 Skip to content
Skip to content 

Le moulage par injection est un procédé utilisé pour fabriquer des pièces en plastique. Bien qu'il s'agisse d'un processus relativement simple, certains pièges courants peuvent survenir.
Cet article de blog présentera les moulage par injection les défauts du processus et la manière de les prévenir.
Un des défauts du moulage par injection : Cold Slug
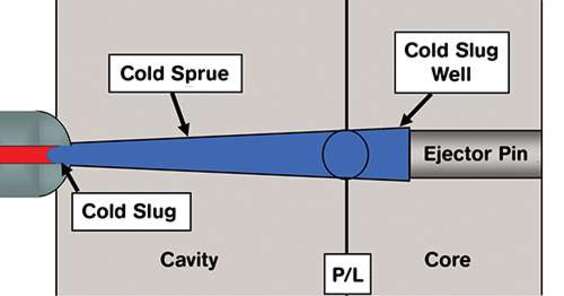
Limace froide
Apparence: Cela signifie qu'il y a un morceau de matériau froid collé à la surface près de la tête du matériau. La tête froide entraînera des traces sur la surface des produits, ce qui réduira sérieusement les propriétés mécaniques des produits.

Raisons physiques
Les têtes froides apparaissent souvent lorsque la matière fondue peut être refroidie près d'une buse de machine ou d'un canal chaud.
Des défauts peuvent apparaître dans cette zone car la matière fondue injectée en premier s'accumule toujours près de la grille.
Il est dû à un contrôle déraisonnable de la température autour de la buse de la machine ou de la buse du canal chaud.
Les raisons liées aux paramètres de traitement et aux mesures d'amélioration sont indiquées ci-dessous :
Si la température du canal chaud est trop basse, augmenter la température du canal chaud.
La température de la buse est trop basse. Mesurer la température de la buse, augmenter la température de la buse et réduire la surface de contact de la buse.
Les raisons liées à la conception et aux mesures d'amélioration sont indiquées ci-dessous :
La section de la buse est trop petite pour être augmentée.
Une mauvaise géométrie de l'obturateur modifie la géométrie de l'obturateur et laisse la tête froide dans le passage.
Une mauvaise géométrie du canal chaud modifie la géométrie de la buse du canal chaud.
Défauts du moulage par injection deux : Gramophone Rippie
Gramophone Rippie
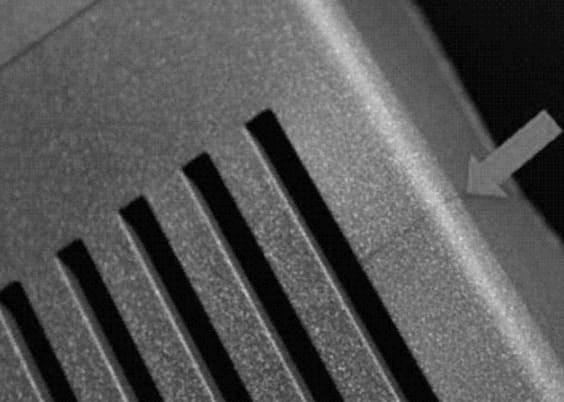
Des rainures profondes peuvent être observées tout au long de la direction du flux de matériau, même jusqu'à l'extrémité du passage du flux.
Ce phénomène se produit lors de la fabrication de produits composés de matériaux très visqueux (illiquides) et de parois épaisses, où les rainures ressemblent à celles d'un disque. Il est très clair sur les produits en PC, mais il est plus important sur les produits en ABS et est de couleur grise.

Raisons physiques
Si, au cours de moulage par injectionSi, en particulier à faible vitesse d'injection, la matière fondue en contact avec la surface du moule se condense trop rapidement et que la résistance à l'écoulement est trop élevée, une distorsion se produit au niveau de la partie frontale du fluide. Le matériau extérieur solidifié n'entre pas complètement en contact avec la paroi de la cavité et prend une forme ondulée. Le matériau ondulé gèle et la pression de maintien ne l'aplatit plus.
Les raisons liées aux paramètres de traitement et aux mesures d'amélioration sont indiquées ci-dessous :
La vitesse d'injection est trop faible : augmenter la vitesse d'injection
Si la température de fusion est trop basse : augmenter la température du tonneau et augmenter la contre-pression de la vis.
Augmenter la température du moule : si la température de la surface du moule est trop basse
Si la pression est trop faible, augmenter la pression
Les raisons liées à la conception et aux mesures d'amélioration sont indiquées ci-dessous :
1. La section de la porte est trop petite pour augmenter la section de la porte, raccourcir la porte
2. Le trou de la buse est trop petit pour augmenter le trou de la buse

