

Introduction : In the injection moulding process, plastic resin is the main material for manufacturing plastic parts. Through the manufacturing process, molten plastic flows into the mold halves, filling the mold cavity to form the desired shape.
Différentes matières plastiques et méthodes de moulage par injection de caoutchouc peuvent répondre aux besoins de diverses applications et garantir la qualité et la performance du produit fini.

Le traitement des moules est un aspect important des projets de moulage par injection de matières plastiques. Il détermine la forme et la qualité finales de la pièce ou du produit que vous fabriquez. Mais un moule d'injection n'est pas seulement une pièce qui durcit le flux de plastique fondu. Au contraire, les différentes parties du moule d'injection effectuent des tâches différentes dans une structure de conception étroite tout au long du processus.
Dans cet article, nous allons parler des différents systèmes et composants du moule d'injection et de la manière dont ils affectent la structure et la fonction globales du moule.

Que signifie le terme "moule d'injection" ?
Un moule d'injection est un outil permettant de fabriquer des produits en plastique. C'est également un outil qui donne aux produits en plastique une structure complète et des dimensions précises. Comme la principale méthode de production consiste à injecter du plastique fondu à haute température dans le moule par le biais d'une pression élevée et d'un entraînement mécanique, il est également appelé moule à injection de plastique.
Quels sont les matériaux utilisés pour les moules à injection ?
Il existe un grand nombre de métaux et d'alliages différents que vous pouvez utiliser pour fabriquer des moules d'injection, comme l'acier au carbone, l'acier inoxydable, l'aluminium, le titane, le cuivre au béryllium, etc. Mais vous pouvez également utiliser des moules en céramique pour les matériaux dont le point de fusion est très élevé.
Le matériau utilisé pour votre moule dépend d'un certain nombre de facteurs, comme le nombre de pièces à fabriquer, le type de plastique utilisé, la complexité de la pièce, la facilité d'usinage et l'étendue des tolérances.
Par exemple, l'acier inoxydable peut supporter jusqu'à un million de cycles, tandis que l'aluminium ne supporte que quelques milliers de cycles. En résumé, l'exigence minimale pour les matériaux de moulage est que leur point de fusion soit plus élevé que celui du plastique d'injection.
Voici une brève description des matériaux les plus courants pour les moules à injection ;
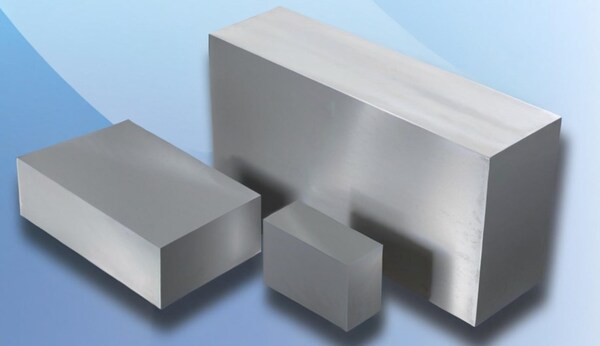
Le fer
L'acier est un matériau idéal pour la fabrication de moules car il est résistant. Il peut résister à 5 000 cycles et fonctionne avec l'ABS, le nylon, le PP, le PC, l'acrylique et de nombreux autres plastiques. Vous pouvez utiliser l'acier A-2, D-2 et M-2 pour fabriquer des noyaux, des cavités et d'autres pièces de moules d'injection.
Acier inoxydable
L'ajout de chrome et de carbone améliore la résistance à la corrosion, à l'usure et à l'abrasion. Ainsi, les qualités d'acier inoxydable telles que 420, 316-L, 174-PH permettent de fabriquer des moules plus complexes et plus durables. Cependant, comme le taux de décomposition thermique est faible, la durée du cycle peut être plus longue.

