 Skip to content
Skip to content 

Introduction
La fabrication de moules d'injection est un processus long et compliqué. Ce qui semble être une opération simple comporte de nombreuses étapes. Savez-vous en quoi consiste le processus de fabrication d'un moule à injection ?
Le Processus de Fabrication des Moules d'Injection ? | ZetarMold

Accepter les besoins personnalisés des clients
Lorsque vous voulez fabriquer un moule en plastique, vous donnez au mouliste un dessin ou un échantillon du produit que vous voulez fabriquer. Le mouliste doit savoir comment vous allez utiliser la pièce, comment vous allez la traiter et quelle doit être sa précision.

Pour répondre aux exigences de la production de moulage plastique, nous devons collecter, analyser et assimiler les données relatives aux produits afin de répondre aux besoins personnalisés des clients.
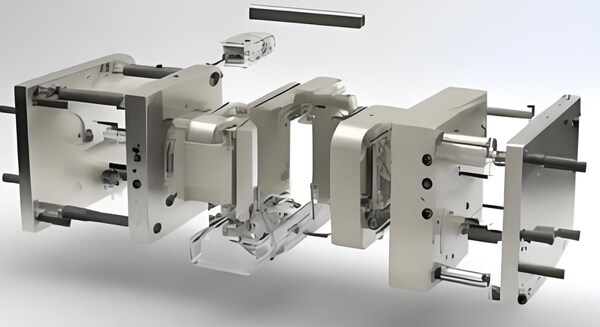
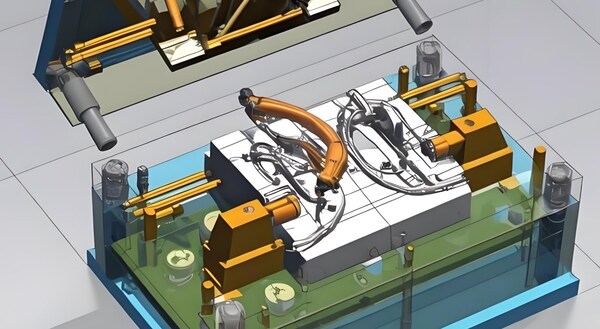
Conception des moules
La conception du moule d'injection est la partie la plus importante de l'ensemble du processus de fabrication des moules. La structure et la taille du moule doivent être déterminées en fonction des exigences et des caractéristiques du produit. Voici les étapes de la conception d'un moule d'injection.
Travail de préparation avant la conception
Le cahier des charges de la conception ; se familiariser avec les pièces en plastique, y compris leur forme géométrique, les exigences d'utilisation des pièces en plastique et les matières premières des pièces en plastique ; vérifier l'aptitude au moulage des pièces en plastique ; clarifier le modèle et les spécifications de la machine de moulage par injection.
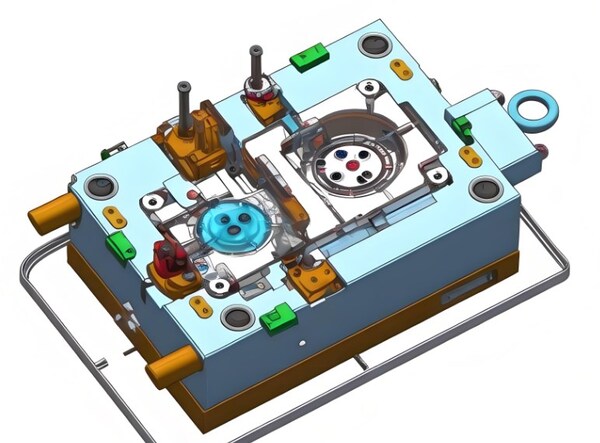
Étapes de la conception de la structure du moule d'injection
Compter le nombre de trous. Conditions : volume d'injection maximal, force de fermeture, exigences en matière de précision du produit, économie ; choisir l'emplacement de la fente. Le principe doit être une structure de moule simple, facile à diviser et sans impact sur l'apparence et l'utilisation des pièces en plastique ; décider de l'emplacement des trous.

Décidez de la manière de démouler la pièce, y compris le canal principal, le canal secondaire, la porte, le puits de refroidissement, etc. Concevez différentes façons de démouler la pièce en fonction de l'endroit où la pièce en plastique est restée dans le moule.

