 Skip to content
Skip to content 

Pour que les produits moulés par injection aient une bonne sensation et un bon aspect, et pour tenir compte des avantages d'autres matériaux de moulage à basse pression, il est désormais courant d'utiliser du plastique dur comme matériau de base pour le squelette et le tissu, et du plastique souple pour la couche superficielle du processus de moulage par injection.
Tout au long de ce type de processus, du point de vue du développement, moulage par injection Le squelette, puis le moulage par injection d'une couche de plastique souple au toucher (insert, secondaire) démontrent leur caractère pratique, car ils n'ont pas besoin de suivre le processus, alors que le tissu, la peau et le moulage par injection à basse pression nécessitent un grand nombre de processus de suivi.
Qu'est-ce que le moulage par injection à basse pression? ?
Le moulage par injection à basse pression consiste à injecter un matériau encapsulé dans un moule à une pression d'injection très faible et à le durcir rapidement.
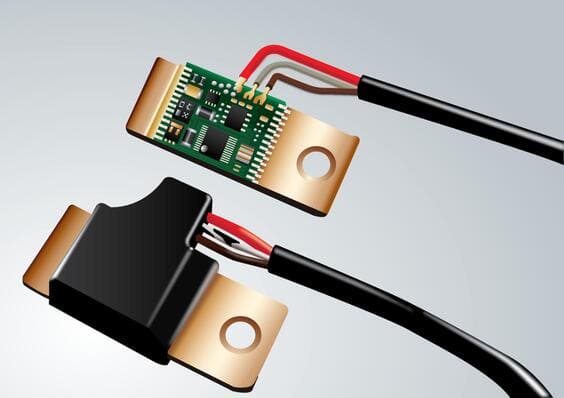
Moulage par injection à basse pression est un procédé sûr et délicat, qui se situe entre le moulage par injection à haute pression et l'empotage. Avec ses cycles courts et ses basses pressions, il constitue la solution idéale pour la protection des circuits imprimés.
Dans l'industrie automobile, ce procédé est utilisé pour le moulage de certaines garnitures intérieures et l'emballage de composants électroniques.

Exemples d'applications du moulage par injection à basse pression
Pièces intérieures : En utilisant une pression d'injection très basse (300-600 bars), des peaux en PVC ou des tissus tricotés sont ajoutés au processus de moulage.
Les types de matériaux couramment utilisés sont : le cuir, la peau en PVC, la peau en TPO avec PP-Foam, la peau en PUR, le tissu tricoté avec le tissu non tissé et le feutre de fibre, ainsi que l'injection composite entre le matériau de surface et le matériau de squelette ; de nombreuses pièces intérieures de voitures de milieu et de haut de gamme utilisent le processus de moulage par injection à basse pression, telles que les inserts de panneaux de porte de Mercedes-Benz, BMW, etc.
Encapsulation de composants électroniques : Le processus d'encapsulation utilise une pression d'injection très faible (1,5~40bar) pour injecter la consommation du matériau d'encapsulation dans le moule et le durcir rapidement (5~50 secondes).
La pression et la température utilisées pour moulage par injection à basse pression sont bien inférieurs à ceux du processus normal de moulage par injection, et le processus est relativement simple et ne nécessite pas d'équipements et de moules de grande taille.
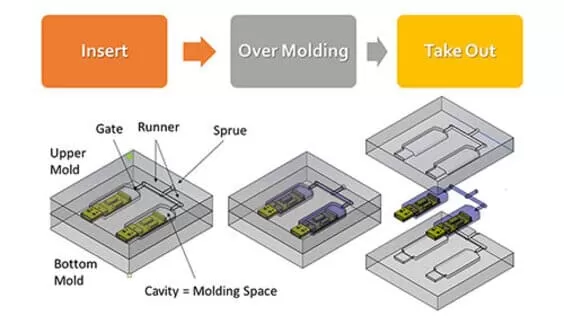
Processus de moulage par injection à basse pression
La procédure est la suivante :
Moulage par injection à basse pression est une technique d'assemblage dans le moule, similaire à l'IMD où le tissu/la peau est moulé(e) directement sur le produit (si la pression d'injection est trop élevée, le tissu sera endommagé).
D'après les caractéristiques du processus de moulage, il existe deux types de moulage par injection à basse pression : le moule ouvert et le moule fermé.
La différence réside dans l'existence d'un certain écart entre les moules mobiles et les moules fixes lorsque le moule est fermé.
Tout au long du processus de remplissage, une quantité précise de matière fondue est injectée en douceur (l'écoulement de la matière plastique fondue sur le tissu est beaucoup plus lent que sur une cavité de moule lisse), de sorte que les moules d'injection basse pression pour tissu ont plus de portes que les moules ordinaires.
Caractéristiques du moulage par injection à basse pression
1. Les avantages
a. Haute résistance, le matériau de la peau est intégré au matériau de base en plastique, il n'y a pas de risque de chute.
b. Efficacité de moulage élevée, plus respectueuse de l'environnement, pas de processus d'application de colle nécessaire pour le processus de revêtement, amélioration de la qualité de l'air dans la voiture.
c. La structure interne peut être conçue de manière arbitraire, et la liberté de modélisation de la surface est plus grande que le processus de revêtement, les caractéristiques de modélisation sont plus claires, le produit est beau et le confort est élevé.
2. Inconvénients
a. Les moulage à basse pression Le processus est plus complexe, vulnérable à l'influence du moule et à la ductilité du tissu/de la peau en PVC, et le taux de rebut est relativement élevé.
b. Rétention des motifs, en cas d'étirement important, le sens tridimensionnel des motifs est médiocre.
c. Coût d'outillage plus élevé et tissus plus chers
Compte tenu des avantages et des inconvénients susmentionnés, moulage par injection à basse pression présente les caractéristiques suivantes.
Moule : plan de joint avec un espace de fermeture ; la porte est contrôlée par une vanne séquentielle (contrôlée par une vanne de type canal chaud).
Manipulateur : fonction de serrage du tissu et fonction de prise du produit
Couche composite : PVC/PU ; tissu, etc.
Matériau du squelette : PP modifié et PC/ABS avec une meilleure fluidité, etc.