Acier à outils
L'acier à outils est un alliage de fonte qui contient du carbone et d'autres éléments d'alliage. Les différents alliages et qualités d'acier à outils confèrent aux moules des machines des propriétés personnalisées. Les aciers à outils H-10, H-13, T-15, A6 et M2 en sont des exemples.
Matériaux en aluminium
L'aluminium ne peut pas supporter plusieurs tirs, mais c'est un matériau populaire pour l'outillage rapide. Cela signifie que vous pouvez fabriquer des moules d'injection en aluminium rapidement et à moindre coût, car ce matériau est bon marché et facile à usiner. En outre, la conductivité thermique élevée des matériaux 6061 et 7075 permet de réduire le temps de cycle.
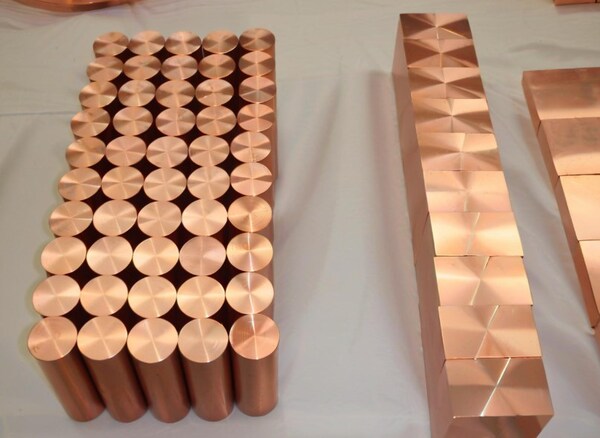
Béryllium Cuivre
Cet alliage de cuivre est connu pour son excellente conductivité thermique et sa résistance à la corrosion, ce qui en fait un excellent matériau de moulage pour les pièces plastiques de haute précision. Les fabricants utilisent ce métal pour les canaux chauds, les inserts de moules, les noyaux, etc.
Quels sont les principaux éléments d'un moule d'injection ?
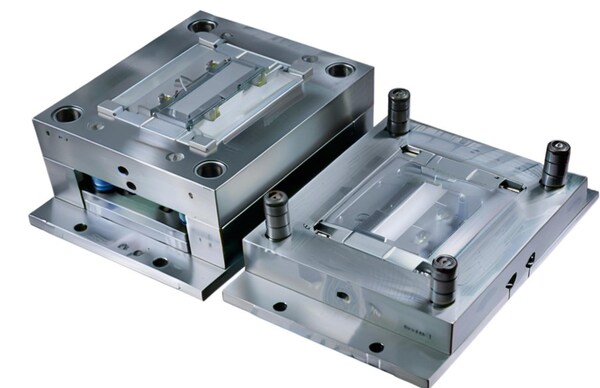
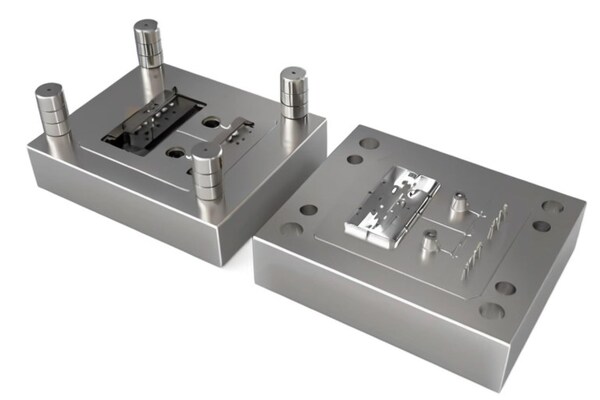
Tout moule à injection comporte deux parties fondamentales : le côté A de la cavité (stationnaire) et le côté B de la cavité (mobile). La partie fixe définit le contour extérieur de la pièce et forme la cavité pour remplir le matériau, tandis que le côté B se déplace jusqu'au plan de joint.

Côté A de la cavité (côté stationnaire)
Le côté A de la cavité est attaché à la plaque fixe de la machine de moulage et ne bouge pas pendant le processus de moulage. Elle abrite le système de canaux et est maintenue dans un alignement précis avec le côté mobile B à l'aide de goupilles de guidage et de bagues. Par conséquent, ce côté contient également des canaux de refroidissement pour faire circuler le liquide de refroidissement pendant la solidification.

Côté B de la cavité (côté mobile)
La face B du moule est importante pour l'ouverture et la fermeture du moule. Il est généralement équipé d'un système d'éjection et d'un moyen de maintenir l'insert. Le plateau mobile de la machine de moulage se connecte également à ce côté pour faciliter l'ouverture et la fermeture du moule. Il est important que ce côté bouge et s'aligne correctement pour que la pièce soit de la bonne taille et sorte facilement du moule.

