 Skip to content
Skip to content 

Vous retirez la pièce du moule et elles sont là — les traînées argentées, ces lignes scintillantes traversant ce qui devrait être une surface propre. Elles donnent l'impression que quelque chose a mal tourné avec le matériau. Votre premier réflexe est de sécher la résine plus longtemps. Ce réflexe est erroné environ 70% du temps.
Les stries argentées sont l'un des défauts les plus mal diagnostiqués dans moule d'injectionLa plupart des ingénieurs se tournent d'abord vers le sécheur. Chez ZetarMold, nous prenons d'abord la jauge d'évent. Ce guide détaille exactement ce qui cause les traînées argentées, comment les distinguer, et — surtout — comment les corriger sans perdre 48 heures à sécher une résine qui n'était pas le problème.
- Les stries argentées sont des lignes brillantes ou argentées sur la surface causées par des volatils, de l'humidité ou de l'air piégé entraînés par le chemin de flux de la matière.
- L'humidité, les gaz de décomposition et la ventilation inadéquate sont les trois causes principales — chacune nécessite une solution différente.
- La conception des évents résout plus de 70% des cas de traînées argentées chez ZetarMold — vérifiez les évents avant de passer 48 heures à sécher la résine.
- L'emplacement du symptôme vous indique la cause : des stries près de la porte indiquent de l'humidité ou du cisaillement ; des stries à l'extrémité de remplissage indiquent de l'air piégé.
- Une fente d'évent de 0,025 mm à l'extrémité de remplissage de la cavité peut éliminer les traînées qui ont survécu aux cycles de séchage prolongés.
Qu'est-ce que les stries argentées dans le moulage par injection ?
Les traînées argentées — aussi appelées marques d'éclaboussures argentées ou éclaboussures argentées — sont des lignes scintillantes et allongées sur la surface des pièces moulées par injection, parallèles à la direction d'écoulement de la matière fondue. Elles apparaissent parce qu'un gaz ou de la vapeur est entraîné avec le front de fusion, créant de fines couches de gaz à la surface qui réfléchissent la lumière différemment du plastique environnant.
Les stries ne sont pas un défaut de revêtement ou un problème de lot de matière. Elles se forment à l'intérieur du moule, pendant la fraction de seconde où le front de fusion frappe la paroi du moule. Tout gaz mélangé à la fusion est étalé sur la surface de la cavité, laissant cette traînée argentée ou blanche caractéristique.
Les stries argentées apparaissent sur une large gamme de thermoplastiques1 — ABS, PC, PA, PP, et plus. L'effet visuel varie : sur les pièces sombres, elles paraissent brillantes et évidentes ; sur les pièces claires, elles peuvent être subtiles jusqu'à ce que vous placiez la pièce sous une lumière directe.
Trois Causes Racines des Traînées Argentées
Trois sources de gaz causent la grande majorité des stries argentées en production :
Vapeur d'humidité — l'eau absorbée par les thermoplastiques hygroscopiques se transforme en vapeur lorsqu'elle atteint les températures de fusion. C'est celle que tout le monde accuse. Elle est réelle, mais ce n'est pas la cause racine la plus courante.
Gaz de décomposition thermique — une température de cylindre excessive ou un temps de séjour trop long dégrade les chaînes polymères, libérant des sous-produits de combustion. Ces stries sont souvent plus foncées ou brunâtres, pas purement argentées.
Trapped air — l'air qui ne peut s'échapper de la cavité parce que l'éventage est insuffisant est entraîné avec le front de fusion. C'est la cause la plus courante que nous observons en pratique, et la plus fréquemment manquée lors du diagnostic.
Quelles sont les Causes des Traînées Argentées ? Analyse des Causes Racines
Les stries argentées ont trois causes profondes distinctes, chacune avec une signature diagnostique et une solution différentes. Se tromper de diagnostic signifie perdre du temps et de l'argent sur la mauvaise solution.
