 İçeriğe geç
İçeriğe geç 

Giriş: Enjeksiyon kalıbı, plastik ürünler yapmak için kullanılan bir araçtır. Plastiği ısıtarak, eriterek ve ardından bir makine ile kalıba püskürterek çalışır. Plastik soğur ve sertleşir ve sonra plastik bir şeyiniz olur.

Enjeksiyon kalıbında alt kesimleri olan çoğu ürün, alt kesimleri çıkarmak için kaldırıcılar kullanabilir. Amaç, sürgü mekanizmasınınkine benzerdir çünkü enjeksiyonla kalıplanmış ürünün kalıptan çıkarma yönü enjeksiyon kalıplama makine ürünü itme plakasından dışarı iter ve sadece bir kalıptan çıkarma yönü vardır.
Üründe çıkıntılar, delikler ve oluklar olduğunda, kalıptan çıkarma yönü ile tutarsızsa alt kesimler (düğme konumları) oluşturacaktır. Alt kesimleri gidermek için diğer yönlerde kalıptan çıkarmak için bir mekanizma eklemek gerekir.

Maliyeti, yapımının ne kadar zor olduğunu ve ne kadar iyi çalıştığını düşündüğünüzde, bir kaldırıcı veya bir kaydırıcı kullanabiliyorsanız, iç alt kesimler için bir kaldırıcı ve dış alt kesimler için bir kaydırıcı kullanın. Kaldırıcılar iyidir çünkü basittir, yapımı kolaydır, ucuzdur ve fazla yer kaplamaz.

