 Skip to content
Skip to content 

Introduction : Le moulage par injection de précision est une méthode de moulage par injection de plastique qui nécessite des moules et des machines de précision. Le contenu de ce blog comprend les concepts, les caractéristiques, les facteurs d'influence, la sélection des matières plastiques, les moules de précision et les caractéristiques des machines d'injection plastique de précision.

Le concept de moulage par injection de précision
Le moulage par injection de précision est une méthode de moulage par injection lorsque la répétabilité dimensionnelle des pièces moulées est si élevée qu'il est difficile de répondre aux exigences en utilisant une machine de moulage par injection polyvalente et des procédés de moulage par injection conventionnels.
Le moulage par injection de précision est différent du moulage par injection conventionnel. Il est basé sur le développement rapide des matériaux polymères et utilise des pièces plastiques de précision pour remplacer les pièces métalliques de haute précision dans les domaines de l'instrumentation et de l'électronique.

Les indicateurs de définition actuels pour les produits d'injection de précision comprennent la répétabilité de la taille du produit et la répétabilité de la qualité du produit.

Tolérances strictes
Lorsque vous concevez et fabriquez des pièces par moulage par injection, il est essentiel que les dimensions et les tolérances soient correctes. Dans le cas contraire, vos pièces risquent de ne pas fonctionner ou de tomber en panne. C'est particulièrement vrai pour les pièces complexes fabriquées par moulage de plastique par injection.

Les tolérances serrées sont importantes. Pour le moulage par injection, les tolérances typiques sont de +/-0,1 mm, avec des tolérances très serrées de +/-0,025 mm. En règle générale, la tolérance dimensionnelle du moule d'injection de précision doit être inférieure à 1/3 de la tolérance dimensionnelle du produit.
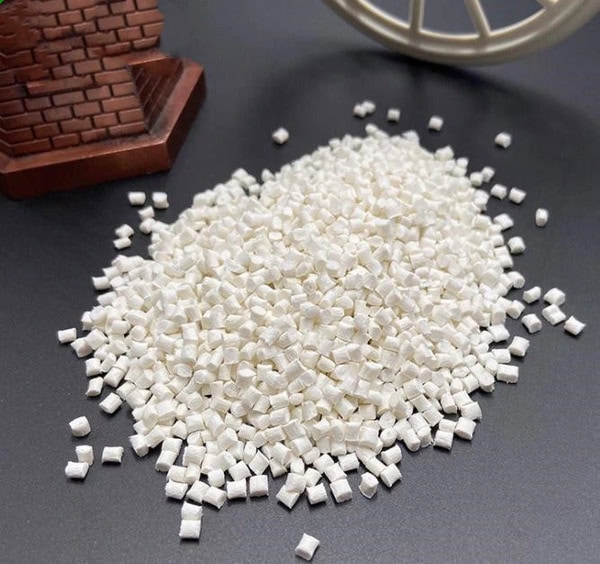
Sélection des matériaux
Le choix des matières plastiques pour le moulage par injection de précision peut s'avérer délicat. Le taux de rétrécissement des produits en plastique peut varier considérablement au cours du moulage. Les différents types de plastique ont des propriétés d'écoulement et des rapports différents pendant le moulage par injection en raison des types et des quantités de polymères et d'additifs utilisés.

Cela signifie que même si vous utilisez le même plastique avec les mêmes quantités de la même substance, les produits que vous fabriquez avec ce plastique peuvent avoir des formes et des tailles différentes. Ils peuvent également avoir des formes et des tailles différentes en raison de facteurs tels que le fabricant du plastique, la période de l'année et les conditions météorologiques.

Ainsi, en plus d'avoir de bonnes propriétés d'écoulement et de moulage, les plastiques destinés au moulage par injection de précision doivent également permettre de fabriquer des produits qui conservent leur forme et leur taille. Dans le cas contraire, il est impossible de s'assurer que le produit a la bonne taille.
C'est pourquoi, lorsque vous fabriquez des produits en plastique de précision par moulage par injection, vous devez réfléchir sérieusement au type de plastique que vous utilisez et à la manière dont il fonctionne lorsque vous le moulez. Vous devez essayer d'utiliser des plastiques qui ne rétrécissent pas beaucoup et qui conservent la même forme et la même taille pendant longtemps.

Lorsque vous choisissez des matériaux pour le moulage par injection de précision, vous voulez qu'ils aient une grande résistance mécanique, une bonne stabilité dimensionnelle, une bonne résistance à l'usure et qu'ils puissent s'adapter à un large éventail d'environnements.

Quatre matériaux sont couramment utilisés
POM et renforcé de fibres de carbone (CF) ou de verre (GF). Ce matériau présente une bonne résistance au fluage, une bonne résistance à la fatigue, une bonne résistance aux intempéries, de bonnes propriétés diélectriques, n'est pas facile à brûler et est facile à libérer des lubrifiants.