Cause 1 : Humidité dans les résines hygroscopiques
Les résines hygroscopiques — PC, ABS, PA6, PA66, PBT, PET — absorbent l'humidité de l'air ambiant. Lorsque la teneur en humidité dépasse le seuil critique (typiquement 0,02% pour le PC, 0,2% pour l'ABS), elle se vaporise dans la chambre et forme des bulles de vapeur. Ces bulles sont cisailées en traînées argentées allongées sur la surface de la pièce.
Les stries causées par l'humidité apparaissent près de la porte et s'étendent vers l'extérieur. Elles sont régulières d'un tir à l'autre et apparaissent quel que soit l'endroit de la cavité que vous observez. Si vous augmentez le temps de séchage et que les stries diminuent, l'humidité était la coupable. Si elles persistent après 4 heures ou plus de séchage correct, cherchez ailleurs.
Solution standard pour les stries argentées dues à l'humidité : sécher à la température recommandée par le fabricant de la résine (généralement 80°C–120°C selon le matériau) pendant le temps spécifié. Mesurez la teneur en humidité avec un analyseur d'humidité — ne devinez pas uniquement par le temps. Pour le PC, visez ≤0,02% avant transformation.
Cause 2 : Décomposition Thermique
Lorsque la température du cylindre est trop élevée ou que le temps de résidence est excessif, les chaînes polymères se décomposent et libèrent des gaz volatils. Cela produit des stries souvent brunâtres-argentées ou avec une légère coloration de brûlure. Les stries de décomposition sont plus graves à la fin du remplissage — là où le plastique a passé le plus de temps à température élevée.
Déclencheurs courants de décomposition : température de chambre réglée à 20°C+ au-dessus de la plage recommandée ; capacité de tir de la machine trop petite par rapport à la capacité de la chambre (le plastique reste trop longtemps dans la chambre) ; contre-pression excessive de la vis générant de la chaleur par cisaillement. Corriger en abaissant la température de la chambre par paliers de 5°C, en augmentant le ratio tir/chambre, ou en réduisant la contre-pression.
Cause 3 : Air piégé et ventilation inadéquate
L'air piégé est la cause la plus sous-diagnostiquée des stries argentées. Lorsque le plastique remplit la cavité, il comprime l'air devant lui. Si cet air ne peut s'échapper par les fentes d'évent, il est entraîné dans le front de fusion et traîné sur la surface de la cavité sous forme d'éclaboussures argentées. Ces stries apparaissent à ou près de l'extrémité de remplissage de la cavité, et non à la porte.
Un mauvais éventage provoque également des courts-circuits, des marques de brûlure et, dans les cas extrêmes, l'effet diesel. Les stries argentées dues à l'air piégé sont irrégulières, changent d'emplacement d'un tir à l'autre lorsque la vitesse d'injection change, et ne répondent pas au séchage de la matière. La solution est la conception de l'éventage — ajouter ou approfondir les fentes d'évent à des endroits stratégiques.
Chez ZetarMold, 70% des cas de défauts de stries argentées que nous diagnostiquons sont résolus par la conception de l'éventage — et non par le séchage de la matière. Nous avons vu des clients exécuter des cycles de séchage de 48 heures sans corriger les stries argentées, puis éliminer complètement le défaut en ajoutant une fente d'évent de 0,025 mm à l'extrémité de remplissage de la cavité. L'éventage doit toujours être la première étape de diagnostic.
