 Skip to content
Skip to content 

Introduction
Lorsque vous concevez pièces moulées par injectionLorsque vous moulez des pièces, vous devez tenir compte d'un grand nombre d'éléments qui influeront sur le fonctionnement et l'aspect de votre pièce une fois qu'elle sera terminée. De nombreux problèmes peuvent survenir lors du moulage des pièces, tels que les marques d'enfoncement, les lignes d'écoulement, les déformations, etc. Il est donc très important de comprendre les lignes directrices de la conception des pièces pour le moulage par injection afin d'obtenir d'excellents résultats.

Dans cet article, je vais vous donner les règles ultimes de conception du moulage par injection pour vous aider à fabriquer les meilleures pièces en plastique. Je vous donnerai également quelques détails sur le contrôle des processus, quelques lignes directrices importantes pour la conception des moules et quelques conseils sur la manière d'éviter certains problèmes de conception courants.
Conception du moulage par injection
Le moulage par injection est un procédé qui consiste à faire fondre du plastique et à l'injecter dans un moule pour fabriquer une pièce. La conception du moule et de la pièce que vous fabriquez est très importante pour son bon fonctionnement. Voici quelques raisons pour lesquelles la conception est importante pour le moulage par injection.

Déterminer la complexité de la fabrication
Après avoir examiné la conception, les concepteurs de produits et les ingénieurs peuvent penser à toutes les choses qui pourraient mal se passer lorsqu'ils fabriquent le produit. La conception leur indique ce qu'il faut faire, de sorte qu'ils n'ont pas à deviner ce qu'il faut faire lorsqu'ils fabriquent le produit.
Garantir la faisabilité de la fabrication
Lorsque vous vous lancez dans la conception et la production d'une nouvelle pièce en plastique, vous n'êtes pas certain que la pièce que vous avez conçue pourra être fabriquée. La conception du moulage par injection peut vous aider à déterminer si la façon dont vous essayez de fabriquer la pièce va fonctionner. Vous pouvez savoir si vous aurez des problèmes de fabrication lorsque les pièces resteront coincées dans le moule.

Prévenir les défaillances des pièces
Si vous ne concevez pas votre pièces moulées par injection correctement, ils ne fonctionneront pas correctement. Elles risquent de ne pas faire ce qu'elles sont censées faire en raison de défauts d'injection ou d'autres défaillances mécaniques. Les directives de conception du moulage par injection vous aideront à choisir les bons paramètres de moulage et à éviter les gros problèmes qui feront que vos pièces ne fonctionneront pas.
Considérations relatives à la conception des pièces moulées par injection
Le moulage par injection est un processus complexe qui nécessite une conception minutieuse pour garantir une production réussie. Une fois le processus lancé, les erreurs de conception peuvent entraîner des retards et des dépenses considérables. Il est donc impératif de suivre des lignes directrices appropriées en matière de conception du moulage par injection afin d'éviter ces erreurs. Voici quelques éléments clés à prendre en compte lors de la conception de pièces moulées par injection.