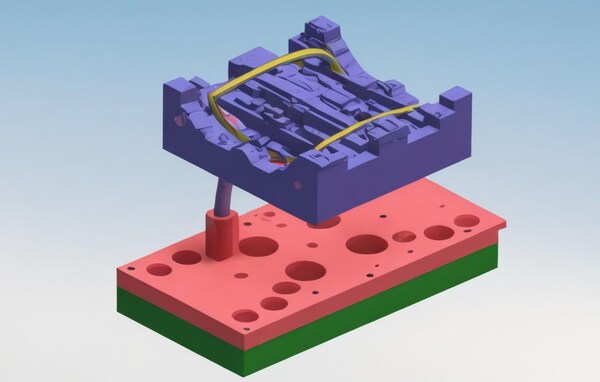
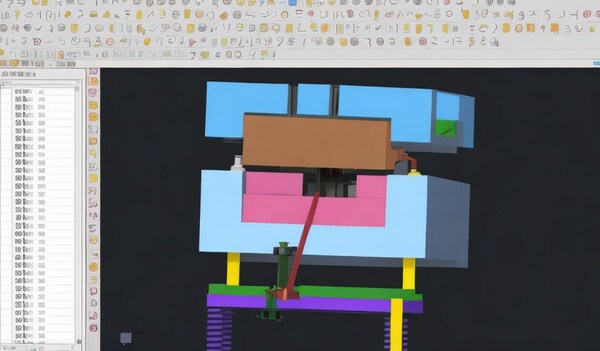
Birçok küçük eğimli ejektöre sahip dizüstü bilgisayar kapağı kalıbı gibi bazı kalıplarda, eğimli ejektörün boyutu nispeten küçük olduğunda veya eğimli ejektör hareketi için alan yeterli olmadığında çok pratiktir ve arka kalıbın çıkarma mekanizmasını basitleştirebilir. Bu makale, enjeksiyon kalıplamada eğimli ejektörün ne olduğunu açıklamaktadır.
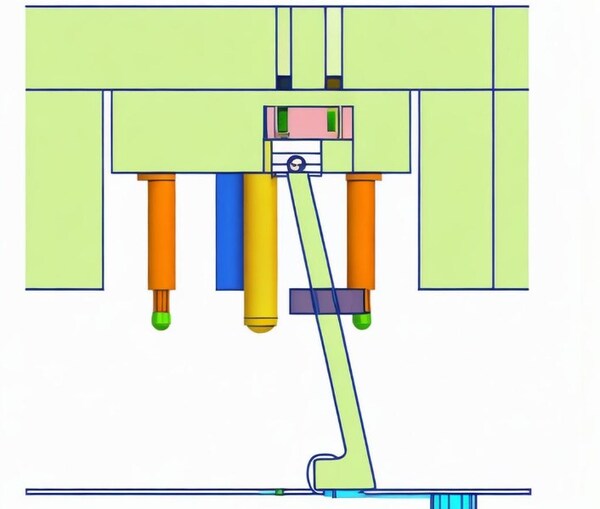
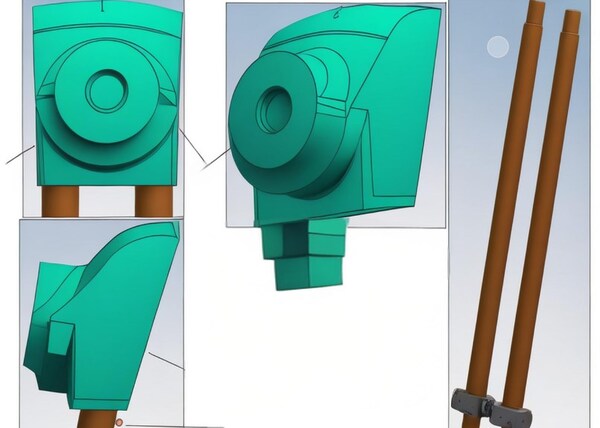
Eğimli Ejektör Yapısının Bileşenleri Nelerdir?
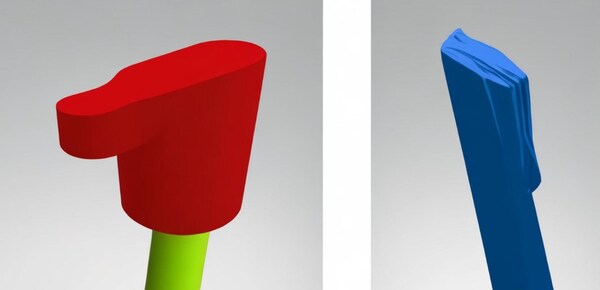
Eğimli Ejektör Kafası
Esas olarak kalıp parçasıdır. Alttan kesme konumu yüzeyinin alt kısmı, kolay işleme ve kalıp eşleştirme için genellikle düz bir yüzey haline getirilir. Diğer üç yüzey, sızdırmazlık tutkalı ile kolay eşleşme için eğimli olacaktır. Eğimli ejektör kafasının üst yüzeyi, eğimli ejektörün çıkarma sırasında tutkalı sıyırmasını önlemek için genellikle tutkal konum yüzeyinin 0,05 ~ 0,1 mm altına indirilir.
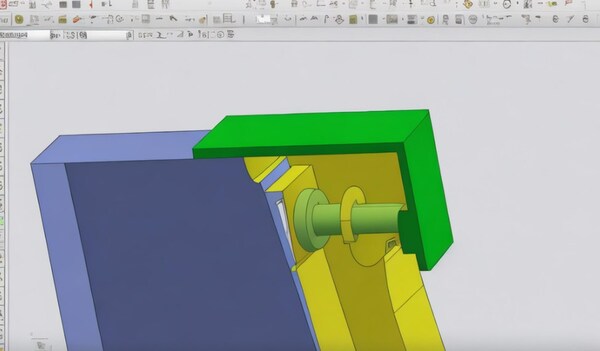
Eğimli İtici Çubuk
Esas olarak eğimli fırlatma koltuğu ile eğimli fırlatma başlığını birbirine bağlar ve eğimli fırlatma sırasında fırlatma kuvvetini taşıması gerekir.
Kılavuz Blok
Kalıp işlenirken, hareketli şablon, bozulmayı ve deformasyonu azaltmak için havayı önlemek (sürtünmeyi azaltmak) için işlenecek ve doğru konumlandırmayı ve ayarlamayı kolaylaştırmak için bir kılavuz blok eklenecektir.

