 Skip to content
Skip to content 

Introduction : La vis de la machine de moulage par injection est un élément clé du processus de moulage par injection. Elle est responsable de la fusion, du mélange et de la compression de la matière première plastique. Dans cet article, nous aborderons le rôle de la vis dans la machine de moulage par injection.
Qu'est-ce que les vis pour moulage par injection ?
Le moulage par injection La vis est un élément très important de la machine de moulage par injection. Elle a pour fonction de transporter, de compacter, de fondre, d'agiter et de pressuriser le plastique. Toutes ces fonctions sont assurées par la rotation de la vis dans le cylindre.

Lorsque la vis tourne, le plastique frotte et glisse contre l'intérieur du cylindre, le fond du filet de la vis, le bord poussant de la vis et entre les plastiques. Le plastique se déplace vers l'avant en raison de tous ces mouvements, et la chaleur du frottement est également absorbée par le plastique, ce qui rend le plastique plus chaud et le fait fondre.
Quelles sont les différences entre les vis de la machine de moulage par injection ?
La vis est un élément très important de la machine de moulage par injection. La vis est responsable du transport, du compactage, de la fusion, de l'agitation et de la mise sous pression du plastique lors de la production.

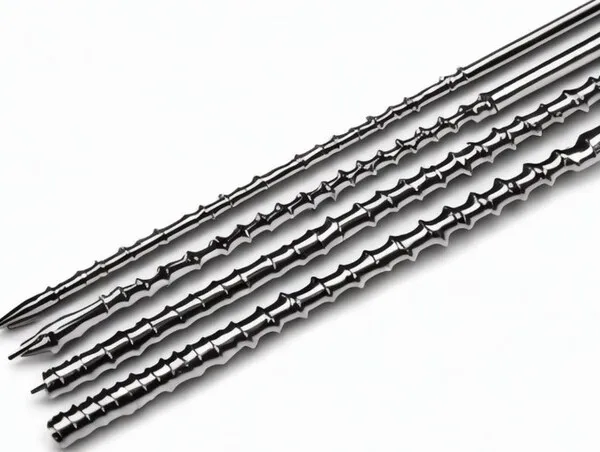
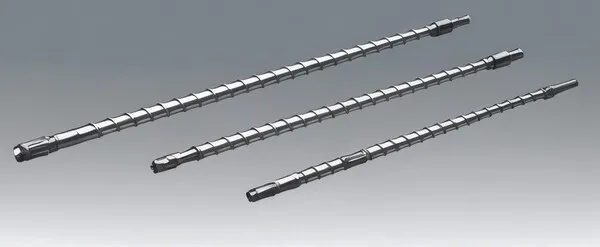
Les vis destinées à la machine de moulage par injection peuvent être divisées en trois types : les vis graduelles, les vis soudaines et les vis universelles. Ces trois types de vis ont leurs propres formes et fonctions. La vis graduelle est principalement utilisée pour traiter les plastiques non cristallins ayant une large plage de température de ramollissement et une viscosité élevée.
La vis rapide est principalement utilisée pour traiter les plastiques cristallins dont la viscosité et le point de fusion sont clairs ; la vis générale est principalement utilisée pour traiter les plastiques cristallins et non cristallins.

La vis est la pièce la plus importante de la machine de moulage par injection. Elle peut être divisée en différents types en fonction des différentes fonctions et exigences.
Classification par fonction
Selon sa fonction, la vis de plastification peut être divisée en quatre zones, à savoir la zone de transport des solides, la zone de retardement de la fusion, la zone de solution solide et la zone de transport de la matière fondue.