PA et PA66 renforcé de fibres de verre. Il présente une forte résistance aux chocs et à l'usure, une bonne fluidité et peut former des produits d'une épaisseur de paroi de 0,4 mm. Le PA66 renforcé de fibres de verre résiste à la chaleur (point de fusion à 250°C). Son inconvénient est qu'il absorbe l'humidité. En général, il doit être séché après le moulage.

Polyester renforcé de PBT. Le temps de moulage est court. Le temps de moulage est le suivant : PBT=POM=PA66=PA6.

D.PC et GFPC. Caractéristiques : Bonne résistance à l'usure, rigidité accrue, bonne stabilité dimensionnelle, résistance aux intempéries, ignifugation et formabilité.
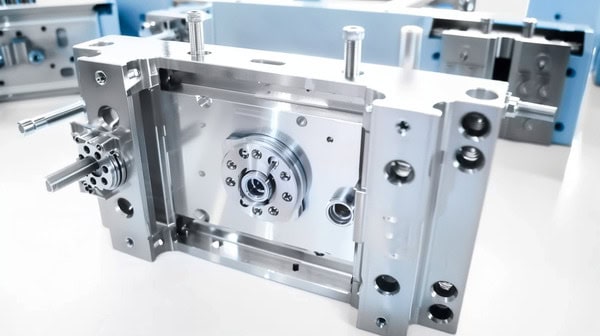
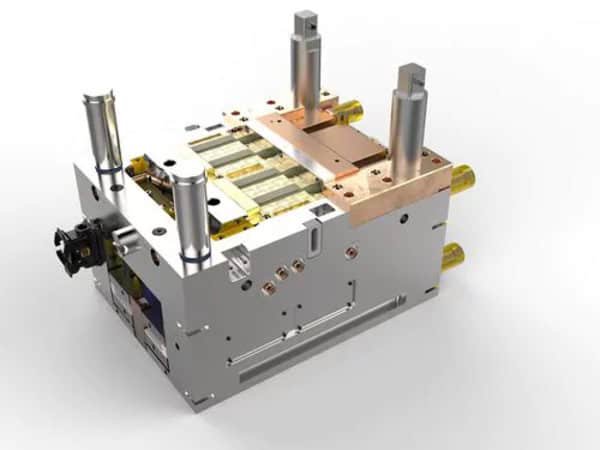
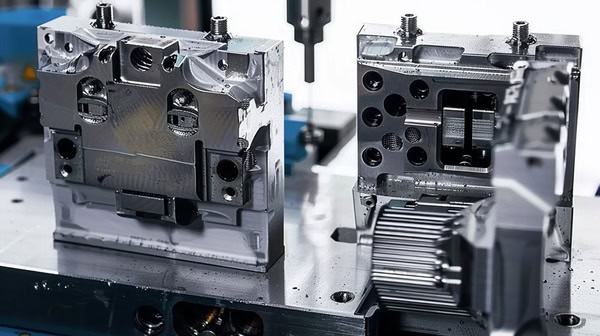
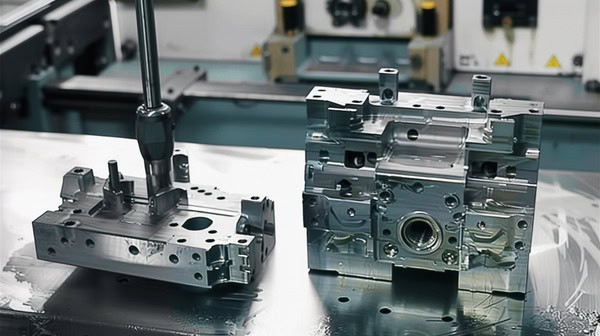
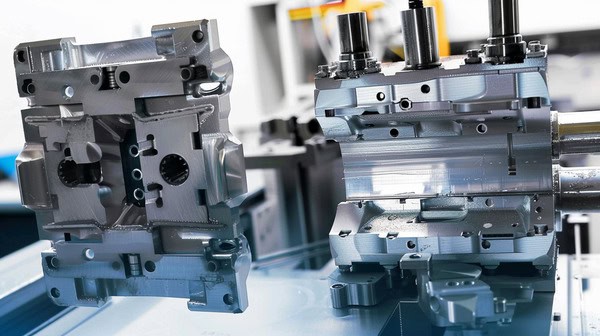
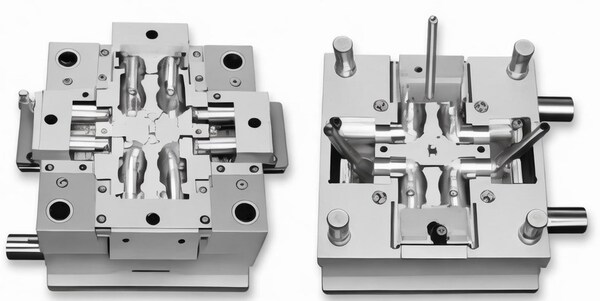
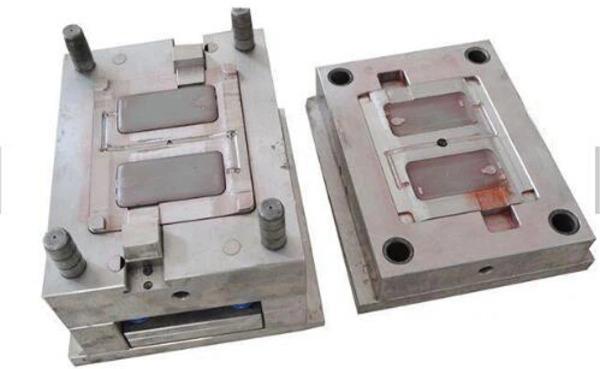
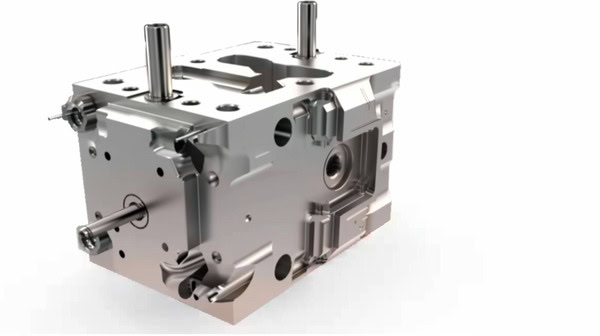
Moules d'injection de précision
Le moule doit être très précis. La précision du moule est étroitement liée à la technologie de traitement et d'assemblage. Si vous ne posez pas les bonnes exigences techniques lors de la conception, ou si la conception de la structure du moule n'est pas bonne, quelle que soit la qualité de votre technologie de traitement et d'assemblage, vous ne pouvez pas garantir la précision du moule. Pour vous assurer que la précision du moule d'injection de précision n'est pas affectée par des problèmes de conception, vous devez prêter attention aux quatre points suivants :
La précision de la conception et les exigences techniques des pièces doivent être compatibles avec la précision du produit. Le moule doit garantir la précision du produit. Tout d'abord, la précision de la cavité du moule et la précision du plan de joint doivent être compatibles avec la précision du produit. D'une manière générale, la tolérance dimensionnelle de l'empreinte du moule d'injection de précision doit être inférieure à un tiers de la tolérance du produit et doit être déterminée en fonction de la situation réelle du produit.