Comment Diagnostiquer les Traînées Argentées : L'Emplacement Vous Indique la Cause
Avant de toucher un paramètre de processus, regardez où apparaissent les stries. L'emplacement est l'indice diagnostique le plus fiable.
| Emplacement de la Traînée | Most Likely Cause | Première Solution à Essayer |
|---|---|---|
| Près de la porte, régulier d'un tir à l'autre | Vapeur d'humidité | Sécher la résine à la température/durée spécifiée |
| Près de la porte, teinte brunâtre | Décomposition thermique | Réduire la température du cylindre par incréments de 5°C |
| Fin du remplissage de la cavité | Air piégé / mauvais éventage | Add or deepen vent slots |
| Across entire surface | Multiple causes combined | Check vents first, then dry |
| Random, shifts with speed changes | Trapped air | Reduce injection speed / add vents |
| After extended shutdown restart | Moisture + degraded resin | Purge + dry fresh material |
One practical test: run 3 shots at reduced injection speed (50% of normal). If silver streaks disappear or move, trapped air is involved — the gas has more time to escape. If streaks are unchanged at slower fill, moisture or decomposition is the primary cause.
Vrai ou Faux : Mythes courants sur les stries argentées
“Silver streaks can occur even when resin has been properly dried.”Vrai
Properly dried resin eliminates moisture as a cause, but trapped air and thermal decomposition can still produce silver streaks independently. Drying removes one of three potential causes — not all of them. If venting is inadequate, silver streaks will persist regardless of moisture content.
“Silver streaks always mean the resin is too wet.”Faux
This is the most common misconception in injection molding troubleshooting. At ZetarMold, venting issues and thermal decomposition together account for the majority of silver streak cases. Moisture is one cause among three — and often not the primary one. Diagnosing silver streaks as purely a drying problem leads to wasted time and unchanged defects.
More Myths About Silver Streaks
Two more silver streak claims you’ve probably heard on the shop floor — one is accurate, one will send you on a troubleshooting detour. Check your assumptions here before adjusting the process. These distinctions matter because the wrong diagnosis means the wrong fix, and silver streak troubleshooting is already time-consuming enough without chasing the wrong variable. Injection speed and venting interact in ways that are not obvious: slowing fill helps confirm an air-trap diagnosis, but it is not a long-term solution. Surface defects that look cosmetic can hide structural issues.
“Increasing injection speed can worsen silver streaks caused by trapped air.”Vrai
Higher injection speed compresses air faster in the cavity, leaving less time for it to escape through vents. This intensifies silver streaks from trapped air. The fix is adding proper venting, not reducing speed — though slowing fill temporarily during troubleshooting can help confirm the diagnosis.
“Silver streaks are purely cosmetic and do not affect part strength.”Faux
Silver streaks indicate that gas was present at the melt-mold interface during filling. This can mean incomplete fusion, micro-porosity, or surface delamination — all of which reduce mechanical properties. Parts with visible silver streaks on structural surfaces should be tested before accepting them as functional.
Comment Réparer les Traînées Argentées : Ajustements du Procédé
Fix silver streaks systematically: one variable at a time, in order of likelihood based on your location diagnosis.
Venting Fixes
Start here if streaks appear at fill-end or are irregular. Standard vent slot depth for thermoplastics is 0.015–0.025mm (deep enough to let air out, shallow enough to prevent flash). Vent land length: 0.5–1.0mm. Vent width: 5–10mm per vent. Add vents at the last-fill location — this is where trapped air concentrates.
If the mold has existing vents, check if they are clogged with mold release or carbonized resin. Clean vents with a brass brush — steel will enlarge the slot. After cleaning, run 5 shots and check if silver streaks reduce. If vents are open but inadequate, deepen gradually in 0.005mm increments.
Drying and Temperature Fixes
For moisture-related streaks, use a properly calibrated dehumidifying dryer (not a hot-air dryer for critical resins). Measure residual moisture with an at-line moisture analyzer. Target values: PC ≤0.02%, ABS ≤0.1%, PA66 ≤0.2%. Use a moisture-proof hopper or sealed conveying system to prevent reabsorption during transfer.
For decomposition, reduce barrel temperature in the rear zones first. Check screw speed and backpressure — excessive shear adds 20–30°C of effective melt temperature above setpoint. Use a melt thermocouple if available to measure actual melt temperature, not just barrel setpoint.
