 Skip to content
Skip to content 
Service d'impression 3D par frittage sélectif par laser (SLS)
Découvrez les solutions de frittage sélectif par laser (SLS) de premier ordre pour les besoins d'impression 3D complexes.

Le guide complet de l'impression 3D par frittage sélectif par laser (SLS)
Qu'est-ce que le frittage sélectif par laser (SLS) ?
Le frittage sélectif par laser (SLS) est une technologie avancée de fabrication additive (AM) qui appartient à la catégorie des technologies de fabrication additive. fusion sur lit de poudre (PBF) famille. Il utilise un laser de haute puissance pour fusionner sélectivement, ou fritter, de petites particules de poudre de polymère en un objet solide et tridimensionnel, couche par couche.
1. Une définition technique :
La technique SLS consiste essentiellement à fabriquer des pièces à partir d'un modèle numérique en 3D (par exemple, un fichier CAO). Le processus se déroule dans une chambre contenant un lit de poudre thermoplastique, qui est chauffée à une température juste inférieure au point de fusion du matériau. Un laser CO₂ de précision balaie ensuite la section transversale du modèle 3D sur la surface du lit de poudre, élevant la température des particules spécifiques à leur point de fusion et provoquant leur fusion. Lorsqu'une couche est terminée, la plate-forme de construction s'abaisse, une nouvelle couche de poudre est appliquée et le processus se répète jusqu'à ce que l'objet entier soit formé.

2. Le principe de base (le frittage, pas seulement la fusion) :
Le terme "frittage" est essentiel. Contrairement aux procédés qui font fondre complètement le matériau (comme la fusion sélective au laser pour les métaux), le frittage est un procédé thermique dans lequel les particules se lient et fusionnent au niveau moléculaire sans se liquéfier complètement. Cela permet de créer des pièces qui sont non seulement solides, mais qui possèdent également une microstructure légèrement poreuse. La poudre non frittée qui entoure la chambre de fabrication agit comme une structure de soutien naturelle et intégrée pour la pièce imprimée. Cette nature autoportante est l'un des principaux avantages de la technologie SLS.
3. Les principales caractéristiques en un coup d'œil :
Pour comprendre rapidement ce qui fait l'originalité de SLS, il suffit de considérer les caractéristiques suivantes :
- Famille technologique : Fusion en lit de poudre (PBF)
- Matériaux primaires : Polymères thermoplastiques, le plus souvent des Nylons (PA 11, PA 12).
- Structures de soutien : Non nécessaire ; la poudre non utilisée soutient la pièce.
- Propriétés partielles : Excellente résistance mécanique, durabilité et résistance à la température. Convient aux applications fonctionnelles.
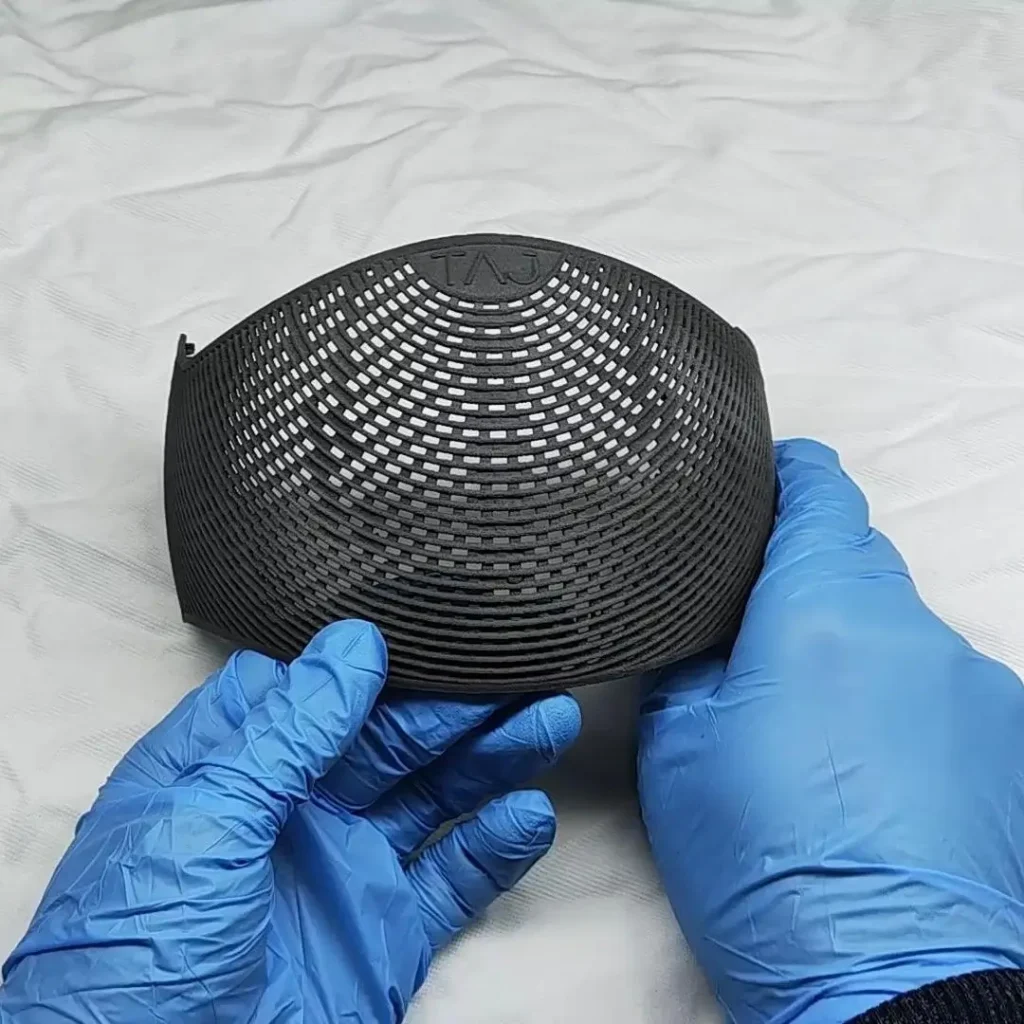
- Finition de la surface : Mat, avec une texture légèrement granuleuse ou sableuse.
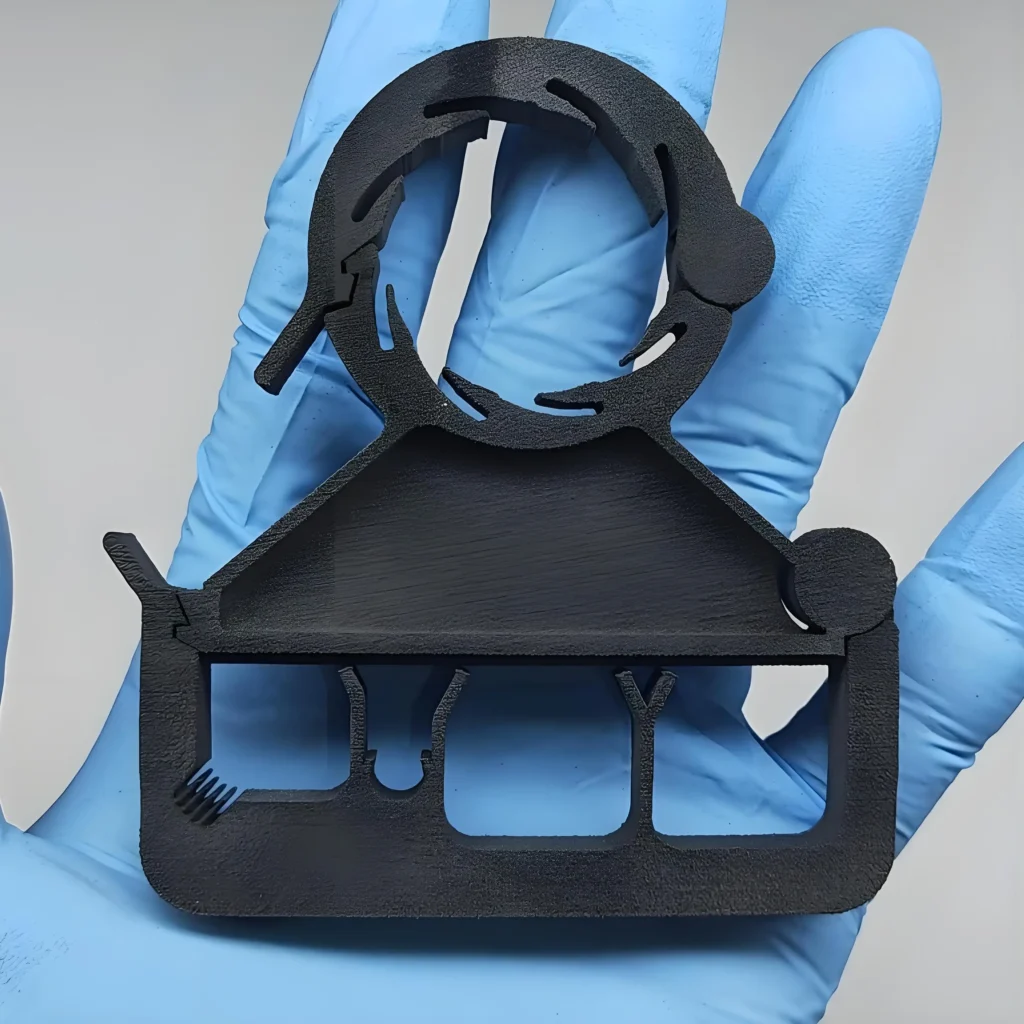
- Principaux cas d'utilisation : Prototypage fonctionnel, pièces complexes destinées à une utilisation finale, fabrication en petites et moyennes séries, et composants à géométrie complexe tels que les charnières vivantes et les encliquetages.
Comment fonctionne l'impression 3D SLS ?
Pour comprendre le processus SLS, il faut examiner à la fois le flux de travail numérique et les opérations mécaniques complexes qui se déroulent à l'intérieur de l'imprimante.
1. Le passage du numérique au physique :
Le passage d'un concept à une pièce physique suit un parcours standard de fabrication numérique :
① Création de modèles 3D : Tout commence par un fichier CAO (conception assistée par ordinateur) en 3D. Ce modèle est ensuite exporté dans un format imprimable en 3D, généralement STL (Standard Tessellation Language) ou 3MF (3D Manufacturing Format).
② Tranchage et préparation de la construction : Le modèle 3D est importé dans un logiciel spécialisé "slicer". Ce logiciel "découpe" numériquement le modèle en centaines ou milliers de couches fines et horizontales. Il permet également à l'opérateur d'orienter et d'emboîter plusieurs pièces dans le volume de construction pour maximiser l'efficacité.
③ Fonctionnement de la machine : Le fichier préparé est envoyé à la machine SLS, qui exécute le processus d'impression automatisé.
④ Post-traitement : Une fois l'impression et le refroidissement terminés, les pièces sont retirées de la machine et subissent les étapes de nettoyage et de finition nécessaires.

