 İçeriğe geç
İçeriğe geç 

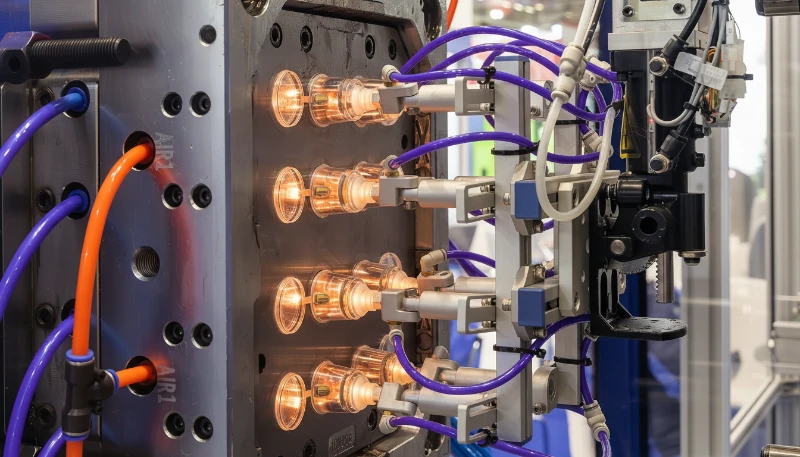
İnce duvarlı ambalajlar, tıbbi tek kullanımlık ürünler ve yüksek hacimli elektronik kasalar, yüksek hızlı enjeksiyon kalıplama makinesi talebini yönlendiren başlıca uygulamalardır. enjeksi̇yon kaliplama maki̇nesi̇1 Boşluk basıncı, enjeksiyon sırasında ve sonrasında kalıp boşluğu içindeki erimiş plastiğin basıncını ifade eder. Yüksek hızlı ince duvarlı kalıplamada tepe boşluk basıncı tipik olarak 800-1.200 bar'a ulaşır, bu da standart kalıplamanın tipik 400-700 bar'ından önemli ölçüde yüksektir ve daha yüksek kapatma kuvveti ile daha sağlam kalıp yapısı gerektirir.
– High-speed machines are specifically engineered for thin-wall packaging (0.3–0.8 mm walls), disposable medical components, and high-volume consumer electronics housings where cycle time directly governs unit economics.
– All-electric and hybrid servo-electric drive systems have displaced hydraulic drives in new high-speed machine purchases, offering 30–50% lower energy consumption and ±0.01 mm repeatability.
– In our factory, switching from standard to high-speed machines on thin-wall food container production reduced cycle time from 12 seconds to 3.8 seconds—a 68% reduction that transformed per-unit economics.
– High-speed machines require higher clamping tonnage per unit of projected area and specialized mould designs with enhanced venting, balanced cooling, and reinforced cavity walls to withstand the higher cavity pressures.
What Is a High-Speed Injection Molding Machine and How Does It Differ from Standard Equipment?
A high-speed injection molding machine is an injection molding press specifically engineered to achieve injection speeds2 of 300–600 mm/s (versus 50–200 mm/s on standard machines) and clamp open/close speeds exceeding 500 mm/s, enabling total cycle times of 2–8 seconds for thin-wall plastic parts. These machines are purpose-built for applications where cycle time directly determines profitability—primarily thin-wall packaging, medical disposables, and high-volume consumer electronics components.
In our factory, we operate both standard (general-purpose) and high-speed machines. The practical difference is immediate: our high-speed presses complete a cycle in 3.8–6 seconds on the same thin-wall part that takes 11–14 seconds on a standard machine. Over a 24-hour production day, that difference compounds to 7,000–10,000 additional parts from a single machine—a capability gap that changes the entire manufacturing economics of high-volume programs.
What Technical Specifications Define a High-Speed Injection Molding Machine?