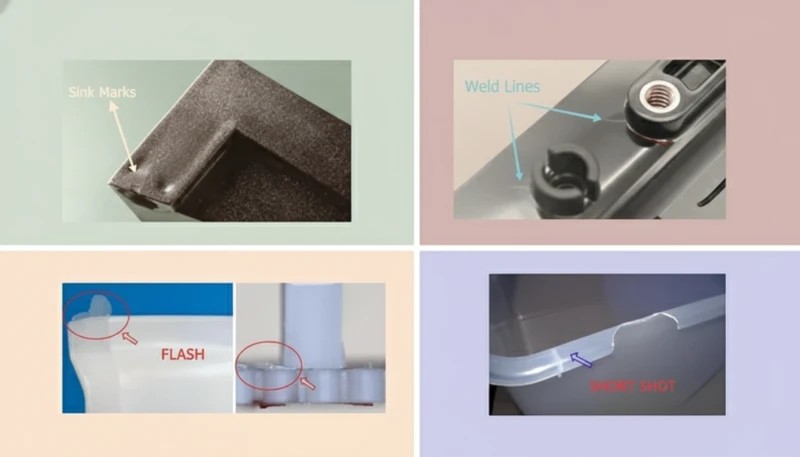
Traînées Argentées vs. Autres Défauts de Surface : Comment les Distinguer
Silver streaks are sometimes confused with other surface defects. Getting the identification right matters because each defect has a different root cause and fix.
Silver streaks vs. flow marks — Flow marks are concentric rings or wavy patterns caused by slow fill speed and premature skin formation. They follow the melt front shape. Silver streaks are linear and parallel to flow direction, caused by gas. Flow marks respond to increased injection speed; silver streaks from trapped air worsen with higher speed.
Silver Streaks vs. Burn Marks and Delamination
Silver streaks vs. burn marks — Burn marks (also called diesel effect) are black or dark brown discoloration at fill-end, caused by compressed air igniting under extreme pressure. They are more severe than silver streaks and usually indicate severely blocked venting. Silver streaks are a warning sign that precedes burn marks as venting deteriorates.
Silver streaks vs. weld line2 — A weld line appears where two melt fronts meet, creating a visible seam or line. Weld lines are often accompanied by a notch or groove in the surface. Silver streaks are surface reflectance anomalies without physical topology change. Different fixes: weld line problems are addressed through gate design3 and melt temperature optimization; silver streaks through venting, drying, or temperature control.
Silver streaks vs. delamination — Delamination produces layers that peel away from the part surface, usually caused by contamination (incompatible material mixed in) or excessive moisture. Silver streaks do not peel — they are a surface optical effect. If the surface lifts or flakes, contamination or severe moisture is the cause, not normal silver splay.
Prévention des stries argentées : Contrôles de conception et de processus
Prevention is faster than troubleshooting. These controls, applied at the design and setup stage, eliminate the conditions that create silver streaks before the first shot.
Mold Design Controls
Vent at every last-fill location, at runners, and along long flow paths. Place vents at parting line, ejector pins, and through insert splits where possible. For deep or complex cavities where parting-line vents are insufficient, consider vacuum venting or porous insert venting in chronic dead-air zones.
Gate design affects silver streak tendency. Gates that are too small create high shear rates, generating heat and gas. Gates that introduce air directly into the cavity (air entrapment at gate) cause gate-proximal streaks. Proper gate design accounts for melt temperature at the gate, shear rate limits, and gate placement relative to vented areas.
Wall thickness transitions should be gradual — abrupt thick-to-thin transitions cause hesitation and turbulence, trapping air. Where thickness changes are required by design, use tapered transitions over ≥3× the wall thickness change distance.
Process and Material Controls
Establish a material drying protocol as a standard operating procedure — not just for production startup, but including maximum time in hopper before material is replaced. Thermoplastics reabsorb moisture after drying; typical safe hopper time for PC is 2–4 hours before moisture rises above threshold again.
