 Skip to content
Skip to content 

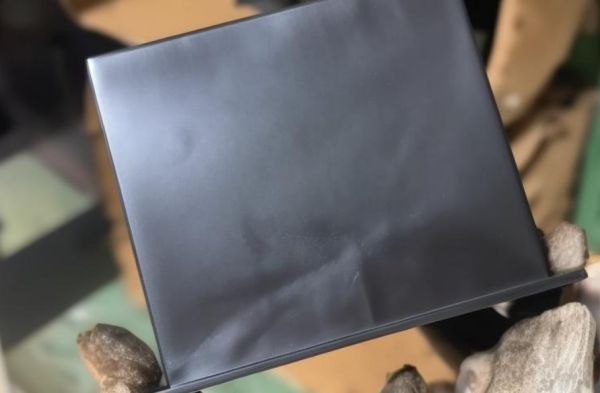
Le moulage par injection est l'un des processus de fabrication les plus importants pour les produits en plastique et est largement utilisé dans les secteurs de l'automobile, de l'électronique, de l'électroménager, des jouets et d'autres industries. Bien que la technologie soit très mature, des problèmes de qualité surviennent parfois au cours du processus de production, notamment le blanchiment de la surface du produit. Le blanchiment de la surface n'affecte pas seulement l'apparence, mais aussi les performances du produit et réduit la capacité de production. Il est donc important de résoudre ce problème, car il nuit à la qualité du produit et à l'efficacité de la production.

Causes du blanchiment des produits moulés par injection
Le degré de blancheur dépend du matériau utilisé pour le moulage par injection, de la structure des moules spécifiques, des paramètres du processus, des traitements spécifiques pour les produits fabriqués et des conditions dans la zone de production. Ces aspects feront l'objet d'une analyse distincte ci-dessous.
Sélection des matériaux
Le choix du matériau de moulage par injection a un impact significatif sur la qualité de la surface du produit. produits moulés par injection. C'est pour cette raison que les différents types de plastique présentent des propriétés physiques et chimiques uniques au cours du processus de moulage par injection, qui affectent à leur tour la finition de la surface du produit final.
1. Propriétés des matériaux

Certains plastiques, comme le polystyrène (PS), le polypropylène (PP) et le polychlorure de vinyle (PVC), produisent des gaz ou des résidus lorsqu'ils sont chauffés, qui resteront à la surface du produit après la solidification et formeront des taches blanches. En outre, certains agents de remplissage et de blanchiment utilisés dans la production peuvent également provoquer un blanchiment. Par exemple, l'utilisation de dioxyde de titane peut augmenter la blancheur du produit, mais une mauvaise utilisation peut entraîner la formation de dépôts blancs à la surface.
2. Mélange de matériaux
Il est également important de noter que lorsque plusieurs matériaux sont mélangés pour le moulage par injection, l'incompatibilité entre ces matériaux peut provoquer une séparation des phases, ce qui peut entraîner un blanchiment de la surface. Par exemple, lorsque différents types de plastiques sont utilisés, les différents matériaux ont des points de fusion et des propriétés d'écoulement différents, de sorte qu'ils se séparent les uns des autres pendant le refroidissement et provoquent l'apparition de taches blanches. La solution consiste à utiliser des matériaux compatibles ou à ajouter des agents de compatibilité appropriés au mélange afin de réduire la probabilité de tels événements.

3. Utilisation de matériaux recyclés
L'utilisation de matériaux recyclés dans les production de moulage par injection peut permettre de réduire les coûts d'approvisionnement. Toutefois, les matériaux recyclés peuvent contenir des impuretés ou d'autres produits de dégradation susceptibles de modifier la qualité de la surface et de provoquer un blanchiment. Par conséquent, la proportion de matériaux recyclés doit être strictement limitée et ces matériaux doivent être soigneusement nettoyés et passés au crible avant d'être utilisés.