Défauts du moulage par injection trois : Lignes de soudure
Lignes de soudure
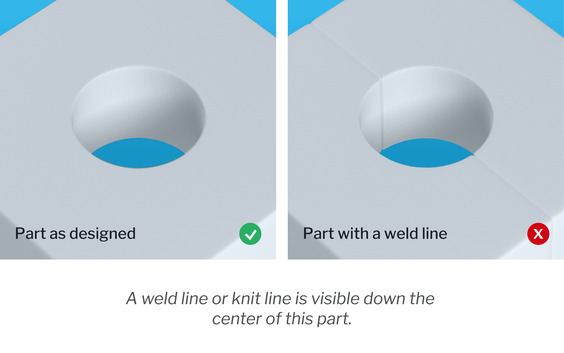
Dans le mode de remplissage, le joint de fusion fait référence à une ligne où les extrémités avant de chaque fluide se rencontrent. Lorsque le moule présente une surface très polie, le joint de fusion sur le produit ressemble à une rayure ou à une rainure, en particulier sur les produits foncés ou transparents. La position du joint de fusion est toujours dans le sens de l'écoulement du matériau.
Raisons physiques
Les joints de fusion sont formés là où les flux de matière en fusion bifurquent et sont assemblés, généralement autour du noyau du flux de matière en fusion ou par l'utilisation de plusieurs tiges de coulée.
Là où les courants se rejoignent, la surface forme des joints de fusion et des lignes de courant. Plus le noyau autour de la matière fondue est grand ou plus le chemin de roulement entre les portes est long, plus le joint de fusion formé est évident. Les petits joints de fusion n'affectent pas la résistance du produit.
Toutefois, lorsque le processus de fabrication est très long ou que la température et la pression sont insuffisantes, un mauvais remplissage se traduira par des rainures visibles.
La principale raison est le point faible causé par la fusion inégale de l'extrémité avant du fluide. Des taches peuvent apparaître à l'endroit où le pigment est ajouté au polymère, en raison d'une différence d'orientation marquée. Le nombre et l'emplacement des portes déterminent le nombre et l'emplacement des joints de fusion. Plus l'angle de rencontre du front du fluide est faible, plus le joint de fusion est évident.
Dans la plupart des cas, il n'est pas possible d'éviter complètement les joints de fusion ou les lignes d'écoulement pendant la mise en service du processus. Ce que l'on peut faire, c'est réduire leur luminosité ou les déplacer vers un endroit peu visible ou complètement invisible.
Les raisons liées aux paramètres de traitement et aux mesures d'amélioration sont indiquées ci-dessous :
1. La vitesse d'injection est trop faible. Augmenter la vitesse d'injection
2. Si la température de fusion est trop basse, augmenter la température du tonneau.
3. Si la température de la surface du moule est trop basse, augmentez la température du moule.
4. Si la pression est trop faible, augmenter la pression et commuter la pression dès que possible.
Les raisons liées à la conception et aux mesures d'amélioration sont indiquées ci-dessous :
1. L'emplacement du portail n'est pas raisonnable, il faut le déplacer et l'installer à un endroit invisible.
2. Il n'y a pas d'orifice d'évacuation dans le passage du matériau. La taille de l'orifice d'évacuation doit être conforme aux caractéristiques du matériau.
Défauts du moulage par injection quatre : Traits d'humidité
Traits d'humidité
Le filigrane de surface est un long fil d'argent placé à la surface du produit. Le filigrane s'ouvre dans le sens de l'écoulement du produit. Lorsque le produit n'est pas rempli, l'extrémité avant du produit est rugueuse.

Raisons physiques
Certains plastiques tels que le PA, l'ABS, le PMMA, le SAN et le PBT absorbent facilement l'eau. Si le plastique n'est pas bien stocké, l'humidité peut pénétrer dans les particules ou adhérer à la surface. Lorsque les particules fondent, l'humidité se transforme en vapeur et forme des bulles. Pendant moulage par injection ces bulles sont exposées à la surface du front fluide, éclatent et produisent des motifs irréguliers.
Les raisons liées aux paramètres de traitement et aux mesures d'amélioration sont indiquées ci-dessous :
L'humidité résiduelle des particules est trop élevée pour permettre de vérifier les conditions de stockage des particules, de réduire la durée de séjour des particules dans la trémie et d'assurer un pré-séchage suffisant du matériau.