Décidez de la manière de contrôler la température. Le système de contrôle de la température est principalement déterminé par le type de plastique. Lorsque vous décidez d'utiliser un insert dans le moule ou le noyau, divisez les inserts en sections et fabriquez les inserts et fixez-les en même temps.

Déterminer la méthode d'échappement. En général, l'échappement peut être réalisé par l'écart entre le plan de joint du moule et le mécanisme d'éjection et le moule. Pour les moules d'injection de grande taille et à grande vitesse, la méthode d'échappement correspondante doit être conçue ; déterminez les principales dimensions du moule d'injection.

Utilisez la formule pour calculer les dimensions de travail des pièces moulées. Déterminez l'épaisseur de la paroi latérale de la cavité du moule, l'épaisseur de la plaque de fond de la cavité, le tampon du noyau, l'épaisseur de la plaque mobile, l'épaisseur de la plaque de la cavité de type bloc et la hauteur de fermeture du moule d'injection.

Sur la base des dimensions conçues et calculées du moule d'injection, choisissez une base de moule standard pour le moule d'injection et essayez de choisir des composants de moule standard ; faites un croquis de la structure du moule.
Lors de la conception d'un moule, il est très important de dessiner une esquisse structurelle complète du moule et de dessiner un diagramme de la structure du moule. Vérifiez les dimensions du moule et de la machine d'injection.

Vérifier les paramètres de la machine de moulage par injection utilisée : notamment le volume d'injection maximal, la pression d'injection, la force de serrage, la taille de la pièce d'installation du moule, la course d'ouverture du moule et le mécanisme d'éjection.
Review of injection molded parts design. Conduct a preliminary review and obtain the user’s consent. At the same time, it is necessary to confirm and modify the user’s requirements; draw the assembly drawing of the mold.

Indiquer clairement la relation d'assemblage, les dimensions nécessaires, les numéros de série, les listes détaillées, les barres de titre et les exigences techniques de chaque pièce du moulage par injection (les exigences techniques comprennent les éléments suivants.

les exigences de performance pour la structure du moule, telles que les exigences d'assemblage pour le mécanisme d'éjection et le mécanisme de traction du noyau ; les exigences pour le processus d'assemblage du moule, telles que l'espace d'ajustement du plan de joint et le parallélisme des surfaces supérieures et inférieures du moule.

exigences relatives à l'utilisation des moules ; traitement anti-oxydation, numérotation des moules, lettrage, joints d'huile et exigences en matière de stockage ; exigences relatives aux moules d'essai et aux inspections).
Réalisez les dessins des pièces du moule. L'ordre de réalisation des dessins de pièces est le suivant : d'abord l'intérieur, puis l'extérieur, d'abord les pièces complexes, puis les pièces simples, d'abord les pièces de moulage, puis les pièces structurelles. Vérifier les dessins de conception.

The final check of the conception de moules d'injection is the final check of the injection mold design, and more attention should be paid to the processing performance of the parts.
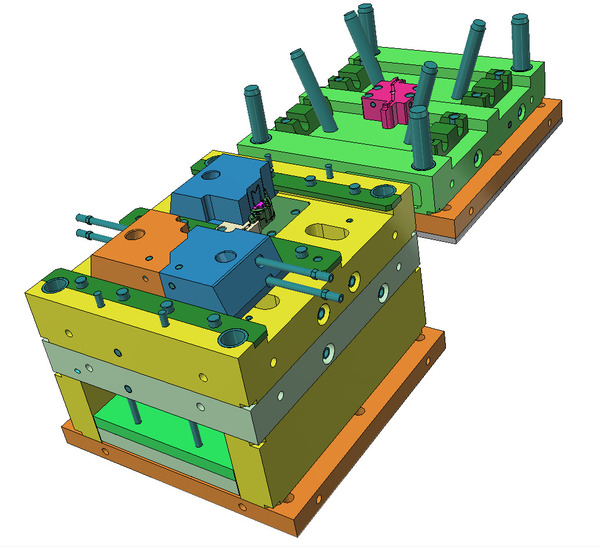
Fabrication de moules
Programmation, retrait des électrodes
Une fois la conception du moule terminée, vous devez élaborer le programme CNC en fonction des conditions de traitement de chaque pièce et de la nécessité ou non de retirer l'électrode pour l'électroérosion.