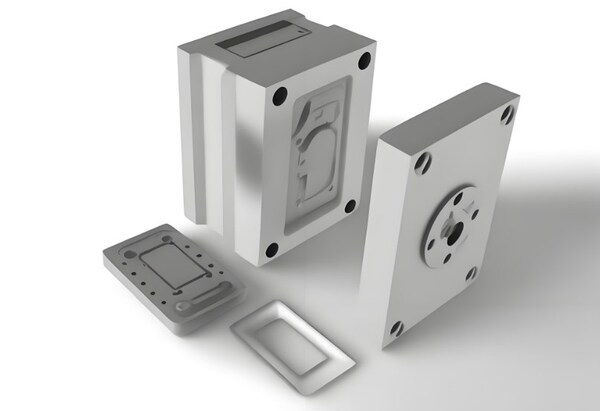
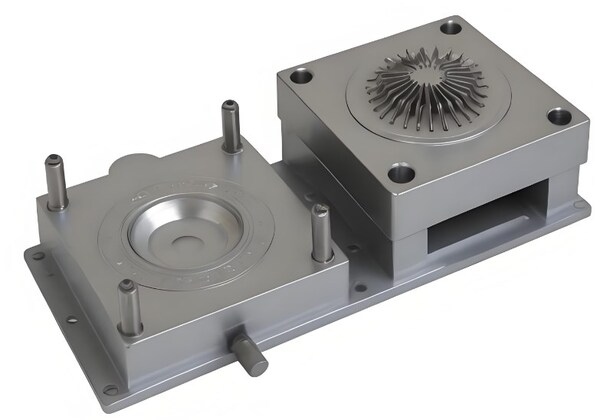
Conception des moules
La conception du moule est une étape indispensable qui a une influence directe sur la qualité de la surface des produits moulés par injection. Le blanchiment de la surface du composant est également causé par une conception déraisonnable du moule.
1. Traitement de la surface du moule
La finition et le traitement de la surface du moule ont une incidence sur la finition du produit final. Si la surface du moule présente des rayures, des bosses, des salissures, etc., le produit subira l'impact de ces défauts lors du moulage par injection, ce qui se traduira par une surface irrégulière et un blanchiment. Il est recommandé de nettoyer et de polir correctement le moule.
2. Conception des portes
La porte est l'entrée du plastique dans le moule, ce qui détermine en grande partie la qualité du moulage. Une conception déraisonnable de l'opercule affectera également la distribution du flux de plastique, provoquera une concentration de contraintes et pourra entraîner un blanchiment de la surface. L'optimisation de la conception de la porte pour garantir un écoulement uniforme du plastique peut réduire le phénomène de blanchiment.
3. Conception du système de refroidissement
La conception du système de refroidissement influe sur le processus de contrôle de la température du moule. Si le refroidissement du moule n'est pas homogène, il entraînera des différences de vitesse de refroidissement du plastique, générera des tensions internes et provoquera un blanchiment de la surface. Un refroidissement irrégulier peut être minimisé par une conception raisonnable du système de refroidissement.

4. Conception des évents
L'air et les autres gaz doivent être évacués pendant le moulage par injection, sinon des sédiments ou des taches blanches se formeront à la surface du produit pendant le processus de production. Une conception déraisonnable de l'orifice d'échappement et un nombre insuffisant de trous d'échappement entraîneront une rétention de gaz et affecteront la qualité de la surface. L'optimisation de la conception de l'orifice d'échappement pour assurer une évacuation en douceur peut réduire les points blancs.

Paramètres du processus
Tous les facteurs de contrôle utilisés dans le moulage par injection, à savoir la température, la vitesse d'injection, la pression et le temps, contribuent à déterminer la qualité du produit. Des paramètres mal réglés affectent le système et font blanchir la surface.
1. Contrôle de la température
La gestion de la température est très importante pendant la processus de moulage par injection. Lorsque la température est trop élevée, le plastique utilisé se décompose en libérant des gaz ou en produisant des résidus, ce qui entraîne un blanchiment de la surface. En revanche, une température trop basse peut réduire le débit du plastique et produire des marques de refroidissement. Un contrôle précis de la température du tonneau et de la température du moule peut réduire le blanchiment.
2. Contrôle de la pression
Les défauts à la surface du produit moulé dépendent également de la pression d'injection et de la pression de maintien. Des pressions d'injection très élevées peuvent entraîner un remplissage excessif du moule, l'apparition de contraintes internes et donc un blanchiment. Une réduction adéquate de la pression d'injection à un niveau approprié et le maintien de la pression peuvent contribuer à améliorer la qualité de la surface.
3. Contrôle du temps
Le temps d'injection, le temps de maintien et le temps de refroidissement doivent être maintenus à un niveau optimal. Un temps d'injection trop court entraînera un remplissage insuffisant de la matière plastique dans la cavité du moule, ce qui se traduira par diverses formes de défauts. Un temps de maintien trop court entraînera un rétrécissement et un blanchiment du produit. Par conséquent, un contrôle précis du temps d'injection, du temps de maintien et du temps de refroidissement contribuera à améliorer la qualité de la surface.

