 Skip to content
Skip to content 

En plus de l'outillage unique, la machine de moulage par injection offre également la possibilité d'utiliser des moules multiples en les adaptant, de sorte que le nombre de moules peut passer de cinq à six ou plus. L'efficacité de la production de la machine de moulage par injection s'en trouve considérablement améliorée, ce qui répond aux besoins de l'industrie moderne en matière d'augmentation de la productivité. La fonction d'une machine d'injection multi-moule qui utilise plusieurs moules pour travailler en même temps est appelée production de moulage par injection multi-moule, qui permet d'atteindre une vitesse élevée, un faible coût et, en fin de compte, une productivité accrue.
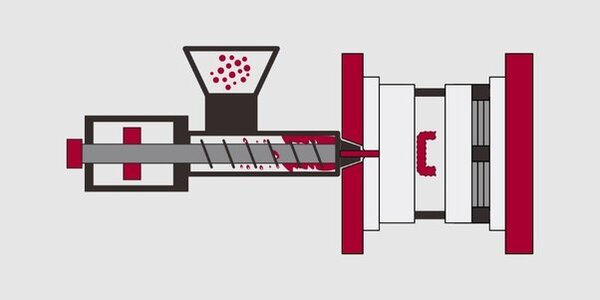
Le moulage par injection est l'une des méthodes utilisées pour fabriquer des pièces en plastique. Il s'agit d'un processus au cours duquel nous faisons fondre la matière plastique, l'injectons dans une cavité de moule et la laissons refroidir et durcir pour qu'elle prenne la forme définie par le moule. L'une des questions les plus fréquentes que l'on me pose à propos du moulage par injection est de savoir si une machine peut faire fonctionner plusieurs moules en même temps. Dans cet article, je vais étudier la possibilité de faire fonctionner plusieurs moules sur une machine de moulage par injection : Est-ce possible ? Quels en sont les avantages ? Quels sont les défis à relever ? Et quels sont les éléments à prendre en compte ?
Faisabilité de la prise en charge de moules multiples sur une machine de moulage par injection
La capacité d'une machine de moulage par injection à faire fonctionner plusieurs moules dépend de facteurs tels que la capacité de la machine, la taille du moule et la complexité des pièces produites. De nombreuses machines de moulage par injection modernes sont équipées de moules multiples qui peuvent gérer plus d'un affinage... Ces caractéristiques comprennent une CME, une table rotative et des pièces moulables qui sont remplacées périodiquement.
Avantages et inconvénients de l'utilisation de moules multiples
Avantages
1. Amélioration de l'efficacité de la production : En utilisant une seule machine de moulage par injection pour produire des pièces individuelles, vous pouvez optimiser le temps consacré aux opérations en plusieurs étapes, ce qui améliore l'efficacité de la production. L'utilisation d'un moule à plateau tournant vous permet de fabriquer plusieurs moules et variantes dans différentes positions, ce qui améliore la production de plusieurs modèles et spécifications.
2. Réduction des coûts : En utilisant plusieurs moules pour fabriquer des produits, vous pouvez économiser le coût d'achat d'autres machines de moulage par injection, ce qui réduit également l'investissement en capital.
3. Réduction des coûts de production : Le moulage par injection multi-coups présente l'avantage de produire plusieurs formes en même temps, ce qui permet d'éviter les temps d'arrêt et le coût de production de produits défectueux, réduisant ainsi les coûts de production.

4. Amélioration de la qualité des produits : Les caractéristiques des moules multiples permettent un frottement plus uniforme, ce qui réduit le besoin d'usure mécanique lors de l'ouverture et de la fermeture du moule, augmente la stabilité du moule en production et prolonge la durée de vie du moule.
5. Exigences réduites pour l'équipement de moulage par injection : Le moulage par injection multi-moule est un processus qui utilise pleinement la capacité de production des machines de moulage par injection, raccourcit les cycles de production et prolonge la durée de vie de la machine.
Inconvénients
1. Temps de changement de moule très longs : Lorsque vous avez différents moules, vous devez passer de l'un à l'autre, ce qui prend du temps.
2. Augmentation des taux d'échec : Lorsque vous avez plus d'un moule dans le processus de moulage par injection, vous mettez plus de pression sur les machines, ce qui peut vraiment perturber vos systèmes de maintenance et de réparation.
