 Skip to content
Skip to content 

Introduction : Le moulage par injection est un excellent procédé de fabrication qui permet de réaliser de beaux prototypes rapides et des pièces en plastique moulées par injection. Mais sans un système strict de contrôle du processus de production, les pièces moulées en plastique peuvent présenter des défauts tels que des marques d'enfoncement.

Quelles sont donc les marques d'évier en moulage par injection? Pourquoi se produisent-elles et comment, en tant que fabricant, pouvez-vous les éviter ? Lisez les réponses à ces questions et les informations importantes que vous devez connaître sur les marques d'évier.
Que sont les marques de coulure dans le moulage par injection ?
Une marque d'enfoncement est un défaut à la surface d'une pièce moulée par injection qui varie en fonction de l'épaisseur de la paroi. En d'autres termes, les marques d'enfoncement se produisent dans les sections les plus épaisses d'une pièce moulée, et ce défaut ressemble davantage à une fosse ou à une rainure sur sa surface.

Plus une section d'un produit est épaisse, plus elle contient de pièces. En outre, ces zones plus épaisses prolongent leur temps de refroidissement. En revanche, l'extérieur d'une pièce en plastique qui est en contact avec l'acier du moule se refroidit généralement très rapidement.

C'est donc la différence de temps de refroidissement entre l'extérieur et l'intérieur de la pièce moulée qui est à l'origine du défaut. Comment cela se produit-il ? Lorsque les molécules de la partie la plus épaisse de la pièce commencent à refroidir, elles se rétractent, ce qui entraîne un rétrécissement de la partie extérieure vers l'intérieur, formant ainsi une marque d'enfoncement. Toutefois, si la partie extérieure est suffisamment résistante, ce rétrécissement provoquera plutôt des vides.

La visibilité de l'évier dépend de sa profondeur, de la couleur et de la texture du produit. Toutefois, il est important de noter que les petites marques d'évier sont souvent visibles parce qu'elles sont capables de réfléchir la lumière dans différentes directions.
Causes et remèdes pour les marques de coulure du moulage par injection de plastique
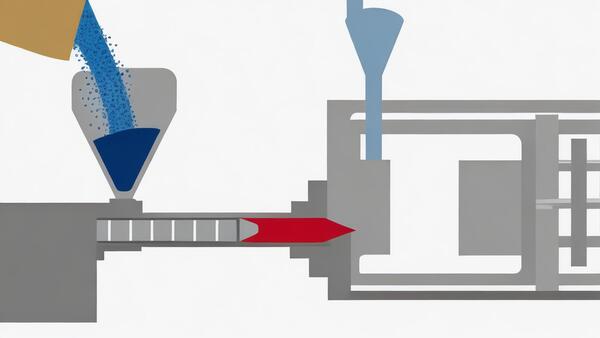
Lorsque vous fabriquez des pièces par moulage par injection, vous projetez un matériau fondu dans un moule. Le produit refroidit et se transforme en la pièce souhaitée. Ensuite, vous la retirez.

Les marques d'enfoncement dans le moulage par injection se produisent généralement lorsque la pièce à mouler est trop épaisse pour la résine utilisée. Mais il existe d'autres raisons pour lesquelles des marques d'affaissement apparaissent. Voyons ce qui les provoque et comment réduire les marques d'enfoncement dans le moulage par injection.
Température de fusion incorrecte
L'utilisation de mauvaises températures lors de la fusion de la résine peut provoquer des marques d'enfoncement à la surface du plastique fini. En général, les marques d'enfoncement sont dues à une température d'insertion trop basse et, dans ce cas, l'augmentation de la température peut résoudre ces problèmes.
Pour éviter cela, réglez la résine fondue dans la plage de température recommandée par le fabricant. Vérifiez la température de fusion avant d'injecter la résine dans le moule.
Temps de maintien court
Si le temps de maintien est trop court, il peut également provoquer des dépressions à la surface de la pièce. Idéalement, les temps d'emballage et de maintien doivent être longs. Cela permet de s'assurer que la porte de la pièce est correctement scellée, ce qui empêche la résine plastique de s'écouler dans la cavité du moule ou d'en sortir. Si la porte n'est pas correctement scellée, la résine plastique s'écoulera hors de la cavité lorsqu'elle est à l'arrêt.