Méthodes post-traitement
Les méthodes de post-traitement des produits moulés par injection constituent un autre facteur qui détermine la qualité de la surface des produits moulés par injection. Le blanchiment de la surface est l'un des inconvénients que l'on peut observer lorsque le post-traitement correct n'est pas respecté.
1. Traitement de surface
Certains produits moulés par injection peuvent être vendus simplement en les démoulant, tandis que d'autres doivent être peints ou galvanisés après le moulage. Lorsque le processus de traitement de surface n'est pas approprié, la surface devient blanche. Par exemple, une peinture trop importante ou irrégulière entraînera un blanchiment. L'optimisation du processus de traitement de surface peut améliorer la qualité de la surface.
2. Nettoyage et conditionnement
Certains produits moulés par injection doivent être nettoyés et emballés après le moulage. Si la surface n'est pas nettoyée à fond, les résidus de liquide de nettoyage ou l'humidité provoqueront le blanchiment de la surface ; un emballage inadéquat peut provoquer le frottement des surfaces l'une contre l'autre, ce qui entraînera le blanchiment de la surface. L'amélioration du processus de nettoyage et d'emballage peut réduire le blanchiment.
Facteurs environnementaux
Les éléments qui affectent le composant moulé par injection comprennent les facteurs environnementaux, qui peuvent également affecter le type de surface des produits moulés par injection. Par exemple, l'humidité dans l'atelier de production est relativement élevée, l'humidité peut se condenser sur la surface du produit, provoquant des taches blanches et un blanchiment, et la poussière et les polluants présents dans l'air peuvent adhérer à la surface du produit, provoquant un blanchiment du produit. L'amélioration de l'environnement de production et le contrôle de l'humidité et de la propreté de l'atelier peuvent réduire le problème du blanchiment.

Solutions pour le blanchiment des produits moulés par injection
Après avoir compris les causes du blanchiment des produits moulés par injection, examinons quelques solutions à ce problème.
Choisir les matériaux appropriés
Le choix de matériaux appropriés peut aider à résoudre le problème du blanchiment des produits moulés par injection. Sélectionnez des matériaux qui peuvent résister à la chaleur et qui ont des points de décomposition élevés pour les plastiques. En outre, n'utilisez pas de matériaux qui présentent une séparation de phase ; si vous utilisez un matériau combiné, incorporez des charges compatibles.

1. Choisir des matériaux de haute qualité
Avant le moulage par injection, l'inspection des matières premières et la sélection de matières premières de haute qualité permettent de les rendre non polluantes, uniformes et cohérentes. Les matériaux de haute qualité ne se dégradent pas facilement et ne laissent pas de résidus pendant le traitement, ce qui permet d'éviter le blanchiment dans une certaine mesure.
2. Contrôler la proportion de matériaux recyclés
Veiller à ce que l'utilisation de matériaux recyclés soit limitée à un certain pourcentage et que les matériaux soient nettoyés et passés au crible avant d'être utilisés afin de minimiser les impuretés et les produits de dégradation. Cela permet également de minimiser les effets du matériau recyclé sur la finition de la surface de l'article à produire.