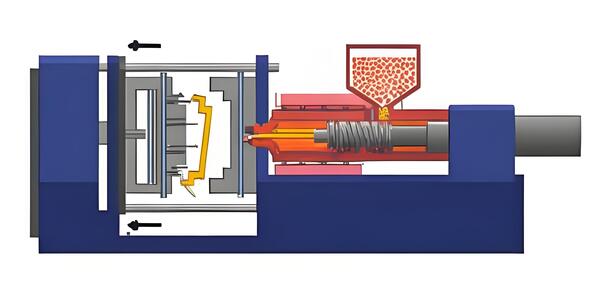
Les vis de ces quatre zones travaillent indépendamment les unes des autres, mais aussi ensemble. La vis de la zone de transport des solides est reliée à la trémie d'alimentation pour faire avancer le plastique à mesure que la température augmente.
La vis située dans la zone de retardement de la fusion fait en sorte que le sol s'accumule dans la rainure de la vis pour former un bassin de fusion. La vis de la zone de solution solide a deux fonctions. L'une est d'aider le matériau fondu à se plastifier et l'autre est de transporter le plastique fondu vers le bassin de fusion.

La vis située dans la dernière zone de fusion permet de maintenir le plastique à la même température et d'assurer la fluidité du plastique.
Différenciation par la forme géométrique
La zone d'alimentation permet de fixer la profondeur de la rainure de la vis, qui est utilisée pour pousser le solide plastique à commencer à fondre avant la fin de l'alimentation.
la vis dans la zone de compression est la profondeur de la rainure de la vis conique, ce qui peut favoriser la fusion, le mélange, la compression par cisaillement et l'échappement sous pression des matières premières plastiques.
La zone de dosage est la profondeur fixe de la rainure de la vis. En plus de comprimer le plastique, elle fournit également une pression supplémentaire pour garantir que le plastique est à une température uniforme et qu'il est stable.
Quel est le principe de fonctionnement de la vis de la machine de moulage par injection ?
Principe de fonctionnement
La vis d'extrusion fait fondre le matériau en le poussant continuellement, ce qui crée une pression assez élevée au niveau de la tête de filière et permet d'obtenir des produits extrudés en continu à travers la tête de filière de moulage.
Lors de la conception d'une vis d'extrusion, il faut tenir compte de trois éléments : la quantité de plastique qu'elle peut faire passer, la régularité de ce flux et la qualité de la fonte du plastique.

La vis d'injection a deux fonctions : elle préplastifie les matériaux solides et injecte les matériaux en fusion pour le processus d'injection. Elle n'a pas besoin d'extruder régulièrement.
La préplastification de la vis d'injection n'est qu'un processus préalable à la fabrication de la vis d'injection. moulage par injection Ce qui n'est pas très important par rapport à la vis d'extrusion.

Chauffage des matériaux
Outre la chaleur générée par l'effet de cisaillement, similaire à celle de la vis d'extrusion pendant la plastification, la matière préplastifiée dans le cylindre de la machine d'injection est chauffée par un plus grand nombre d'éléments chauffants externes parce qu'elle reste plus longtemps dans le cylindre.
En outre, lorsque le matériau est injecté dans le moule, il traverse la buse à grande vitesse et subit un cisaillement important, ce qui génère de la chaleur.

En termes de régulation de la pression de plastification
Lorsque vous fabriquez des produits, il est difficile pour la vis d'extrusion de modifier le degré d'écrasement du plastique, mais la vis d'injection peut modifier le degré d'écrasement du plastique en changeant la contre-pression, de sorte qu'il est facile de contrôler la qualité de l'écrasement du plastique.
En termes de changement de longueur de vis
Pendant la préplastification, la vis d'injection tourne et se rétracte, ce qui modifie la longueur utile. La vis d'extrusion doit être à une température constante, à une pression constante, à une quantité constante et extruder en continu.

Elle doit être positionnée et tournée pendant l'extrusion, et la longueur utile de la vis ne peut pas changer.
En termes d'impact de la capacité de plastification sur la capacité de production
La capacité de plastification de la vis d'extrusion affecte directement la capacité de production, tandis que le temps de préplastification de la vis d'injection est plus court que le temps de refroidissement du produit dans la cavité du moule.