La précision du plan de joint (parallélisme du plan de joint) est principalement utilisée pour garantir la précision de la cavité du moule. Pour les moules à injection de petite précision, l'exigence technique concernant le parallélisme des surfaces de séparation est d'environ 0,005 mm. Bien que les pièces structurelles du moule ne participent pas directement à la précision de la surface de séparation, le parallélisme de la surface de séparation n'est pas une exigence technique. moulage par injectionIls affecteront la précision de la cavité du moule et donc la précision du produit. Il convient donc de prévoir une précision appropriée et raisonnable pour leurs parties structurelles.
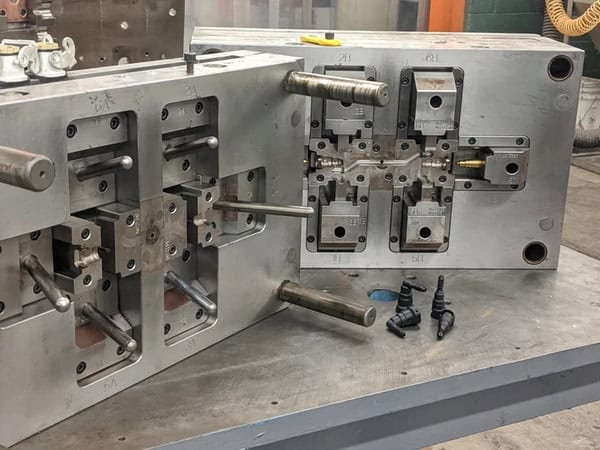
Vérifier la précision de la correspondance entre les moules mobiles et les moules fixes. En général, les moules d'injection ordinaires s'appuient principalement sur le mécanisme de guidage du pilier de guidage pour garantir la précision de l'appariement. Cependant, en raison de l'ajustement du jeu entre la broche de guidage et le trou de guidage, il y a toujours un certain écart entre les deux, qu'il soit grand ou petit. Cet écart affecte souvent la précision d'installation du moule sur la machine de moulage par injection, entraînant un désalignement du moule mobile et du moule fixe, ce qui rend difficile son utilisation pour le moulage par injection de produits de précision.