2. Le processus mécanique : Une décomposition couche par couche :
La magie opère à l'intérieur de la chambre de fabrication de l'imprimante SLS. Le processus peut être décomposé en cinq étapes mécaniques clés qui sont répétées pour chaque couche.
Étape 1 : Préparation du lit et chauffage : Avant le début de l'impression, l'ensemble de la chambre de construction, y compris le lit de poudre et la zone environnante, est chauffé à une température précise, juste en dessous du point de frittage du polymère. Ce préchauffage est essentiel ; il minimise la distorsion thermique (déformation) en réduisant le gradient de température entre les zones frittées et non frittées. Cela garantit la stabilité dimensionnelle et la précision de la pièce.
Étape 2 : Dépôt de poudre : Un mécanisme de revêtement, qui peut être une lame ou un rouleau, se déplace sur la plate-forme de fabrication, déposant une couche fine et uniforme de poudre (généralement d'une épaisseur de 100 à 150 microns) à partir d'un réservoir de poudre. Il est essentiel pour la qualité de la pièce finale que cette couche soit parfaitement plane et uniforme.
Étape 3 : Frittage au laser : C'est le cœur du processus SLS. Un puissant laser CO₂, guidé par un ensemble de miroirs dynamiques (galvanomètres), est dirigé sur le lit de poudre. Le laser trace la géométrie de la section transversale de la couche actuelle, telle qu'elle est définie par le fichier en tranches. L'énergie du laser chauffe rapidement les particules de poudre jusqu'à leur point de fusion, ce qui les fait fusionner en une couche solide. Les zones non touchées par le laser restent sous forme de poudre libre.
Étape 4 : Abaissement de la plate-forme : Une fois la couche entièrement frittée, la plate-forme de construction, sur laquelle repose la pièce, s'abaisse d'une distance égale à l'épaisseur d'une seule couche. Cela permet de faire de la place pour la couche de poudre suivante.
Étape 5 : Répétition et achèvement de la construction : La lame de rechargement applique une nouvelle couche de poudre sur la couche frittée précédemment (étape 2), et le laser fritte la section transversale suivante (étape 3). Ce cycle de dépôt de poudre, de frittage et d'abaissement de la plate-forme est répété jusqu'à ce que chaque couche de la pièce ait été construite. Les pièces finies sont maintenant enfermées dans un bloc solide de poudre non frittée, souvent appelé "gâteau".