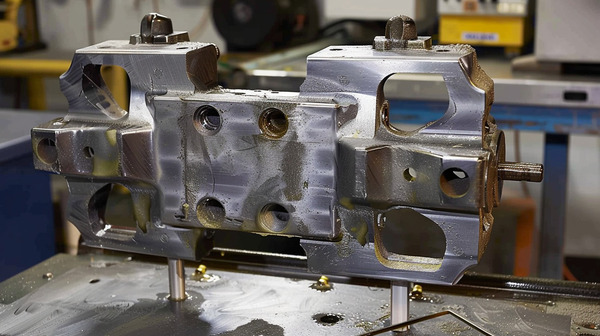
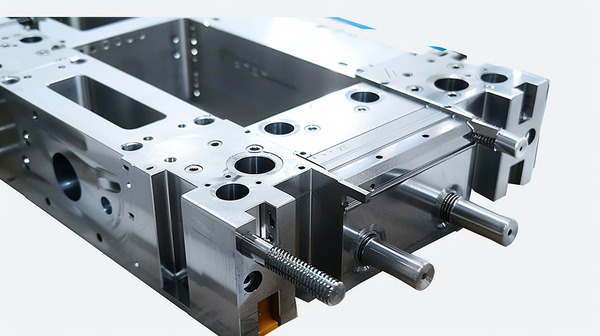
Usinage
Le traitement mécanique du moule comprend le traitement CNC, le traitement EDM, le traitement de découpe par fil, le traitement de perçage de trous profonds, etc. Une fois la base du moule et les matériaux commandés, le moule n'est qu'à l'état d'ébauche ou de matériau en acier.
À ce stade, une série de traitements mécaniques doivent être effectués selon l'intention de conception du moule pour fabriquer différentes pièces.

L'usinage CNC, ou usinage à commande numérique par ordinateur, est un centre d'usinage qui utilise la commande numérique. Il nécessite divers processus d'usinage, une sélection d'outils, des paramètres d'usinage et d'autres exigences.

L'usinage par électroérosion (EDM), ou usinage par décharge électrique, est un processus d'usinage qui utilise la décharge électrique pour éroder le matériau jusqu'à la taille requise, de sorte qu'il ne peut traiter que des matériaux conducteurs. Les électrodes utilisées sont généralement en cuivre et en graphite.
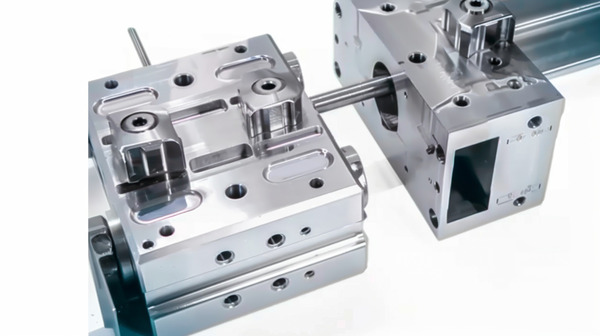
Assemblage du fixateur
Un ajusteur joue un rôle très important dans le processus de fabrication des moules, et son travail doit s'étendre à l'ensemble du processus de fabrication des moules. Le travail d'un ajusteur consiste à assembler des moules, à les tourner, à les fraiser, à les rectifier et à les percer.
Sauvetage et polissage des moules
Le nettoyage et le polissage des moules consistent à utiliser du papier de verre, de la pierre à huile, de la pâte de diamant et d'autres outils pour traiter les pièces du moule après que celui-ci a été traité par la CNC, l'EDM et l'ajusteur avant d'être assemblé.

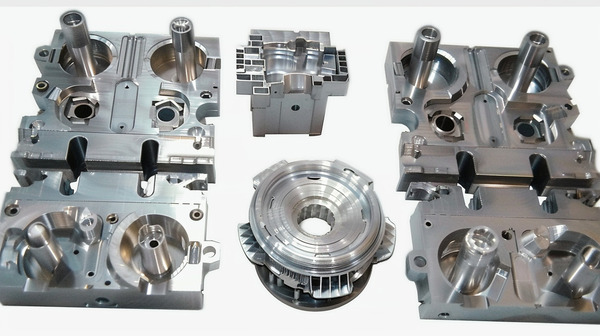
Inspection des moules d'injection
Apparence des moules
La plaque signalétique du moule a un contenu complet, des caractères clairs et une disposition soignée. La plaque signalétique doit être fixée sur le pied du moule à proximité du gabarit et de l'angle de référence. La plaque signalétique est fixée de manière fiable et ne se détache pas facilement.