En outre, dans des conditions de moulage par injection à haute température, la dilatation thermique des gabarits mobiles et fixes entraîne parfois un désalignement entre les deux, ce qui finit par modifier la précision du produit.
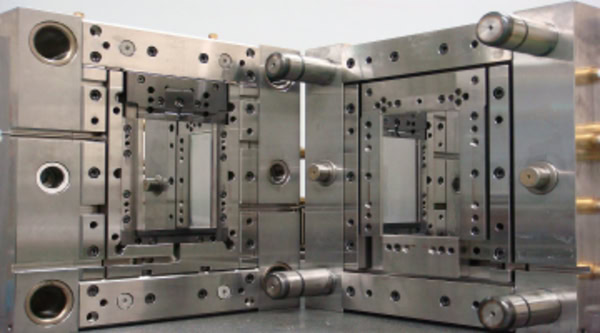
Dans les moules d'injection de précision, le désalignement entre les moules mobiles et les moules fixes doit être réduit au minimum et des efforts doivent être faits pour garantir la précision de l'alignement des moules mobiles et des moules fixes. Un mécanisme de positionnement du cône ou un mécanisme de positionnement de l'axe de guidage cylindrique et un mécanisme de guidage du pilier de guidage peuvent être conçus. À utiliser.

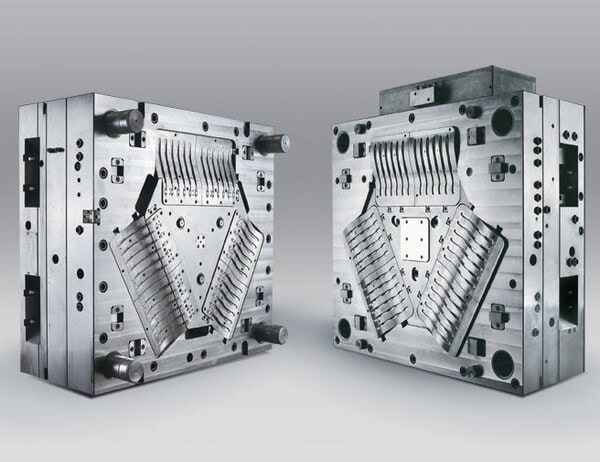
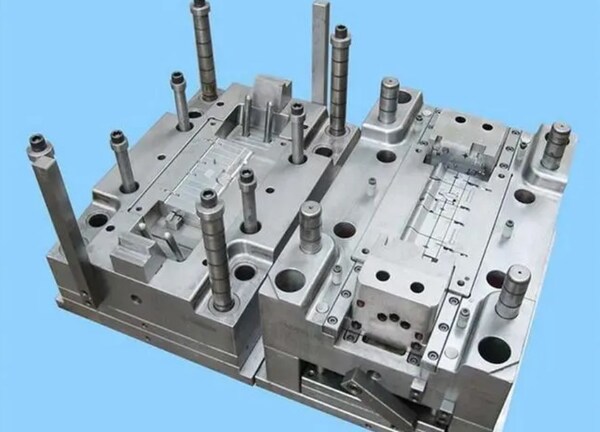
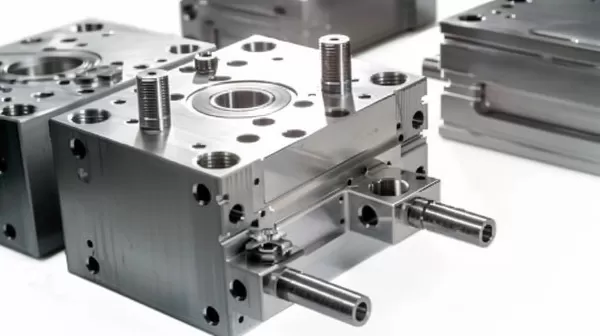
La structure du moule doit être suffisamment rigide. Les moules d'injection de précision doivent être suffisamment rigides. Dans le cas contraire, ils se déformeront considérablement lorsque la pression d'injection ou la force de serrage du moule sera appliquée. Cela modifiera la précision du moule et affectera ensuite la précision du produit.
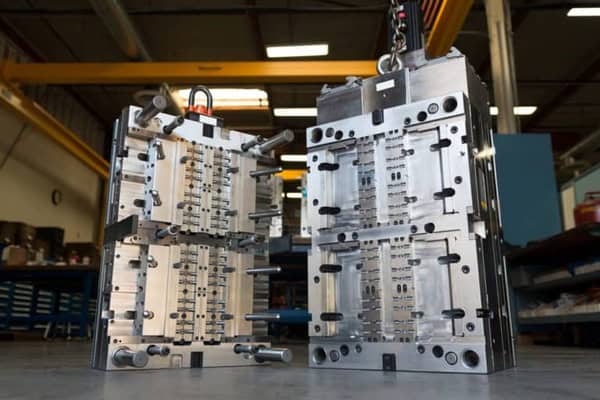
Pour les moules d'une seule pièce, leur forme, leur taille et le matériau dont ils sont faits devraient les rendre suffisamment rigides. Pour les moules comportant des inserts, la rigidité dépend souvent du cadre du moule qui maintient les inserts en place. Le cadre du moule doit être fait d'un alliage d'acier structurel 40Cr. Il doit être traité thermiquement pour atteindre une dureté d'environ HRC30.