Par conséquent, la capacité de plastification de la vis d'injection n'est pas le principal facteur influençant la capacité de production.
En termes de structure des têtes de vis
La tête de la vis d'injection est différente de la tête de la vis d'extrusion. La tête de la vis d'extrusion est généralement ronde ou émoussée, tandis que la tête de la vis d'injection est généralement pointue et possède une structure spéciale.

Une tête de vis pointue ou une tête de vis avec un filetage. Ce type de tête de vis est principalement utilisé pour traiter des matériaux à haute viscosité et à faible stabilité thermique. Il permet d'éviter le phénomène de décomposition des matériaux stagnants causé par une décharge sale pendant l'injection.
Quelle est la fonction de la vis de la machine de moulage par injection ?
Fonction de la section de transport par vis
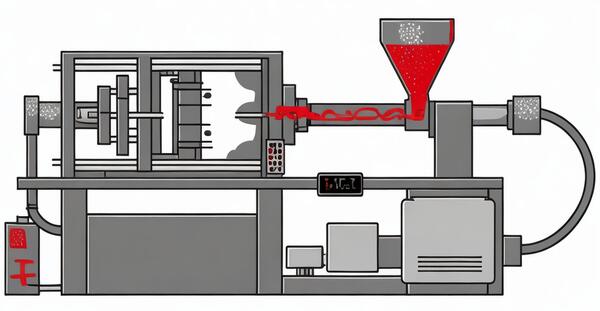
L'unité d'injection joue un rôle clé dans la machine de moulage par injection, car elle est chargée de pousser le plastique fondu dans la cavité du moule pour former le produit fini souhaité.

Le matériau doit atteindre la température du point de fusion après avoir traversé la section de transport. En règle générale, la section de transport de la vis représente environ 50% de la longueur totale de la vis.
Plus la rainure de la vis est profonde dans la section de transport, plus elle peut déplacer de matériau, mais vous devez vous assurer que la vis est suffisamment solide.
Fonction de la section de compression des vis
La section de compression à vis est responsable de la compression, de la pressurisation et de l'échappement du plastique. Après avoir traversé cette section, le matériau est presque entièrement fondu, mais il n'est pas uniformément mélangé. En règle générale, la section de compression représente 20-25% de la longueur totale de la vis.
Dans cette partie, le plastique fond lentement, et le volume de la rainure de la vis doit diminuer lentement, sinon la pression du matériau ne sera pas solide, le transfert de chaleur sera lent, l'échappement sera mauvais, et la pièce aura également des pores.

Le taux de compression de la vis est le rapport entre la dernière profondeur de la rainure de la vis de la section d'alimentation et la première profondeur de la rainure de la vis de la section de dosage.Lorsque le taux de compression est constant, plus la section de compression de la vis est longue, moins il y a de chaleur de cisaillement.
De même, si la longueur de la section de compression est constante, plus le taux de compression est faible, plus la chaleur de cisaillement est faible. La structure de la section de compression est donc l'élément principal qui détermine la taille de la chaleur de cisaillement.
En règle générale, il convient d'utiliser une vis ayant une faible chaleur de cisaillement et un taux de compression de 1,8 à 2,2. Pour la profondeur de la rainure de la vis de la section de dosage, il faut utiliser 0,09-0,1 fois le diamètre de la vis.
La fonction de la section de dosage des vis
La section de dosage de la vis représente généralement environ 20-25% de la longueur totale de la vis et est principalement chargée de mélanger uniformément le plastique pour s'assurer que tout le plastique est fondu.
Plus la section de dosage est longue, meilleur est l'effet de mélange du plastique. Si elle est trop longue, la matière fondue restera trop longtemps et produira une décomposition thermique. Si elle est trop courte, la température ne sera pas uniforme.
En règle générale, lorsque nous sélectionnons un moulage par injection pour traiter les produits, il est préférable que le poids du produit soit égal à 70%-80% du volume d'injection.