Several key technical parameters distinguish high-speed injection molding machines from standard-class equipment. Understanding these specifications is essential for selecting the right machine for a specific production application.
| Parametre | Standard Machine | High-Speed Machine |
|---|---|---|
| Enjeksiyon Hızı | 50–200 mm/s | 300–600 mm/s |
| Enjeksiyon Basıncı | 1,200–1,800 bar | 2,000–2,500 bar |
| Clamp Speed (open/close) | 150–300 mm/s | 500–800 mm/s |
| Typical Cycle Time (thin wall) | 10–20 seconds | 2–8 seconds |
| Tahrik Sistemi | Hydraulic (primarily) | All-electric or hybrid servo |
| Position Repeatability | ±0.05–0.1 mm | ±0.005–0.02 mm |
| Energy Consumption | Baseline | 30–50% lower (servo/electric) |
| Machine Cost Premium | Baseline | 40–80% higher |
“High-speed injection molding machines are simply standard machines running at higher pressures.”Yanlış
High-speed machines require fundamentally different engineering: accumulator-assisted injection systems or servo-electric direct drive to achieve 300–600 mm/s injection speeds, redesigned clamping systems for high-velocity movement, enhanced cooling capacity in the barrel, and precision control systems with response times under 1 millisecond. They are not modified standard machines—they are purpose-engineered platforms.
“All-electric high-speed machines consume 30–50% less energy than equivalent hydraulic high-speed machines.”Doğru
All-electric machines use servo motors that consume energy only when performing work (inject, clamp, eject), while hydraulic systems run a constant-speed pump that wastes energy as heat during idle and transition phases. At high cycle rates, where idle time is minimal, the energy savings are somewhat lower but still significant at 20–35% on high-speed programs.
What Drive Systems Power High-Speed Injection Molding Machines?
Drive system technology is the most critical differentiator between high-speed injection molding machine generations. Three main drive architectures are used: conventional hydraulic with accumulators, all-electric servo, and hybrid servo-electric. In our facility, we’ve invested specifically in hybrid and all-electric platforms because they offer the best combination of speed, repeatability, and energy efficiency for our thin-wall production programs.

Hydraulic high-speed machines use hydraulic accumulators3 pre-charged to 200–280 bar that discharge rapidly into the injection cylinder, achieving high injection velocities without requiring an oversized hydraulic pump. This approach is cost-effective but consumes constant energy (the pump runs continuously) and has position repeatability limited to ±0.05 mm. All-electric high-speed machines use servo motors with ball screws or linear drives for each machine axis—injection, clamping, plasticizing, and ejection—achieving ±0.005 mm repeatability and on-demand energy use. Hybrid systems use servo-electric for injection and plasticizing (where precision matters most) and hydraulic for clamping (where force-to-cost ratio matters).
What Applications Specifically Require High-Speed Injection Molding Machines?
High-speed injection molding machines are not universally superior to standard machines—they are optimized for a specific class of applications where their speed advantage justifies their cost premium. In our factory, we apply strict criteria before assigning a job to a high-speed press: the part must have thin walls (0.3–1.2 mm), high annual volume (500,000+ parts), and be made from a material compatible with high-shear processing.

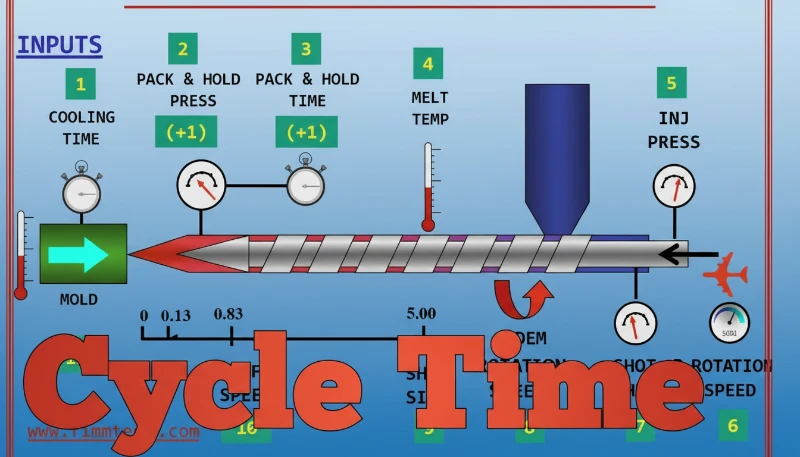
Plastik enjeksiyon kalıplama süreç diyagramı, yüksek hızlı enjeksiyon kalıplama makinesi teknolojisini özetlemektedir
How Do Mould Requirements Change for High-Speed Injection Molding?