Défauts du moulage par injection cinq : Ces stries de couleur
Traits de couleur
Le déséquilibre apparent des couleurs est le fait que la couleur de la surface du produit n'est pas la même ; elle peut être proche de la tête et éloignée, parfois dans l'arête vive de la zone d'écoulement du matériau.

Raisons physiques
La couleur inégale est causée par la distribution inégale des pigments, en particulier lors de l'ajout de couleur par le biais d'un mélange maître, d'un toner ou d'une couleur liquide.
Lorsque la température est inférieure à la température de traitement recommandée, le maître de la couleur ne peut pas être complètement homogénéisé. Lorsque la température de moulage est trop élevée ou que le temps de séjour dans le fût est trop long, il est facile de provoquer la dégradation thermique du pigment ou du plastique, ce qui se traduit par une couleur inégale.
Lorsque le matériau est plastifié ou homogénéisé à la bonne température, s'il est injecté trop rapidement à travers la section transversale de la tête, la chaleur de friction peut entraîner une dégradation du pigment et un changement de couleur.
En général, lors de l'utilisation d'un mélange maître de couleurs, il est nécessaire de s'assurer de la compatibilité des propriétés chimiques et physiques du pigment et de la résine à colorer par sa solution.
Les raisons liées aux paramètres de traitement et aux mesures d'amélioration sont indiquées ci-dessous :
1. Le matériau n'est pas mélangé de façon homogène, ce qui réduit la vitesse de la vis ; augmentation de la température du tonneau et de la contre-pression de la vis.
2. Si la température de fusion est trop basse, augmenter la température du tonneau et réduire la pression.
3. La contre-pression de la vis est trop faible pour augmenter la contre-pression de la vis.
4. La vitesse de la vis est trop élevée, réduire la vitesse de la vis.
Les raisons liées à la conception et aux mesures d'amélioration sont indiquées ci-dessous :
1. Si la course de la vis est trop longue, il convient d'utiliser un vérin de grand diamètre ou de comparaison à long diamètre.
2. Le cylindre ayant un grand diamètre ou un grand rapport longueur-diamètre doit être utilisé en raison du court temps de séjour de la matière fondue dans le cylindre.
3. Si la vis L : D est trop basse, utiliser le canon de grand diamètre.
4. Le taux de compression de la vis est faible, la vis à taux de compression élevé.
5. Pas de coupe et sections mixtes fournir une coupe et/ou des sections mixtes.
Défauts du moulage par injection six : Traits carbonisés
Traits carbonisés
La surface du produit apparent présente des stries très sombres d'argent et de brun clair.

Raisons physiques
Les marques sombres brûlées sont dues à une dégradation thermique excessive de la matière fondue. Les marques brun pâle sont dues à l'oxydation ou à la décomposition de la matière fondue. Les lignes argentées sont généralement dues au frottement de la vis, de la bague de contrôle, de la buse, de la tête du matériau, d'une section étroite ou d'une zone à arêtes vives dans le produit.
En général, une dégradation ou une décomposition importante des matières plastiques se produit lorsque la machine est arrêtée et que le tonneau continue d'être chauffé.
Si les rayures ne sont observées qu'à proximité de la tête, la cause n'est pas seulement une mauvaise optimisation du contrôle de la température du canal chaud, mais aussi la buse de la machine.
Même si la température de la matière fondue est légèrement plus élevée, le temps résiduel de la matière fondue dans le tonneau est relativement long, ce qui entraîne une baisse des propriétés mécaniques du produit.
En raison de la réaction en chaîne de dégradation causée par le mouvement thermique des molécules, la fluidité de la matière fondue augmente, de sorte que le phénomène de débordement du moule se produit inévitablement. Il convient d'être particulièrement prudent avec les moules d'injection.
Les raisons liées aux paramètres de traitement et aux mesures d'amélioration sont indiquées ci-dessous :
1. Si la température de fusion est trop élevée, réduire la température du tonneau.
2. Si la température du canal chaud est trop élevée pour vérifier la température du canal chaud, réduire la température du canal chaud.
3. Le tonneau de petit diamètre est utilisé lorsque la matière en fusion reste trop longtemps dans le tonneau.
4. La vitesse d'injection est trop élevée pour réduire la vitesse d'injection : injection multi-étapes : rapide-lente.
Défauts dans le moulage par injection : Fibres de verre
Fibres de verre
La surface de l'eau en fusion produits de moulage par injection de plastique avec la fibre de verre présente une variété de défauts : gris, rugueux, certains points métalliques brillants, et d'autres caractéristiques évidentes, en particulier la partie convexe de la zone d'écoulement du matériau, la convergence des fluides près de la ligne de jonction.