Épaisseur de la paroi de la chambre
C'est l'un des principaux éléments à prendre en compte lors de la conception de pièces moulées par injection. L'épaisseur de la paroi influe sur de nombreux aspects d'une pièce, tels que son aspect, son fonctionnement et son coût. Vous devez donc déterminer la bonne épaisseur de paroi en fonction du fonctionnement de la pièce. Vous devez réfléchir à la tension que la pièce peut supporter et à sa durée de vie pour déterminer la paroi la plus fine que vous puissiez utiliser.
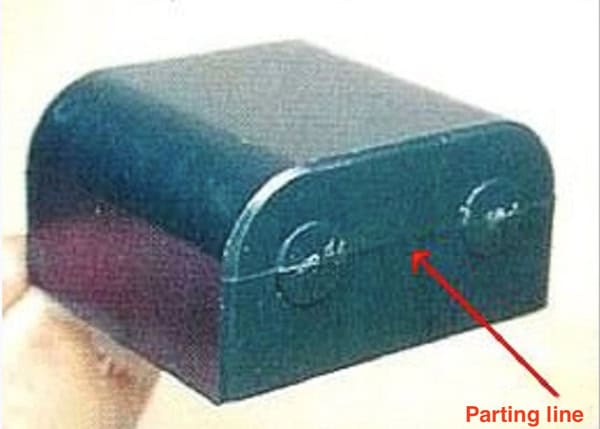
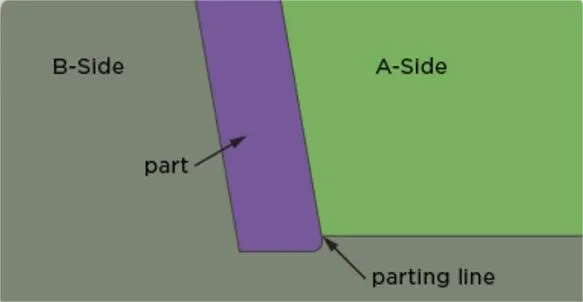
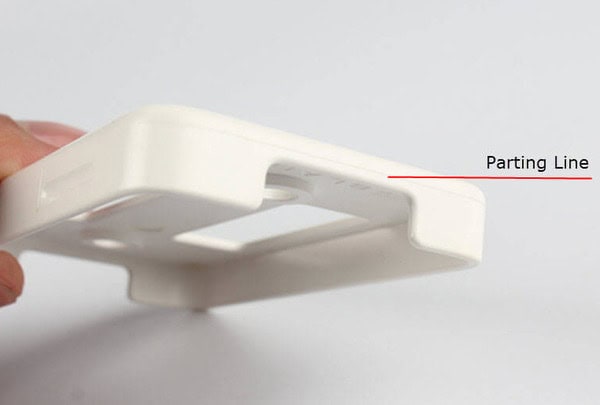
Ligne de séparation
Le plan de joint est l'endroit où les deux moitiés du moule se rejoignent pour former le produit final. Tout décalage ou désalignement dans la conception du plan de joint peut entraîner des défauts de bavure dans la pièce moulée. Il est donc important de concevoir un plan de joint simple et droit pour minimiser ces défauts.
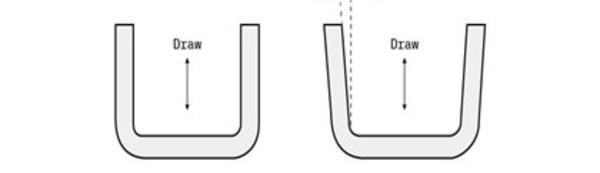
Angle de tirant d'eau
L'angle de dépouille est l'angle de la surface d'une pièce moulée par injection qui permet de la démouler facilement sans l'endommager. L'angle de dépouille requis dépend de facteurs tels que l'épaisseur de la paroi, le retrait du matériau, les besoins de finition après traitement, etc.
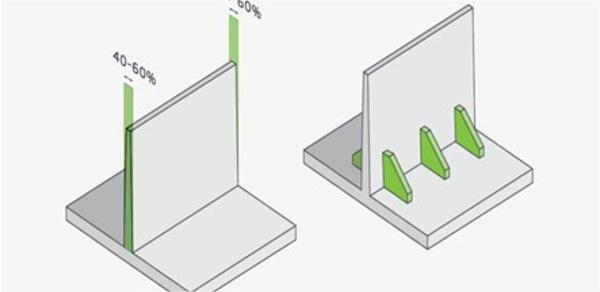
Côtes et patrons
Les nervures sont utilisées pour renforcer les parois d'une pièce lorsque deux parois se rencontrent à un angle de 90 degrés. Elles contribuent à rendre la pièce plus solide et capable de supporter un poids plus important. Les bossages sont des zones surélevées sur une pièce qui sont utilisées pour fixer et aligner d'autres pièces. Ils renforcent également les pièces à des endroits tels que les trous de vis et les fentes.

