. Le cycle d'injection est un facteur important du processus de moulage par injection. D'une manière générale, les éléments qui composent le cycle de moulage sont les suivants.
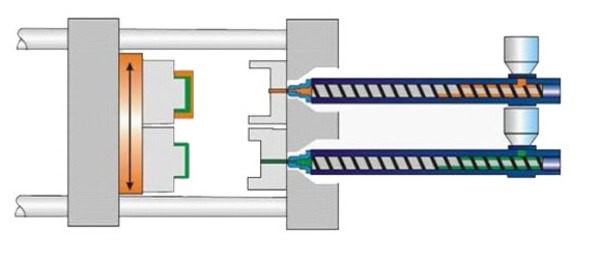
Heure de fermeture
Il s'agit du temps nécessaire à la fermeture du moule. Le temps d'ouverture et de fermeture du moule est déterminé par la course d'ouverture du moule et la vitesse de fermeture du moule de la machine de moulage par injection.

Comme le moule a une masse, si la vitesse de fermeture du moule est réglée trop rapidement, le moule peut être endommagé en raison de l'énergie cinétique pendant la fermeture du moule, il faut donc envisager un freinage.
Durée de remplissage
Le temps de remplissage est le temps nécessaire à la résine fondue pour remplir la cavité après avoir pénétré dans le moule par la glissière.
Le temps de remplissage dépend de la vitesse d'injection de l'appareil. moulage par injection (dans les applications réelles, elle dépend de la vitesse de déplacement de la vis d'injection ou du piston et du diamètre du cylindre d'injection, volume d'injection/temps = taux d'injection (cm3/sec)).
Il est également influencé par la viscosité de la résine fondue. Si le temps de remplissage est court, la vitesse de remplissage de la résine est trop rapide, ce qui peut entraîner la combustion de la résine ou la production de gaz. En revanche, si le temps de remplissage est trop long, des marques d'écoulement et des lignes de soudure évidentes peuvent apparaître à la surface du produit moulé.
Temps de maintien
Le temps de maintien est la durée pendant laquelle vous devez maintenir la pression après que le moule a été rempli de plastique, jusqu'à ce que la porte se fige. Si vous maintenez la pression trop longtemps, vous aurez des difficultés à démouler la pièce.
Temps de refroidissement
Le temps de refroidissement est le temps nécessaire pour que la pièce moulée, le canal de coulée et la carotte se refroidissent et se solidifient dans une certaine mesure après la pression de maintien.

En général, le temps de refroidissement est le plus long du cycle de moulage. La partie la plus épaisse du moule détermine le temps de refroidissement. Cela s'applique non seulement à la pièce moulée, mais aussi au canal de coulée et à la carotte.
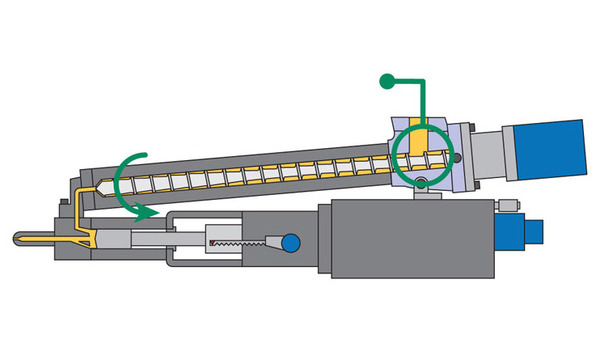
Temps de plastification
Le temps nécessaire pour faire fondre le plastique est appelé temps de plastification. En général, le temps de plastification est effectué en même temps que le temps de refroidissement et est plus court que le temps de refroidissement. Si vous augmentez la vitesse de la vis plus que nécessaire pour raccourcir le temps de plastification, de l'air risque d'être piégé dans le plastique ou celui-ci risque de brûler.

Temps d'ouverture du moule
Il s'agit du temps nécessaire à l'ouverture du moule. Le temps d'ouverture et de fermeture du moule dépend de la course de fermeture du moule et de la vitesse d'ouverture du moule de la machine de moulage par injection. Il arrive également que la vitesse d'ouverture du moule doive être lente au début pour éviter les rayures ou un mauvais démoulage lorsque la pièce est sortie de la cavité.

Durée de l'enlèvement
Le temps nécessaire pour sortir la pièce moulée du moule. Cela comprend le temps nécessaire pour pousser la pièce et le temps nécessaire au robot pour la saisir.
Principaux moyens de raccourcir le cycle de moulage
La principale raison d'utiliser des moules automatiques à grande vitesse est de raccourcir le cycle de moulage par injection jusqu'à la limite de la capacité de production de l'entreprise. moulage par injection la capacité de plastification de la machine, afin d'améliorer la qualité des pièces en plastique, d'économiser de la main-d'œuvre et d'améliorer l'efficacité de la production. Les principaux moyens de raccourcir le cycle de moulage sont les suivants.

