 Skip to content
Skip to content 

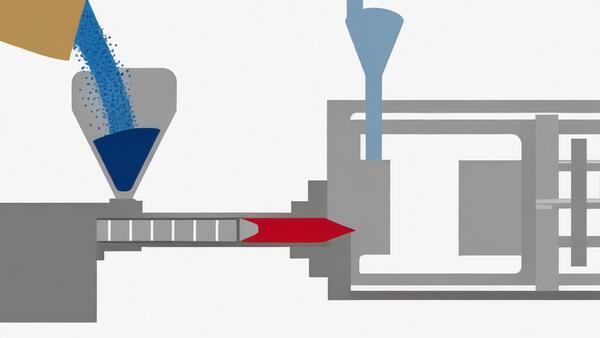
Introduction : La plupart des produits en plastique sont fabriqués par moulage par injection. C'est un excellent moyen de fabriquer beaucoup de choses rapidement et à moindre coût. Mais il faut faire attention. Sinon, vos pièces ne s'emboîteront pas lorsque vous essaierez de les assembler.

C'est dommage, car les moules coûtent cher. Cet article vous montrera comment vous assurer que vos pièces s'assemblent bien et sont de bonne qualité.
Quelles sont les tolérances du moulage par injection ?
Les objets rétrécissent. C'est une réalité. Et ce n'est pas toujours la même chose. Il faut donc définir une fourchette de retrait acceptable pour que la pièce fonctionne.
Ces plages sont appelées tolérances. Elles sont très importantes pour les grandes pièces et les pièces composées de plusieurs éléments. Si les pièces ne s'emboîtent pas parce qu'elles ne respectent pas les tolérances, la pièce ne fonctionnera pas. Et vous ne serez pas satisfait.

Les moules d'injection sont usinés CNC avec des tolérances de ± 0,005 pouce. Les tolérances serrées du moulage par injection correspondent à des variations de ± 0,002 pouce. Les tolérances très serrées sont de l'ordre de ± 0,001 pouce. Les pièces ayant des tolérances normales sont moins chères que les pièces ayant des tolérances plus serrées.
Il est donc important de déterminer les tolérances optimales pour les pièces moulées par injection afin de produire des pièces de haute qualité à un prix abordable.
Pourquoi les tolérances du moulage par injection sont-elles si importantes ?
Il est important de spécifier correctement les tolérances du moulage par injection afin que la pièce finale s'emboîte bien lorsqu'elle est assemblée.

Vous pouvez contrôler les tolérances du moulage par injection en appliquant de bons principes de conception et de fabrication, en choisissant le bon matériau, en concevant correctement l'outil et en contrôlant le processus.
Lorsque vous fabriquez des pièces, elles ne sont pas toutes identiques. Vous devez définir le degré de variation acceptable pour que les pièces fonctionnent comme vous le souhaitez. Cela devient encore plus important lorsque vous commencez à assembler des pièces.
Par exemple, si vous avez deux pièces plates qui doivent être boulonnées ensemble, les trous de chaque pièce doivent être au bon endroit. Les trous d'une pièce doivent être au bon endroit par rapport aux trous de l'autre pièce.

Cela semble simple, mais lorsque vous commencez à assembler un ensemble de pièces, une seule d'entre elles peut tout faire échouer.
Vous pouvez utiliser l'empilement des tolérances et l'analyse statistique pour déterminer comment fabriquer des pièces moulées par injection qui fonctionneront ensemble.
Quels sont les facteurs qui influent sur les tolérances du moulage par injection ?
Conception des pièces
L'un des principaux moyens de limiter le gauchissement, le retrait excessif et le désalignement des pièces consiste à appliquer les principes de la DFM lors de la conception des pièces.

Le meilleur moyen d'y parvenir est de travailler avec votre projet de moulage par injection dès le début du processus de conception, afin d'éviter des modifications coûteuses plus tard au cours de la phase de conception.
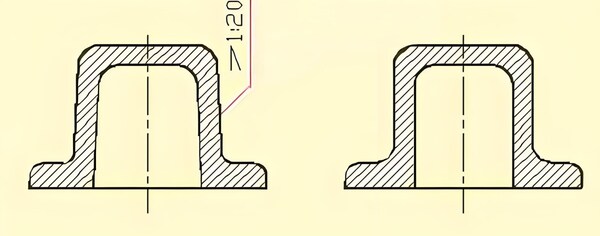
Épaisseur de la paroi
Les pièces dont l'épaisseur de paroi est variable peuvent subir un retrait inégal. Lorsqu'il est impossible d'éviter les zones épaisses, il faut procéder à un carottage pour maintenir l'épaisseur de la paroi uniforme.
Une épaisseur de paroi inégale peut entraîner une déformation de la pièce, ce qui peut affecter les tolérances et l'assemblage.

