

– Thermoforming is ideal for large parts, lower production volumes, and rapid prototyping due to lower tooling costs.
– Injection molding is superior for high-volume production, complex geometries requiring tight tolerances, and parts needing variable wall thickness.
– The break-even point between the two processes typically lies between 3,000 to 5,000 units, depending on part size and complexity.
– While injection molding has higher upfront Non-Recurring Engineering (NRE) costs, it offers a significantly lower price per unit at scale.
What Are the Fundamental Differences Between Thermoforming and Injection Molding?
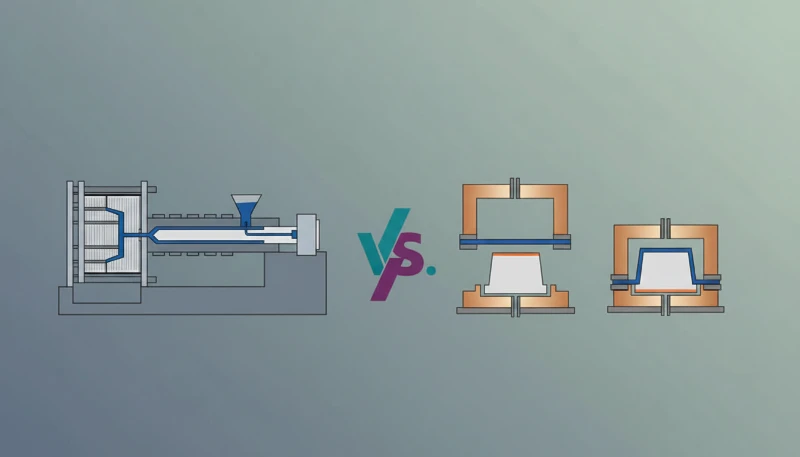
To make an informed decision on plastic manufacturing processes1, one must first understand the mechanics of each technology. Both rely on heat and pressure to shape thermoplastics, but the methodology and state of the material differ fundamentally.
Thermoformage is a manufacturing process where a plastic sheet is heated to a pliable forming temperature, formed to a specific shape in a mold, and trimmed to create a usable product. The sheet, or "film" when referring to thinner gauges and certain material types, is heated in an oven to a high-enough temperature that it can be stretched into or onto a mold and cooled to a finished shape. Formage sous vide, a common subset of thermoforming, uses suction to force the heated plastic against the mold surface.
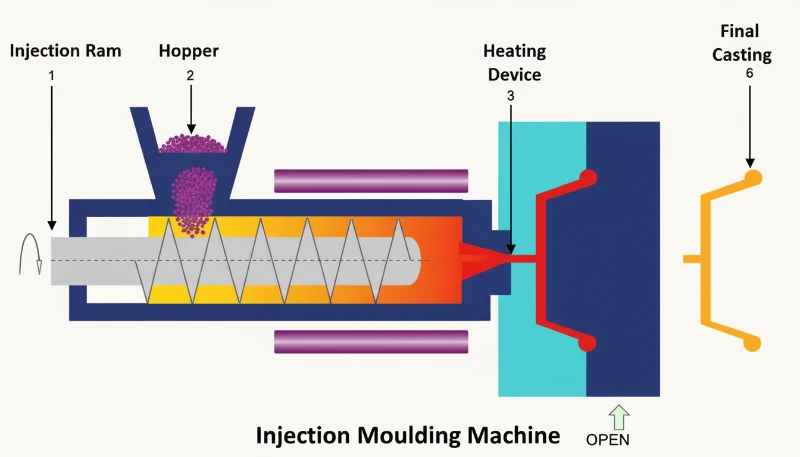
Moulage par injection involves heating plastic material (usually in pellet form) until it creates a melt, which is then injected at high pressure into a closed mold cavity. The material cools and solidifies into the shape of the mold. This process is capable of producing intricate parts with complex internal geometries, ribs, and bosses.
Thermoforming tooling costs are typically 80-90% lower than injection molding tooling for the same part size.Vrai
Thermoforming molds operate under lower pressure and can be made from aluminum or even epoxy, whereas injection molds require hardened steel to withstand high clamping forces.
Injection molding is exclusively reserved for parts smaller than a standard shoebox.Faux
While common for small parts, injection molding is used for large components like automotive bumpers and trash bins, provided the press tonnage is sufficient.
How Do Process Parameters Compare? (Technical Data)
The following table outlines the critical technical distinctions between thermoformage vs moulage par injection2.
| Paramètres | Thermoforming (Vacuum Forming) | Moulage par injection |
|---|---|---|
| Raw Material State | Thermoplastic Sheet (Extruded) | Thermoplastic Pellets/Granules |
| Pressure Range | Low (14.7 PSI / 1 Bar – Vacuum) to Moderate (100 PSI – Pressure Forming) | High (3,000 PSI – 30,000+ PSI) |
| Typical Tolerances | ±0.5 mm to ±1.0 mm (Material shrinkage varies) | ±0.05 mm to ±0.1 mm (Highly precise) |
| Épaisseur de la paroi | Uniform starting gauge, but thins during stretching (Non-uniform final) | Variable design possible; highly consistent execution |
| Finition de la surface | One-sided detail (Mold side typically defined) | Two-sided detail (Both cavity and core shape the part) |
| Durée du cycle | Slower (30 seconds to several minutes per part) | Fast (10 seconds to 2 minutes) |
| Tooling Material | Aluminum, Wood, Epoxy, 3D Printed Resin | Tool Steel (P20, H13), Stainless Steel, Aluminum (Proto) |
| Economic Volume | Low to Medium (250 – 3,000 units) | High (5,000 – 1,000,000+ units) |
What Are the Advantages and Disadvantages of Each Method?
Thermoforming (and Vacuum Forming)
Avantages :
- Low Tooling Costs: Molds only need to shape one side of the material and withstand low pressures.
- Rapid Prototyping: Molds can be produced in days rather than weeks.
- Large Part Capability: Déterminer les besoins en matière de tolérance :
- Adaptive Engineering: Design changes are easier and cheaper to modify in the tooling.
Inconvénients :
- Geometric Limitations: Cannot easily produce internal structures, ribs, or sharp corners without thinning.
- Per-Unit Cost: High material cost (sheet is more expensive than pellets) and slower cycle times increase unit price.
- Secondary Operations: Parts almost always require trimming (CNC routing or die cutting) to remove excess material.
Moulage par injection
Avantages :
- Complexity and Precision: Capable of detailed features, snap fits, and threaded inserts.
- Efficiency at Scale: extremely fast cycle times reduce labor and machine costs per unit.
- Déchets de matériaux : Sprues and runners can often be reground and recycled immediately; no trim sheet waste.
- Finition de la surface : Excellent control over texture and finish on both sides of the part.
Inconvénients :
- High Initial Investment: Tooling can cost $2,000 to $10,000+ depending on complexity.
- Délai d'exécution : Creating a production mold typically takes 4–12 weeks.
- Design Constraints: Strict adherence to Design for Manufacturing (DFM) rules regarding draft angles and uniform wall thickness is required to prevent defects like sink marks.
Injection molding allows for variable wall thicknesses and internal strengthening ribs.Vrai
The injection process fills a cavity that can be machined with varied depths and internal features like ribs and bosses, which are filled by molten plastic.
Vacuum forming is synonymous with injection molding and the terms are interchangeable.Faux
Vacuum forming is a type of thermoforming where suction is used; it is distinct from injection molding which uses high-pressure injection of molten plastic.