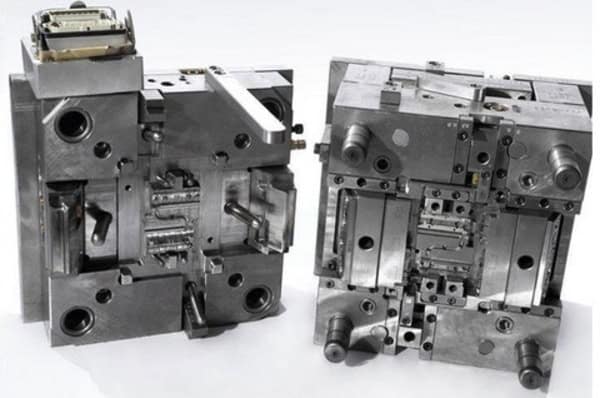
Le mouvement des pièces mobiles dans le moule doit être précis. Les moules à injection comportent souvent des inserts de moulage ou des noyaux mobiles. Si le mouvement de ces pièces mobiles est imprécis, c'est-à-dire qu'elles ne peuvent pas revenir avec précision à leur position initiale après chaque mouvement, la précision de traitement des pièces du moule, la précision structurelle du moule lui-même et la précision du produit fluctueront considérablement, quelle que soit la précision de traitement des pièces du moule. Pour résoudre ce problème, il est nécessaire d'adopter des structures spéciales de positionnement des mouvements.

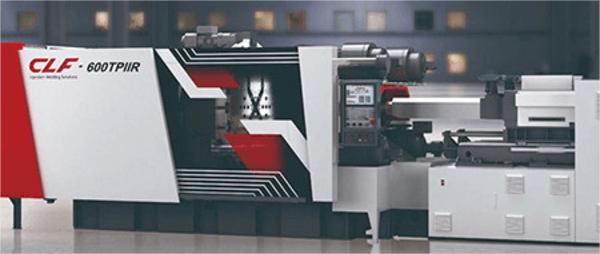
Machine d'injection de précision
Les machines de moulage par injection de précision sont des machines utilisées pour mouler et produire des produits en plastique de précision. Il existe généralement deux indicateurs pour les machines de moulage par injection de précision : l'un est l'écart répété de la taille du produit et l'autre est l'écart répété du poids du produit. Le premier est difficile à comparer en raison des différentes tailles et épaisseurs des produits, tandis que le second représente le niveau global de la machine de moulage par injection.

En général, l'erreur de répétabilité du poids de la moulage par injection est d'environ 1%, et les meilleures machines peuvent atteindre 0,8%. Si elle est inférieure à 0,5%, il s'agit d'une machine de précision, et si elle est inférieure à 0,3%, il s'agit d'une machine d'ultra-précision. Comme indiqué précédemment, les machines de moulage par injection de précision exigent une précision dimensionnelle du produit généralement comprise entre 0,01 et 0,001 mm.
Caractéristiques des machines d'injection de précision en termes de contrôle
Pour les paramètres de moulage par injection présentant des exigences élevées en matière de précision de répétition (reproductibilité), il convient d'utiliser un contrôle du retour d'injection à plusieurs niveaux : contrôle de la position à plusieurs niveaux ; contrôle de la vitesse à plusieurs niveaux ; contrôle du maintien de la pression à plusieurs niveaux ; contrôle de la contre-pression à plusieurs niveaux ; contrôle de la vitesse de rotation de la vis à plusieurs niveaux.

La précision du capteur de déplacement doit atteindre 0,1 mm, ce qui permet de contrôler strictement la course de dosage, la course d'injection et l'épaisseur du tampon de matériau restant (point de contrôle de l'injection) afin de garantir la précision de chaque injection et d'améliorer la précision de moulage du produit.
Le contrôle de la température du cylindre et de la buse doit être précis, le dépassement lors de l'augmentation de la température doit être faible et la fluctuation de la température doit être faible. Le moulage par injection de précision doit utiliser le contrôle PID pour garantir que la précision de la température ne dépasse pas -0,5°C.