Des parois plus épaisses ne sont pas toujours le meilleur choix pour augmenter la résistance ; lorsque cela est possible, il est préférable d'utiliser des nervures et des goussets pour améliorer la résistance de la pièce.
Angle de tirant d'eau
L'angle de dépouille est très important pour s'assurer que votre pièce sort facilement du moule.
S'il n'est pas correct, votre pièce peut rester coincée lorsque vous essayez de l'extraire, et elle peut être éraflée et déformée. L'angle de dépouille peut être compris entre 0,5° et 3°, en fonction de la conception et de l'état de surface de la pièce.
Caractéristiques de l'entreprise
Les bossages sont souvent utilisés pour accueillir des fixations lors de l'assemblage de plusieurs pièces en plastique. Si les bossages sont trop épais, ils peuvent laisser des empreintes sur la pièce.
Si elles ne sont pas reliées aux parois latérales par des nervures, elles peuvent se déformer de manière importante. Cela rendra l'assemblage de ces pièces presque impossible.
Sélection des matériaux
Il est possible de fabriquer des plastiques moulés par injection à partir d'un grand nombre de résines différentes. Le choix de la résine dépend du produit à fabriquer.

Chaque résine se rétracte différemment. Lorsque vous concevez le moule, vous devez tenir compte de ce retrait. Vous agrandissez généralement le moule du pourcentage de rétraction du matériau.
Si vous fabriquez un assemblage multi-matériaux, vous devez tenir compte de différents taux de rétrécissement.
Si vous ne définissez pas correctement les tolérances, vous risquez de vous retrouver avec des pièces qui ne s'emboîtent pas. C'est une grave erreur dans le domaine du moulage par injection.

Les tolérances pour le moulage par injection sont principalement déterminées par le retrait du matériau et la géométrie de la pièce. Vous devez finaliser la sélection des matériaux avant de concevoir et de construire l'outil. La conception de l'outil dépend beaucoup du matériau choisi.
Conception d'outils
Une fois que vous avez sélectionné votre matériau, vous surdimensionnez généralement votre outil pour tenir compte du rétrécissement que subira ce matériau.
Mais le retrait ne se produit pas uniformément dans toutes les dimensions. Par exemple, les pièces plus épaisses se refroidissent à des vitesses différentes de celles des pièces plus fines.

Ainsi, si vous avez une pièce complexe avec un mélange de parois minces et épaisses, vous aurez des taux de refroidissement variables.
Et ce gauchissement ou cet affaissement peut sérieusement affecter les tolérances et l'ajustement de votre moulage par injection. Pour limiter ces effets, les fabricants d'outils prennent donc en compte les éléments suivants lorsqu'ils conçoivent les caractéristiques des moules.
Refroidissement de l'outil : Le refroidissement est important. Un mauvais refroidissement rendra la pièce mauvaise. Un bon refroidissement rendra la pièce bonne. Placez le refroidissement au bon endroit.

Tolérance de l'outil
Si un outil est hors tolérance, chaque pièce moulée avec cet outil aura cette erreur ajoutée à toute erreur causée par le rétrécissement.
Toutefois, dans l'usinage CNC, les tolérances des outils sont généralement étroitement contrôlées et surveillées, de sorte qu'un outil hors tolérances est rarement la raison pour laquelle une pièce est hors tolérances.
En outre, ces outils sont généralement "sûrs en acier". Cela signifie que lorsqu'un outil est fabriqué, les dimensions ou caractéristiques critiques peuvent être ajustées par un fraisage supplémentaire.

Si les dimensions finies de certaines pièces sont hors tolérance, le matériau supplémentaire permet d'affiner l'outil lors de l'usinage.
Par exemple, une caractéristique de trou à tolérance étroite sur une pièce peut avoir un outil qui est conçu avec une broche centrale qui est du côté le plus large de la tolérance.
Si le trou doit être ajusté, il sera usiné plus finement pour rendre le trou plus fin.

Position de l'éjecteur
L'éjecteur pousse le moule hors du moule lorsqu'il s'ouvre. Cette opération doit être effectuée le plus rapidement possible afin de minimiser la durée du cycle.