Considérations relatives à l'utilisation de moules multiples
1. Des opérateurs qualifiés sont nécessaires : L'utilisation de moules multiples dans le processus de moulage par injection rend le fonctionnement de la machine de moulage par injection plus compliqué, de sorte que des opérateurs expérimentés sont nécessaires pour éviter les accidents.
2. Entretien de l'équipement : L'utilisation de moules multiples signifie que le mouliste doit accorder plus d'attention à la maintenance de la machine de moulage par injection et au fonctionnement normal du moule afin d'éviter les interruptions fréquentes de la production et d'augmenter la durée de vie du moule.
3. Planification de la production : Dans ce cas, la raison pour laquelle il est important d'utiliser plusieurs moules pour fabriquer des produits à l'avance est que le plan de production se déroule sans heurts.
4. Compatibilité avec les machines : Les machines de moulage par injection ne sont pas toutes équipées pour utiliser plusieurs moules en même temps. Les fabricants doivent vérifier si leurs équipements, tels que les machines de moulage par injection, peuvent accomplir toutes les tâches nécessaires à l'utilisation de plusieurs moules.
5. Alignement et synchronisation des moules : L'ajustement et le raccordement précis du moule sont importants pour obtenir une taille de pièce constante, éviter les défauts tels que la bavure et le gauchissement, etc.
6. Coûts des moisissures : Le coût d'achat d'un jeu de moules pour une pièce complexe ou de haute précision peut être très élevé. Les usines doivent tenir compte des principaux indicateurs de faisabilité, de la durée de vie des moules et des facteurs d'amortissement.
7. Maintenance et temps d'arrêt : L'utilisation simultanée de plusieurs moules sur une même machine augmente la probabilité d'usure, ce qui peut entraîner des besoins de maintenance plus fréquents et des temps d'arrêt potentiels pour les réparations et la maintenance.

Étude de cas : Solution de moulage par injection de Tandem Molding
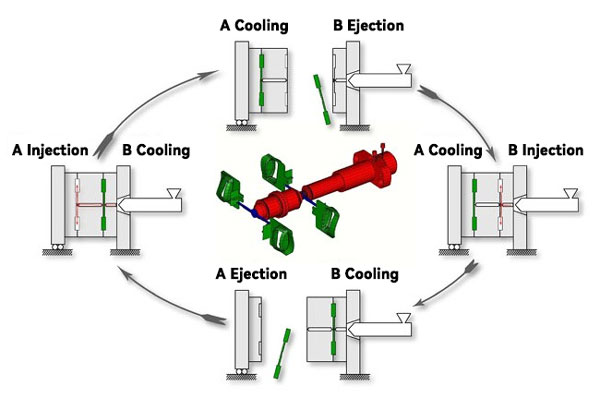
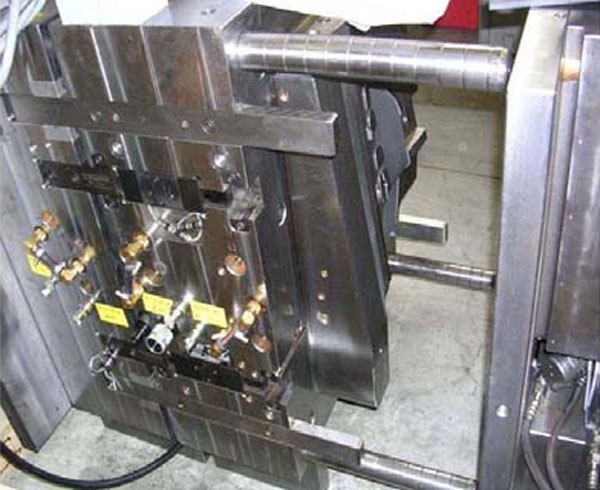
La technologie du moulage en tandem est un processus qui utilise deux moules identiques ou similaires montés sur une machine de moulage par injection. Ils travaillent en principe simultanément pour obtenir le résultat souhaité. L'intervalle de temps entre la mise en place des produits sur un moule et l'autre est utilisé pour le processus de moulage par injection des produits provenant du moule alternatif, et la machine utilise le temps entre les deux pour équilibrer les deux moules, maximisant ainsi la productivité par heure d'opération.
L'efficacité de la technologie du moulage en tandem est généralement inégalée, elle peut augmenter la production de 40 à 80% et permettre d'économiser 30 à 40% sur les investissements en équipement et en automatisation si les conditions du processus et les configurations de l'équipement sont appropriées.