Running a mould at 400 mm/s injection speed with 2,200 bar peak cavity pressure4 imposes significantly different demands on mould design than standard processing. In our experience, moulds not specifically designed for high-speed operation fail prematurely or produce poor-quality parts when run on high-speed machines—even if the same parts run fine on standard machines at lower speeds.
Key mould design modifications required for high-speed operation: cavity steel must be H13 or equivalent at minimum 48 HRC (softer steels deform under cyclic high-pressure loading); venting must be significantly enhanced—we add 3–5× more vent area compared to standard tools because the faster fill rate traps air more aggressively; cooling must be engineered for heat extraction rates 2–3× higher than standard tools (conformal cooling or beryllium copper inserts at hot spots); runner and gate systems must be balanced for high flow rates with smooth transitions (no sharp corners that cause material degradation at high shear rates); and the mould base must be precision-ground and fitted to tolerances of ±0.005 mm to prevent flashing from parting-line opening under repeated high-pressure shots.
“Any existing injection mould can be run on a high-speed machine to reduce cycle time.”Yanlış
Existing moulds built for standard processing typically lack the reinforced cavity walls, enhanced venting, high-capacity cooling, and precision-fit parting surfaces required for high-speed operation. Running a standard-class mould at 400 mm/s injection speed typically results in flash, premature cavity wear, inadequate fill, or parting surface cracking within the first few thousand shots.
“High-speed injection molding reduces per-unit manufacturing cost primarily through cycle time reduction rather than material savings.”Doğru
Machine time (hourly rate × cycle time) is typically the largest variable cost in high-volume injection moulding, often exceeding material cost per part by 2–4× at volumes above 500,000 units/year. Reducing cycle time from 12 to 4 seconds on a $85/hour machine cuts machine cost per part from $0.28 to $0.09—a $0.19/part saving that compounds to $95,000 per million parts.
What Are the Economic Justification Criteria for High-Speed Machine Investment?
High-speed injection molding machines carry a significant capital premium over standard-class equipment—typically 40–80% higher purchase price for equivalent tonnage. This premium is only justified when the production economics support it. In our factory, we use a structured ROI calculation before approving high-speed machine purchases.

The core calculation: Machine cost premium (say $150,000) ÷ Annual savings from cycle time reduction. If a high-speed machine runs 3.5 second cycles versus 12 seconds on a standard machine, on a 32-cavity mould at $80/hour machine rate, the annual savings at 6,000 production hours equals approximately $180,000/year. Payback period = $150,000 ÷ $180,000 = 0.83 years. With a 7–10 year machine life, the ROI is compelling. The math works strongly when: annual volume exceeds 2 million parts, existing cycle time is above 8 seconds, and the high-speed machine can run at sustained 85%+ utilization. It does not work for low-volume programs below 200,000 parts/year or for thick-wall parts where the cooling time (not the injection speed) dominates cycle time.
Sıkça Sorulan Sorular

Q: What is the minimum wall thickness achievable with high-speed injection molding?
A: With high-speed machines running at 400–600 mm/s injection speed and 2,200 bar peak pressure, wall thicknesses of 0.3–0.4 mm are achievable in flow lengths up to 100–150 mm with appropriate mould design. The practical limit is not machine speed but mould cooling capacity and resin flow length ratio. We achieve 0.4 mm walls consistently on 120 mm flow-length consumer packaging parts using conformal-cooled moulds and PP resin with high melt flow index (MFI 25–40).
Q: What resins are most compatible with high-speed injection molding?