Si l'éjecteur est placé dans une position non idéale, il peut endommager la pièce. Certains matériaux ne sont pas complètement rigides lorsqu'ils quittent l'outil. Une éjection irrégulière peut entraîner un gauchissement important et des incohérences dimensionnelles.
Emplacement de la porte
La porte est l'endroit où la résine entre dans l'outil. Si vous le placez au mauvais endroit, l'aspect sera mauvais.

En outre, si vous ne remplissez pas le moule de manière uniforme, vous obtiendrez des déformations et des rétrécissements. Il faut parfois plus d'une porte pour remplir uniformément le moule et éviter ces problèmes.
Contrôle des processus
Même si vous effectuez tous les travaux de conception en amont et que vous tenez compte de tous les matériaux afin d'optimiser une pièce pour l'utilisation de l'énergie. moulage par injection il est possible que la pièce soit hors tolérance lorsque les premiers échantillons seront livrés.
Une fois que vous avez combiné toutes les méthodes susmentionnées, l'étape suivante pour améliorer le respect des tolérances consiste à adapter le processus.
Le contrôle de la température, de la pression et du temps de séjour sont quelques-uns des moyens les plus courants d'améliorer la qualité des pièces.
Une fois que vous avez déterminé l'ensemble des conditions idéales, le moule peut créer des pièces cohérentes avec très peu de variations dimensionnelles d'une pièce à l'autre.
Lorsqu'il s'agit de pièces complexes et multifonctionnelles, il peut être judicieux d'installer des capteurs de pression et de température dans l'outil afin de mesurer ces paramètres au cours du processus de fabrication et d'obtenir ainsi un retour d'information en temps réel et un contrôle du processus.

Le maintien permanent de la pression et de la température dans l'outil peut vous aider à maintenir des tolérances constantes.
Lorsqu'il s'agit de pièces complexes et multifonctionnelles, il peut être judicieux d'installer des capteurs de pression et de température dans l'outil afin de mesurer ces paramètres au cours du processus de fabrication et d'obtenir ainsi un retour d'information en temps réel et un contrôle du processus.
Le maintien permanent de la pression et de la température dans l'outil peut vous aider à maintenir des tolérances constantes.

Comment optimiser les tolérances du moulage par injection ?
Conception de pièces pour la fabrication
Pour éviter des modifications ultérieures coûteuses et fastidieuses, il est important de prévoir les problèmes de tolérance dès le début du processus de conception.
Pour minimiser le risque de déformation et de désalignement, les concepteurs doivent suivre les lignes directrices de la conception pour la fabrication (DFM). La DFM consiste à concevoir des pièces en tenant compte d'un processus de fabrication spécifique.
Lorsque vous concevez une pièce pour la fabrication, vous devez penser à la manière dont elle sera fabriquée. Cela signifie que vous devez prendre en compte des éléments tels que l'épaisseur des parois, l'inclinaison des côtés et les caractéristiques de conception à inclure, comme les bossages.
L'une des choses les plus importantes à laquelle il faut penser est l'épaisseur des parois. Si les parois ne sont pas de la même épaisseur sur tout le pourtour, la pièce se rétractera de manière inégale lorsqu'elle refroidira.

La pièce risque alors de se déformer et, si elle se déforme, elle ne pourra pas respecter des tolérances serrées. Parfois, il est préférable d'ajouter des nervures de soutien pour renforcer la pièce plutôt que d'épaissir les parois.
Les angles de dépouille sont importants pour s'assurer que les pièces sortent du moule sans se déformer ni se rayer. Le bon angle dépend de la pièce et de la finition souhaitée, mais un angle de dépouille de 1,5 à 2 degrés est généralement le minimum à utiliser pour la plupart des pièces moulées par injection.

Les bossages sont des caractéristiques de pièces en relief qui sont souvent utilisées pour maintenir plusieurs pièces en plastique ensemble pendant l'assemblage. Si le bossage est trop épais, il peut provoquer des marques d'enfoncement sur la surface de la pièce.
En outre, si les bossages ne sont pas reliés aux parois latérales de la pièce (généralement par des nervures de soutien), ils peuvent facilement se déformer ou se tordre, ce qui peut sérieusement entraver la capacité de la pièce à être fixée ensemble.

La taille compte
Plus la pièce ou le produit que vous fabriquez est grand, plus les tolérances sont importantes. Dans le cas du moulage par injection de plastique, une pièce plus grande peut se déformer ou se rétracter. La taille est donc importante.