Exigences en matière de qualité de la plastification. L'uniformité de la plastification n'affecte pas seulement la qualité de moulage des pièces moulées par injection, mais aussi la résistance du plastique fondu lorsqu'il passe à travers la porte. Pour obtenir une plastification uniforme, une vis spéciale et l'utilisation d'une technologie de plastification spécialisée sont essentielles.
En outre, la température du tonneau doit également être contrôlée avec précision. Aujourd'hui, la température de la vis et du cylindre est principalement contrôlée par PID (proportionnel, différentiel, intégral). La précision peut être contrôlée à ±1°C, ce qui permet de répondre aux exigences du moulage par injection de précision. Si le contrôle FUZZY est utilisé, cette méthode est plus adaptée au moulage par injection de précision.
L'huile de travail doit être maintenue à une température élevée. Si la température de l'huile varie, la pression d'injection change. Pour maintenir la température de l'huile entre 50 et 55°C, vous devez utiliser un système de chauffage et de refroidissement capable de contrôler la température de l'huile.

L'effet de la pression de maintien. La pression de maintien a un effet important sur la qualité des pièces en plastique. En d'autres termes, la pression de maintien peut aider les pièces en plastique à mieux se remplir, réduire la déformation des pièces en plastique et contrôler la précision des pièces en plastique. La stabilité de la pression de maintien détermine la qualité des pièces en plastique. La position de la vis à la fin du cycle de moulage par injection et la stabilité de la pression de maintien sont les deux facteurs les plus importants qui déterminent la qualité des pièces en plastique.
Si les exigences de contrôle de la température du moule sont les mêmes, si le temps de refroidissement est le même, l'épaisseur du produit dont la température de la cavité du moule est basse sera plus importante que celle du produit dont la température est élevée. Par exemple, pour les matériaux POM et PA, l'épaisseur des produits d'une épaisseur de 50-100 μm lorsque la température du moule est de 50°C est réduite à 20-40 μm à 80°C, et à seulement 10 μm à 100°C. La température ambiante influe également sur les tolérances dimensionnelles des produits de précision.

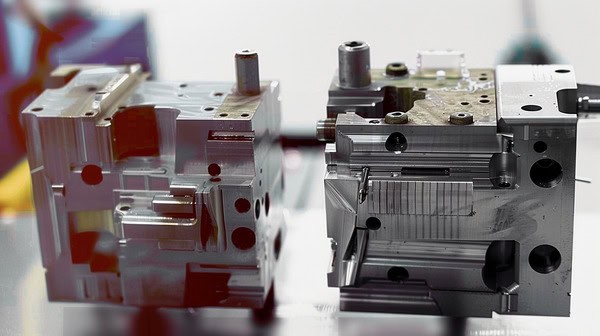
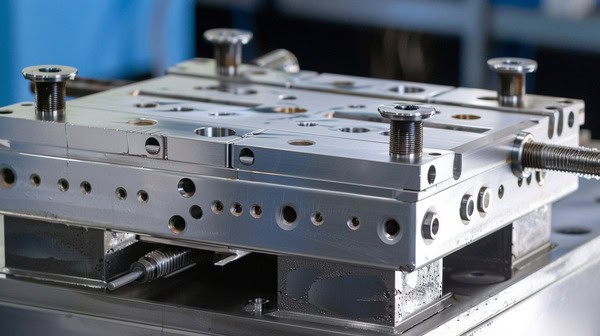
Caractéristiques structurelles de la machine de moulage par injection de précision
Les machines d'injection de précision ayant des pressions d'injection élevées, le système de bridage du moule doit être rigide. Le parallélisme des gabarits mobiles et fixes est contrôlé dans une fourchette de 0,05 à 0,08 mm. Cela nécessite une protection du moule à basse pression et un contrôle précis de la force de serrage du moule. La taille de la force de serrage du moule affecte le degré de déformation du moule, ce qui, en fin de compte, affecte la tolérance dimensionnelle de la pièce.

La vitesse d'ouverture et de fermeture du moule doit être rapide, généralement de l'ordre de 60 mm/s. Les composants de plastification, tels que la vis, la tête de vis, l'anneau de contrôle et le cylindre, doivent être conçus avec une structure ayant une forte capacité de plastification, une bonne homogénéisation et une grande efficacité d'injection.
Le couple d'entraînement de la vis doit être important et sa vitesse doit pouvoir être réglée en continu. Quel que soit le type de machine de moulage par injection de précision, elle doit être capable de contrôler de manière stable la répétabilité dimensionnelle et la répétabilité de la qualité du produit.