Pour éviter les marques d'enfoncement, maintenez la porte suffisamment longtemps pour qu'elle se solidifie après avoir rempli le moule. Cela empêchera le matériau fondu de s'écouler hors du moule et donc de s'enfoncer. En d'autres termes, s'il y a des marques ou des dépressions près de l'opercule, l'allongement du temps de maintien contribuera à les éliminer.
La côte est trop épaisse
Lorsque la nervure est plus épaisse, la jonction entre la nervure et l'épaisseur de la paroi principale est également plus épaisse. La matière plastique est concentrée à cet endroit. Lors du refroidissement, la surface de la nervure et de la paroi principale plus épaisse se solidifie en premier. Le centre de la jonction entre la nervure et l'épaisseur de la paroi principale reste en fusion.

Le plastique qui se solidifie plus tard se rétracte sur le plastique qui se solidifie en premier et exerce une force de succion sur le plastique qui l'entoure. Si un endroit présente une couche de solidification plus faible (généralement sur la surface du moule opposée à la nervure), la surface à cet endroit peut s'effondrer en une dépression.
Les marques d'enfoncement peuvent être causées par les propriétés du matériau, la pression de maintien et la distance par rapport à la vanne. Parfois, l'épaisseur de la nervure doit être conçue pour être égale à 50% de l'épaisseur de la paroi principale, voire plus fine. Le jugement de l'expérience humaine est parfois inexact.

Il est recommandé de l'analyser à l'aide de l'analyse CAE de l'écoulement du moule. Le risque peut être prédit sur la base de l'indice de retrait de l'analyse du flux de moulage pour comprendre l'impact des différentes conceptions de l'épaisseur des nervures sur le retrait. Le risque de retrait peut également être prédit de la même manière au niveau de la position de la colonne et de l'angle du produit.
La taille du couloir et de la porte
Le canal et la porte sont trop petits et la résistance à l'écoulement du matériau est trop importante. Si la pression d'injection et la pression ne sont pas suffisantes, la cavité du moule ne peut pas être remplie de matériau dense et la densité de la matière fondue est faible, ce qui peut facilement entraîner une dépression de la surface et des marques de retrait.

Certains produits ont un flux de colle local inégal ou des canaux d'écoulement trop petits, ce qui peut également entraîner une résistance importante à l'écoulement du matériau et une pression locale insuffisante, et la probabilité d'apparition de marques de retrait augmentera également. Je suggère d'utiliser un logiciel d'analyse CAE de l'écoulement des moules pour analyser l'écoulement et la pression du matériau avant la conception du moule, et de simuler le processus de remplissage.
Le logiciel fournira des données raisonnables pour nous aider à concevoir raisonnablement la taille de la glissière et de la porte, et à analyser la zone où la structure du produit entrave le flux. Modifier le produit en fonction des résultats de l'analyse afin d'empêcher totalement le rétrécissement de la surface du produit.

Température élevée des moules
L'effet de la température du moule sur les marques de rétraction ou les trous de rétraction est relatif. Lorsque la température du moule est trop basse, la couche superficielle de la pièce a tendance à se condenser et à s'épaissir, l'épaisseur de la couche centrale est relativement réduite, le canal de maintien de la pression et de rétraction est rétréci, et l'extrémité de la pièce ne peut pas obtenir une rétraction suffisante, ce qui entraîne la formation de marques de rétraction ou de trous de rétraction ;
En outre, la basse température du moule fait que le système d'ouverture, en particulier la porte, gèle facilement, et la pièce ne reçoit pas une pression de maintien et un retrait suffisants, ce qui provoque également des cavités de retrait ou des marques de retrait.
Lorsque la température du moule est trop élevée, l'efficacité du refroidissement du moule est faible et le refroidissement est lent. Le temps de refroidissement étant long, le retrait est également plus important. Si la pression de maintien et le retrait sont insuffisants, il est facile de provoquer des marques de retrait ou des cavités de retrait.
Une température trop élevée peut empêcher le scellement correct et ponctuel de l'opercule. Pour résoudre ce problème, il convient d'utiliser la plage de température correcte du moule et de veiller à ce que la tuyauterie soit correcte.