Patron
Les bossages jouent un rôle important dans la conception des produits. Ils servent à maintenir les pièces ensemble lorsque vous les assemblez. Il y a certaines choses auxquelles vous devez penser lorsque vous concevez des bossages. L'un d'eux est que les parois du bossage ne doivent pas être trop épaisses.
Si le bossage est trop épais, vous obtiendrez des vides et des marques d'enfoncement. De plus, il est conseillé de centrer les bossages (c'est-à-dire de les relier à la paroi latérale la plus proche). Cela permet de mieux répartir la charge sur la pièce, de la refroidir et d'améliorer l'écoulement du matériau.
Choisir le matériau idéal pour votre application
La sélection des matériaux est tout aussi importante que la conception des pièces lorsqu'il s'agit des tolérances de moulage par injection. Il existe de nombreux plastiques différents qui peuvent être utilisés dans le processus de moulage par injection scientifique. Les matériaux ont des taux de rétraction différents.

Il faut en tenir compte lors de la sélection des matériaux de moulage par injection et de la conception des moules. Si une pièce est composée de plusieurs matériaux, les différents taux de retrait doivent être pris en compte pour garantir que les pièces s'assemblent comme prévu.

Il est donc important de bien comprendre les différents matériaux de moulage par injection pour garantir des tolérances de moulage par injection cohérentes.
Le moulage par injection fonctionne avec de nombreux types de plastique différents - et vous pouvez les rendre encore meilleurs en y ajoutant des éléments. Vous pouvez également les rendre plus solides ou plus stables.
Le fait de pouvoir choisir parmi tant de matériaux différents est une excellente chose pour les équipes chargées des produits, car elles peuvent améliorer encore les matériaux et les qualités de performance qu'elles souhaitent pour leur produit.

Les différentes résines se rétractent à des vitesses différentes, il faut donc en tenir compte lors du choix du matériau et de la conception du moule.
Si vous assemblez des pièces fabriquées à partir de matériaux différents, vous devez tenir compte des différents taux de rétrécissement pour vous assurer que les pièces s'assemblent comme elles le doivent.
Connaître les propriétés de la résine que vous utilisez est la clé pour obtenir des tolérances constantes dans le plastique moulage par injection.
Lorsque vous choisissez des matériaux, utilisez les facteurs suivants pour vous aider à faire votre choix :

Composition du plastique
Les plastiques amorphes (comme l'ABS) rétrécissent moins que les plastiques semi-cristallins (comme le polyéthylène) parce qu'ils sont moins serrés.
Poids moléculaire
Les résines à haut poids moléculaire ont une viscosité élevée et une forte perte de charge, ce qui peut augmenter le retrait.
Additifs
L'ajout de charges à faible dilatation thermique permet de réduire le retrait. Il faut donc en tenir compte lors de la sélection des matériaux et de la conception du moule d'injection afin de réduire les défauts esthétiques tels que le gauchissement, l'affaissement, la fissuration et la distorsion, qui peuvent affecter les tolérances de la pièce moulée.
Garder à l'esprit les considérations relatives à l'outillage
Étant donné que les outils de moulage sont généralement un peu plus grands pour tenir compte du retrait du matériau, la première chose à savoir est le matériau que vous allez utiliser. Une bonne conception de l'outil est essentielle pour s'assurer que les pièces se refroidissent correctement et respectent les tolérances strictes du moulage par injection.

Les outils de moulage doivent assurer un chauffage et un refroidissement cohérents et reproductibles entre les tirs, faute de quoi il sera difficile de maintenir des tolérances serrées, ce qui est particulièrement important à mesure que la complexité de la pièce (et de l'outil) s'accroît.
Un refroidissement médiocre ou incohérent peut entraîner des écarts importants par rapport aux exigences de tolérance. En surveillant la pression d'injection, la viscosité de la résine et le temps de remplissage, les ingénieurs peuvent suivre et ajuster les variables de production afin de garantir une pression, un chauffage et un refroidissement adéquats pendant le processus d'injection.
Pour que la résine s'écoule uniformément dans le moule et pour éviter le retrait et la déformation, vous devez déterminer l'emplacement de la porte (le trou par lequel la résine pénètre dans le moule).