Que comprend le moule d'injection par fonction ?
Après les composants de base, voici les différents composants du moule d'injection, classés selon leurs fonctions. Certains de ces composants transportent la matière plastique brute, guident l'ouverture et assurent le refroidissement. Cela signifie qu'un ensemble spécifique de composants remplit des fonctions spécifiques pour obtenir le résultat souhaité.

Système de coureurs
Pensez-y de la manière suivante : Le tonneau projette la matière en fusion par la buse, et il faut des canaux pour acheminer le flux depuis la buse du tonneau jusqu'à la porte d'injection, où la matière entre dans la pièce. Le système de canaux aide le produit à atteindre le point d'injection. Le système de canaux peut également comporter un certain nombre de canaux pour répartir le produit dans le moule si celui-ci comporte plusieurs pièces.
Douille de la carotte : Il s'agit généralement d'un canal conique ou cylindrique qui transfère le plastique fondu de l'extrémité de la buse au point d'entrée du canal de coulée. Dans les moules à cavité unique, la porte principale s'étend directement jusqu'à l'emplacement de la porte.
Réseau de coureurs : La porte principale divise la fonte en différentes portes de cavité grâce à un réseau de couloirs.
Porte : Le réseau de canaux achemine la matière fondue jusqu'à la porte, qui est une petite ouverture dans la cavité du moule. Le portillon peut être en forme de bord, d'épingle, d'éventail ou autre.

When you talk about these runner components of injection molds, you think about pressure and temperature. The nozzle itself maintains a high injection pressure. So, the material flows evenly within the desired viscosity level.

Les coureurs peuvent être divisés en deux types : les canaux froids et les canaux chauds. Les canaux chauds sont dotés de canaux à haute température et de dispositifs de chauffage supplémentaires pour maintenir la température du flux afin qu'il ne se solidifie pas trop rapidement. En revanche, les canaux froids n'ont que le flux d'air d'entrée sans aucun chauffage supplémentaire.
Système de refroidissement
La phase de refroidissement est responsable de 50% à 80% de la durée du processus de moulage par injection, vous pouvez donc imaginer à quel point il est important de produire des pièces en plastique sans défaut.

Fondamentalement, un système de refroidissement est un réseau de conduites d'eau autour de l'assemblage du moule d'injection, principalement autour de la cavité principale où la matière première en fusion est moulée. Si l'eau est le liquide de refroidissement le plus courant, le glycol ou d'autres huiles circulent dans les moules à haute température.

Le système de refroidissement régule et ajuste la température et le débit, ce qui permet de mieux contrôler l'opération. Ainsi, un refroidissement adéquat évite l'enchevêtrement, augmente l'efficacité de la production et ralentit l'usure des moules.
Pour les moules de grande taille et complexes (par exemple, des noyaux de 50 mm ou plus), la circulation de l'eau est conforme et non linéaire. Voici les composants du moule d'injection qui font partie du système de refroidissement ;
Baffles : Ils redirigent le liquide de refroidissement vers les sous-canaux et sont généralement des bandes métalliques en forme de lame.
Les bulles : Il s'agit de tubes creux qui relient les canaux à l'intérieur des trous percés.
Les épingles à nourrice : Il s'agit de cylindres remplis de liquide qui absorbent et dissipent la chaleur par une circulation continue.
Pompe externe : Il fournit une pression suffisante pour le débit déterminé et maintient le cycle de refroidissement.

Système de composants de moulage
Ce sont les pièces principales du moule d'injection et elles sont responsables de la forme finale, de la taille, de l'ajustement et de la précision. Comme leur nom l'indique, ils façonnent les pièces en leur donnant les détails de la surface de la cavité et des caractéristiques internes. Les composants de moulage comprennent les noyaux, les cavités, les barres de moulage, les releveurs, etc.
Vous pouvez rapidement repérer ces pièces. Chaque pièce qui touche le matériau d'alimentation une fois qu'il est entré dans la cavité par la porte.

Voici les éléments communs du système de pièces moulées ;
Cavité du moule : Il reste en place dans la machine et absorbe la pression d'injection du piston.