La buse d'eau de refroidissement doit être une buse enfichable dans un bloc de plastique, et le client peut avoir d'autres exigences. La buse d'eau de refroidissement ne doit pas dépasser la surface du cadre du moule. La buse d'eau de refroidissement doit être traitée avec des trous fraisés.

Le diamètre des trous fraisés est de 25 mm, 30 mm et 35 mm. Le chanfrein du trou doit être régulier. La buse d'eau de refroidissement doit avoir des marques d'entrée et de sortie.

Les caractères et les chiffres anglais marqués doivent être supérieurs à 5/6, et la position doit être de 10 mm directement sous la buse d'eau. L'écriture doit être claire, belle, soignée et régulièrement espacée.

Les accessoires du moule ne doivent pas affecter le levage et le stockage du moule. Lors de l'installation, des cylindres d'huile, des buses d'eau, des mécanismes de préréglage, etc. sont exposés en dessous et doivent être protégés par des pieds de support.

The installation of the support legs should be fixed to the mold frame with screws through the support legs. The overlong support legs can be fastened to the mold frame by machining external threaded columns. The size of the mold ejection hole should meet the requirements of the specified injection molding machine.

Vous ne pouvez pas utiliser une seule éjection centrale, sauf s'il s'agit d'un petit moule. L'anneau de positionnement doit être fixé de manière fiable, avec un diamètre d'anneau de 100 mm et 250 mm. L'anneau de positionnement est 10 à 20 mm plus haut que la plaque de fond, à moins que le client n'ait d'autres exigences.

Les dimensions extérieures du moule doivent être conformes aux exigences de la machine de moulage par injection spécifiée. Les moules dont les exigences d'installation sont directionnelles doivent être marqués de flèches sur le gabarit avant ou arrière pour indiquer le sens de l'installation.

Il doit y avoir "UP" à côté de la flèche. La flèche et le texte sont tous deux jaunes et la hauteur est de 50 mm. La surface du cadre du moule ne doit pas présenter de piqûres, de rouille, d'anneaux de levage supplémentaires, d'entrée et de sortie de vapeur d'eau, de trous d'huile, etc. ni de défauts affectant l'apparence.

Le moule doit être facile à soulever et à transporter. Les pièces du moule ne doivent pas être démontées pendant le levage, et les anneaux de levage ne doivent pas interférer avec le robinet, le cylindre à huile, la tige de préréglage, etc.

Matériau et dureté du moule
Le cadre du moule doit utiliser un cadre de moule standard conforme aux normes. Les matériaux des pièces de formage du moule et du système de coulée (noyau, insert mobile du moule, insert mobile, cône de déviation, tige de poussée, manchon d'obturation) sont fabriqués dans des matériaux dont la performance est supérieure à 40Cr.

Lors du moulage de matières plastiques facilement corrodées par le moule, les pièces moulées doivent être fabriquées dans des matériaux résistants à la corrosion ou des mesures anticorrosion doivent être prises sur leurs surfaces de moulage. La dureté des pièces moulées ne doit pas être inférieure à 50 HRC, ou la dureté du traitement de durcissement de la surface doit être supérieure à 600 HV.

Essai de moule d'injection
Précautions avant l'essai
Le cadre du moule doit utiliser un cadre de moule standard conforme aux normes. Les matériaux des pièces de formage du moule et du système de coulée (noyau, insert mobile du moule, insert mobile, cône de déviation, tige de poussée, manchon d'obturation) sont fabriqués dans des matériaux dont la performance est supérieure à 40Cr.

Lors du moulage de matières plastiques facilement corrodées par le moule, les pièces moulées doivent être fabriquées dans des matériaux résistants à la corrosion ou des mesures anticorrosion doivent être prises sur leurs surfaces de moulage. La dureté des pièces moulées ne doit pas être inférieure à 50 HRC, ou la dureté du traitement de durcissement de la surface doit être supérieure à 600 HV.