Scénarios applicables
Vous pouvez utiliser la technologie du moulage en tandem pour des produits dont le temps de cycle est de plus de 30 secondes, avec les mêmes combinaisons de matériaux et des dimensions proches les unes des autres ou des structures moléculaires appariées. Nous l'avons fait avec des pièces "cadre avant - logement de vis" et "couvercle - base inférieure" avec des produits symétriques, des pièces d'ingénierie de système qui sont normalisées et impliquent plusieurs jeux de moules, et des pièces plates à grand cadre, y compris la structure creuse avec une installation facile des canaux d'écoulement. Vous pouvez combiner ces pièces et ces moules et les produire efficacement en utilisant des cavités peu profondes.

Exigences relatives aux moules
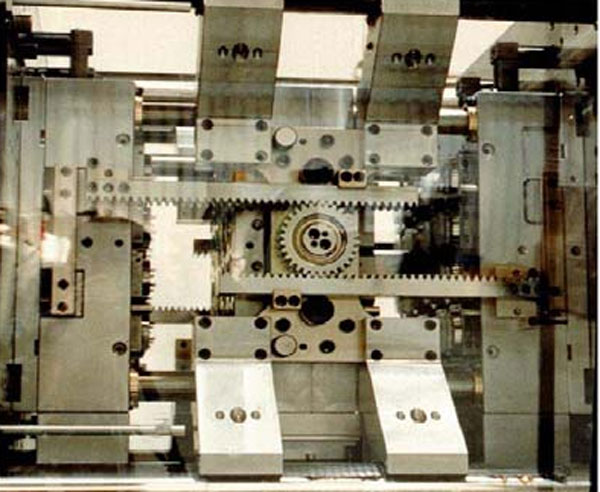
Dans le cas du moulage en tandem, le moule est composé de deux parties : l'une est le système de canaux chauds qui alterne les tirs entre les moules avant et arrière, et l'autre est le système de verrouillage qui alterne l'ouverture et la fermeture des moules. En revanche, la conception du moulage en tandem repose sur deux moules qui se partagent l'injection. La façon la plus simple d'alterner entre les moules avant et arrière est d'utiliser un système de canaux chauds avant et arrière.
Aujourd'hui, la plupart des fabricants de canaux chauds conçoivent leurs produits pour le moulage en tandem, ainsi que pour des moules à canaux froids bon marché capables de réaliser le moulage en tandem ou même pour deux moules existants qui peuvent être modernisés pour une utilisation combinée. Dans l'ensemble, la complexité ne réside pas dans le moulage, mais plutôt dans le canal chaud.
Exigences relatives aux machines de moulage par injection
Avec le moulage unilatéral, il n'est pas nécessaire d'effectuer des réglages complexes sur les machines de fabrication de moules. Il suffit d'insérer une plaque dans le moule hydraulique qui augmente l'épaisseur de la partie de serrage de la machine de moulage pour que les moules qui se chevauchent s'adaptent. En général, cela signifie qu'il faut augmenter l'épaisseur du moule d'environ 20-25% par rapport à la capacité du moule de l'équipement standard.
Avec le moulage en tandem, vous devez utiliser un logiciel de contrôle où le système de contrôle de la machine de moulage par injection inclut ce logiciel pour prendre en compte les variables utilisées dans le traitement du moule A et du moule B pour produire des produits différents. L'arrêt et le démarrage de la fonte, ainsi que la quantité ou le volume de fonte, sont des éléments clés pour améliorer l'efficacité de la production.
Si la capacité de fusion est insuffisante, il est possible d'utiliser des dispositifs indépendants de maintien de la pression ou de fermer les vannes des buses pour commencer le processus de plastification plus tôt pendant le maintien de la pression. En règle générale, ces applications ne nécessitent pas les équipements les plus coûteux, et les améliorations ultérieures n'augmentent généralement le coût de l'équipement que de 5-10% par rapport à ce qu'il était auparavant. Lorsqu'une seule machine peut fonctionner avec la même productivité que deux machines, il n'en résulte qu'une réduction des coûts dès que les moules peuvent suivre.