Problème de retrait dans le moulage par injection de précision
Les produits moulés par injection de précision ont non seulement les concepts de tolérance dimensionnelle, de précision géométrique et de finition de surface, mais aussi le concept de répétabilité, de précision stable pour le jour, le mois, l'année et l'environnement d'application. Cette précision n'est pas seulement liée aux propriétés des matériaux finis et à la précision du moule, mais aussi au retrait de moulage qui affecte la précision de fabrication.

Quatre facteurs influencent le rétrécissement : le rétrécissement thermique, le rétrécissement par changement de phase, le rétrécissement par orientation et le rétrécissement par compression.
Rétrécissement thermique
Il s'agit d'une propriété thermophysique inhérente aux matériaux de moulage et aux matériaux de moulage. Si la température du moule est élevée, la température du produit sera également élevée et le taux de rétrécissement réel augmentera. Par conséquent, la température du moule pour l'injection de précision ne doit pas être trop élevée.
Rétrécissement par changement de phase
Le retrait dû au changement de phase est causé par la diminution du volume spécifique due à la cristallisation du polymère pendant le processus d'orientation de la résine cristalline, appelé retrait dû au changement de phase.
La température du moule est élevée, la cristallinité est élevée et le taux de retrait est important ; mais d'un autre côté, une cristallinité accrue augmentera la densité du produit, réduira le coefficient de dilatation linéaire et le taux de retrait. Par conséquent, le taux de retrait réel est déterminé par l'effet combiné de ces deux facteurs.
Orientation Rétrécissement
En raison de l'étirement forcé des chaînes moléculaires dans le sens de l'écoulement, les macromolécules ont tendance à se recourber et à se redresser lorsqu'elles sont refroidies, et le retrait se produit dans le sens de l'orientation. Le degré d'orientation moléculaire est lié à la pression d'injection, à la vitesse d'injection, à la température de la résine et à la température du moule. Mais l'élément principal est la vitesse d'injection.
Rétrécissement dû à la compression
le retrait par compression et la reprise élastique. Les matières plastiques sont généralement compressibles, ce qui signifie que leur volume spécifique change considérablement sous l'effet d'une pression élevée. À des températures normales, l'augmentation de la pression sur un produit moulé réduira son volume spécifique, augmentera sa densité, diminuera son coefficient de dilatation et réduira de manière significative son taux de rétrécissement.
Grâce à cette compressibilité, le matériau de moulage a un effet de récupération élastique qui réduit le retrait du produit. Les facteurs qui influencent le retrait de moulage d'un produit sont liés aux conditions de moulage et aux conditions d'utilisation.
Caractéristiques du moulage par injection de précision
Les caractéristiques du processus de moulage par injection de précision sont principalement une pression d'injection élevée, une vitesse d'injection rapide et un contrôle précis de la température.
Pression d'injection élevée
Des essais ont montré que pour différentes variétés, formes et tailles de plastique, la pression requise pour le moulage par injection de précision doit être comprise entre 180 et 250 MPa (la pression d'injection utilisée pour le moulage par injection ordinaire est généralement comprise entre 40 et 200 MPa). Dans certains cas particuliers, la pression doit être plus élevée. La pression la plus élevée a atteint environ 450MPa.
Vitesse d'injection rapide
La vitesse d'injection n'affecte pas seulement de manière significative la productivité du produit, mais plus important encore, elle peut réduire la tolérance dimensionnelle du produit. Afin d'améliorer la précision des pièces moulées par injection, en particulier pour le moulage de produits de forme complexe, l'injection à vitesse variable a été développée ces dernières années, c'est-à-dire que la vitesse d'injection change et que ses règles de changement sont déterminées en fonction de la forme structurelle de la pièce et de la performance du plastique.

Le contrôle de la température doit être précis
La température a un effet important sur la qualité du moulage des produits et constitue l'une des trois principales conditions du processus de moulage par injection. Pour le moulage par injection de précision, il n'y a pas seulement des problèmes de température, mais aussi des problèmes de précision du contrôle de la température.
Il est évident que pendant le processus de moulage par injection de précision, si le contrôle de la température n'est pas précis, la fluidité de la matière plastique fondue, les performances de moulage et le taux de rétrécissement du produit ne seront pas stables, de sorte que la précision du produit ne pourra pas être garantie.

De ce point de vue, lors de l'utilisation du moulage par injection de précision, la plage de température du cylindre et de la buse, ou du moule d'injection, doit être strictement contrôlée. Par exemple, dans le moulage par injection de précision, un contrôleur PID est utilisé pour contrôler la température du cylindre et de la buse, et la plage de fluctuation de la température est contrôlée à 1°C près, alors que pour les machines de moulage par injection ordinaires, la température peut atteindre 20°C à 300°C.

Lors de la production de moulage par injection de précision, afin de garantir la précision du produit, outre le contrôle strict de la température du cylindre, de la buse et du moule, nous devons également prêter attention à l'impact de la température ambiante sur la précision du produit après le démoulage.