Après avoir confirmé que les différentes parties du moule fonctionnent correctement, il est nécessaire de sélectionner une machine de moulage par injection d'essai appropriée. Lors de la sélection, il convient de prêter attention au volume d'injection maximal de la machine de moulage par injection.

si la distance intérieure du tirant peut s'adapter au moule ; si la course maximale du gabarit mobile répond aux exigences ; si les autres outils et accessoires connexes du moule d'essai sont entièrement préparés.

Une fois que tout est en ordre, l'étape suivante consiste à suspendre le moule. Lors de la suspension, il convient de noter qu'avant de verrouiller toutes les plaques de serrage et d'ouvrir le moule, le crochet ne doit pas être retiré afin d'éviter que la plaque de serrage ne se desserre ou ne se brise et ne fasse tomber le moule.

Une fois le moule en place, vérifiez que toutes les pièces mécaniques fonctionnent correctement. Assurez-vous que la plaque de glissement, la goupille d'éjection, la structure de retrait des dents et l'interrupteur de fin de course fonctionnent tous correctement. Assurez-vous également que la buse d'injection et l'orifice d'alimentation sont alignés.

Passons maintenant à l'étape suivante, à savoir la fermeture du moule. À ce stade, la pression de fermeture du moule doit être réduite. Lors de la fermeture manuelle et à faible vitesse du moule, il convient d'être attentif à l'absence de mouvements irréguliers et de bruits anormaux.

Le processus de levage du moule est en fait très simple. La principale chose à faire avec précaution est qu'il est difficile d'ajuster le centre de la porte du moule et de la buse. En général, le centre peut être ajusté à l'aide d'un papier d'essai.

Augmentez la température du moule : En fonction du matériau que vous utilisez et de la taille de votre moule, choisissez un régulateur de température qui portera votre moule à la température nécessaire à la fabrication des pièces.

Une fois la température du moule augmentée, vérifiez à nouveau le mouvement de chaque pièce, car l'acier peut provoquer un blocage du moule après la dilatation thermique ; faites donc attention au glissement de chaque pièce pour éviter les tensions et les vibrations.

Si l'usine n'applique pas la règle du plan expérimental, il est recommandé de ne modifier qu'une seule condition à la fois lors de l'ajustement des conditions du moule d'essai, afin de distinguer l'impact d'un seul changement de condition sur le produit.

Essayez d'utiliser les mêmes matières premières pour le moule d'essai et la future production de masse. Essayez d'utiliser les mêmes matières premières pour le moule d'essai et la future production de masse. N'essayez pas le moule entièrement avec des matériaux de qualité inférieure. S'il y a une exigence en matière de couleur, vous pouvez organiser un test de couleur en même temps.
Le traitement secondaire est souvent affecté par des problèmes tels que les contraintes internes. Après le moule d'essai, le moule doit être soumis au traitement secondaire lorsque le produit est stable. Après une fermeture lente, réglez la pression de serrage et déplacez le moule plusieurs fois pour vérifier si la pression de serrage n'est pas inégale afin d'éviter les bavures et la déformation du produit.

Une fois que vous avez fait tout cela, vous pouvez réduire la vitesse et la pression de fermeture du moule, régler la tige de sécurité et la course d'éjection, puis ajuster la fermeture normale du moule et la vitesse de fermeture du moule. Si l'interrupteur de fin de course maximale est impliqué, vous devez ajuster la course d'ouverture du moule pour qu'elle soit un peu plus courte, et couper l'action d'ouverture du moule à grande vitesse avant que le moule n'atteigne sa course maximale.

En effet, pendant la période de chargement du moule, la course d'action à haute vitesse est plus longue que la course d'action à basse vitesse sur l'ensemble de la course d'ouverture du moule. Sur la machine à plastique, la tige d'éjection mécanique doit également être réglée pour agir après l'action d'ouverture du moule à pleine vitesse afin d'éviter la déformation de la plaque d'éjection ou de la plaque de démoulage sous l'effet de la force.

Avant de commencer le moulage, vérifiez les points suivants : La course d'alimentation est-elle trop longue ou trop courte ? La pression est-elle trop élevée ou trop faible ? La vitesse de remplissage est-elle trop rapide ou trop lente ? Le cycle de traitement est-il trop long ou trop court ?