Pression de maintien ou pression de maintien inadéquate
Une autre cause de bosses dans les pièces moulées est la mauvaise répartition de la pression de maintien. En d'autres termes, l'application d'une pression de maintien appropriée aux différentes parties du produit permet de conserver la forme du produit.
Pour éviter les marques d'enfoncement ou les déformations, la pression typique dans l'empreinte est comprise entre 8 000 et 15 000 psi. La règle empirique est que la pression de maintien ou de garniture doit être de 50-70% de la pression d'injection.

La meilleure façon d'appliquer la pression est de mesurer l'épaisseur. Ainsi, les pièces moulées plus épaisses nécessitent plus de plastique et de pression pour conserver leur forme que les pièces plus fines.
Ce défaut étant dû au rétrécissement de la résine plastique et d'autres matériaux dans la zone épaisse pendant le processus de séchage, le fait de mettre suffisamment de plastique dans la zone épaisse à la pression appropriée peut aider à éliminer ce défaut.

Défaillance du clapet anti-retour de la machine de moulage par injection
Les techniciens du moulage par injection savent que le clapet anti-retour de la moulage par injection Le but de la machine est d'empêcher la matière plastique en fusion devant la vis dans le tube de matériau de refluer pendant l'injection et le maintien de la pression.
Si le clapet anti-retour de la machine de moulage par injection est usé et fissuré au cours d'une utilisation à long terme, de graves dommages entraîneront un retour du plastique par l'interstice, la pression tampon et la pression de maintien seront réduites ou disparaîtront, et le produit provoquera facilement une dépression de rétraction.

Il faut donc le vérifier, l'entretenir et le nettoyer régulièrement. Il faut également veiller à ce que les granulés de plastique soient propres et exempts de débris, en particulier les matériaux recyclés secondaires qui ne doivent jamais être mélangés à des objets durs tels que des lames ou des copeaux de fer. Si vous constatez des défauts graves, vous devez les remplacer immédiatement.
La température du cylindre de la machine de moulage par injection est trop élevée
Si la température de la moulage par injection Si le baril de la machine est trop élevé, la densité de la matière fondue diminuera. Lorsque le produit refroidit, la matière fondue en contact avec la surface du moule se solidifie d'abord en une couche de condensation. Le plastique rétrécit en volume, ce qui entraîne une diminution de la densité de la matière fondue au centre de la cavité.

Lorsque le noyau se solidifie lentement, un vide se forme au centre du noyau. La paroi intérieure du vide formera une contrainte de retrait. Si la résistance de la couche de solidification superficielle n'est pas suffisante, la surface du produit s'enfoncera vers l'intérieur, formant une marque de retrait.
La meilleure méthode consiste à fixer une température raisonnable pour le tonneau. Dans la plage autorisée par le matériau, essayez de ne pas utiliser la valeur extrême autant que possible, ce qui peut réduire efficacement la probabilité de rétrécissement du produit. L'analyse CAE de l'écoulement du moule peut également analyser des valeurs de référence raisonnables afin d'éviter les marques de retrait sur le produit à l'avance.