Cœur de métier : L'autre moitié se déplace et se verrouille avec la cavité au cours du processus pour former un élément intérieur complet.
Tige de moulage : Une broche utilisée pour réaliser des éléments minces et longs tels que des arbres ou des trous dans la pièce.
Les élévateurs : Ils conservent les angles de dépouille fixes des différents éléments pour aider le moule à se fermer et à s'ouvrir.
Système de ventilation
Lorsque le plastique s'écoule, il fait entrer de l'air dans la cavité. Lorsque le plastique se solidifie, il produit des gaz de moulage. Ces gaz peuvent provoquer des vides, des bulles, des points faibles, des marques de brûlure et un remplissage incomplet.

C'est pourquoi le système de ventilation du moule d'injection et du moule est important pour éliminer l'air emprisonné et résoudre ces problèmes. En outre, l'évent permet de limiter la pression d'injection excessive.

Dans les petits processus de moulage standard, les trous d'aération sont placés sur la ligne de placage du corps de la cavité centrale avec la goupille d'aération, mais à mesure que le moule devient plus complexe, les pièces du système du moule à injection deviennent de plus en plus complexes.
Parmi les autres systèmes de ventilation typiques, on peut citer

Rainures et canaux : Canaux étroits ou rainures au niveau du plan de joint, des épingles et des points de ventilation :
Evacuation par voie aérienne : L'air est éliminé à l'aide d'une pompe à vide externe avant l'injection.
Vannes d'aération : Les microvannes sont situées à l'intérieur et à l'extérieur de la cavité.
Évents autour des composants : En général, les évents sont situés sur toutes les parties liées au flux de chauffage, telles que la porte principale, les glissières et les portes.
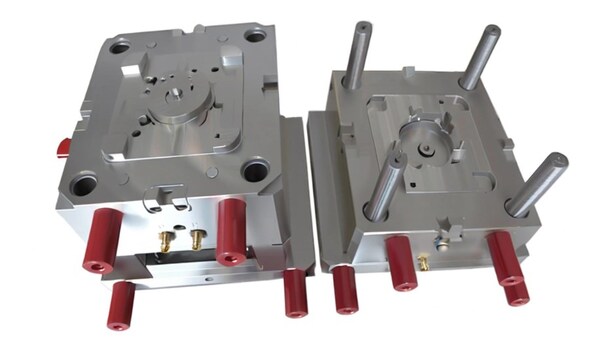
Système de guidage
Les composants du système de guidage veillent à ce que les deux moitiés du moule et les autres composants soient alignés lors de l'ouverture et de la fermeture du moule. Ils sont donc importants pour garantir la précision et la cohérence de chaque cycle.
De ce fait, la force de serrage peut se déplacer au fil du temps. Les composants du système de guidage tels que les axes de guidage, les bagues et les plaques de guidage peuvent aider à éviter ce problème.

Goupilles de guidage et bagues : Ces deux éléments fonctionnent ensemble pour guider le mouvement des deux moitiés du moule. Les tiges de guidage sont de petits bâtons métalliques qui sortent d'une moitié du moule et s'insèrent dans des trous correspondants (douilles) dans l'autre moitié du moule.
Système d'éjection
Une fois le temps de refroidissement écoulé, le moule s'ouvre et le système d'éjection aide à faire sortir la pièce et les coulisses en toute sécurité et en douceur. Des broches d'éjection sont généralement utilisées à cette fin. Ces fines goupilles cylindriques sont fixées dans la plaque d'éjection attachée au côté mobile. Le point de contact de la broche est la surface plane, de sorte que la force est uniformément répartie et que la pièce n'est pas endommagée.
Les autres composants sont les suivants :
Pointes de retour : Ces composants aident à positionner et à stabiliser le moule lorsqu'il s'ouvre. Ils limitent la force de la goupille d'éjection sur le côté fixe.

Manchons d'éjection : Les manchons sont utilisés pour retirer les pièces des cavités cylindriques. Le manchon fin recouvre la surface du moule et la force de rebond éjecte la pièce du moule.
Que comprend le moule d'injection selon la classification structurelle ?
La classification des composants des moules à injection se divise en bases de moules, noyaux de moules et divers pièces et systèmes auxiliaires.
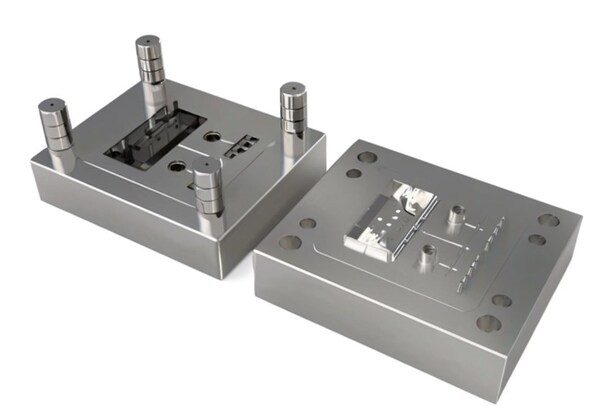
Base du moule
C'est la base de toutes les autres parties du moule. La base du moule est généralement constituée d'un matériau dur et rigide, tel que l'acier trempé. Toutefois, le terme "base" ne désigne pas un composant unique. Au contraire, différents types de plaques sont combinés en une seule plaque dotée de diverses fonctions d'assemblage, telles que le perçage de trous.