Emplacement et type de porte
L'opercule dans le moulage par injection est une pièce très importante qui est directement reliée à la pièce en plastique et qui contrôle l'écoulement de la résine plastique fondue dans la cavité. La taille, la forme et l'emplacement de l'obturateur ont un impact important sur le produit fini. Ils influencent la résistance et l'aspect du produit.
Goupilles d'éjection
Il s'agit d'un élément important dans le cadre du moulage par injection. Il aide à pousser la pièce hors du moule une fois qu'elle a suffisamment refroidi. Ils laissent souvent des marques sur la pièce. Il faut donc les concevoir sur un plan perpendiculaire à la direction dans laquelle la broche se déplace.

Contre-dépouilles et fils
Les contre-dépouilles et les filets sont des caractéristiques en retrait ou en surplomb qui rendent la pièce en plastique difficile à extraire du moule en une seule fois. Vous devez vous assurer que la pièce peut être éjectée en une seule fois. Cela vous aidera à maintenir vos coûts de moulage par injection à un niveau bas. Ainsi, lorsque vous concevez pièces moulées par injectionVous voulez éviter les filets et les contre-dépouilles.

Filets
Pour améliorer le moulage par injection, il est préférable d'avoir des caractéristiques arrondies plutôt que des coins et des arêtes vives. Les arêtes vives nécessitent plus de pression pour être remplies, ce qui peut endommager la pièce et provoquer des défauts lors de l'éjection. Les angles internes et externes arrondis facilitent l'écoulement du plastique, ce qui réduit les contraintes et les fissures.

Finitions de surface
Les pièces en plastique peuvent avoir différentes finitions de surface qui affectent leur texture, leur apparence et leur toucher. Le choix de la bonne finition est important pendant la phase de conception car il détermine les outils et les matériaux nécessaires. Les finitions brutes nécessitent plus d'ébauches et affectent la sélection des matériaux. Il peut également être nécessaire de préparer la surface du moule pour obtenir la finition souhaitée. Toute imperfection de la surface du moule apparaîtra sur la pièce moulée.

Sélection des matériaux
Lorsque vous fabriquez des produits par moulage par injection, vous pouvez utiliser différents types de plastique. Chaque type de plastique possède ses propres propriétés physiques et mécaniques. Le type de plastique que vous choisissez influe sur le fonctionnement de votre pièce dans le monde dans lequel vous voulez qu'elle fonctionne. Les principaux éléments à prendre en compte lors du choix d'une matière plastique pour le moulage par injection sont le degré de rétraction de la matière, la qualité de l'ajustement et le coût.

Guide de conception des moules d'injection
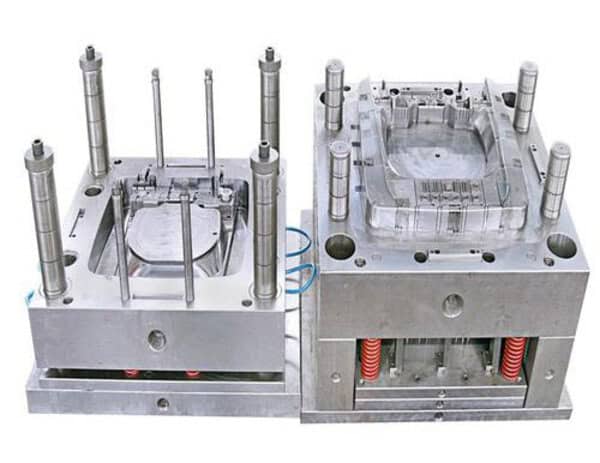
La conception et la production de moules d'injection sont importantes pour la fabrication de pièces en plastique. L'outillage du moule permet de définir la forme de la pièce en plastique prévue. Tous les composants du moule doivent donc être en bon état pour que le moulage par injection se déroule sans heurts.
Disposition du fond de moule et des cavités
Le moule doit être solide et durable, facile à entretenir et facile à démonter et à remonter pour les réparations et l'entretien. L'outillage du moule doit être fabriqué avec précision pour que la cavité et le noyau s'alignent correctement. La disposition de la cavité de la base du moule doit également permettre d'accéder facilement aux inserts de la cavité et du noyau pour l'entretien et les réparations. Cela permet de réduire les défauts et d'améliorer les pièces.