Si le volume d'injection est trop important, la matière fondue restera longtemps dans la section de dosage. Cela entraînera la décomposition du matériau sous l'effet de la chaleur, créera des pores dans le produit final et affectera même les propriétés mécaniques du produit.
Effet plastifiant
La fonction principale de la vis dans le processus de moulage par injection est de faire fondre la matière plastique solide avec de la chaleur, de la transformer en un état liquide et de la pousser directement ou indirectement dans la cavité du moule pour fabriquer un produit.

La vis de la machine de moulage par injection est donc appelée plastifiant. Le processus de plastification est influencé par de nombreux facteurs, tels que la longueur et le diamètre de la vis, le pas, la vitesse, etc. L'ajustement raisonnable de ces facteurs a un impact considérable sur l'effet de plastification.
Effet de pressurisation
La vis de la machine de moulage par injection a pour fonction de pousser la matière plastique fondue dans la cavité du moule. Pour ce faire, la vis de la machine de moulage par injection utilise différents pas de vis et des buses à haute pression selon les besoins.

La vis équipée d'une buse haute pression peut augmenter la pression d'injection de la matière plastique afin de garantir la densité et la qualité du produit. L'effet de pressurisation est donc également l'une des fonctions importantes de la vis dans la machine de moulage par injection.
Fonction de régulation de la température
La vis est généralement en métal et peut donc être chauffée ou refroidie pour contrôler la température du plastique. Le contrôle de la température est très important dans le processus de moulage par injection, car il affecte directement la manière dont le plastique s'écoule et la vitesse à laquelle il durcit.

La vis est généralement en métal et peut donc être chauffée ou refroidie pour contrôler la température du plastique. Le contrôle de la température est très important dans le processus de moulage par injection, car il affecte directement la manière dont le plastique s'écoule et la vitesse à laquelle il durcit.
La vis de la machine de moulage par injection est généralement équipée d'un système de chauffage et de refroidissement pour maintenir la température constante pendant le processus de moulage par injection.

Lorsque la machine de moulage par injection fonctionne, les sections haute et basse température de la vis alternent pour s'assurer que la matière plastique est entièrement fondue et que le processus de moulage par injection est stable.
Fonction de nettoyage
Étant donné qu'il existe de nombreux types de matériaux plastiques différents utilisés dans le moulage par injection et qu'il est parfois nécessaire d'y ajouter des éléments, il restera toujours des saletés lorsque vous ferez fonctionner la machine de moulage par injection.
Ces impuretés affecteront le produit et endommageront même le moule. Dans ce cas, la vis de la machine de moulage par injection joue un rôle de nettoyage.
La température et la pression élevées générées par la friction rotative de la vis permettent d'évacuer les impuretés et les résidus, garantissant ainsi la qualité du produit.

Fusion et mélange de matières plastiques
Lorsque la vis de la machine de moulage par injection se déplace, elle pousse également les granulés de plastique vers l'avant, ce qui a pour effet de pousser les granulés de plastique situés à l'avant vers l'arrière et de mélanger complètement les granulés de plastique fondus avec les granulés de plastique non fondus.
Avec les granulés de plastique mélangés, la vis de la machine de moulage par injection pousse les granulés de plastique vers la zone de chauffage, puis les pousse vers la zone de fusion après le chauffage.
Dans la zone de fusion du plastique, la vis remplit sa fonction principale : elle chauffe et fait fondre le plastique en le faisant tourner et en le poussant vers l'avant.
Remplissage de la cavité du moule
La vis ne se contente pas de pousser la matière plastique, elle applique également une forte pression pour s'assurer que la cavité du moule est remplie. Cette pression permet de surmonter l'épaisseur du plastique et de s'assurer qu'il remplit toutes les parties du moule.
Une fois la matière plastique fondue et mélangée, la vis la pousse dans la cavité de remplissage du moule. L'action de poussée de la vis permet de s'assurer que la matière plastique remplit chaque détail de la cavité du moule pour obtenir la forme du produit que vous souhaitez.
Le plastique fondu provenant de la vis de la machine de moulage par injection est envoyé dans la cavité du moule pour fabriquer le produit fini que vous souhaitez. Vous pouvez contrôler la vitesse de rotation de la vis afin d'envoyer la bonne quantité de plastique dans la cavité du moule. Cela permet de s'assurer que le produit moulé est de bonne qualité et d'accélérer la production.