Raisons physiques
Si la température d'injection est trop basse et la température du moule trop basse, le matériau contenant la fibre de verre a tendance à se condenser trop rapidement sur la surface du moule, après quoi la fibre de verre n'est plus incorporée dans la matière fondue.
Lorsque deux lignes frontales de flux de matériau se rencontrent, l'orientation de la fibre de verre se fait dans le sens de chaque flux fin, ce qui donne un matériau de surface irrégulier à l'intersection, d'où la formation de joints ou de lignes de flux.
Ces phénomènes sont plus évidents lorsque la matière fondue dans le tonneau n'est pas complètement mélangée, par exemple lorsque la course de la vis est trop longue, ce qui entraîne un mélange inégal de la matière fondue qui est également injectée.
Les raisons liées aux paramètres de traitement et aux mesures d'amélioration sont indiquées ci-dessous :
1. La vitesse d'injection est trop faible pour augmenter la vitesse d'injection : envisager l'injection en plusieurs étapes : lente d'abord et rapide ensuite.
2. La température du moule est trop basse pour augmenter la température du moule.
3. Si la température de fusion est trop basse, augmenter la température du tonneau et réduire la pression.
4. Le changement de température de la matière fondue est élevé, par exemple la matière fondue n'est pas uniforme ; augmenter la contre-pression de la vis ; réduire la vitesse de la vis ; utiliser un cylindre plus long pour raccourcir la course.
Défauts du moulage par injection huit : Débordement (Flash)
Débordement (Flash)
Un mince rebord apparaît autour de l'évidement, le long du plan de joint ou sur la surface d'étanchéité de la matrice.

Raisons physiques
Dans la plupart des cas, le débordement se produit parce que la force de serrage de la machine est insuffisante pour verrouiller et sceller le moule le long du plan de joint pendant l'injection et le maintien de la pression. Si la pression est élevée dans la cavité, la déformation du moule à cet endroit peut entraîner un débordement du moule.
Lorsque la température de moulage et la vitesse d'injection sont élevées, la matière fondue peut encore s'écouler complètement à l'extrémité du canal d'écoulement ; si la touche n'est pas verrouillée, elle produira un bord de débordement.
Si un débordement est constaté en un seul point du moule, cela indique un défaut dans le moule lui-même : le moule n'est pas complètement étanche à cet endroit. Cas typique de débordement : le débordement local est dû à des défauts du moule, et la propagation à l'ensemble de l'environnement est due à une force de serrage insuffisante.
Il faut faire attention ! Pour éviter les débordements, il faut être prudent lors de l'augmentation de la force de serrage, car une force de serrage excessive risque d'endommager le moule.
Il est recommandé d'identifier soigneusement la véritable cause du débordement. Avant d'utiliser un moule multi-empreintes, il est conseillé de préparer des données d'analyse du moule afin d'apporter une réponse correcte à toutes les questions.
Les raisons liées aux paramètres de traitement et aux mesures d'amélioration sont indiquées ci-dessous :
1. la force de serrage n'est pas suffisante pour augmenter la force de serrage
2. La vitesse d'injection est trop rapide pour réduire la vitesse d'injection : injection multi-étapes : rapide - lente
3. le pressostat tardif et le pressostat un peu plus précoce
4. La température de la matière fondue est trop élevée pour réduire la température du tonneau.
5. La température de la paroi du moule est trop élevée pour réduire la température de la paroi du moule
6. La pression est trop élevée pour réduire la pression
Les raisons liées à la conception et aux mesures d'amélioration sont indiquées ci-dessous :
1. la résistance de la cavité du moule n'est pas suffisante pour augmenter la résistance du moule
2. le moule n'est pas suffisamment étanche au niveau du plan de joint ou de l'arête convexe pour que le moule soit redessiné
Défauts dans le moulage par injection : Rétrécissement (marques d'affaissement)
Rétrécissement (marques d'affaissement)
La zone d'accumulation des matériaux à la surface de l'appareil présente des bosses. pièces moulées par injection de plastique. L'eau de retrait se produit principalement dans les pièces en plastique dont la paroi est épaisse ou dont l'épaisseur uniforme varie.