Les différentes plaques sont serrées entre les plaques de serrage supérieure et inférieure. La plaque de serrage inférieure relie le moule à la machine de moulage par injection : plaque du moule, plaque de l'éjecteur, plaque de fixation de l'éjecteur, etc., en fonction des caractéristiques spécifiques du moule.
Noyau du moule
Le noyau du moule se combine avec la cavité pour former une cavité à géométrie interne et creuse. Il fournit une structure et supporte une certaine partie de la pression de serrage. La forme du noyau comprend généralement des filets et des arêtes avec des angles de dépouille appropriés. Lorsque le noyau et la cavité sont correctement alignés, ils forment un espace ou une cavité permettant d'aspirer le plastique fondu.

Après le moulage, le noyau est retiré et le système d'éjection retire la pièce de la cavité statique. Les mécanismes de tirage du noyau les plus courants sont le tirage mécanique, le tirage hydraulique et le tirage pneumatique.
Pièces auxiliaires
Les pièces auxiliaires sont des pièces de support qui ne sont pas montées sous la structure du moule. Elles sont assemblées temporairement pour faciliter le fonctionnement des pièces du moule d'injection fermé. Bien que les pièces auxiliaires ne jouent aucun rôle dans la forme et la géométrie, elles sont essentielles pour maintenir les tolérances serrées, l'intégrité structurelle et la qualité globale des pièces en plastique moulées par injection.
Anneau de positionnement : Un anneau rond sur le côté mobile qui guide le moule et le maintient sur la machine. Il place l'embout de la buse, la douille de la carotte et d'autres pièces liées à la position du moule au bon endroit.
Douille de la carotte : Un petit canal entre l'extrémité de la buse et l'entrée du couloir.

Goupilles d'éjection : Ils veillent à ce que la pièce finale sorte en toute sécurité.
Grappin à matériaux : Un élément qui maintient et guide les granulés de plastique dans le canon de la machine.
Colonnes de soutien : Des éléments verticaux solides entre la pince avant et la plaque supérieure du moule. Ils maintiennent les choses et répartissent la pression.

Plaque d'éjection : Une plaque dans le fond qui maintient les goupilles d'éjection.
Goupilles et bagues de guidage : Une moitié de l'axe long et l'autre moitié de la douille s'emboîtent pour s'assurer que tout est bien aligné.
Goupilles d'éjection : Ils maintiennent l'ensemble de l'éjecteur pendant que les broches d'éjection retirent la pièce.
Systèmes auxiliaires
Les systèmes auxiliaires sont comme des composants auxiliaires. Les exemples typiques du moulage par injection sont les canaux, les systèmes d'éjection et de refroidissement, dont nous avons parlé plus haut dans cet article.

Réglages auxiliaires
Les deux principaux dispositifs auxiliaires des moules à injection sont les trous pour boulons à œil et les trous KO. Ces dispositifs vous permettent de déplacer ou de repositionner le moule et vous aident à sortir la pièce.
Trous pour boulons à œil : Ces trous filetés sont destinés à des boulons à œil. Ils sont utilisés pour déplacer de grands moules à l'aide d'une grue ou d'un palan.

Trous KO : Les trous KO se trouvent sur la plaque de serrage arrière. Ils permettent à la plaque et à la pièce d'éjection de se déplacer vers l'arrière lorsque la tige d'éjection les pousse.