Si vous fabriquez une pièce complexe moulée par injection, vous aurez peut-être besoin de plus d'une porte pour vous assurer que la résine remplit le moule de manière uniforme et qu'elle refroidit correctement. Vous devez également réfléchir à l'emplacement des broches d'éjection.
Ils peuvent fausser la taille de la pièce parce que certains matériaux ne sont pas totalement rigides au moment du démoulage (généralement pour réduire la durée du cycle).
Il faut placer les goupilles au bon endroit pour que la pièce ne se déforme pas et que la surface ne soit pas abîmée.

Bien que les tolérances sur l'outil lui-même soient généralement contrôlées de manière très stricte (un certain niveau de raffinement peut être réalisé si un moule usiné par CNC produit un composant qui n'est pas dans les tolérances acceptables), il s'agit d'une autre considération importante que l'équipe de produit doit examiner attentivement.
Lorsque vous choisissez le bon matériau, les concepteurs de moules vous proposeront de surdimensionner le moule pour tenir compte du retrait du matériau.
Les matériaux ont des taux de retrait différents en raison de leur épaisseur inégale. Pour réduire ce phénomène, vous devez tenir compte des points suivants lors de la conception du moule.

Refroidissement des outils
Le refroidissement est un élément important du moulage scientifique. C'est ce qui fait la différence entre une bonne et une mauvaise pièce. Le refroidissement est le processus qui consiste à refroidir le plastique après qu'il a été chauffé et avant qu'il ne soit éjecté.
Le refroidissement doit être uniforme. Si ce n'est pas le cas, vous obtiendrez des retraits, des marques d'enfoncement, des problèmes d'éjection, des déformations et toutes sortes d'autres problèmes. Ces problèmes peuvent affecter l'aspect, l'ajustement et le fonctionnement de la pièce.
Pour obtenir un bon refroidissement, vous devez placer les canaux de refroidissement aux bons endroits dans le moule. Vous devrez peut-être aussi surveiller des éléments tels que la pression d'injection, l'épaisseur de la résine et le temps nécessaire pour remplir le moule.

Tolérances d'outillage
Les moules d'injection sont généralement fabriqués par usinage CNC, ce qui permet d'obtenir des tolérances étroites et de maintenir la précision tout au long des cycles de chauffage et de refroidissement du processus.

Les tolérances permettent de s'assurer que la pièce refroidit correctement sans nuire à la précision. Ce n'est pas courant en raison de l'usinage à commande numérique, mais si vous ne contrôlez pas les tolérances lorsque vous fabriquez des moules, vous pouvez obtenir des défauts graves tels que le gauchissement, le retrait et l'affaissement.
Emplacement de la goupille d'éjection
La broche d'éjection est un élément du moule d'injection qui pousse le produit final hors du moule. La broche a différentes formes (de préférence plates) à travers lesquelles une certaine force est appliquée pour pousser le produit hors du moule.
Par conséquent, lorsqu'il est placé dans une mauvaise position, il peut causer des indentations inutiles sur le produit fini.
En outre, dans le cas de matériaux non rigides ou de matériaux dont le refroidissement est inégal, les goupilles d'éjection peuvent provoquer des fissures dans les produits non finis, ce qui entraîne des défauts cosmétiques et des anomalies physiques.
Emplacement de la porte
La porte est l'endroit où le plastique entre dans le moule. Lorsque vous décidez de l'emplacement de la porte, vous devez tenir compte des éléments suivants : Placez l'opercule là où le plastique est le plus épais : La pièce sera plus solide et aura un meilleur aspect.

Placez le portillon à l'endroit où le plastique est le plus épais : La pièce sera ainsi plus solide et plus esthétique. Placez la porte là où le plastique est le plus épais : La pièce sera ainsi plus solide et plus esthétique. Ne placez pas l'opercule à un endroit où il y a des obstacles tels que des goupilles ou d'autres pièces.
Ne placez pas le portillon à un endroit où il donnera une mauvaise image du coureur ou de la pièce. Le portillon doit être placé au bon endroit, car s'il est mal placé, la pièce aura une mauvaise apparence et ne fonctionnera pas correctement.
Mise en œuvre d'un contrôle des processus reproductible
Le contrôle des processus est la manière dont les fabricants étalonnent les variables susceptibles d'affecter la qualité des pièces. Ces variables font partie intégrante de chaque processus de fabrication et leur étalonnage permet de réduire les écarts. Les variables les plus courantes sont la température, la pression et le temps de maintien. Voici quelques moyens d'y parvenir :

Vous pouvez intégrer des capteurs de température et de pression dans le moule pour mesurer l'environnement du moule et fournir un retour d'information en temps réel et un contrôle reproductible du processus.
Les résines ont un coefficient de dilatation thermique élevé et entraînent des modifications dimensionnelles dues aux changements de température.
Par conséquent, lorsque la pièce est traitée à une température constante. Le processus de fabrication implique un grand nombre de variables qui affectent la viabilité et la qualité d'une pièce, et le contrôle du processus est un moyen de calibrer ces variables pour minimiser les écarts.