Set barrel temperature profiles correctly for the specific resin and shot weight. Use a rear-zone temperature that is 10–20°C lower than the front zone to prevent premature plasticization and decomposition. Monitor residence time: shot weight should be at least 20–25% of barrel capacity to prevent excessive dwell at temperature.
Documentez vos réglages de processus de base lorsque les pièces sont exemptes de défauts. Les stries argentées apparaissent souvent lorsque les opérateurs ajustent les paramètres pendant la production sans enregistrer les modifications. Les fiches de processus avec des points de consigne verrouillés sont l'outil de prévention le plus efficace contre les problèmes récurrents de stries argentées.
Questions fréquemment posées
Qu'est-ce qui provoque les stries argentées dans le moulage par injection ?
Les stries argentées sont causées par de l'air piégé, de la vapeur d'humidité ou des gaz de décomposition thermique entraînés à travers la surface de la cavité pendant le remplissage du moule. L'air piégé dû à une ventilation inadéquate est la cause la plus fréquente en environnement de production, représentant plus de 70% des cas chez ZetarMold. L'humidité dans les résines hygroscopiques est la deuxième cause la plus fréquente — lorsque la teneur en humidité dépasse le seuil (par exemple, 0,02% pour le PC), elle se vaporise en vapeur qui cisaille la surface en stries. La dégradation thermique due à une température excessive du cylindre ou à un temps de séjour prolongé produit des stries argentées brunâtres et constitue la troisième cause.
Comment corriger les stries argentées dans le moulage par injection ?
Fix silver streaks by first identifying the cause from streak location. Fill-end streaks indicate trapped air — add vent slots at 0.015–0.025mm depth at the last-fill location. Gate-area streaks appearing in consistent patterns indicate moisture — dry resin to the manufacturer’s specified moisture content using a dehumidifying dryer. Brownish gate-area streaks with discoloration indicate thermal decomposition — lower barrel temperature in 5°C increments and check residence time. Never assume drying alone will fix silver streaks without first inspecting vent condition; blocked vents are the most common overlooked cause.
Les stries argentées affectent-elles la résistance des pièces ?
Oui — les stries argentées peuvent réduire l'intégrité de surface et peuvent indiquer une micro-porosité ou une fusion incomplète à la surface de la pièce. Lorsque du gaz est piégé à l'interface matière-fondue/moule pendant le remplissage, le résultat n'est pas seulement cosmétique. La zone de surface affectée peut avoir une densité et une adhérence réduites par rapport au matériau environnant. Les pièces structurelles présentant des stries argentées visibles sur les surfaces porteuses doivent être testées mécaniquement avant acceptation. Les stries argentées sur les surfaces cosmétiques sont un critère de rejet standard dans la plupart des spécifications OEM, en particulier dans les applications automobiles et d'électronique grand public.
Les traînées d'argent peuvent être évitées avec un meilleur séchage du matériel
Le séchage ne prévient que les stries argentées liées à l'humidité. Si la cause racine est de l'air piégé dû à un éventage insuffisant ou une décomposition thermique due à une température de cylindre excessive, le séchage n'éliminera pas le défaut — vous pouvez sécher pendant 48 heures et avoir toujours les mêmes stries. Un séchage approprié est l'une des trois étapes de prévention : une conception d'éventage adéquate est le premier contrôle, le plus impactant ; une température de cylindre correcte et une gestion du temps de séjour est la deuxième ; et le séchage du matériau jusqu'à la teneur en humidité spécifiée est la troisième. Ces trois éléments doivent être en place pour une production constante sans défaut.
Quelle est la différence entre les stries argentées et les marques d'éclaboussures ?
Les stries argentées et les marques d'éventage désignent le même défaut — les termes décrivent des défauts de surface identiques causés par l'inclusion de gaz pendant le remplissage du moule. 'Marques d'éventage' est le terme technique plus spécifique utilisé dans les spécifications d'ingénierie et les catalogues de défauts ; 'stries argentées' est le nom courant utilisé en atelier par les opérateurs et les contrôleurs qualité. Les deux décrivent des lignes allongées scintillantes ou argentées sur la surface de la pièce moulée, parallèles à la direction d'écoulement de la matière fondue. Le diagnostic, l'analyse des causes racines et les actions correctives sont identiques, quel que soit le terme utilisé.