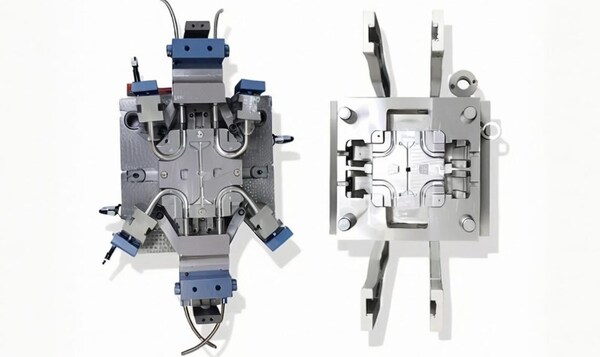
Structures de manutention en angle mort
Tout d'abord, les angles morts sont des zones ou des angles difficiles à atteindre pour le traitement (remplissage, refroidissement, etc.). Les exemples incluent les contre-dépouilles, les angles aigus, les rainures profondes, etc. Les structures telles que les éjecteurs d'angle, les cylindres hydrauliques et les glissières peuvent aider à résoudre cette complexité.

Diapositive : La glissière est située du côté de la contre-dépouille. L'insert de la glissière et le mécanisme du boulon soutiennent la contre-dépouille pendant la solidification et aident à retirer le côté de la contre-dépouille sans causer de dommages physiques.
Cylindre hydraulique : Un cylindre qui fournit la force nécessaire pour déplacer la glissière.
Éjecteur d'angle : Une broche d'éjection qui se déplace à un angle spécifique pour pousser la pièce hors du moule à partir de zones délicates ou difficiles d'accès.
Quels sont les types de moules à injection ?
There are many different types of injection molds, each with its own unique production capabilities and assembly structures of the components and systems included. Here are some popular types of injection molds.

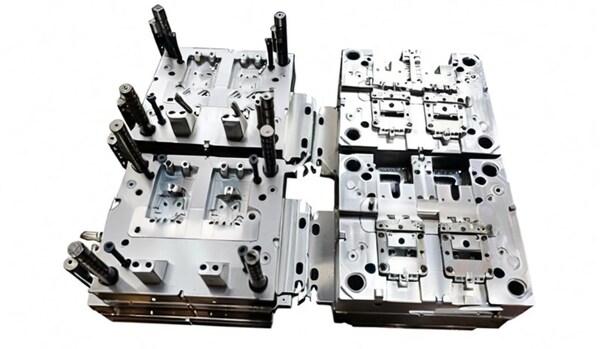
Moules familiaux
Comprenons d'abord les moules à cavité unique et les moules à cavités multiples. Les moules à cavité unique produisent un produit en un seul cycle de production, tandis que les moules à cavités multiples produisent plusieurs produits identiques.
En outre, les moules familiaux ont des cavités multiples avec des géométries différentes. Cela signifie que plusieurs conceptions sont réalisées sur un seul moule, par exemple pour mouler le boîtier, le bouton et le support interne d'un dispositif de diagnostic médical en utilisant le même matériau.
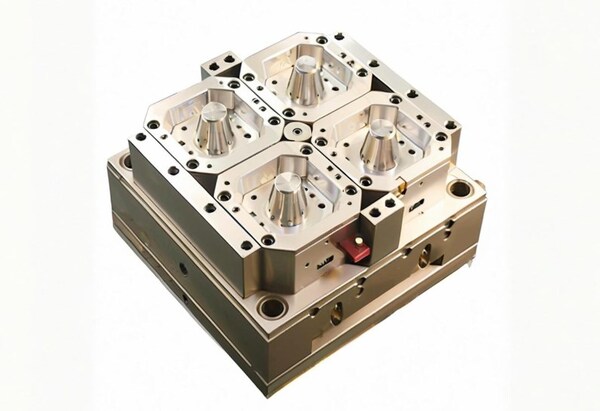
La conception et le fonctionnement des moules peuvent être complexes, ce qui signifie qu'il y a un risque de certains défauts, comme une solidification inégale et des dimensions incohérentes.
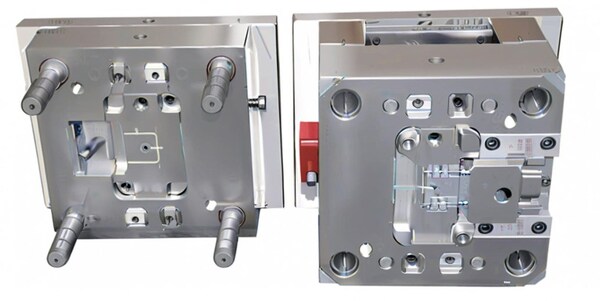
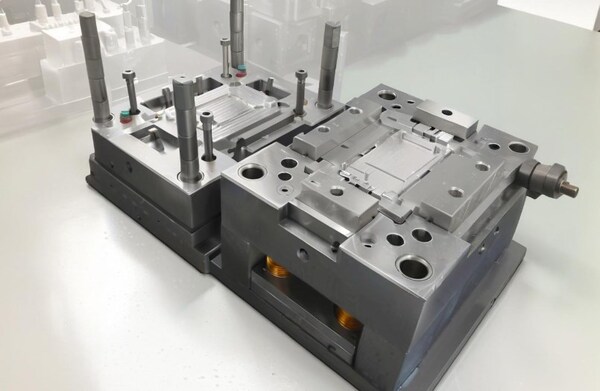
Moules à deux plaques
Il s'agit d'une forme de moule simple qui ne comprend qu'une moitié de moule mobile et une moitié de moule fixe, qui se rejoignent au niveau du plan de joint. La principale caractéristique des moules à deux plaques est qu'un seul plan de joint facilite l'ouverture directe de la cavité du moule d'injection et du noyau pour éjecter la pièce solidifiée.