Les capteurs de pression et de température dans les outils de moulage sont importants pour un bon contrôle du processus car ils vous donnent un retour d'information en temps réel sur ces paramètres.
Cela vous permet d'effectuer des ajustements rapides lorsque vous constatez que quelque chose ne va pas. Une fois que vous avez maîtrisé ces variables et que vous pouvez les répéter, l'outil de moulage produira des pièces avec des tolérances serrées et peu de variations.
Les résines plastiques ont généralement un coefficient de dilatation thermique plus élevé, ce qui signifie qu'elles sont plus susceptibles de changer de dimensions lorsque la température varie.

Ainsi, les pièces dont les tolérances sont plus étroites doivent souvent être mesurées à la même température pour s'assurer qu'elles conservent la même taille et qu'elles fonctionnent correctement.
Tolérances de moulage par injection réalisables
Pour obtenir de véritables tolérances de moulage par injection, vous pouvez intégrer des tolérances de moulage par injection de plastique réalisables dans la conception de votre moule en plastique. Voici les principales matières plastiques habituellement utilisées dans le moulage par injection :
Tolérances dimensionnelles +/- Mm
La précision est difficile à maintenir. C'est pourquoi les concepteurs utilisent le symbole (+/-) pour indiquer l'étendue des mesures.

Chaque matériau a une plage de tolérance différente au fur et à mesure que la taille augmente. Le tableau ci-dessus indique les tolérances dimensionnelles des principales matières plastiques pour le moulage par injection.
Tolérance de rectitude et de planéité
Le gauchissement est dû au fait que le plastique se rétracte à des vitesses différentes dans le sens de l'écoulement et en travers du sens de l'écoulement. Ce phénomène peut être dû à des épaisseurs de paroi différentes, qui se rétractent à des vitesses différentes. Vous pouvez minimiser le gauchissement en ajustant la conception du moule, en trouvant un meilleur emplacement pour la porte et en contrôlant le processus.

Cependant, vous devrez peut-être faire preuve d'une tolérance pratique du côté du plastique, car il est difficile d'éliminer 100% de la déformation.
Tolérance sur le diamètre du trou +/- Mm
Plus le trou est grand, plus la tolérance est importante. L'image ci-dessus montre les tolérances pour différentes tailles de trous.
Tolérance sur la profondeur des trous borgnes +/- Mm
Les trous borgnes sont des trous percés dans la pièce à l'aide d'un insert sans aller jusqu'au bout. Ils sont épinglés et fixés à une extrémité, ce qui les rend plus susceptibles de se déformer sous l'effet de fortes forces d'écoulement de la matière fondue. La figure ci-dessus montre les différentes tolérances que vous pouvez utiliser.

Tolérance de concentricité/ovalité +/- Mm
C'est là que l'on détermine l'épaisseur de la paroi (la différence entre le diamètre extérieur et le diamètre intérieur). Le tableau ci-dessus montre les différentes tolérances et la différence de coût pour atteindre cette tolérance.
Conclusion
Il y a toujours des variations dans les moulage par injectionIl doit donc y avoir une fourchette d'écarts admissibles pour permettre à la pièce de fonctionner correctement après l'assemblage.

C'est pourquoi les tolérances du moulage par injection sont si importantes lorsque vous assemblez des produits comportant plusieurs pièces moulées par injection. En outre, la conception du moulage par injection suit les principes de fabricabilité pour optimiser l'épaisseur des parois, les angles de dépouille et les caractéristiques du bossage afin de garantir que les pièces conservent des tolérances serrées pendant la production et l'assemblage.
Lorsque vous contrôlez et optimisez les tolérances du moulage par injection, vous pouvez déterminer la plage d'écarts admissibles qui permettra à votre produit de fonctionner de manière optimale.

Il existe de nombreuses façons d'y parvenir, mais elles dépendent toutes de la méthode DfM, de la sélection des matériaux et du contrôle des processus. Cet article vous aide à simplifier certaines des méthodes les plus utiles pour votre projet.