Améliorer la conception des moules
L'amélioration de la qualité de la conception du moule peut également réduire les taches blanches. Pour que la surface du moule reste lisse, il est nécessaire de la nettoyer et de la polir régulièrement, de s'assurer que la conception de la porte est raisonnable et que le plastique est uniformément réparti. Le système de refroidissement doit également être conçu pour permettre un refroidissement uniforme.
1. Traitement de la surface du moule
Nettoyer et polir régulièrement le moule afin de garantir une surface lisse et de réduire les risques de blessures. moulage par injection les défauts à l'origine du blanchiment. Veiller à ce que les matériaux de moulage et les revêtements de surface répondent à des normes élevées afin d'améliorer la durabilité du moule et la finition de la surface du produit.
2. Optimiser la conception des portes
La conception de la trappe doit garantir une répartition uniforme du plastique sans concentration de contraintes. La position et le nombre de portes doivent être raisonnablement déterminés en fonction de la forme du produit, de l'épaisseur de la paroi et de la taille, afin d'éviter le blanchiment causé par un remplissage excessif.
3. Améliorer le système de refroidissement
Concevoir correctement le système de refroidissement du moule afin d'obtenir une solidification correcte et de minimiser les tensions internes. Utiliser des circuits de refroidissement à plusieurs étages ou des systèmes de contrôle de la température variable pour améliorer l'effet du processus de refroidissement et réduire le blanchiment.
4. Améliorer le système de ventilation
Réduire les bulles et les points blancs en améliorant la conception de l'évent du moule pour une meilleure évacuation des gaz. L'augmentation du nombre de trous d'évacuation est une méthode réalisable, ou la technologie de micro-échappement peut être utilisée pour améliorer l'efficacité de l'évacuation.

Optimiser les paramètres du processus
Le blanchiment peut également être évité grâce à un ajustement précis des facteurs du processus et des stratégies de contrôle. Contrôler avec précision la température du cylindre et du moule de la machine de moulage par injection pour s'assurer que le plastique est moulé à la température appropriée, ajuster correctement la pression d'injection et de maintien pour éviter les contraintes internes, et contrôler le temps d'injection, de maintien et de refroidissement en fonction du processus de moulage.

1. Contrôle de la température
Contrôler précisément la température du cylindre, du moule et du matériau pour s'assurer que le plastique est moulé à la température idéale. Afin de mieux contrôler la température, un système complexe de contrôle de la température, tel qu'un contrôleur PID, peut être utilisé.
2. Contrôle de la pression
Réglez la pression d'injection à une valeur appropriée et ajustez la pression de maintien pour éviter les tensions internes. Pour améliorer la qualité de la surface du produit, utiliser des capteurs de pression et des contrôleurs pour contrôler la pression d'injection en temps réel et contrôler efficacement la pression d'injection.
3. Contrôle du temps
Contrôler correctement les temps d'injection, de maintien et de refroidissement pour garantir un moulage uniforme. Utiliser des systèmes de contrôle automatisés pour contrôler avec précision chaque paramètre temporel, afin d'améliorer l'efficacité de la production et la qualité des produits.

Améliorer les méthodes de post-traitement
L'amélioration de l'efficacité des approches de post-traitement peut continuer à contribuer à une diminution supplémentaire de la blancheur. Améliorer les systèmes de peinture ou de galvanoplastie pour couvrir toutes les pièces moulées par injection avec la même compétence ; améliorer les méthodes de nettoyage et d'emballage pour réduire l'effet de frottement et les agressions extérieures.

1. Optimiser les processus de traitement de surface
Pendant le traitement de surface, il convient de modifier modérément les paramètres du processus. Par exemple, lors de l'application de peinture, il convient de s'assurer que la quantité et l'application du produit sont bien contrôlées afin d'éviter tout blanchiment, car une application trop importante ou irrégulière de peinture peut entraîner ce phénomène.
2. Améliorer les processus de nettoyage et d'emballage
Nettoyer soigneusement les produits après le moulage afin d'éliminer les résidus de produits de nettoyage et l'humidité. Utiliser des matériaux et des méthodes d'emballage appropriés pour éviter les frottements et la contamination pendant le transport et le stockage.
Améliorer l'environnement de production
Améliorer l'environnement de production et contrôler l'humidité relative et les conditions sanitaires de l'atelier. Utiliser des aspirateurs et des déshumidificateurs pour s'assurer que l'atelier est propre et sec afin de limiter l'impact de l'humidité et des contaminants sur les surfaces de contact.

Conclusion
Cet article vise à aider les praticiens de l'industrie à surmonter le problème du blanchiment de la surface des produits moulés par injection et à contribuer au développement de l'industrie. Le problème du blanchiment des produits moulés par injection est un problème complexe qui dépend des matériaux, de la conception du moule, des conditions du processus, du post-traitement et de l'environnement. En comprenant les causes et en mettant en œuvre des solutions appropriées, l'industrie du moulage par injection est en mesure d'améliorer la qualité de ses produits. moulage par injection de plastique peut être analysé et optimisé afin d'améliorer la qualité du produit final et la vitesse de production.