Différences entre le moulage en tandem et le moulage en pile
Lorsque les gens commencent à utiliser des moules à étages plutôt que des moules à face unique, ils me demandent souvent quelle est la différence entre ces deux types de moules. La forme la plus simple du moulage par empilage consiste à fabriquer des pièces à tour de rôle dans le moule A et le moule B. Cette méthode est principalement utilisée pour les pièces techniques qui doivent être épaisses. Ce n'est pas comme le moulage par étincelage, où l'on fabrique une pièce compliquée (et qui prend plus de temps à fabriquer). Le moulage en pile est utilisé pour fabriquer des pièces minces ou des pièces comportant de nombreuses cavités, lorsque le temps de cycle est court (moins de 10-15 secondes) et que le temps de refroidissement est inférieur à 5-6 secondes.
Le moulage par empilage est donc un processus qui nécessite l'ouverture simultanée des moules A et B, la suspension du moule central pendant que les moules s'ouvrent, puis la gestion de questions telles que la stabilité de la position, le soutien et la synchronisation lorsque l'on traite de la structure du moule. Le principal problème est la nécessité d'assurer la solidité, la précision et la durabilité des pièces mécaniques utilisées pour produire des pièces dans des conditions de production à grande vitesse. Les moulistes capables de produire des moules de haute qualité, fiables et précis ne sont pas comme les autres ateliers de moulage. Ils facturent généralement leurs moules plus cher que la moyenne des moules.
Le coût augmente avec le nombre de cavités. La vitesse de production rapide entraîne des coûts extrêmement élevés en raison de l'équilibre des flux et du contrôle séquentiel des vannes. Afin de tenir compte de la qualité et de la stabilité de la production, l'usine de moules choisit généralement des marques de canaux chauds comme Moldmaster ou Husky, qui coûtent plus cher. En fin de compte, le coût élevé des moules affectera la compétitivité de l'entreprise dans un projet. Le procédé de moulage en tandem permet d'ouvrir un seul plan de joint du moule à la fois au cours de chaque cycle, tandis que l'autre moitié reste bloquée en position de façon relativement permanente. L'intérêt de cette méthode réside dans le fait que la configuration du moule est similaire à celle d'un moule conventionnel, ce qui évite le problème de la grande complexité de la structure du moule.
Le procédé de moulage par empilage exige des critères d'acceptation plus élevés en matière de précision et d'usinage, des cycles de moulage plus longs et des vitesses de production plus lentes que le procédé de moulage rentable et plus tolérant. En outre, Tandem Molding ne préfère pas utiliser des conceptions à haute cavité, et s'appuie donc sur des marques de canaux chauds plus courantes sur le marché.
Le moulage en tandem, qui n'a qu'un seul plan de joint, n'ouvre qu'un plan de joint à la fois et un seul plan de joint, contrairement au moulage en pile où il faut ouvrir et injecter dans deux plans de joint à la fois. Il faut donc que la machine dispose d'un minimum d'espace de chargement dans le serrage du moule (parallélisme) et d'une capacité de fusion et d'injection dans la partie de moulage par injection.
La machine de moulage par injection normalement utilisée pour le moulage par empilement est, dans la plupart des cas, de 1 à 2 spécifications plus élevées que celle utilisée pour le moulage en tandem pour le même nombre de cavités. Le fait que le moulage par gravité en tandem ait un cycle plus long tout en sollicitant moins l'équipement que le moulage par empilage le rend idéal pour les produits nationaux, tandis que la production stable à vitesse rapide du moulage par empilage pose de grands défis aux marques nationales.

La production par moulage en tandem est plus souple. Les demi-moules A et B peuvent fabriquer différents produits avec différents procédés de moulage par injection, tandis que le moulage par empilage produit généralement un seul produit avec le même nombre de cavités de moule et les mêmes conditions d'injection. En comparaison, le moulage en tandem est moins bien placé que le moulage par empilage en raison des différences entre les équipements de production, les moules et les processus de production. Cette méthode est donc plus simple, plus économique et plus pratique pour améliorer la productivité.
Conclusion
En résumé, la faisabilité d'une machine de moulage par injection capable de traiter plusieurs moules dépend de plusieurs facteurs, notamment de la capacité de la machine, de la conception du moule et des exigences de production. L'utilisation de moules multiples présente de nombreux avantages : elle permet d'économiser du temps et de la main-d'œuvre, elle rend le processus plus rentable et elle permet de modifier le produit fini. Cependant, cette machine est également compliquée à utiliser, il faut du temps et un peu d'habileté pour l'aligner, et enfin, il faut penser à la maintenance. En fait, les fabricants de machines doivent réfléchir à ce dont ils ont besoin et à ce qu'ils peuvent faire pour déterminer si une machine à double usage est une bonne option pour optimiser le processus de fabrication.