3. La phase de refroidissement : Une étape critique et invisible :
Il s'agit de l'une des phases les plus cruciales, mais souvent négligée, du processus SLS. Après le frittage de la dernière couche, l'ensemble du gâteau de poudre - contenant les pièces finies - doit être laissé à refroidir lentement et uniformément à l'intérieur de l'imprimante ou dans une station de refroidissement séparée. Ce processus de refroidissement contrôlé peut prendre de nombreuses heures (parfois jusqu'à 40-50% du temps total du processus). Si l'on précipite cette étape, le rétrécissement sera inégal et le gauchissement important, ce qui abîmera les pièces.
Quels sont les matériaux utilisés pour l'impression SLS ?
La polyvalence de la SLS est largement due à la gamme de matériaux thermoplastiques robustes qu'elle peut traiter. Si les nylons sont les plus courants, d'autres polymères spécialisés sont également disponibles.
1. Polyamides (Nylons) :
Les nylons sont les matériaux les plus largement utilisés dans le SLS en raison de leur excellent équilibre entre la solidité, la flexibilité et la résistance thermique/chimique.
① PA 12 (Nylon 12) :
Le PA 12 est l'étalon-or et le matériau le plus populaire pour le SLS.
- Propriétés : Haute résistance, rigidité et excellente résistance aux produits chimiques, aux graisses, aux huiles et aux alcalis. Il présente une bonne stabilité à long terme et une bonne résistance à la fissuration sous contrainte.
- Applications : Idéale pour les prototypes fonctionnels, les pièces finales à encliquetage, les assemblages complexes et les boîtiers durables.
② PA 11 (Nylon 11) :
Le PA 11 est un polymère bio-dérivé (fabriqué à partir d'huile de ricin) et est connu pour son élasticité et sa résistance aux chocs supérieures à celles du PA 12.
- Propriétés : Excellente ductilité, grande résistance aux chocs et meilleure résistance thermique. Il est plus souple que le PA 12, ce qui le rend approprié pour les pièces qui doivent se plier ou résister à des impacts répétés.
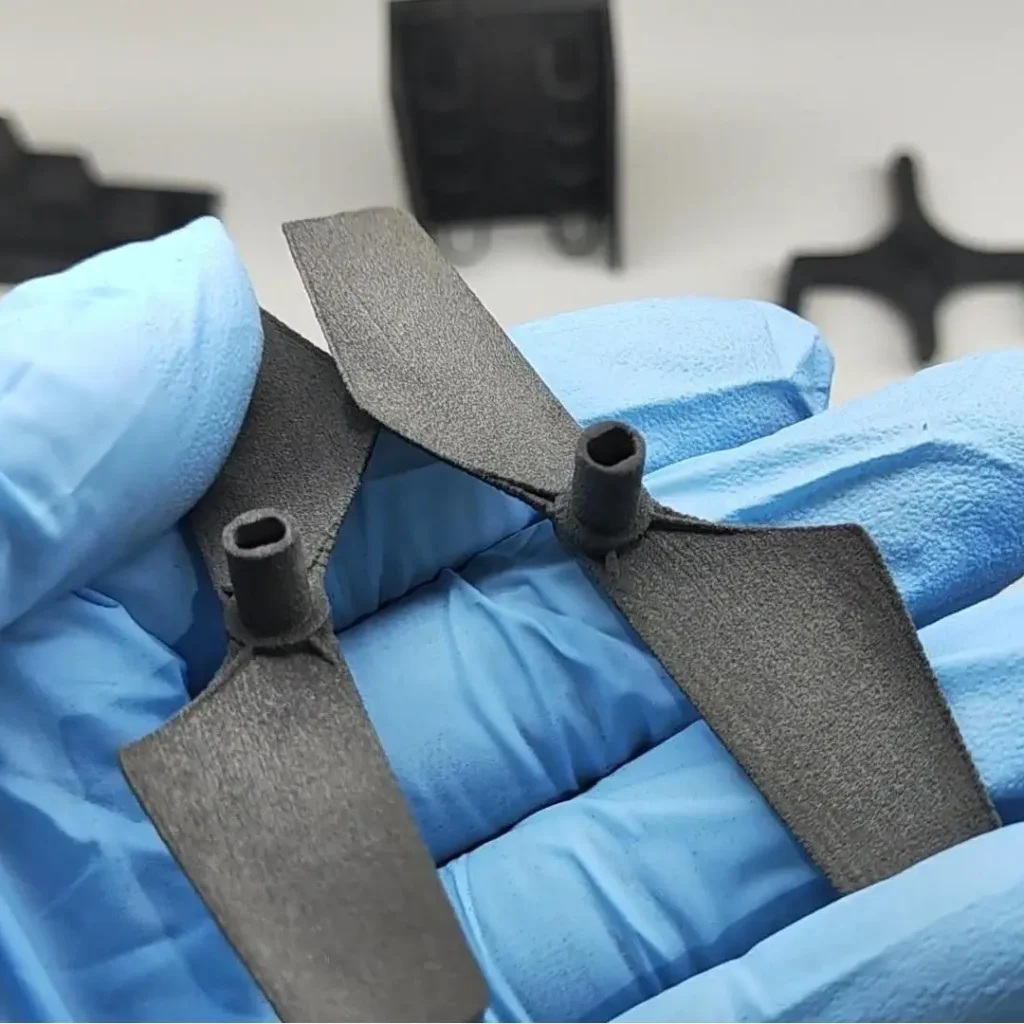
- Applications : Charnières pour l'habitat, prothèses, équipements sportifs, composants de drones et autres applications nécessitant une grande robustesse.
③ Polyamides chargés (matériaux composites) :
Pour améliorer certaines propriétés, les nylons de base peuvent être mélangés à des charges.
- Nylon chargé de verre (PA-GF) : La poudre de nylon est mélangée à des billes de verre. Ce composite offre une rigidité et une résistance thermique nettement supérieures à celles du nylon standard, mais au prix d'une plus grande fragilité. Il est utilisé pour les pièces soumises à des températures ou à des charges élevées, telles que les composants automobiles, l'outillage et les boîtiers.
- Nylon chargé de carbone (PA-CF / Carbonmide) : Infusé de fibres de carbone, ce matériau est extrêmement rigide, solide et léger. Il possède également des propriétés de dissipation électrostatique (ESD). Les applications comprennent les gabarits de haute performance, les fixations, les composants de sport automobile et les effecteurs robotiques.
- Nylon chargé d'aluminium (Alumide) : Mélange de PA 12 et de fines particules d'aluminium. Il permet d'obtenir des pièces d'aspect métallique avec une rigidité et une conductivité thermique accrues. Il est souvent utilisé pour les prototypes visuels nécessitant un aspect métallique, ainsi que pour les outils et montages personnalisés.
2. Polyuréthane thermoplastique (TPU) :
Le TPU est un élastomère souple, semblable au caoutchouc. Il permet au SLS de produire des pièces résistantes et durables qui peuvent se plier et s'étirer.
- Propriétés : Grande résistance à l'abrasion, à la déchirure et à l'élasticité. La dureté Shore peut varier en fonction de la qualité spécifique.
- Applications : Joints, garnitures d'étanchéité, tuyaux flexibles, composants de chaussures, boîtiers de protection et éléments antivibrations.
3. Polypropylène (PP) :
Le polypropylène est un polymère léger et très résistant aux produits chimiques.
- Propriétés : Excellente résistance chimique (en particulier aux acides et aux bases), faible absorption d'humidité, bonne résistance à la fatigue et soudabilité. Il est également biocompatible et peut être stérilisé.
- Applications : Systèmes de fluides, composants automobiles, appareils médicaux et récipients nécessitant une résistance chimique.
4 Polymères à haute performance (PEEK et PEKK) :
Ces matériaux sont à la pointe de la technologie SLS et nécessitent des machines à haute température.
- Polyéther éther cétone (PEEK) et polyéther cétone cétone (PEKK) : Membres de la famille PAEK, ce sont des polymères de haute performance qui présentent une résistance mécanique exceptionnelle, une biocompatibilité et une résistance aux températures extrêmes et aux produits chimiques agressifs. Ils sont souvent utilisés comme alternative légère au métal.
- Applications : Composants aérospatiaux, implants médicaux et pièces industrielles à haute température.