Conception du système de refroidissement
Le système de refroidissement joue un rôle important dans la conception des moules d'injection. Il contrôle la température de la cavité du moule et de la matière plastique. Le refroidissement est important car il permet de solidifier le plastique et de contrôler le retrait.
Conception d'un coureur et d'une porte
Le système de glissières et de portes contrôle le flux de plastique fondu dans la cavité du moule. La porte est l'entrée du plastique dans la cavité, et le système de glissières guide le plastique jusqu'à la porte. La conception du système d'injection et de coulissement influe sur l'efficacité du processus de moulage et sur la qualité du produit fini.
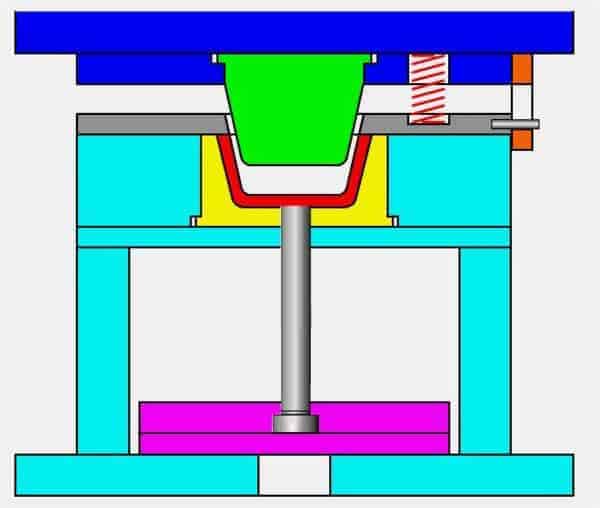
Conception du système d'éjection
Le système d'éjection est ce qui permet à la pièce finie de sortir du moule. Lors de la conception du système d'éjection, vous devez tenir compte de la forme de la pièce, du nombre de contre-dépouilles qu'elle présente et de sa résistance. Pour vous assurer que la pièce n'est pas abîmée lorsque vous la retirez, vous pouvez utiliser des goupilles d'éjection, des manchons ou des systèmes d'éjection hydrauliques.
Matériau du moule et traitement de surface
Le matériau que vous utilisez pour votre moule aura une incidence sur sa durée de vie et sur la qualité de votre pièce finie. Pour obtenir les meilleures performances, le matériau de votre moule doit avoir une température de fusion élevée, une bonne conductivité thermique et une excellente résistance à l'usure. Le choix du bon matériau peut vous aider à réduire le temps de cycle, à prolonger la durée de vie de votre moule et à réduire le risque de défauts des pièces.

Zetar Mold est le meilleur en matière de services de moulage par injection pour améliorer votre processus de moulage et vos pièces moulées. Nous effectuons une analyse DFM complète pour votre projet de moulage par injection afin d'améliorer la conception de votre moule et de vos pièces. Ainsi, vous économisez du temps et de l'argent et vous obtenez un meilleur produit.
Processus de moulage par injection Contrôle de la qualité Pièces en plastique
Moulage par injection est un moyen extrêmement précis et efficace de fabriquer des pièces en plastique. Mais si vous voulez fabriquer de bonnes pièces en plastique, vous devez contrôler le processus de manière très précise.