Si le moule comporte plusieurs cavités, les glissières et les portes sont maintenues près du plan de joint. Les fabricants utilisent ces moules pour produire de petites pièces sans caractéristiques complexes à un faible coût. Cependant, la pression élevée provoque des éclats et la structure simple limite la flexibilité de la conception des moules.
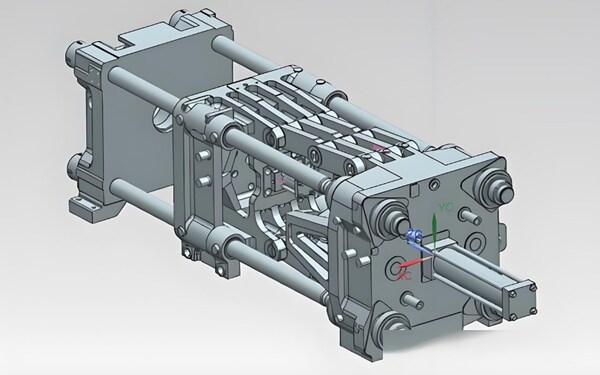
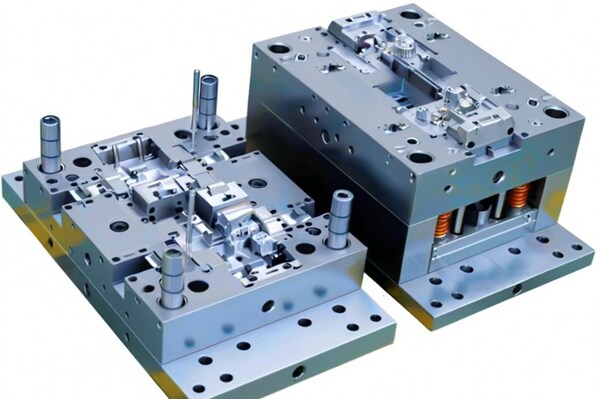
Moules à trois plaques
Les moules à trois plaques ont deux ou plusieurs lignes de séparation ; il ne suffit pas d'ouvrir la cavité et le noyau pour obtenir la pièce finale. Au lieu de cela, la plaque de coulée supplémentaire sépare la coulée et la porte, de sorte que vous pouvez retirer la pièce moulée de la coulée par elle-même.

La section ou la plaque d'alimentation n'exige pas que l'emplacement de la coulisse et du portillon soit situé près du plan de joint de la cavité et du noyau, de sorte que le portillon peut être placé séparément de la coulisse. Ces types de moules conviennent aux formes complexes et aux exigences d'obturation en plusieurs points. Toutefois, les coûts d'outillage et de production des moules à injection sont relativement élevés.
Moules empilés
On prend plusieurs moules et on les empile. La cavité est donc plus grande qu'un moule à injection classique. Lorsqu'un moule éjecte la pièce, l'autre moule injecte la pièce et le cycle se déroule en même temps.