Quelles sont les étapes du processus d'impression SLS ?
Cette section décrit le flux de travail opérationnel de bout en bout, en fournissant une vue pratique du point de vue d'un opérateur ou d'un fournisseur de services.
Étape 1 : Préparation du modèle numérique :
Le processus commence par un modèle CAO 3D finalisé. Ce modèle doit être "étanche" (solide fermé, manifold) et exempt d'erreurs géométriques. Il est ensuite exporté sous forme de fichier STL ou 3MF.
Étape 2 : Mise en place de la construction et imbrication :
Le fichier est chargé dans le logiciel de préparation de l'imprimante. C'est là que deux actions critiques sont effectuées :
- Orientation : La pièce est orientée de manière à optimiser la résistance, l'état de surface et la précision. Par exemple, l'orientation d'une surface plane parallèlement à la plaque de construction permet d'éviter les "marches d'escalier".
- L'emboîtement : La technologie SLS ne nécessitant pas de structures de support, il est possible de regrouper plusieurs pièces en trois dimensions dans le volume de construction. Cette "imbrication" augmente considérablement le débit et réduit le coût par pièce, ce qui rend la technique SLS très efficace pour la production par lots.
Étape 3 : Réglage de la machine et chargement de la poudre :
L'opérateur prépare la machine SLS. Il s'agit de nettoyer la chambre de fabrication de l'impression précédente et de la charger de poudre de polymère. Le taux de rafraîchissement, mélange de poudre fraîche (vierge) et de poudre recyclée provenant du travail d'impression précédent, est un concept clé. Un taux de rafraîchissement typique est de 50%, ce qui signifie que la construction est composée de 50% de poudre vierge et de 50% de poudre recyclée. Cela est essentiel pour la rentabilité et le maintien des propriétés des matériaux.
Étape 4 : Le cycle automatisé d'impression et de refroidissement :
Une fois la construction lancée, le processus est entièrement automatisé. La machine chauffe, dépose et sintérise la poudre couche par couche et lance enfin le long cycle de refroidissement contrôlé. L'ensemble de cette phase peut durer de 12 heures à plus de deux jours, en fonction de la taille et de la densité de la pièce.
Étape 5 : Éclatement et dépouillement :
Une fois le cycle de refroidissement terminé, la chambre de fabrication est ouverte et le bloc de poudre solide (le "gâteau") est déplacé vers une station de démoulage. L'opérateur extrait avec précaution les pièces finies de la poudre non frittée. Il s'agit d'un processus manuel qui peut s'avérer salissant. La poudre environnante est collectée pour être recyclée.
Etape 6 : Le "Media Blasting" (ou "dynamitage") des médias :
Les pièces nouvellement libérées sont encore recouvertes d'une couche de poudre résiduelle. Elles sont placées dans une cabine de microbillage ou de sablage, où un flux à haute pression de matériaux fins (tels que des billes de verre ou des granulés de plastique) est utilisé pour nettoyer toute la poudre restante et créer une finition de surface lisse, uniforme et mate.
Étape 7 : Post-traitement avancé (facultatif) :
Selon l'application, les pièces peuvent subir des étapes de finition supplémentaires telles que la teinture, le lissage à la vapeur, la peinture ou le revêtement afin d'améliorer l'esthétique, la qualité de la surface ou des propriétés fonctionnelles spécifiques.