Pour éviter les coups courts, les cassures, les déformations, les bavures et même les dommages aux moules. Si le temps de cycle est trop court, l'éjecteur pousse à travers la pièce ou l'anneau de démoulage écrase la pièce. Il vous faudra peut-être deux ou trois heures pour retirer la pièce. Si la durée du cycle est trop longue, les parties fines et faibles du noyau peuvent se briser en raison du retrait du caoutchouc.

Il est impossible de prévoir tous les problèmes susceptibles de survenir au cours d'un procès sur les moisissures, mais le fait d'anticiper et de prendre des mesures vous aidera à éviter des problèmes importants et coûteux.

Les principales étapes d'un procès en matière de moisissures
Pour éviter de perdre du temps et des efforts lors de la production de masse, vous devez être patient et ajuster et contrôler les différentes conditions de traitement, trouver les meilleures conditions de température et de pression et établir des procédures standard d'essai des moules que vous pourrez utiliser tous les jours.

Vérifier si la résine plastique contenue dans le fût est correcte et si elle a été cuite conformément à la réglementation (si des matières plastiques différentes sont utilisées pour l'essai et la production du moule, des résultats différents peuvent être obtenus).

Veillez à bien nettoyer le tube de matériau afin de ne pas injecter de mauvais caoutchouc ou de matériau étranger dans le moule. Le mauvais caoutchouc et les matières étrangères peuvent bloquer le moule. Vérifiez que la température du tube de matériau et la température du moule sont adaptées au matériau que vous utilisez.

Modifiez la pression et le volume d'injection pour que le produit ait un bel aspect. Mais ne le laissez pas flasher, surtout si certaines pièces ne sont pas entièrement solidifiées. Réfléchissez avant de modifier tous les paramètres de contrôle, car une petite modification du taux de remplissage peut faire une grande différence dans le remplissage.

Il suffit d'être patient et d'attendre que les conditions de la machine et du moule se stabilisent. Même une machine de taille moyenne peut nécessiter plus de 30 minutes d'attente. Ce temps peut être mis à profit pour vérifier les éventuels problèmes liés au produit.

Le temps d'avance de la vis ne doit pas être inférieur au temps nécessaire à la solidification du plastique de la porte, sinon le poids du produit sera réduit, ce qui nuira aux performances du produit. Lorsque le moule est chauffé, le temps d'avance de la vis doit également être prolongé pour compacter le produit.

Un ajustement raisonnable permet de réduire le cycle de traitement total. Faites fonctionner les conditions nouvellement ajustées pendant au moins 30 minutes jusqu'à ce qu'elles soient stables, puis produisez en continu au moins une douzaine d'échantillons de moules complets, marquez la date et la quantité sur le récipient et placez-les séparément en fonction de l'empreinte du moule pour tester la stabilité de leur fonctionnement réel et en déduire des tolérances de contrôle raisonnables (particulièrement utile pour les moules à empreintes multiples).
Mesurez et notez les dimensions importantes des échantillons continus (attendez que les échantillons soient refroidis à température ambiante avant de les mesurer).
Vérifiez la taille de chaque échantillon de moule et recherchez : si la taille du produit est stable ; si certaines dimensions ont tendance à augmenter ou à diminuer, ce qui signifie que les conditions de traitement de la machine continuent à changer, comme un mauvais contrôle de la température ou de la pression de l'huile ; si le changement de taille se situe dans la fourchette de tolérance.

Si la taille du produit ne change pas et que les conditions de traitement sont normales, vous devez vérifier si la qualité du produit dans chaque cavité est acceptable et si sa taille se situe dans la tolérance autorisée. Notez les numéros des cavités qui sont systématiquement plus grands ou plus petits que la moyenne afin de vérifier si la taille du moule est correcte.

Enregistrer les paramètres obtenus lors de l'essai du moule
Enregistrer et analyser les données si nécessaire pour modifier le moule et les conditions de production, et comme référence pour les futures productions de masse.

Allonger le temps de traitement pour stabiliser la température de la matière fondue et la température de l'huile hydraulique.
Ajustez les conditions de la machine en fonction de la taille de tous les produits qui sont trop grands ou trop petits. Si le taux de rétraction est trop élevé et que le produit semble ne pas être assez tiré, vous pouvez également augmenter la taille de la porte.