Facteurs d'influence importants du moulage par injection à basse pression
Tissu ; composition du tissu : peut comprendre une couche de non-tissé, une couche d'éponge, une couche de mousse, une couche de tissu tricoté en surface ou une couche de plastique souple (PVC).
Performance du tissu : allongement statique longitudinal, allongement résiduel longitudinal, allongement statique transversal, allongement résiduel transversal ; l'allongement du tissu est plus important, il n'est pas facile à déformer, les plis seront plus évidents l'allongement du tissu est plus faible, il est facile à déformer, il n'est pas facile à plisser.
Structure du moule : généralement choisie sous la forme d'une vanne séquentielle à point d'injection, et le nombre de vannes est supérieur à la normale. moulage par injection matériau du squelette, longueur totale du produit L = 1000 mm, épaisseur de la paroi T = 2,5 mm, valeur recommandée du nombre de portes = 1000/2,5/FPP valeur F inférieure à 100, ABS ou PC inférieure à 80.
Conception de l'échappement de la cavité : La structure de la peau du PVC moule d'injection est le même que celui du moule à injection de tissu, sauf qu'il se concentre sur l'échappement de la cavité et de l'espace du noyau.
Autres exigences techniques: l'angle R au coin du produit n'est pas inférieur à 3,0 ; la conception de l'épaisseur du mors de colle du produit ne doit pas être trop épaisse pour éviter que le produit ne se rétracte,
L'épaisseur du tendon ne doit pas dépasser 3/5 de l'épaisseur de la colle ; les produits à trous profonds doivent être fendus ; le bord du produit doit envelopper le lieu de travail du tissu, l'arrière du produit ne doit pas comporter de tendon, etc.

Moulage par injection à basse pression Fluidité des matières plastiques
L'indice de fluidité du plastique est la valeur MI de l'indice de fusion. Comme nous le savons tous, l'écoulement du plastique sur le tissu est beaucoup plus lent que sur la cavité lisse du moule, c'est pourquoi l'indice de fluidité MI est plus élevé que l'indice de fluidité MI. moules d'injection basse pression en tissu ont plus de portes que les moules ordinaires.
La lenteur du débit aura inévitablement une incidence sur d'autres problèmes d'apparence du produit, tels que les marques de collage, les manques de matériau, etc.
En général, la valeur MI du matériau PP est comprise entre 20 et 55, ce qui nous oblige à ne pas utiliser aveuglément des tissus et des particules de plastique importés pour le développement de nos produits.
Parce qu'ils sont nécessaires après l'application de la combinaison, tant que le moule est de bonne qualité, les matériaux locaux, comme d'habitude, peuvent fabriquer des produits de moulage à basse pression qualifiés.