Quels sont les principaux paramètres qui influent sur la qualité de la SLS ?
La qualité d'une pièce SLS n'est pas le fruit du hasard ; elle est le résultat d'un contrôle minutieux d'un large éventail de paramètres du processus.
1. Paramètres liés aux matériaux :
- Taille et distribution des particules : La taille et la forme des particules de poudre affectent la fluidité de la poudre et la densité d'emballage, ce qui influence à son tour la densité et la finition de surface de la pièce finale.
- Poudre Taux de rafraîchissement : Le rapport entre la poudre vierge et la poudre recyclée. L'utilisation d'une trop grande quantité de poudre recyclée peut entraîner une dégradation des propriétés mécaniques et une mauvaise qualité de surface, car la poudre subit une dégradation thermique à chaque cycle d'impression.
2. Paramètres liés au processus (dans l'imprimante) :
① Paramètres thermiques :
- Température du lit : La température du lit de poudre, maintenue juste en dessous du point de frittage. Si elle est trop basse, elle peut provoquer un gauchissement ("curl"). Si elle est trop élevée, elle peut entraîner un frittage indésirable de la poudre environnante ("croissance").
- Température de la chambre : La température ambiante à l'intérieur de l'enveloppe de construction. Une température stable et uniforme est essentielle pour la cohérence des pièces.
② Paramètres du laser :
- Densité énergétique : Il s'agit du paramètre le plus critique, défini comme la quantité d'énergie laser délivrée par unité de surface. Il est fonction de la puissance du laser, de la vitesse de balayage et de l'espacement entre les balayages.
- Puissance du laser (Watts) : Une puissance plus élevée permet un frittage plus rapide, mais doit être équilibrée pour éviter de surchauffer ou de brûler le matériau.
- Vitesse de numérisation (mm/s) : La vitesse à laquelle le faisceau laser se déplace sur la poudre.
- Distance de balayage (distance de hachurage) : Distance entre les lignes de balayage laser adjacentes. Un espacement plus serré permet d'obtenir une pièce plus dense, mais le temps de construction est plus long.
- Une densité d'énergie optimale assure une fusion complète entre les particules et les couches sans dégrader le polymère.
③ Paramètres de la couche :
- Épaisseur de la couche : La hauteur de chaque couche individuelle, généralement de l'ordre de 0,1 mm (100 microns). Des couches plus fines permettent d'obtenir une meilleure finition de surface et des détails plus fins, notamment sur les surfaces courbes ou angulaires, mais augmentent considérablement le temps d'impression.
3. Construire les paramètres de mise en page :
- Orientation de la partie : La façon dont une pièce est positionnée dans la chambre de fabrication. Cela affecte la qualité de la surface (effet de marche d'escalier sur les surfaces angulaires), les propriétés mécaniques (les pièces sont plus résistantes le long du plan X-Y) et le risque de gauchissement.
- Partie Densité de nidification : Bien que l'imbrication augmente l'efficacité, le fait d'emballer les pièces trop près peut créer des points de chaleur localisés, ce qui risque d'affecter la précision des composants voisins.
Quels sont les avantages de l'impression 3D SLS ?
La SLS est une technologie privilégiée pour de nombreuses applications en raison d'une combinaison unique d'avantages.
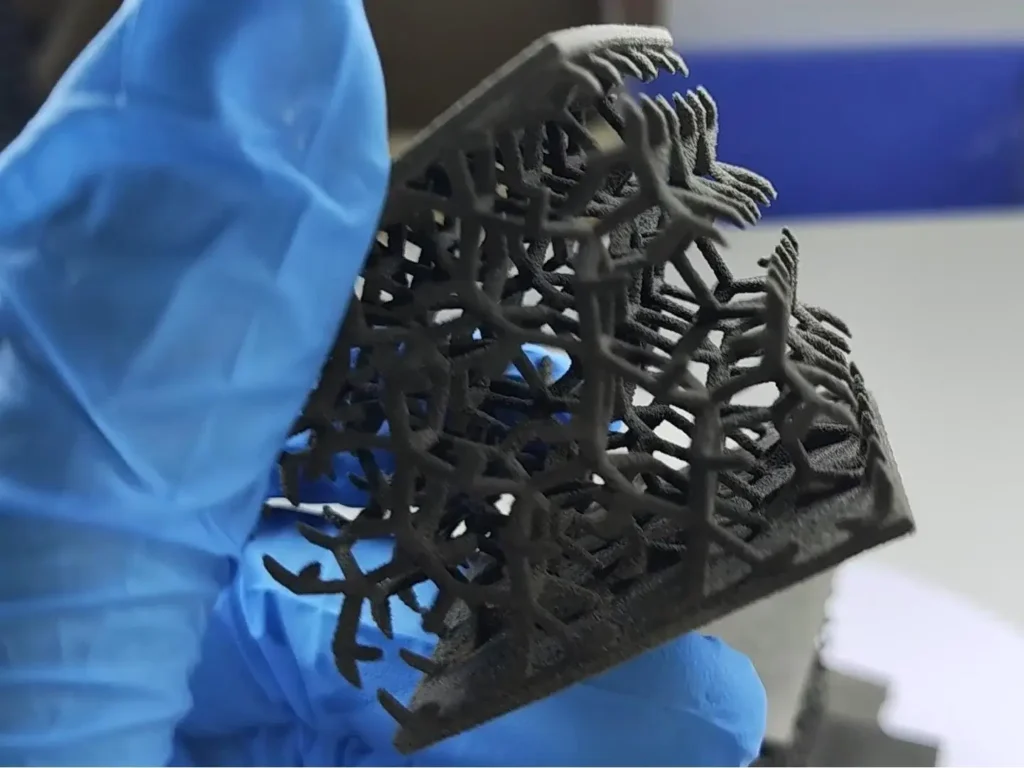
1. Liberté de conception : Pas besoin de structures de soutien :
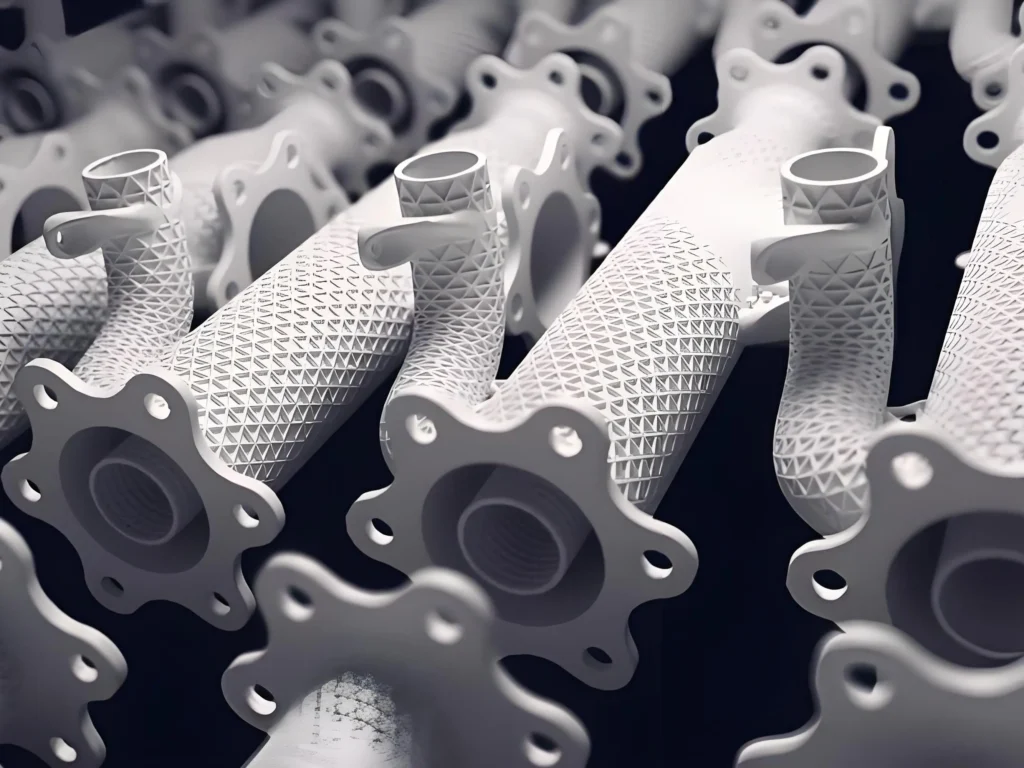
Il s'agit sans doute de l'avantage le plus important de la SLS. La poudre non frittée dans le volume de construction fournit un support complet à la pièce pendant l'impression. Cela permet de créer des géométries extrêmement complexes, y compris des canaux internes, des contre-dépouilles et des structures en treillis complexes, qui sont impossibles ou très difficiles à produire avec d'autres méthodes. Il élimine également l'étape de post-traitement consistant à retirer le support, ce qui permet d'économiser du temps et de la main-d'œuvre.
2. Excellentes propriétés mécaniques :
Les pièces SLS, en particulier celles en nylon, sont connues pour leur résistance, leur rigidité et leur durabilité élevées. Leur comportement est similaire à celui des pièces moulées par injection, ce qui les rend aptes à subir des essais fonctionnels rigoureux et à servir de pièces de production finales. Elles peuvent résister aux chocs, à la chaleur et à l'exposition aux produits chimiques.
3. Productivité élevée et évolutivité :
La possibilité d'imbriquer des dizaines, voire des centaines de pièces en une seule fois rend le SLS très efficace pour les séries de production de faible à moyen volume. Cela permet de maximiser l'utilisation du volume de construction de la machine et de réduire considérablement le coût par pièce par rapport à l'impression de pièces une par une.
4. Géométries complexes et détails compliqués :
L'absence de supports contraignant la conception permet aux ingénieurs de créer des pièces optimisées en termes de performances plutôt qu'en termes de fabrication. Cela inclut des caractéristiques telles que les charnières vivantes, les joints encliquetables et les assemblages consolidés où plusieurs composants sont imprimés en une seule pièce complexe.
5. Bonne variété de matériaux :
SLS propose une gamme de thermoplastiques de qualité technique, des TPU flexibles aux nylons rigides remplis de carbone, en passant par le PEEK haute performance. Cette technologie permet de répondre à un large éventail d'applications dans différentes industries.