A: High-melt-flow-index (MFI) grades of standard resins work best: PP (MFI 20–60), ABS (MFI 20–40), HDPE (MFI 15–30), and PS (MFI 15–25). These flow readily at high injection speeds without excessive shear degradation. Resins with high temperature sensitivity (POM, PMMA) or glass-filled composites require more careful speed management because high shear rates can cause degradation, gate discoloration, or glass fiber breakage that reduces mechanical properties.
Q: How does robotics integration differ for high-speed injection molding?
A: At 3–5 second cycle times, traditional side-entry (horizontal) robots cannot complete part extraction within the available window. High-speed applications use top-entry (vertical) servo robots with integrated gripper systems that begin entering the mould as it opens and complete extraction in 0.8–1.5 seconds. For packaging applications, we also integrate in-mould labeling (IML) systems that position labels in the cavity during the 0.5–0.8 second window between mould opening and closing—eliminating a separate labeling operation entirely.
Q: What is the maximum shot size practical for a high-speed injection molding machine?
A: High-speed machines are optimized for small-to-medium shot sizes typically below 500–800 g. The high injection speeds required for thin-wall filling demand rapid barrel plasticizing capacity, which has physical limits in screw geometry and barrel length. For large-shot applications above 1,000 g, the cycle time advantage of high-speed injection diminishes because cooling time (proportional to wall thickness, not injection speed) dominates total cycle time regardless of machine speed.
Q: How does clamping force selection differ for high-speed injection molding?
A: High-speed thin-wall moulding generates higher cavity pressure than standard processing—typically 800–1,200 bar peak cavity pressure versus 400–700 bar standard. This requires higher clamping force per unit of projected area: 3–6 tons/cm² for thin-wall applications versus 1.5–3 tons/cm² for standard moulding. We calculate required clamping force as projected area (cm²) × average cavity pressure (bar) × 0.1, then add a 20–30% safety margin for high-speed programs.
Q: Can high-speed injection molding machines run multi-material or overmoulding processes?
A: Yes, high-speed rotary and core-back two-component machines are available that maintain rapid cycle times while performing overmoulding operations. However, the second material and interface processing constraints typically extend cycle time to 6–12 seconds, which reduces the cycle time advantage compared to single-material high-speed operation. For overmoulding at high volume, we evaluate whether a two-machine transfer process (each machine running at single-material high speed) outperforms a single two-component machine—it often does at volumes above 1 million sets per year.
Özet
A high-speed injection molding machine is not simply a faster standard machine—it is a purpose-engineered production platform designed for the specific demands of thin-wall, high-volume plastics manufacturing. The combination of 300–600 mm/s injection speeds, servo-electric or hydraulic-accumulator drive systems, enhanced clamping velocity, and precision process control delivers cycle time reductions of 50–70% compared to standard machines on appropriate applications.
In our factory, the decision to invest in high-speed equipment is always made after confirming three criteria: the part requires thin walls (under 1.2 mm), annual production volume exceeds 500,000 parts, and mould design has been engineered specifically for high-speed operation. When all three conditions are met, the economic case is almost always compelling. When any one condition is missing, standard machines remain the more cost-effective choice.
-
Injection moulding is a manufacturing process for producing parts by injecting molten material into a mould. High-speed injection moulding uses optimized machine parameters to minimize cycle time while maintaining part quality. ↩
-
Injection speed (also called injection velocity) is the linear velocity of the injection screw during the fill phase, measured in mm/s. Higher injection speeds reduce fill time and prevent premature solidification in thin-wall sections, but also increase shear rate and the risk of material degradation in heat-sensitive resins. ↩
-
A hydraulic accumulator is a pressure vessel pre-charged with nitrogen gas that stores hydraulic energy. During the rapid injection phase, the accumulator discharges stored energy into the injection cylinder to achieve injection speeds far beyond what the hydraulic pump alone can deliver, without requiring an oversized pump. ↩
-
Cavity pressure refers to the pressure of the molten plastic inside the mould cavity during and after injection. Peak cavity pressure in high-speed thin-wall moulding typically reaches 800–1,200 bar, significantly higher than the 400–700 bar typical of standard moulding, requiring higher clamping force and more robust mould construction. ↩