Quelles sont les méthodes de sélection de la vis de la machine de moulage par injection ?
Type de pas et de filetage
Le pas est la distance à laquelle le plastique avance par rotation de la vis. Plus le pas est grand, plus la distance parcourue par le plastique est courte, ce qui convient aux plastiques difficiles à fondre. Les types de filetage de la vis sont le filetage à gorge profonde et le filetage à gorge peu profonde.
Matièresl La sélection
Les vis sont fabriquées à partir de différents matériaux. Les plus courants sont l'acier ordinaire, l'acier allié de haute qualité et les matériaux spéciaux résistant à l'usure. Les vis en acier ordinaire conviennent à la plupart des plastiques. Mais si vous utilisez des plastiques techniques qui doivent être très résistants, vous devez utiliser des vis en acier allié de haute qualité ou en matériaux spéciaux résistants à l'usure.

Diamètre et longueur
Choisir le diamètre et la longueur de la vis en fonction des spécifications et des exigences de production de l'entreprise. moulage par injection machine. Plus le diamètre de la vis est grand, plus la capacité de moulage par injection est importante et plus elle convient au moulage par injection de grande taille ; plus le diamètre de la vis est petit, plus elle convient au moulage par injection de petite taille.

En ce qui concerne la longueur, en général, la longueur de la vis doit être de 3 à 4 fois le diamètre pour s'assurer que le plastique est entièrement plastifié.
Taux de compression
Le taux de compression de la vis est le rapport entre la profondeur et la faible profondeur de la zone du filet de la vis, également appelé capacité de plastification.

Les différents plastiques nécessitent des taux de compression différents pour garantir que le plastique est entièrement plastifié sans surplastifier et provoquer une décomposition thermique.
Comment utiliser correctement la vis de la machine de moulage par injection ?
Préchauffage au démarrage
Avant de démarrer la machine de moulage par injection, il faut préchauffer la vis. Le préchauffage a pour but de chauffer la vis à la bonne température de travail et de réduire le refroidissement du plastique dans la vis, de manière à ce que le plastique puisse être entièrement plastifié et à éviter les problèmes causés par une fonte incomplète du plastique.
Contrôle de la température
L'essentiel est de maintenir la température de la vis et du cylindre de la machine de moulage par injection de plastique. Si la température est trop élevée, le plastique se décompose. Si la température est trop basse, le plastique ne sera pas plastifié. Par conséquent, la température de la vis et du cylindre doit être ajustée en fonction des différents plastiques afin de s'assurer qu'ils fonctionnent dans la plage de température appropriée.
Nettoyage et entretien
Gardez la vis propre et bien rangée pour éviter que les résidus de plastique et la poussière de métal n'affectent la qualité du moulage par injection. Utilisez des produits et des outils de nettoyage spéciaux et évitez d'utiliser des objets durs pour rayer la surface de la vis afin de ne pas l'endommager.
Éviter la surutilisation
Ne faites pas tourner les machines de moulage par injection de plastique à plein régime pendant de longues périodes, ce qui userait la vis et réduirait sa durée de vie. Établissez un plan de production raisonnable, prenez des mesures de repos et d'entretien appropriées et prolongez la durée de vie de la vis.

Conclusion
En bref, la vis de la machine de moulage par injection a de nombreuses tâches à accomplir, et chacune d'entre elles a un impact important sur la qualité du produit final et sur la rapidité de sa fabrication. Par conséquent, lorsque vous faites moulage par injectionPour cela, il faut savoir utiliser la vis correctement.