Difficultés du moulage par injection de précision
Taux de rétraction du plastique
Lors de la conception de produits plastiques de précision, il est nécessaire de tenir compte du taux de rétrécissement du plastique.
Choix des plastiques pour le moulage par injection de précision
Le taux de rétrécissement des produits en plastique fluctue considérablement au cours du processus de moulage. En outre, en raison des différents types de polymères et d'additifs utilisés dans les différentes matières plastiques, leurs propriétés d'écoulement et de moulage pendant le moulage par injection seront également différentes.
Il existe de grandes différences,En raison de l'influence de facteurs tels que le fabricant, la saison de l'usine et les conditions environnementales, la stabilité de la forme et de la taille des produits moulés pose également des problèmes.
Forme et taille du produit
La forme et la taille des pièces en plastique ont une grande influence sur la précision des pièces. La pratique de la production montre que plus la forme et la taille du produit sont complexes, plus la précision est faible.
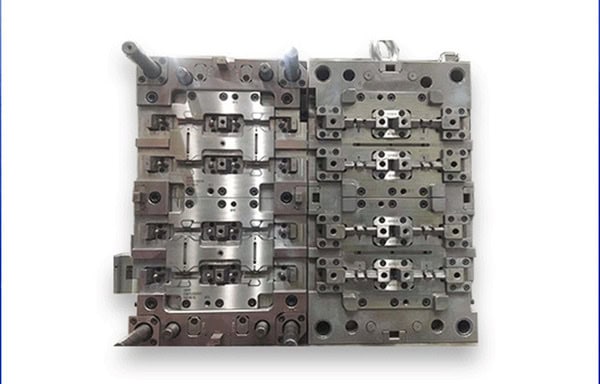
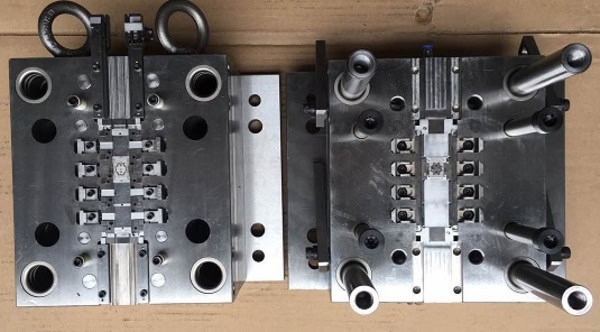
Structure du moule
La précision des pièces moulées par injection est étroitement liée au nombre de cavités du moule et de lots de production. Elle montre également que la précision des structures de moules à cavité unique est supérieure à celle des structures de moules à cavités multiples, et que la précision de la production en petits lots est supérieure à celle de la production en grands lots.
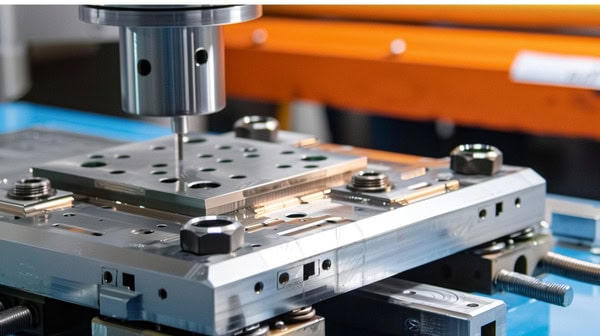
Précision du traitement des moules
Lorsque les produits moulés par injection sont formés, ils le sont dans la cavité du moule. La précision du produit ne dépassera jamais la précision de la cavité du moule. En général, la précision des produits moulés par injection est inférieure d'un à deux niveaux de tolérance à la précision du moule.
En ce qui concerne la technologie actuelle de fabrication des moules, la plupart des cavités des moules sont fabriquées par fraisage, meulage, polissage ou usinage électrique à grande vitesse, ce qui permet d'atteindre la plus haute précision requise.

Machine de moulage par injection
Le moulage de précision par injection exige une grande précision des produits. C'est pourquoi ils doivent généralement être réalisés sur des machines de précision spéciales. moulage par injection machines. La puissance d'injection de la machine de moulage par injection de précision doit être importante, la précision de la commande doit être élevée, la vitesse de réponse du système hydraulique doit être rapide et le système de fixation du moule doit avoir une rigidité suffisante.
Conclusion
En conclusion, plusieurs facteurs clés affectent le moulage par injection de précision, tels que les tolérances serrées, la sélection des matériaux, les moules d'injection de précision, les machines d'injection de précision, les problèmes de retrait dans le moulage par injection de précision, et ainsi de suite, ce qui rend le moulage par injection de précision difficile.