À quelle profondeur doivent être les fentes d'aération pour éviter les traînées argentées dues à l'air piégé ?
Les évents pour la plupart des thermoplastiques doivent avoir une profondeur de 0,015 à 0,025 mm dans la zone d'étanchéité, une largeur de 5 à 10 mm, avec un canal de dégagement d'évent de 0,5 à 1,0 mm de profondeur derrière l'étanchéité pour permettre à l'air de sortir librement du moule. Une profondeur d'évent supérieure à 0,04 mm risque de provoquer des bavures sur la plupart des résines standard. Ajoutez des évents au dernier point de remplissage — c'est là que l'air piégé se concentre lorsque le front de fusion se referme pendant le remplissage de la cavité. Pour les résines très visqueuses ou les géométries complexes, augmentez le nombre d'évents avant d'augmenter leur profondeur pour minimiser le risque de bavure tout en maximisant l'évacuation de l'air.
Pourquoi des stries argentées apparaissent-elles après avoir changé de lot de résine ?
Les changements de lot de résine peuvent introduire des différences de teneur en humidité, de variation d'indice de fluidité à l'état fondu ou de concentration d'additifs, ce qui affecte la génération de composés volatils pendant la transformation. Si des stries argentées apparaissent après un changement de lot, vérifiez d'abord la teneur en humidité du nouveau lot avec un analyseur d'humidité — ne supposez pas que les réglages du sécheur sont adaptés au niveau d'humidité initial du nouveau lot. Vérifiez ensuite si la variation de l'indice de fluidité par rapport au lot précédent nécessite un ajustement de la température du cylindre ou de la contre-pression. Un nouveau lot avec un indice de fluidité plus faible nécessite une température ou une pression plus élevée pour le remplissage, ce qui peut dépasser les seuils de décomposition. Documentez la variation entre les lots dans votre journal de processus.
Règle de diagnostic rapide : stries à l'extrémité du remplissage → ajoutez des évents ; stries à l'attaque → séchez la résine ; stries brunâtres → baissez la température du cylindre. Vérifiez d'abord les évents — c'est une inspection de 20 minutes qui vous évite 48 heures de séchage inutile. Si vous concevez un nouveau moule, placez des évents à chaque dernier point de remplissage avant T0. L'ajout d'évents a posteriori est possible, mais un éventage planifié est toujours préférable.
Besoin d'aide pour diagnostiquer des stries argentées persistantes ou pour concevoir l'éventage d'un nouvel outillage ? L'équipe d'ingénierie de ZetarMold examine les cas de défauts — apportez vos photos de pièces et vos fiches de processus actuelles, et nous vous indiquerons par où commencer.
-
thermoplastics: Les thermoplastiques sont une classe de polymères définis comme des matériaux qui se ramollissent et deviennent malléables lorsqu'ils sont chauffés et se solidifient au refroidissement, permettant une transformation répétée sans dégradation chimique — contrairement aux thermodurcissables. Les exemples courants incluent l'ABS, le PC, le PA et le PP. ↩
-
weld line: Une ligne de soudure est une jointure visible ou un point faible qui se forme là où deux fronts de fusion se rencontrent à l'intérieur de la cavité du moule pendant l'injection, réduisant souvent la résistance mécanique de 10 à 40 % par rapport au matériau de base. ↩
-
conception de la porte : La conception de l'attaque fait référence à la géométrie, à l'emplacement et au dimensionnement du point d'entrée par lequel le plastique fondu s'écoule du canal d'alimentation dans la cavité du moule, affectant directement le motif de remplissage, la distribution de pression et la qualité de surface. ↩
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview. See our Injection Molding Complete Guide for a comprehensive overview.