Si la taille de la cavité est trop grande ou trop petite, corrigez-la. Si la taille de la cavité et de la porte est toujours bonne, essayez de modifier les conditions de la machine, comme le taux de remplissage, la température du moule et la pression de chaque pièce, et vérifiez si certaines cavités se remplissent lentement.
Apportez des corrections en fonction des conditions d'adaptation de chaque produit creux ou du déplacement du noyau, et essayez peut-être d'ajuster à nouveau le taux de remplissage et la température du moule pour obtenir un résultat plus uniforme.

Régler les problèmes de la moulage par injection comme la pompe à huile, la vanne d'huile, le régulateur de température, etc. Si vous ne réglez pas ces problèmes, les conditions de traitement changeront. Même si vous avez le meilleur moule, il ne fonctionnera pas bien sur une machine dont vous ne vous occupez pas.
Après avoir examiné toutes les valeurs enregistrées, conservez un ensemble d'échantillons pour vérifier et comparer si les échantillons corrigés se sont améliorés. Sauvegardez correctement tous les enregistrements de l'inspection des échantillons pendant l'essai du moule, y compris les différentes pressions dans le cycle de moulage par injection, la température de la matière fondue et du moule.

la température du tube du matériau, le temps d'action de l'injection, la période d'alimentation de la vis, etc. En bref, enregistrez toutes les données qui vous aideront à établir avec succès les mêmes conditions de traitement à l'avenir, afin d'obtenir des produits conformes aux normes de qualité.
Actuellement, la température du moule est souvent ignorée lors des essais de moulage en usine. Lors des essais de moulage à court terme et de la future production de masse, la température du moule est la plus difficile à contrôler. Une température de moule incorrecte peut affecter la taille, la luminosité, le rétrécissement, les lignes d'écoulement et le manque de matière de l'échantillon. Si le contrôleur de température du moule n'est pas utilisé pour la contrôler, des difficultés peuvent survenir dans la future production de masse.

Modification des moules d'injection
Préparation avant la modification du moule
Comprendre ce que veut le client et les exigences liées à la fabrication du nouveau produit ; examiner l'ensemble du produit pour voir quelles pièces doivent être modifiées, tester et noter le type d'acier dont est fait le moule, sa dureté, etc.

Dessinez la structure originale du moule, trouvez les parties qui doivent être modifiées et marquez la taille, la position, le chanfrein, etc.
Conception de la modification des moules
Sur la base des exigences du produit, la conception de la modification du moule est effectuée ; la structure du moule est modifiée et la difficulté et le coût du traitement sont pleinement pris en compte dans la conception ; les dessins de la nouvelle structure du moule sont réalisés et les paramètres tels que la taille, le matériau, la dureté, etc. sont déterminés.

Modification des moules Traitement et fabrication
Établir le plan de traitement et de fabrication de la modification du moule, y compris l'approvisionnement en matériaux, la fabrication, le débogage et d'autres processus.Effectuer le traitement et la fabrication sur la base des dessins de conception pour la modification du moule, y compris le fraisage, l'électroérosion, la découpe au fil et d'autres processus.

Il faut également procéder à un traitement de précision à l'aide d'un banc de travail et de meules. Une fois le processus de modification du moule terminé, il convient de procéder à une inspection dimensionnelle et à des essais approfondis afin de vérifier si la structure du moule répond aux exigences de production des nouveaux produits.
Modification des moules et débogage
Une fois le traitement du moule terminé, le moule est débogué. Il s'agit d'ajuster la température, la pression, la vitesse et d'autres paramètres du moule. Le moule est séché et dépoussiéré pour s'assurer qu'il n'y a pas de pollution pendant le processus de moulage par injection. Le moule est testé et débogué sur l'unité de production. moulage par injection pour vérifier la taille, les défauts, les fuites et d'autres conditions du moule.

Entretien après modification des moules
Après utilisation, le moule doit être nettoyé et entretenu pour éviter la rouille et les dommages. Le moule doit être régulièrement entretenu et réparé, notamment en remplaçant les pièces usées et en nettoyant le circuit de chauffage.

Lorsque le moule n'est plus utilisé, il doit être stocké correctement et inspecté régulièrement.
Réparation des moules d'injection
Préparation préliminaire
Avant de commencer la réparation du moule d'injection, nous devons effectuer une série d'inspections pour comprendre les conditions spécifiques du moule qui doit être réparé, afin d'assurer le bon déroulement des travaux de réparation du moule.