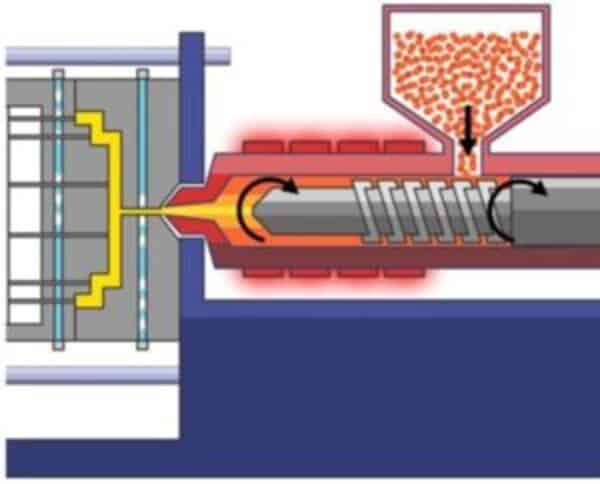
Aperçu du processus de moulage par injection
Le moulage par injection consiste à faire fondre le plastique et à le solidifier sous pression dans un moule pour lui donner une forme. Ce processus se déroule en cycle continu et comporte de nombreuses étapes. Une fois la résine plastique chauffée, la porte s'ouvre lorsque le moule est soumis à la bonne pression. Le plastique fondu est alors injecté dans le moule.
Lorsque la résine en fusion atteint l'extrémité du cylindre, la porte se ferme. Les deux moitiés du moule se ferment alors en même temps et sont maintenues ensemble par la pression de serrage. Après la phase de pression de maintien, la vis se retire et la pièce refroidit dans le moule. Une fois la pièce refroidie, le moule s'ouvre et la goupille ou la plaque d'éjection pousse la pièce vers l'extérieur. La pièce finie est alors prête pour la finition.

Paramètres du processus et optimisation
Le contrôle du processus de moulage par injection implique la surveillance et l'ajustement de plusieurs paramètres pour obtenir les meilleurs résultats. Voici quelques-uns des paramètres clés à prendre en compte :
Pression et vitesse d'injection : ces paramètres déterminent la vitesse à laquelle le plastique fondu remplit la cavité du moule. La pression d'injection doit être suffisamment élevée pour remplir complètement la cavité du moule. Elle ne doit toutefois pas être trop élevée, sous peine de provoquer des bavures ou des déformations de la pièce. Le matériau doit pouvoir remplir la cavité le plus rapidement possible sans se dégrader.
Température d'injection : La température d'injection influe sur l'écoulement du plastique et sur sa viscosité. Le plastique doit être chauffé à son point de fusion et maintenu à une température constante pendant le processus de moulage par injection. Vous pouvez utiliser des thermocouples en différents points de la cavité du moule pour vérifier et contrôler la température.
Pression et temps de maintien : La pression de maintien doit empêcher le matériau de refluer dans le dispositif d'injection. Le temps de maintien doit permettre au plastique de refroidir et de durcir complètement. La durée dépend de l'épaisseur des parois et de la complexité de la pièce.
Temps de refroidissement : Le temps de refroidissement doit être basé sur les propriétés thermiques du matériau et l'épaisseur de la paroi de la pièce. Des thermocouples peuvent également aider à contrôler le temps de refroidissement. Vous pouvez ajuster le temps en modifiant la disposition du canal de refroidissement ou en augmentant sa taille.

L'éjection : Le système d'éjection doit garantir une éjection douce et régulière pour éviter d'endommager la pièce et le moule. La force d'éjection doit également dépendre de la taille et de la complexité de la pièce.
Le contrôle et l'inspection de la qualité sont effectués pour s'assurer que les pièces moulées sont bonnes. Il y a différentes choses que les gens font, comme les études de capacité des processus, les inspections visuelles et dimensionnelles et les essais fonctionnels. Ils vous aident à déterminer ce qui ne va pas et à améliorer la pièce.
Problèmes courants de conception du moulage par injection et solutions

Il arrive que des problèmes surviennent lors de la fabrication de produits par moulage par injection. Ces problèmes peuvent empêcher le produit de fonctionner correctement. Parfois, les problèmes surviennent à cause de la façon dont vous fabriquez l'objet.
Quelques problèmes de conception typiques du moulage par injection et comment les résoudre
Marques d'enfoncement et déformation
Les marques d'évier sont un défaut de moulage par injection qui se manifestent par de petites bosses sur la surface plane de la pièce moulée. Les marques d'enfoncement sont généralement dues au rétrécissement du matériau à l'intérieur de la pièce moulée, qui fait que le matériau s'enfonce de l'extérieur vers l'intérieur.