Le nombre et la position des portes de moules ne sont pas conçus de manière raisonnable
La position et le nombre de portes peuvent également provoquer des marques de rétraction sur le produit. Voici un paramètre que vous pouvez partager avec vos collègues. Le rapport entre la longueur d'écoulement du matériau et l'épaisseur de la paroi principale du produit est le rapport entre la longueur d'écoulement du matériau et l'épaisseur de la paroi principale du produit. Il s'agit d'une valeur de référence importante qui nous permet de déterminer le nombre et la position des vannes.
Veuillez y prêter une attention particulière. Vous pouvez trouver cette valeur de référence dans le tableau habituel des propriétés des matériaux pour juger de la fluidité du matériau. Si le nombre et l'emplacement déraisonnables des vannes entraînent un rapport longueur/flux trop élevé, la résistance à l'écoulement sera trop importante.
Si la pression d'injection n'est pas suffisante, la cavité du moule ne peut pas être remplie de matériau dense, la densité de la matière fondue est faible et la probabilité d'une dépression due au retrait du produit est élevée.
Beaucoup d'anciens mouleurs conçoivent la position et le nombre de portes en se basant sur leur expérience. Je pense qu'il n'est pas recommandé de se fier entièrement à l'expérience aujourd'hui. Les résultats de l'analyse des simulations informatiques de l'IAO peuvent fournir aux concepteurs de moules des données de référence très précises.

L'analyse de l'écoulement du moule permet d'analyser en profondeur les propriétés des matériaux, la structure du produit, la température du moule, le refroidissement par eau, etc. afin d'obtenir des résultats plus précis. Les concepteurs de moules doivent apprendre à utiliser les outils d'analyse scientifique pour réduire les erreurs dans la conception des moules.
Le temps de refroidissement du produit est trop court
Si le temps de refroidissement du produit n'est pas suffisant, la couche de condensation à la surface du produit sera trop fine et la rigidité sera insuffisante pour résister à la contrainte causée par le retrait de la matière fondue interne, qui formera facilement des dépressions de retrait à la surface du produit.

Pour définir le temps de refroidissement, on peut se référer aux valeurs recommandées par l'analyse CAE de l'écoulement du moule et au tableau des propriétés des matériaux.
Combien de personnes chargées du réglage de la machine ont consulté le tableau des propriétés des matériaux avant de régler la machine ? Lorsque vous réglez la machine, vous devez définir le temps de refroidissement sur la base de la valeur recommandée par l'analyse, et raccourcir le temps de refroidissement autant que possible dans la plage acceptable de la qualité de la surface du produit afin de réduire le cycle de moulage.

Pour réduire les marques d'enfoncement pendant le cycle de moulage par injection, les fabricants doivent optimiser le temps de refroidissement et les réglages de la pression de maintien afin de garantir un refroidissement uniforme de la pièce en plastique tout au long du processus de moulage.
Géométrie incorrecte de la pièce
Si la géométrie de la pièce et la conception du moule ne sont pas correctes, vous pouvez également obtenir des marques d'enfoncement. Il est important de savoir que les endroits les plus courants pour les marques d'enfoncement sont les nervures et les bossages.
Conclusion
Les défauts des produits ont de nombreuses causes. Nous devons tenir compte de la conception du produit, de la conception du moule et du processus de moulage par injection. Nous devons analyser et trouver la cause première du problème. Nous devons tenir compte du coût, de l'efficacité et de la qualité du produit. Parfois, nous ne pouvons pas répondre à toutes les exigences. Nous devons prendre en compte, calculer et faire des compromis raisonnables.
Le principe du moule Zetar est le suivant : la priorité est donnée à ceux qui peuvent être améliorés par la structure du produit, ce qui constitue le premier choix. Si ce n'est vraiment pas possible, l'amélioration se fera par la conception du moule. Même si le coût du moule est plus élevé, le problème ne doit pas être laissé à l'ajustement du moulage par injection.

Parce que l'augmentation du coût du moule est ponctuelle, et que le coût du moulage par injection est à long terme et à grande échelle, et moulage par injection ne procède qu'à de petits ajustements raisonnables. Par conséquent, l'examen du problème nécessite une analyse systématique, des calculs minutieux et des compromis raisonnables pour être un bon technicien spécialisé dans les moisissures.