C'est ainsi que l'on peut doubler le nombre de pièces en un seul cycle. En outre, il n'est pas nécessaire que la cavité ait la même forme ou la même taille de tous les côtés. C'est très utile lorsque vous avez différents composants de moules à injection qui doivent être assemblés.
Les moules à étages sont un excellent moyen d'améliorer l'efficacité de la production, en particulier pour le moulage de gros volumes. Grâce à des machines de pointe, vous pouvez automatiser le processus de moulage par injection de plastique et maintenir des tolérances serrées.

Moule Twist-Out
Les moules à torsion sont utilisés pour fabriquer des surfaces filetées, comme les bouchons de bouteille. Ils sont dotés d'un noyau fileté qui pousse la pièce solide vers l'extérieur au cours du cycle de torsion. Dans le même temps, un mécanisme de crémaillère et de pignon aide le noyau interne à se tordre.

Si vous avez besoin d'un grand nombre de pièces filetées de précision présentant des caractéristiques de surface similaires, le moule à torsion est le meilleur choix.
Moule d'insertion
Ces moules spéciaux comportent des pièces métalliques à l'intérieur de la pièce en plastique. Le plastique entoure les pièces métalliques et les maintient en place lorsqu'il refroidit. Le moulage par insertion est utilisé pour les vis dans les pièces en plastique et les pièces métalliques pour l'électronique.

L'insert est placé et fixé à l'intérieur du moule par des moyens manuels ou automatiques. Dans ce dernier cas, il est placé dans le moule à la main. L'alignement et le positionnement correct sont réalisés à l'aide de goupilles, de fentes ou de supports magnétiques. Par ailleurs, des systèmes robotisés ou des dispositifs d'alimentation effectuent automatiquement les insertions avant chaque cycle de moulage.
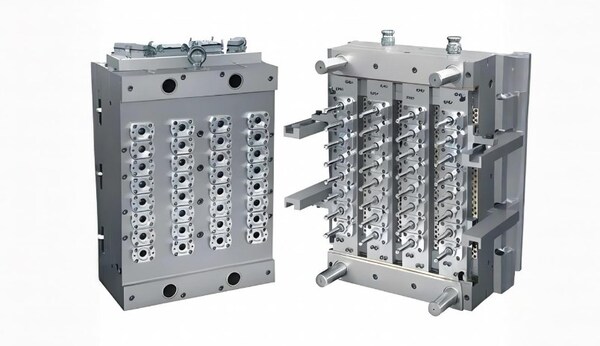
Moule à projectiles multiples
Ce moule est utilisé pour fabriquer des pièces de couleurs et de matériaux multiples. Le moule est équipé de plusieurs machines d'injection qui peuvent injecter simultanément de la matière en fusion dans la cavité. Une fois la première injection réalisée, d'autres injections sont effectuées par-dessus. Pour faciliter les injections multiples, le moule est relié à un mécanisme de retour rotatif, mobile ou à noyau.

Les moules à tirs multiples sont parfaits pour combiner les matériaux thermodurcissables et les matériaux thermoplastiques. Vous pouvez combiner plusieurs matériaux thermoplastiques en une seule pièce ou plusieurs matériaux thermoplastiques en une seule pièce. Par exemple, vous pouvez les utiliser pour ajouter des poignées aux manches d'outils thermodurcissables, des poils de brosse à dents, des joints, des garnitures, des joints toriques, etc.
Résumé
Les moules à injection sont des outils utilisés pour fabriquer des produits en plastique. Ils déterminent la forme et la taille du produit et comportent un grand nombre de pièces et de systèmes. Les principales pièces sont les bases de moules, les noyaux de moules, les systèmes de refroidissement, les systèmes de canaux, les systèmes d'éjection et les systèmes de guidage.
Il existe de nombreux types de plastique moules d'injectionIl existe plusieurs types de moules, tels que les moules à deux plaques, les moules à trois plaques, les moules d'empilage, les moules d'essorage, les moules à tirs multiples, etc. qui conviennent à différents besoins de production. Chaque type de moule possède des caractéristiques structurelles et des capacités de production spécifiques.
Le matériau du moule d'injection est généralement choisi parmi les métaux à haute résistance pour répondre aux exigences de la production de produits plastiques durables et précis.
To explore ZetarMold’s full range of injection mold manufacturing capabilities, visit our injection mold service page for tooling specifications, lead times, and pricing.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