Impression 3D SLS personnalisée pour des pièces solides et complexes
Obtenez des pièces durables et détaillées grâce à nos services d'impression 3D par frittage laser sélectif (SLS).

Le guide complet de l'impression 3D par frittage sélectif par laser (SLS)
Quelles sont les limites de la SLS par rapport aux autres méthodes d'impression 3D ?
Malgré ses nombreux atouts, la SLS n'est pas la solution idéale pour toutes les applications. Elle présente plusieurs limites à prendre en compte.
1. Finition de la surface et porosité :
Les pièces SLS ont naturellement une finition de surface mate et granuleuse en raison de la nature des particules de poudre de fusion. La surface est également légèrement poreuse. Bien que cela soit acceptable pour de nombreuses pièces fonctionnelles, les applications exigeant une surface parfaitement lisse et cosmétique nécessiteront un post-traitement important (comme le lissage à la vapeur). Les technologies telles que SLA ou Material Jetting offrent une finition prête à l'emploi beaucoup plus lisse.
2. Coût initial plus élevé :
Les machines SLS représentent un investissement important, coûtant souvent bien plus de $100 000 pour les systèmes de qualité industrielle. Les coûts des matériaux sont également plus élevés que ceux des filaments FDM ou des résines SLA. La barrière à l'entrée est donc plus élevée pour les petites entreprises.
3. Délais d'exécution plus longs :
La durée totale du processus de SLS peut être longue. Cela n'est pas seulement dû au temps d'impression lui-même, mais surtout à la période de refroidissement obligatoire et prolongée, qui peut durer jusqu'à 12-24 heures. La SLS est donc moins adaptée aux prototypes rapides et uniques que la FDM ou la SLA.
4. Complexité de la manutention et du recyclage :
Travailler avec des poudres de polymères fines nécessite un environnement contrôlé et un équipement de protection individuelle. En outre, la gestion du cycle de vie de la poudre - suivi de l'utilisation, calcul des taux de rafraîchissement et tamisage de la poudre recyclée - ajoute à la complexité opérationnelle.
5. Options de couleurs limitées :
Les pièces SLS sont généralement imprimées en une seule couleur, habituellement blanche, grise ou noire, selon le matériau. L'obtention d'une couleur nécessite une étape secondaire de post-traitement telle que la teinture, ce qui augmente le temps et le coût. Des technologies telles que le jet de matière ou le jet de liant offrent des possibilités d'impression en couleur.

Quelles sont les applications courantes de la SLS ?
Les propriétés uniques des pièces SLS ont conduit à leur adoption dans un large éventail d'industries pour des applications exigeantes.
1. Le prototypage :
① Prototypes fonctionnels :
C'est la quintessence de l'application du SLS. Les entreprises utilisent le SLS pour créer des prototypes haute fidélité qui peuvent être soumis à des essais en conditions réelles. Les propriétés mécaniques étant très proches des pièces de production finales, les ingénieurs peuvent tester de manière fiable la forme, l'ajustement et la fonction.
- Exemples : Boîtiers pour l'électronique, assemblages par encliquetage, études ergonomiques et tests de débit d'air dans les conduits.
② Charnières vivantes et boutons-pression :
La durabilité et la flexibilité de matériaux tels que le PA 11 et le PA 12 les rendent parfaits pour le prototypage de modèles comprenant des charnières vivantes ou des fermetures à pression à usage répété.
2. Pièces à usage final et fabrication à faible volume :
Le SLS a dépassé le stade du prototypage et constitue désormais une méthode de fabrication viable. Exemples :
- Aéronautique et automobile : Conduits d'air, supports, composants intérieurs personnalisés et corps de drones. Les propriétés de légèreté et de résistance sont idéales.
- Dispositifs médicaux : Prothèses, orthèses, guides chirurgicaux et boîtiers d'équipement médical sur mesure. De nombreux matériaux SLS sont biocompatibles.
- Robotique et automatisation : Préhenseurs sur mesure (outillage de fin de bras), gabarits, montages et boîtiers pour systèmes robotiques.
- Outillage : Création de gabarits et de montages personnalisés pour les lignes de fabrication afin d'améliorer l'efficacité et la précision.
3. Biens de consommation :
- Exemples : Montures de lunettes haut de gamme sur mesure, étuis de protection pour l'électronique, composants pour articles de sport et produits personnalisés.