Raccourcir le temps d'injection
Temps d'injection : Le temps d'injection comprend le temps d'alimentation et le temps de maintien. Le temps d'alimentation correspond au moment où la vis avance rapidement pour pousser la matière fondue plastifiée dans le moule. Le temps nécessaire pour remplir la cavité du moule est généralement de 3 à 5 secondes.
Pour les pièces en plastique présentant une viscosité élevée de la matière fondue et une vitesse de refroidissement rapide, l'injection rapide doit être utilisée pour réduire le temps d'alimentation de la matière fondue. Le temps de maintien fait référence au temps de résidence après l'avancement de la vis et l'injection, c'est-à-dire les canaux de refroidissement conformes de la matière fondue entrant dans la cavité et le temps d'alimentation de la pression d'injection.
Au cours de cette période d'injection, la proportion de temps est relativement importante, généralement de 20 à 120 s. La forme de la pièce en plastique est simple, la forme est petite et le temps de maintien est court. Si la pièce en plastique est grande et que l'épaisseur de la paroi est importante, le temps de maintien est plus long.
Pour réduire le temps d'injection, il faut utiliser une pression d'injection plus élevée afin de raccourcir le temps de remplissage de la matière fondue. Cela nécessite l'utilisation de vannes de plus petite section, telles que les vannes ponctuelles et les vannes latérales.
Comme ces portes ont une petite section transversale, lorsque le matériau solidifié passe à travers, il génère un taux de cisaillement élevé et une nouvelle chaleur due à la friction à grande vitesse, ce qui augmente la fluidité du matériau fondu et permet au matériau de remplir rapidement la cavité.
À cette fin, le canal doit être aussi court que possible. Si l'on utilise un système d'injection sans canal ou à canal chaud, l'extrémité avant de la buse peut être directement en contact avec la porte, ce qui réduit considérablement la résistance à l'écoulement et contribue davantage à raccourcir le temps d'injection.
Maintenir toutes les parties des pièces moulées à une température appropriée. Au cours du processus d'injection, en raison de la dissipation de la chaleur par le canal et le corps du moule, lorsque le plastique fondu atteint la fin du processus, sa température diminue progressivement, ce qui rend la cavité finale incomplète.
Afin d'éviter ce phénomène, la température du moule doit être plus élevée à la fin du processus. Pour éviter les marques de soudure, la température du moule doit être légèrement plus élevée dans les zones où les marques de soudure sont susceptibles de se produire.

Pour cette raison, des méthodes de chauffage local sont parfois utilisées, ou la densité des canaux de circulation d'eau est utilisée pour équilibrer la chaleur, c'est-à-dire que la sortie du canal de circulation d'eau est réglée à la fin du processus (la température de l'eau à la sortie du canal est plus élevée qu'à l'entrée) pour ajuster l'équilibre de la température du moule et assurer la fluidité du matériau fondu à la fin de la coulée.
Installez les dispositifs d'évacuation et de débordement nécessaires. Lors du moulage à grande vitesse, la pression d'injection étant élevée et le plastique en fusion remplissant rapidement la cavité, si l'air présent dans la cavité ne peut être évacué rapidement et à temps, la qualité de la pièce en plastique s'en trouvera affectée et des défauts d'injection se produiront. Il convient donc d'en tenir compte lors de la conception.
Si nécessaire, mettre en place des rainures d'évacuation. D'une manière générale, il convient d'aménager des gorges d'évacuation appropriées et les dispositifs de trop-plein nécessaires sur le plan de joint et à la fin de chaque processus.
Raccourcir le temps de refroidissement et de solidification de la matière fondue
Temps de refroidissement : Le temps de refroidissement est le temps nécessaire pour que la pièce en plastique refroidisse et se solidifie après l'injection de la matière fondue. Le temps de refroidissement est lié à l'épaisseur de la pièce en plastique, aux propriétés du matériau et à la température du moule.

En général, plus le temps de refroidissement est court, mieux c'est, à condition que la pièce en plastique ne se déforme pas lorsqu'elle est démoulée. Le temps de refroidissement des pièces en plastique est généralement compris entre 30 et 120 secondes.
Le temps de refroidissement et de solidification de la matière fondue représente une part importante du processus d'injection. Par conséquent, l'amélioration de l'efficacité du refroidissement du moule et la réduction du temps de refroidissement et de solidification constituent l'un des moyens les plus efficaces de raccourcir le cycle de moulage.

Améliorer l'efficacité globale du refroidissement du moule. D'une manière générale, le refroidissement du corps du moule est assuré par l'eau du circuit de circulation qui absorbe la chaleur pour refroidir le moule.
Après avoir mis en place un bon circuit de refroidissement, le problème le plus important est d'augmenter le débit d'eau de refroidissement et d'essayer de réduire la différence de température entre la sortie et l'entrée de l'eau de refroidissement, en particulier pour les moules automatisés à grande vitesse, la différence de température entre la sortie et l'entrée doit être contrôlée à moins de 3°C.