Structure des moules de moulage par injection à basse pression
En général, l'éjecteur de ce type de moule se trouve dans le moule fixe, utilisant la vanne pour contrôler la quantité de matériau de chaque porte, le moule fixe a un cadre de tissu pressé, et le moule fixe a une broche de tissu ou une ventouse d'air pour fixer le tissu.
Moulage par injection à basse pression : défauts courants et mesures de manipulation
(1) Manque de matériel: Les angles vifs du produit sont sujets à un manque de matière.
(2) Infiltration: Le coin du produit a tendance à s'infiltrer, pour les raisons suivantes : la température de la porte de la partie infiltrante est trop élevée ; la température du moule est trop élevée ; le contrôle de la quantité de matériau de la porte de la partie infiltrante est trop important.
(3) Pénétration : L'angle vif du produit est facile à pénétrer, la raison en est que l'angle vif de la surface de séparation présente un espace, lorsque la quantité de matériau de moulage à basse pression ou la vitesse augmente le plastique fondu de l'espace à l'intérieur de la pénétration, entraînant d'abord le tissu non tissé et pénétrant ensuite le tissu de surface.
L'épaisseur de la paroi au niveau des angles vifs est trop importante, de sorte que l'épaisseur de la paroi au niveau des angles vifs du moule est relativement fine pour éviter que le tissu ne s'infiltre à travers le matériau ou ne se brise.
(4) Rupture de pression du tissu Cause: En général, la température du moule utilisé dans les moules d'injection à basse pression est basse (10-15 degrés). Si les mesures antirouille ne sont pas prises correctement, des taches de rouille apparaîtront sur le cadre du tissu pressé et sur la surface de séparation du coulisseau, ce qui entraînera une pression excessive sur le tissu et une ductilité limitée du tissu, qui se rompra alors.
Caractéristiques du moulage par injection à basse pression de la peau en PVC
1. La nature de la peau du PVC
Par rapport au tissu, il existe de nombreuses différences entre les deux. Tout d'abord, l'échappement : le tissu a des pores et perd de sa structure, de sorte que le gaz s'écoule facilement de l'intérieur ; tandis que la peau en PVC est une couche de plastique PVC sur la surface, de sorte qu'il est difficile pour le gaz de s'écouler de l'intérieur.
Deuxièmement, le substrat : le substrat en tissu est un tissu non tissé, de sorte que la résistance à l'écoulement du plastique fondu est assez importante ; tandis que le substrat en PVC est une couche de mousse plastique, la surface est lisse et la résistance à l'écoulement du plastique fondu est faible.
Ensuite, il y a la ductilité : l'extension du tissu après l'écart de structure est importante, le plastique en fusion pénètre plus facilement ; l'extension de la peau en PVC a encore une forte résistance, et le plastique en fusion n'est pas facile à pénétrer.
2. Structure du moule
Par rapport au moulage par injection de tissu, la plus grande différence réside dans la conception de l'échappement de la cavité, la structure du moule d'injection de peau en PVC est la même que celle du moule d'injection de tissu. moule d'injection pour tissusauf qu'il se concentre sur l'échappement de la cavité et de l'espace central.
Comme il y a de l'air à l'intérieur du noyau et de la cavité après la fermeture, lorsque le plastique fondu est injecté, l'air à l'intérieur est lentement comprimé. Si le gaz n'est pas évacué à temps, il causera inévitablement de graves problèmes au remplissage et de nombreux défauts. Par exemple, des marques de collage, des rétrécissements et des brûlures.
3. Défauts courants et mesures de traitement
(1) Rétrécissement de la surface du produit
Cause : L'écart entre les surfaces de séparation des moules est trop important, ce qui entraîne une fuite de la matière, d'où la nécessité d'un matériau non compacté et donc d'un rétrécissement ;
Comme pour les moulage par injectionLa paroi épaisse du produit, où il y a des barres de renforcement, en raison d'un mauvais refroidissement, entraîne un rétrécissement du volume causé par le retrait.
(2) Marques de fusion
Raison : si la cavité du moule et le noyau ne sont pas bien évacués, l'air à l'avant de la porte, là où les fronts se rencontrent, est comprimé et ne peut pas être fusionné naturellement, et la combinaison des traces peut se refléter sur la peau, ce qui entraîne des marques de fusion évidentes et affecte l'apparence.
Bien entendu, comme les moulage par injection de plastiqueLa faible température du moule et la faible température de la matière plastique fondue entraîneront également des défauts évidents de marques de fusion.
(3) La peau est écrasée
Raison : Comme pour le moulage par injection de tissus, la température du moule de moule d'injection à basse pression est généralement faible (10-15 degrés), si les mesures de prévention de la rouille ne sont pas prises correctement, des taches de rouille apparaîtront sur le cadre en tissu pressé et sur la surface de séparation du coulisseau, la pression sur l'épiderme sera excessive pendant la production et la ductilité de l'épiderme sera limitée, ce qui entraînera la rupture de l'épiderme.
(4) Fusionner à travers la carotte
Raison: Le plastique fondu plastifié est injecté à partir de la porte, soumis au cisaillement, au cercle de chauffage, la température de sa position centrale est élevée si l'injection du moule ouvert et la distance augmente peuvent protéger efficacement réduire le phénomène de fusion à travers ; peut réduire la porte, la température, la température du moule, mais en même temps doit prendre en compte les problèmes de liquidité de la résine, sinon il peut y avoir un manque de matériau.