Quelles sont les étapes de post-traitement des pièces imprimées par SLS ?
Le post-traitement est une étape obligatoire du flux de travail SLS pour transformer une impression brute en une pièce utilisable.
1. Post-traitement primaire (standard) :
Ces étapes sont effectuées sur presque toutes les pièces SLS.
- Éclatement des pièces et dépouillement : La première étape après le refroidissement consiste à extraire manuellement les pièces du gâteau de poudre non frittée. L'air comprimé est souvent utilisé pour souffler la plus grande partie de la poudre non agglomérée.
- Explosion médiatique : Les pièces sont ensuite placées dans une cabine de sablage. Un flux de média (par exemple, des billes de verre, des billes de plastique ou de l'oxyde d'aluminium) est projeté sur les pièces afin d'éliminer toute poudre fondue restante et de créer une finition de surface uniforme, propre et mate.
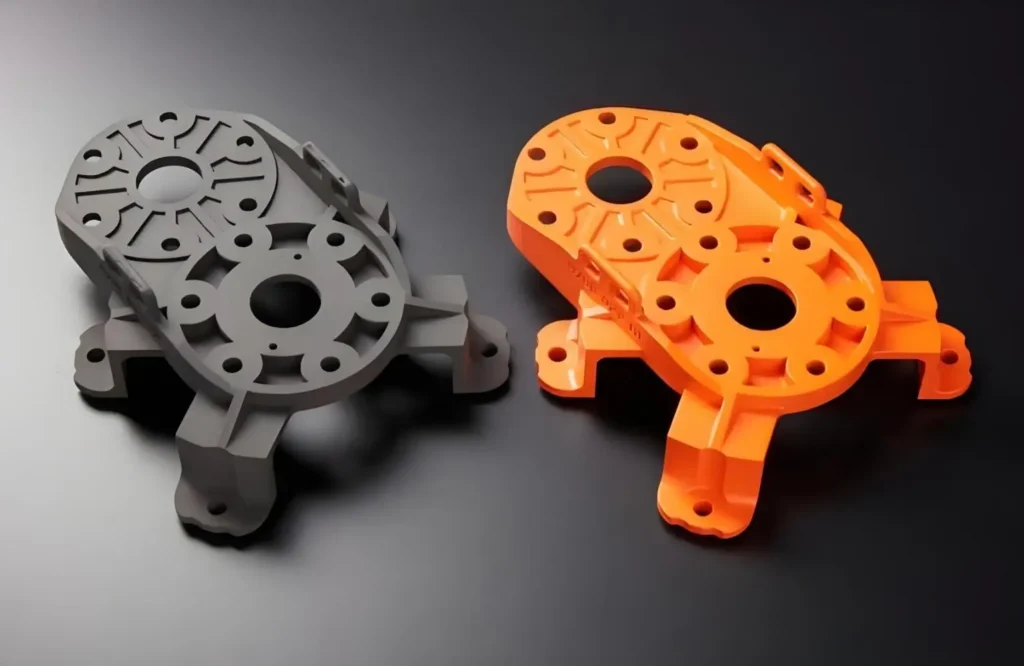
2. Post-traitement secondaire et esthétique (facultatif) :
Ces étapes sont utilisées pour améliorer l'apparence ou la fonction des pièces.
- Teinture : C'est la méthode la plus courante pour ajouter de la couleur. La nature poreuse des pièces SLS leur permet d'absorber très bien la teinture. Les pièces sont immergées dans un bain de teinture chaud, ce qui donne une couleur riche et profonde qui pénètre la surface.
- Lissage chimique des vapeurs : Procédé par lequel les pièces sont exposées à un solvant vaporisé qui fait légèrement fondre et refluer la surface extérieure. La porosité de la pièce est ainsi scellée, ce qui la rend étanche à l'eau et à l'air, et crée une finition lisse et semi-brillante comparable au moulage par injection.
- Tambourinage / Finition vibratoire : Pour les lots de pièces plus petites, elles peuvent être placées dans un tambour avec un support en céramique ou en plastique. L'action vibratoire lisse la surface et arrondit les arêtes vives.
- Peinture et revêtement : Pour obtenir des couleurs spécifiques ou des finitions protectrices, les pièces SLS peuvent être apprêtées et peintes. Des revêtements tels que Cerakote peuvent être appliqués pour améliorer la durabilité et la résistance chimique.

Comment améliorer l'état de surface et la précision dimensionnelle en SLS ?
L'obtention d'une qualité optimale par SLS nécessite une combinaison d'optimisation du pré-traitement, de fonctionnement correct de la machine et de post-traitement.
1. Optimisation de l'état de surface :
① Optimisation du pré-traitement :
- Orientation de la pièce : Évitez l'effet de "marche d'escalier" en orientant les surfaces courbes ou angulaires de manière à ce qu'elles ne forment pas un angle direct de 45 degrés avec la plaque de construction. L'orientation des surfaces critiques vers le haut ou vers le bas donne souvent les meilleurs résultats.
- Épaisseur de couche plus faible : L'utilisation d'une couche plus fine (par exemple, 0,08 mm au lieu de 0,12 mm) réduira la visibilité des lignes de la couche mais augmentera le temps d'impression.
② Solutions de post-traitement :
- Sablage de supports : La méthode standard pour obtenir une finition mate uniforme.
- Lissage à la vapeur : la méthode la plus efficace pour obtenir une surface lisse, semblable à un moule d'injection. C'est le meilleur choix pour les applications nécessitant des surfaces scellées et faciles à nettoyer.
2. Amélioration de la précision dimensionnelle :
① Étalonnage de la machine : Il est essentiel de calibrer régulièrement les paramètres clés de la machine. Il s'agit notamment de régler les facteurs d'échelle X-Y du laser pour compenser toute imprécision systémique et d'ajuster le décalage du faisceau laser.
② Prise en compte du rétrécissement et du gauchissement :
- Gestion thermique : S'assurer que les systèmes de chauffage de la machine fonctionnent correctement pour maintenir un profil de température stable et uniforme. C'est la première ligne de défense contre le gauchissement.
- Orientation des pièces : L'orientation verticale plutôt qu'horizontale des pièces longues et plates peut parfois atténuer le risque de gauchissement.
- Compensation logicielle : Un logiciel avancé peut appliquer des facteurs d'échelle au modèle pour compenser le taux de rétrécissement naturel du matériau pendant le refroidissement.
③ Conception pour la fabrication additive (DfAM) :
- Épaisseur de la paroi : Respectez les directives relatives à l'épaisseur minimale des parois (généralement de 0,8 à 1,0 mm) afin de garantir la robustesse de la pièce et la réussite de l'impression.
- Taille des trous : Les petits trous ont tendance à se rétrécir pendant le frittage. Il est courant de les concevoir légèrement surdimensionnés ou de prévoir de les percer à la dimension finale après l'impression.
- Détails gaufrés/débossés : Veiller à ce que le texte et les détails fins soient suffisamment grands pour être résolus clairement par le laser et ne pas être perdus lors du grenaillage.