Causes : Température de la matière fondue ou du moule trop élevée, pression de maintien ou d'injection trop faible, défauts de conception de la structure du moule, temps et pression de maintien ou de refroidissement insuffisants.
Solutions : Refroidissez-le lentement et longuement pour éviter qu'il ne devienne trop stressé. Les parois doivent avoir la même épaisseur pour que le plastique puisse s'écouler dans le moule dans une seule direction. Utilisez suffisamment de pression et de temps pour refroidir la partie proche de l'extérieur de la pièce. Refroidir le moule ou le matériau.

Flash et collage de pièces
On parle de flash, d'éclaboussures ou de bavures lorsqu'un surplus de matériau de moulage apparaît sous la forme d'une fine ligne sur le bord de la pièce. Cela se produit généralement lorsqu'une partie du matériau s'écoule hors de l'endroit où il est censé aller. La bavure est un défaut mineur, mais elle peut devenir un problème majeur si elle perturbe le fonctionnement de votre pièce.

Causes : Mauvaise conception et mauvais contrôle du système d'échappement, force de serrage insuffisante, problèmes de conception du moule et mauvaises conditions de moulage, pression d'injection ou température du moule trop élevées, pas assez d'agent de démoulage, pas assez de temps de refroidissement.
Solutions : Assurez-vous que le canal d'aération est suffisamment grand, appliquez une force de serrage importante sur la plaque, ne laissez pas d'espace, redessinez le moule pour que la matière en fusion s'écoule en douceur et qu'il y ait une bonne ventilation, appliquez le bon agent de démoulage sur le moule, utilisez la bonne pression d'injection, la bonne température du moule et le bon temps de refroidissement pour le matériau que vous utilisez.

Coups de feu courts et traces de brûlures
On parle de "short shots" lorsque le plastique ne remplit pas complètement le moule. Cela signifie que la pièce qui sort du moule n'est pas complète. Les petits tirages sont un problème important car ils donnent à votre pièce une mauvaise apparence et ne fonctionnent pas correctement.

Les marques de brûlure sont des marques noires ou rouillées sur la surface ou le bord de votre pièce moulée. Elles n'affectent généralement pas l'intégrité de la pièce, mais elles deviennent un gros problème lorsqu'elles brûlent la pièce moulée, entraînant sa dégradation.
Causes : Pression d'injection insuffisante, poches d'air emprisonnées qui bloquent la libre circulation du plastique fondu, utilisation de matériaux ayant une viscosité extrêmement élevée, mauvaise conception des systèmes d'injection et de coulée, températures de fusion extrêmement élevées.