Raisons physiques
Lorsque le produit est refroidi, une contraction (réduction du volume, rétrécissement) se produit, et c'est à ce moment-là que la couche extérieure de la paroi du moule gèle en premier, formant une contrainte interne au centre du produit.
Si la contrainte est trop élevée, elle peut entraîner une déformation plastique de la couche externe, c'est-à-dire un affaissement de la couche externe vers l'intérieur.
Si le retrait se produit et que la déformation de la paroi extérieure n'est pas stabilisée (parce qu'il n'y a pas de refroidissement) et que le maintien de la pression n'est pas reconstitué dans la filière, un tassement se formera entre la paroi de la filière et la couche extérieure solidifiée du produit.
Ces dépressions sont généralement appelées contractions. Si le produit a une section épaisse, une telle contraction peut également se produire après le démoulage. Cela s'explique par le fait qu'il y a encore de la chaleur à l'intérieur et qu'elle va traverser la couche extérieure et la chauffer. La contrainte de traction dans le produit fait que la couche externe chaude se tasse vers l'intérieur, se contractant ainsi.
Les raisons liées aux paramètres de traitement et aux mesures d'amélioration sont indiquées ci-dessous :
1. La pression est trop faible pour être augmentée
2. Le temps de maintien est trop court prolonger le temps de maintien
3. La température de la paroi du moule est trop élevée réduire la température de la paroi du moule
4. La température de fusion est trop élevée pour réduire la température de fusion, réduire la température du tonneau
Les raisons liées à la conception et aux mesures d'amélioration sont indiquées ci-dessous :
1. La section de la tête est trop petite pour augmenter la section de la tête
2. La tête de matériau est trop longue raccourcir la tête de matériau
3. Le trou de la buse est trop petit pour augmenter l'ouverture de la buse
4. La tête de matériau est positionnée dans la paroi épaisse au niveau de la paroi mince.
5. Accumulation excessive de matériaux pour éviter l'accumulation de matériaux
6. La section paroi/barre n'est pas raisonnable afin d'obtenir un rapport paroi/barre plus raisonnable.

Défauts dans le moulage par injection : Coup court
Coup court
Aspect : La cavité n'est pas remplie, elle est principalement éloignée de la tête ou la surface de la paroi est mince.

Raisons physiques
La pression d'injection et/ou le taux d'injection de la matière fondue sont trop faibles et la matière fondue se refroidit à la fin de la longueur d'écoulement. C'est généralement le cas lorsque des matériaux à haute viscosité sont injectés à des températures basses de la matière fondue et du moule. Cela peut également se produire lorsqu'une pression élevée est nécessaire mais que les paramètres de maintien de la pression sont disproportionnés.
Lorsqu'une pression d'injection élevée est nécessaire, le maintien de la pression doit être augmenté proportionnellement : normalement, le maintien de la pression doit être d'environ 50% de la pression d'injection, mais si une pression d'injection élevée est utilisée, le maintien de la pression doit être de 70%~80%.
Si les résultats non satisfaisants moulé par injection se trouve près de la tête, on peut interpréter que le front du fluide est bloqué à ces endroits et que les zones les plus épaisses sont remplies en premier. Ainsi, lorsque la cavité est presque remplie, la matière fondue au niveau de la paroi mince s'est condensée et il y a une petite quantité d'écoulement au centre du fluide, ce qui entraîne une injection insuffisante.
Les raisons liées aux paramètres de traitement et aux mesures d'amélioration sont indiquées ci-dessous :
1. Augmenter la pression d'injection si la pression d'injection est trop faible
2. La vitesse d'injection est trop faible. Augmenter la vitesse d'injection
3. la pression est trop faible pour être augmentée
4. L'interrupteur de maintien de la pression retarde trop tôt le passage de l'injection au maintien de la pression.
5. Si la température de fusion est trop basse, augmenter la température du tonneau et réduire la pression.
6. Le temps de maintien est trop court prolonger le temps de maintien
Les raisons liées à la conception et aux mesures d'amélioration sont indiquées ci-dessous :
1. La section du chemin de roulement/de la tête est trop petite pour augmenter la section du chemin de roulement/de la tête.
2. Un échappement insuffisant du moule améliore la propriété d'échappement du moule
3. Le trou de la buse est trop petit pour augmenter l'ouverture de la buse
4. L'épaisseur de la paroi mince n'est pas suffisante pour augmenter l'épaisseur de la section.