Comment le SLS se compare-t-il au SLA, au MJF et au FDM ?
Le choix de la bonne technologie d'impression 3D dépend des exigences spécifiques de votre projet. Voici comment la SLS se positionne par rapport à d'autres méthodes populaires.
1. Tableau de comparaison :
| Fonctionnalité | Frittage sélectif par laser (SLS) | Stéréolithographie (SLA) | Fusion à jets multiples (MJF) | Modélisation par dépôt en fusion (FDM) |
|---|---|---|---|---|
| Technologie | Fusion sur lit de poudre (laser) | Photopolymérisation en cuve (laser/projecteur) | Fusion en lit de poudre (thermique + agents) | Extrusion de matériaux (filament) |
| Matériaux primaires | Nylons (PA11, PA12), TPU, PP | Résines photopolymères (standard, résistantes, flexibles, coulables) | Nylons (PA12, PA11), TPU, PP | Thermoplastiques (PLA, ABS, PETG, PC, Nylon) |
| Précision dimensionnelle | Haut (±0,25 mm) | Très élevé (±0,1 mm) | Haut (±0,25 mm) | Moyenne à faible (±0,5 mm) |
| Finition de la surface | Mat, granuleux, poreux | Très lisse, les lignes d'épaisseur sont à peine visibles | Lisse, légèrement moins granuleux que le SLS | Lignes de couche visibles, rugueuses |
| Productivité/vitesse | Élevée (pièces imbriquées), mais cycles de refroidissement longs. | Moyenne (en fonction de la hauteur et de la section de la pièce). | Très élevé (impression rapide, cycles de refroidissement plus courts que le SLS). | Lent (imprime les pièces une par une). |
| Coût | Coût élevé de la machine, coût moyen de la pièce en raison de l'imbrication. | Coût moyen de la machine, coût faible à moyen des pièces. | Coût élevé de la machine, faible coût des pièces grâce à la vitesse et à l'imbrication. | Faible coût des machines et des matériaux. |
| Principaux points forts | Pas de supports, des pièces fonctionnelles durables, des géométries complexes. | Excellent niveau de détail et de finition de la surface, idéal pour les modèles visuels. | Vitesse élevée, faible coût de production, bonnes propriétés mécaniques. | Faible coût, grande variété de matériaux, facilité d'utilisation. |
| Principales faiblesses | Surface granuleuse, longs délais d'exécution, manipulation de la poudre. | Nécessite des structures de soutien, les pièces peuvent être fragiles, sensibles aux UV. | Matériaux limités, surface granuleuse (bien que meilleure que celle du SLS). | Faibles précision et résolution, lignes de calque visibles, axe Z faible. |
2. SLS vs. SLA :
Choisir SLS pour des prototypes durables et fonctionnels et des pièces d'utilisation finale qui doivent résister aux contraintes mécaniques. Choisissez ALS lorsque vous avez besoin d'une finition de surface exceptionnelle, de détails fins et de précision pour des modèles visuels, des moules ou des modèles.
3. SLS contre MJF :
La SLS et la MJF sont des concurrents directs. Il s'agit dans les deux cas de technologies de fusion sur lit de poudre, idéales pour la production de pièces fonctionnelles en nylon.
- Le CMJ est généralement plus rapide et peut offrir une coût inférieur par pièce dans les scénarios de production, grâce à son processus d'impression thermique et à une gestion plus efficace de la chaleur.
- Le SLS permet souvent d'obtenir une pièce brute légèrement plus "blanche" ou plus brillante. et dispose d'une expérience plus longue avec une gamme potentiellement plus large de matériaux spécialisés disponibles sur certaines plates-formes. La finition de surface des pièces en CMJ est généralement plus fine que celle des pièces fabriquées par SLS.
4. SLS vs. FDM :
Choisir SLS lorsque vous avez besoin de pièces solides, de qualité de production, avec une géométrie complexe que la FDM ne peut pas produire sans structures de support étendues. Choisissez FDM pour les modèles de concept à faible coût, en phase de démarrage, les gabarits simples, ou lorsqu'une grande variété de couleurs et de matériaux (comme le PLA ou le PETG) est nécessaire rapidement et à un prix abordable.

FAQ sur l'impression 3D SLS
Oui. Les pièces SLS, en particulier celles fabriquées en nylon, possèdent d'excellentes propriétés mécaniques, notamment une grande résistance à la traction et aux chocs. Elles constituent l'une des options d'impression 3D de polymères les plus solides et conviennent aux applications fonctionnelles exigeantes et aux pièces d'utilisation finale.
À l'état brut, après sablage, les pièces SLS sont légèrement poreuses et absorbent l'humidité avec le temps. Elles ne sont pas considérées comme étanches. Toutefois, elles peuvent être rendues étanches à l'eau et à l'air par des étapes de post-traitement telles que le lissage chimique à la vapeur ou l'application d'une couche d'époxy.
Le coût est influencé par plusieurs facteurs : le volume de la pièce, le nombre de pièces imbriquées dans une construction, le matériau utilisé et tout post-traitement nécessaire. Bien que l'investissement initial dans la machine soit élevé, le coût par pièce peut être compétitif pour des séries de production de faible à moyen volume grâce à une imbrication efficace et à une main-d'œuvre minimale.
Le taux de rafraîchissement est le pourcentage de poudre fraîche et vierge qui doit être mélangée à de la poudre recyclée et non frittée provenant d'une fabrication précédente pour créer un nouveau lot. Un taux typique est de 50/50. C'est important car la poudre qui reste dans la chambre chauffée se dégrade légèrement et sa réutilisation sans ajout de poudre fraîche entraînerait une mauvaise qualité des pièces. La gestion du taux de rafraîchissement est essentielle pour contrôler les coûts et maintenir des propriétés de matériaux constantes.
Le terme "SLS" est presque exclusivement utilisé pour l'impression de polymères (plastiques). Le procédé équivalent pour les métaux est appelé Frittage direct de métaux par laser (DMLS) ou Fusion sélective par laser (SLM). Bien que le principe sous-jacent de l'utilisation d'un laser pour fusionner la poudre soit similaire, les machines DMLS/SLM utilisent des lasers beaucoup plus puissants et fonctionnent à des températures beaucoup plus élevées dans une atmosphère totalement inerte pour traiter les poudres métalliques comme l'aluminium, le titane et l'acier inoxydable.


Quels sont les types de moules à injection ?
Points clés – Les moules d'injection se déclinent en plusieurs types principaux : à cavité unique, à cavités multiples, familiaux, en pile et surmoulage, chacun étant optimisé pour différents volumes de production et exigences de pièces. – Les moules à cavité unique offrent la

Qu'est-ce que le moulage par injection de pignons en plastique et quels matériaux fonctionnent le mieux ?
Key Takeaways – Ejector pins are the mechanical components that push finished parts out of the mold cavity after cooling, and their design directly impacts part quality and cycle time.

What Causes Injection Molding Warpage and How Can You Fix It?
Key Takeaways – Warpage occurs when differential shrinkage creates internal stresses that bend or twist a molded part after ejection. – The top causes include uneven cooling, inconsistent wall thickness,
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