Solutions : Élargir les évents ou en ajouter d'autres pour obtenir une meilleure ventilation, utiliser la bonne température du moule pour éviter un refroidissement rapide et incohérent du matériau, ralentir la vitesse d'injection pour réduire le risque d'air emprisonné, augmenter la vitesse et la pression d'injection ou utiliser un substrat plus fin pour un meilleur écoulement.
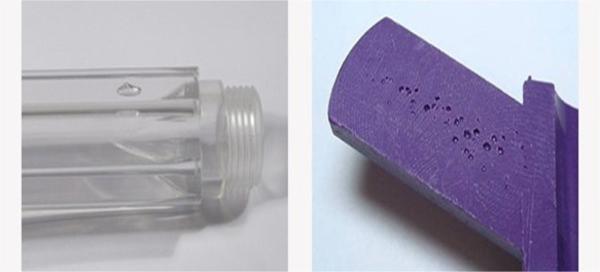
Poches et vides d'air
Les défauts liés aux poches d'air sont parmi les plus graves dans le domaine du moulage par injection. Ils se manifestent par la présence d'air emprisonné ou de bulles dans la pièce moulée. Ces bulles peuvent entraîner des défauts structurels et esthétiques. En outre, si l'air initial dans le moule devient chaud et suffisamment comprimé, il peut exploser et détruire la pièce moulée et le moule.
Causes : Mauvaise ventilation du moule, remplissage inégal de la cavité, compression et inflammation de l'air emprisonné, pression de moulage insuffisante, matériaux susceptibles de présenter des vides en raison de changements importants de densité.
Solutions : Augmenter la température du moule, revoir ou modifier le système de canaux et le positionnement des portes, utiliser des matériaux à faible viscosité pour éviter la formation de bulles, limiter la durée du cycle pour éviter la compression et l'inflammation de l'air emprisonné, augmenter la pression d'injection, évacuer efficacement l'air emprisonné dans la cavité.

Décalage et déviation du plan de joint
On parle de décalage du plan de joint lorsque les deux moitiés du moule ne s'alignent pas correctement. Il en résulte un joint ou un espace visible le long du plan de joint de la pièce moulée. On parle de déflexion lorsque la pièce moulée se déforme pendant le refroidissement. Ces deux défauts peuvent faire en sorte que la pièce ne réponde pas aux spécifications requises. Cela se traduit par une augmentation des rebuts et une diminution de la productivité.
Causes : Force de serrage inégale, changements dans la taille des pièces du moule, pression et température d'injection trop élevées, le moule s'agrandit lorsqu'il devient chaud, pas assez de temps pour que la pièce refroidisse.
Solutions : Veillez à ce que le moule soit bien serré et aligné, maintenez-le à la même température en permanence, utilisez les paramètres de moulage par injection adaptés au matériau et chauffez la pièce après le moulage pour éliminer les tensions.
Comment obtenir des pièces moulées par injection de qualité
Si vous voulez de bonnes pièces en plastique, vous devez travailler avec une bonne entreprise de pièces en plastique. Zetar Mold est une bonne entreprise de pièces en plastique. Nous fabriquons de bonnes pièces en plastique. Nous disposons d'un personnel compétent et de machines performantes. Nous fabriquons de bonnes pièces en plastique qui ont un bel aspect.
Zetar Mold vous propose une variété de matériaux et de services de finition pour améliorer la qualité de vos moules d'injection et de vos pièces en plastique. Nos techniciens expérimentés peuvent vous conseiller sur la manière d'optimiser la conception de votre moule et vous recommander les matériaux et les finitions de surface appropriés pour vos pièces en plastique.

Nous savons que les projets de moulage par injection peuvent être compliqués. C'est pourquoi nous disposons d'un processus de devis simplifié et fournissons des rapports d'analyse DFM pour vous aider à confirmer vos concepts avant de lancer la fabrication.
Notre équipe d'ingénieurs expérimentés peut également vous assister tout au long du processus de fabrication. Soumettez vos fichiers de conception dès aujourd'hui pour obtenir un devis instantané et démarrer votre projet. moulage par injection voyage.

Conclusion
Le moulage par injection est une technologie polyvalente et efficace qui permet de fabriquer des pièces plastiques personnalisées de haute qualité pour un large éventail d'industries. Toutefois, le processus est incomplet si l'on ne suit pas un ensemble de lignes directrices relatives à la conception du moulage par injection. Cela vous permettra de détaillerLearn more about what you need and how to complete the process.

Les règles de conception du moulage par injection présentées dans cet article vous aideront à optimiser votre processus, à assurer une production rentable et à réduire les temps de cycle. Les erreurs de conception sont coûteuses. Contactez Zetar Mold dès aujourd'hui pour la conception de votre moulage par injection. Nous sommes prêts à vous aider à obtenir de meilleurs résultats.