Vérifier les composants structurels du moule pour comprendre l'emplacement spécifique et le degré de réparation nécessaire. Comprendre le processus et les conditions de production lorsque le moule est utilisé afin de déterminer si des changements sont nécessaires. Préparer les outils et les matériaux nécessaires à la réparation.
Démontage du moule
Lorsque vous effectuez des travaux de réparation de moules, vous devez d'abord démonter le moule. Ce processus consiste principalement à retirer la plaque mobile et la plaque fixe du moule. Divisez le moule en deux parties, gauche et droite, et séparez-les du tirant. Retirez les accessoires, le noyau, la cavité, la buse, l'éjecteur et les autres pièces du moule.

Réparer la moisissure
Une fois le moule démoulé, il peut passer à l'étape de la réparation. La réparation comprend principalement le nettoyage et le traitement thermique : sablage du moule pour éliminer la rouille, puis traitement thermique. Rénovation des trous de passage : Rénovation et réparation des trous de passage du moule, et fermeture des anciens trous de passage.

Moule : Réparer les parties endommagées du moule, utiliser une meule pour le lisser et le polir. Pulvérisation : Vaporiser la surface du moule pour former un film protecteur sur la surface du moule afin d'augmenter la durée de vie du moule.
Assembler le moule
Une fois la réparation effectuée, vous pouvez le remonter. Les étapes de montage servent principalement à vérifier que les différentes parties du moule ont été réparées. Effectuer un test sur le moule pour vérifier sa fiabilité. Vérifier et ajuster l'installation et le réglage du moule.

Ajustement du test
Une fois l'assemblage terminé, il faut procéder aux essais et aux ajustements. Ce processus consiste principalement à tester les machines et les équipements utilisés avec le moule afin de s'assurer que les deux fonctionnent ensemble et d'obtenir de meilleurs résultats de production.
Entretien des moules
Les moules d'injection plastique nécessitent une maintenance et un entretien réguliers pour garantir leur bon fonctionnement et leur longue durée de vie.

Méthodes correctes d'entretien des moules
Gardez le moule propre : Lorsque vous utilisez le moule, des résidus de coulées de plastique fondu ou des impuretés adhèrent à la surface du moule. Si vous ne le nettoyez pas à temps, la qualité du produit s'en ressentira. C'est pourquoi le nettoyage régulier du moule est une opération de maintenance très importante.

Réparez les dommages à temps : Le moule peut être endommagé ou usé en cours d'utilisation, par exemple par des fissures, des bavures ou d'autres problèmes. En détectant et en réglant rapidement ces problèmes, le moule peut durer plus longtemps et éviter que les dommages n'entraînent des conséquences plus graves.
Maintenir le moule lubrifié : Les pièces du moule doivent être lubrifiées pendant le travail afin de réduire les frottements et l'usure. Une lubrification et un entretien réguliers du moule permettent de prolonger efficacement sa durée de vie.

Compétences clés en matière d'entretien des moules
Utilisez le moule correctement : Lorsque vous utilisez le moule, suivez les instructions de conception et d'utilisation afin de ne pas le surcharger ou de ne pas l'utiliser à tort et à travers.
Stockez le moule correctement : Les moules que vous n'utilisez pas doivent être stockés correctement pour les protéger de l'humidité, du soleil et d'autres éléments nocifs présents dans l'air. Veillez également à ne pas les heurter et à ne pas les casser.

Gardez un œil sur les moisissures : Garder un œil sur les moisissures, résoudre les problèmes au fur et à mesure qu'ils apparaissent, prévenir les problèmes futurs et s'assurer que les moisissures continuent à fonctionner.
Conclusion
Les moules en plastique sont des outils utilisés dans l'industrie de la transformation des matières plastiques pour s'adapter aux machines de moulage des matières plastiques et donner aux produits en plastique des configurations complètes et des dimensions précises. Comme il existe de nombreux types et structures de matières plastiques, de méthodes de transformation, de machines de moulage de matières plastiques et de produits en plastique, il existe également de nombreux types et structures de moules en plastique.

Le processus principal de fabrication des moules à injection comprend principalement l'acceptation des besoins de personnalisation des clients, la conception des moules, la fabrication des moules, l'inspection des moules à injection, l'essai des moules en plastique, la modification des moules à injection, la réparation des moules à injection et l'entretien des moules.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