Défauts de moulage par injection onze : Les pages de guerre
Les pages de guerre
La forme de la pièce apparente tourne ou se tord après le démoulage de la pièce ou pendant un certain temps. Typiquement, la partie plate du produit est ondulée et le bord droit se plie ou se tord vers l'intérieur ou l'extérieur.

Raisons physiques
Produit - en raison de ses propriétés - la chaîne moléculaire congelée se déplace à l'intérieur sous l'effet de la contrainte. Lors du démoulage, en fonction de la forme des différents produits, la contrainte entraînera souvent différents degrés de déformation.
La contrainte interne fait que le produit se rétracte de manière inégale, que les petites particules se déplacent, que le refroidissement des particules n'est pas équilibré ou que la pression dans les particules est excessive.
En particulier, les produits fabriqués à partir de matériaux partiellement cristallins, tels que le PE, le PP et le POM, sont plus susceptibles de rétrécir et de se déformer que les matériaux amorphes tels que le PS, l'ABS, le PMMA et le PC.
Les raisons liées aux paramètres de traitement et aux mesures d'amélioration sont indiquées ci-dessous :
1. La pression à l'intérieur du moule est trop élevée pour réduire la pression, le pressostat à l'avance
2. La température du moule est trop basse pour augmenter la température du moule
3. Front du fluide, viscosité trop faible pour augmenter la vitesse d'injection
4. Si la température de fusion est trop basse, augmenter la température du tonneau et réduire la pression.
Les raisons liées à la conception et aux mesures d'amélioration sont indiquées ci-dessous :
1. La température du moule n'est pas stable pour assurer l'équilibre entre le refroidissement et le chauffage des agents de démoulage.
2. Épaisseur irrégulière de la section en fonction des caractéristiques de la résine ; redéfinition de la taille de la forme du produit.

Défauts de moulage par injection de la douzième : Blanc supérieur (marques d'éjection)
Blanc supérieur (marques d'éjection)
Apparences Le blanchiment des contraintes et l'élévation des contraintes sont observés sur le côté du produit qui fait face à la buse, c'est-à-dire là où se trouve la tige d'éjection sur le côté éjecteur du moule.

Physique raisons
Si la force de libération nécessaire est trop élevée ou si la surface de la barre d'éjection est relativement petite, la pression superficielle sera élevée et une déformation se produira, entraînant finalement un blanchiment de la zone d'éjection.
Les causes et les mesures d'amélioration liées aux paramètres de traitement sont présentées ci-dessous :
1. Si la pression de maintien est trop élevée Réduire la pression de maintien
2. Si le temps d'attente est trop long, raccourcir le temps d'attente.
3. le commutateur de temps de maintien est trop tardif pour que la pression de maintien puisse être commutée à l'avance
4. Le temps de refroidissement est trop court Prolonger le temps de refroidissement
Les raisons liées à la conception et les mesures d'amélioration sont énumérées ci-dessous :
1. Pente de démoulage insuffisante Sélectionner la pente de démoulage conformément aux spécifications.
2. Surface rugueuse dans le sens du démoulage Polissage du moule dans le sens du démoulage
3. Vide formé du côté de l'éjecteur Soupape d'air installée dans le noyau
Résumé
Les défauts dans le moulage par injection peuvent être coûteux et longs à dépanner et à corriger. En comprenant les défauts les plus courants, vous pouvez prendre des précautions pour les éviter à l'avance.
Nous espérons que cet article a été utile en décrivant certains des problèmes de santé les plus courants. moulage par injection des défauts. Si vous avez des questions ou si vous souhaitez obtenir plus d'informations sur la manière de prévenir ces problèmes, vous pouvez contacter ZetarMold.