What Are the Best Application Scenarios for Each Process?
Choosing between vacuum forming vs injection molding3 often depends on the industry and the specific function of the component.
Best for Thermoforming
- Packaging: Blister packs, clamshells, and food trays (high speed, thin gauge).
- Automotive (Large): Dashboard panels, truck bed liners, interior door panels.
- Medical Equipment: Large MRI housings, equipment covers (low volume, high aesthetic).
- Transportation: Aircraft interior panels, train seating backs.
Best for Injection Molding
- Électronique grand public : Smartphone cases, remote controls, keyboard keys.
- Automotive (Technical): Under-the-hood components, gears, connectors, door handles.
- Dispositifs médicaux : Syringes, surgical tools, diagnostic kits (high volume, disposables).
- Construction: Wall plugs, fasteners, pipe fittings.

How Should Product Designers Choose? (Stepwise Guide)
To select the correct manufacturing guide4 for your project, follow this logic flow:
- Assess Production Volume:
- < 3,000 units/year: Lean towards Thermoforming.
- > 5,000 units/year: Lean towards Injection Molding.
- Analyze Geometry:
- Does the part require complex internal ribs, bosses, or holes? If yes, Moulage par injection.
- Is the part large, hollow, or panel-like? If yes, Thermoformage.
- Determine Tolerance Needs:
- Thermoformage vs. Moulage par Injection : Principales Différences Moulage par injection.
- Is ±0.5mm acceptable? Thermoformage.
- Evaluate Budget Structure:
- Limited capital (CapEx) but higher operational tolerance (OpEx)? Thermoformage.
- High capital budget available to secure lowest unit cost? Moulage par injection.

FAQ: Thermoforming and Injection Molding
Q1: Can I switch from thermoforming to injection molding later?
Yes, this is a common product lifecycle strategy. Companies often launch with thermoforming to minimize risk and capital expenditure. Once market demand is proven and volumes rise above 3,000–5,000 units, they invest in injection molding tooling to reduce unit costs.
Q2: Which process offers better material selection?
Both processes support a wide range of thermoplastics like Acrylonitrile Butadiene Styrene (ABS), Polycarbonate (PC), and Polyethylene (PE). However, injection molding offers a broader range of specialized engineering resins, glass-filled nylons, and liquid silicone rubber (LSR) that are not available in sheet form.
Q3: Why is the wall thickness in thermoforming inconsistent?
In thermoforming, the plastic sheet stretches over the mold. Areas that stretch the most (corners and deep draws) become thinner, while areas that stretch less remain thicker. Injection molding fills a cavity, ensuring the wall thickness is exactly as designed in the mold.
Q4: Is vacuum forming the same as thermoforming?
Vacuum forming is a specific type of thermoforming. Thermoforming is the general category. Other types include pressure forming (using compressed air to force the sheet for better detail) and twin-sheet forming.
Q5: Which process is more sustainable?
Injection molding creates less immediate scrap because sprues can be reground instantly. Thermoforming creates a "web" of scrap around every part that must be trimmed and recycled. However, for low volumes, the energy consumed to create a heavy steel injection mold may outweigh the material efficiency benefits.

Résumé
The choice between thermoforming vs. injection molding is rarely about which process is "better," but rather which is optimized for your specific product stage and geometry. Thermoforming offers agility, low entry costs, and capabilities for large, simple parts. Injection molding delivers precision, complexity, and unbeatable economy of scale. By analyzing your volume, budget, and design tolerances against the parameters in this guide, you can ensure a successful manufacturing launch.
-
This guide provides a foundational overview of the injection molding sequence, critical for understanding the complexity comparison. ↩
-
Zetarmold’s comparison offers specific industrial examples regarding cost structures and break-even analysis relevant to this article. ↩
-
Xometry provides a detailed breakdown of the specific material limitations and geometric constraints mentioned in the applications section. ↩
-
Hubs offers a decision-making framework that aligns with the stepwise guide provided for engineers and designers. ↩