La méthode de connexion parallèle du canal d'eau de refroidissement est plus efficace, en particulier en été lorsque l'eau du robinet est utilisée, un dispositif spécial de refroidissement et d'acheminement de l'eau de refroidissement doit être mis en place. Sa fonction est que l'eau qui s'écoule de la sortie du canal d'eau du corps de moule ait une certaine température.
Après avoir été refroidie par le dispositif de refroidissement, l'eau s'écoule dans l'entrée du canal d'eau à l'aide d'une pompe à eau spéciale, ce qui permet d'améliorer l'efficacité du refroidissement et de recycler l'eau pour l'économiser.
Le circuit d'eau de refroidissement est placé aussi près que possible de la pièce en plastique moulée, et une structure de blocage du flux en forme de marche ou de fil grossier est mise en place sur la paroi latérale. À ce moment-là, le flux d'eau de refroidissement entre en collision avec la partie en escalier lorsqu'il revient et obtient de la chaleur du noyau.
L'eau de refroidissement qui évacue la chaleur éclabousse la partie en escalier et entre en collision avec l'eau de refroidissement entrante, ce qui augmente la surface de contact entre l'eau de refroidissement et le corps du noyau et accroît l'effet de refroidissement.
Lorsque la forme souhaitée du noyau est élancée, le volume du noyau étant faible, la température augmente facilement pendant le moulage et il n'est pas facile de dissiper la chaleur et de refroidir, ce qui a un impact important sur le cycle de moulage, et un dispositif de refroidissement doit être mis en place.
Toutefois, lorsque le canal d'eau de refroidissement ne peut pas être mis en place de l'intérieur, il est possible de choisir un alliage de cuivre au béryllium présentant une bonne conductivité thermique.
Afin de parvenir à un refroidissement équilibré des moules de moulage automatisé à grande vitesse, il est parfois nécessaire de procéder à un refroidissement local et à un chauffage local dans une certaine partie. Dans le processus de moulage automatisé à grande vitesse, le problème du refroidissement du canal de coulée ne peut être ignoré.
Si le système de canaux froids est utilisé pour le moulage par coulée, étant donné que le canal principal et le canal secondaire sont relativement grands, leur temps de refroidissement sera relativement prolongé, c'est-à-dire que le cycle de moulage sera prolongé en même temps. Il est donc nécessaire de mettre en place un circuit de refroidissement au niveau de la chambre de coulée.

Raccourcir la durée de l'auxiliaire
Le temps auxiliaire est le temps du cycle de moulage, à l'exception du maintien de la pression d'injection et du processus de refroidissement et de solidification, c'est-à-dire le temps qui s'écoule entre l'ouverture et la fermeture du moule.
Pendant ce temps, les pièces en plastique et le condensat coulé sont démoulés pour tomber automatiquement du moule, les débris dans la zone de moulage du corps du moule sont enlevés et les pièces mobiles sont remises en place pendant le processus de fermeture du moule.

La proportion de temps qu'ils occupent n'est pas importante, mais chaque seconde compte dans le processus de moulage automatisé à grande vitesse. Afin de réduire le temps auxiliaire, la méthode de soufflage d'air comprimé est souvent utilisée pour éliminer automatiquement les débris avant la fermeture du moule.
Utiliser une machine de moulage par injection à grande vitesse
Le moulage par injection La machine de moulage par injection comporte les étapes suivantes : fusion du plastique, moulage par injection, ouverture du moule, fermeture du moule et démoulage. La fonction de la machine de moulage par injection elle-même est l'une des principales raisons qui influencent la durée du cycle de moulage par injection. Les machines de moulage par injection à grande vitesse présentent de nombreux avantages en termes de rapidité.

La structure du moule doit être simple et facile à traiter. En d'autres termes, la conception du moule doit être aussi simple que possible. La plupart des moules peuvent être conçus de différentes manières, et il existe de nombreuses façons de les démouler. Une conception simplifiée des moules peut réduire la durée du cycle de moulage par injection.
Utiliser un bon système de dissipation de la chaleur.
Refroidir le moule avec de l'eau froide. Outre la perte de temps pendant le processus de moulage par injection, le refroidissement prend également beaucoup de temps pendant le cycle de moulage par injection. Par conséquent, l'utilisation d'eau de refroidissement à basse température et le passage rapide de l'eau de refroidissement dans le système de refroidissement peuvent contribuer à réduire la durée du cycle pendant le processus de moulage par injection.
Conclusion
En résumé, les principaux moyens de réduire le cycle de moulage par injection consistent à raccourcir le temps d'injection, à raccourcir le temps de refroidissement et de solidification de la matière fondue, à raccourcir le temps de refroidissement et de solidification de la matière fondue, à utiliser une machine de moulage par injection à grande vitesse et à utiliser un bon système de dissipation de la chaleur.

Cela permet de réduire le coût de fabrication des pièces en plastique. Et de permettre à l'entreprise de s'adapter à l'évolution du marché. moulage par injection de produire plus de produits en même temps avec la même consommation d'énergie.