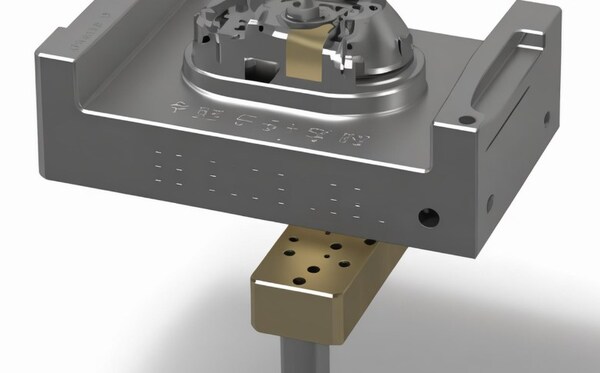
Kılavuz Kovan (Bakır Alaşım + Grafit)
Birleşik kaldırıcıda yağlama ve kılavuzluk için iki kılavuz manşon vardır. Kaldırma çubuğu uzun süreli hareketten sonra aşınacaktır. Kılavuz manşonların eklenmesi aşınmayı azaltabilir ve doğrulukla ilgili bir sorun olduğunda bakım ve değişimi kolaylaştırabilir.

Asansör Koltuğu
İntegral kaldırıcıda, kılavuzlama yöntemleri genellikle "T" yuvası kılavuzu ve pim kılavuzunu içerir. Pim kılavuzu en yaygın kullanılanıdır ve işlenmesi ve takılması kolaydır. "T" yuvalı kılavuzun fiyatı biraz daha yüksektir ve ayrıca bir "T" tabanı gereklidir. İşleme ve eşleştirme de pim tipine göre daha karmaşıktır.

Enjeksiyon Kaldırıcı için Uygulanabilir Malzemeler Nelerdir?
Cr12Mov Çelik Malzeme
Cr12Mov, çok yüksek sertlik ve mukavemete sahip yüksek kaliteli, yüksek karbonlu alaşımlı bir çeliktir ve yüksek sıcaklıklara ve uzun süreli kullanıma dayanabilir. Mükemmel korozyon direncine, yüksek darbe mukavemetine, iyi işleme performansına, iyi aşınma direncine vb. sahiptir. Cr12Mov kaldırıcılar genellikle büyük kalıpların üretimi için uygundur çünkü bu kalıpların büyük basınca dayanması gerekir.

45# Çelik Malzeme
45# 45# çeliği, küçük ve orta ölçekli enjeksiyon kalıplarının üretiminde yaygın olarak kullanılan düşük karbonlu bir çeliktir. İyi işlenebilirliğe ve tokluğa sahiptir ve nispeten ucuzdur. Bununla birlikte, bu malzemenin sertliği düşüktür ve yalnızca yüksek basınca dayanması gerekmeyen bazı küçük kalıplar için uygundur.

SKD11 Çelik Malzeme
SKD11 çeliği, mukavemeti ve aşınma direnci nedeniyle enjeksiyon kalıplarının üretiminde yaygın olarak kullanılan bir soğuk iş takım çeliğidir. İyi sertliğe, mükemmel korozyon direncine ve iyi işlenebilirliğe sahiptir. Deformasyon olmadan yüksek sıcaklık ve yüksek basınca dayanabilir, bu da büyük kalıpların üretimi için çok uygundur. enjeksiyon kalıplı ürünler.

H13 Çelik Malzeme
H13 Çelik en iyi kalıp çeliklerinden biridir. Yüksek termal kararlılığa, iyi sertliğe ve tokluğa, mükemmel aşınma direncine ve ısı direncine vb. sahiptir. H13 Çelik, özellikle uzun süre dayanan ve çok kullanılan kalıpların yapımında çok iyi olduğu için birçok plastik kalıp türünde kullanılır.
S136 Çelik Malzeme
S136 Çelik, yüksek kaliteli bir paslanmaz çeliktir. Yüksek mukavemete, iyi aşınma direncine, yüksek hassasiyete ve güçlü korozyon direncine sahiptir. S136 çeliği genellikle elektronik ekipman, tıbbi ekipman ve mekanik parçalar gibi enjeksiyon kalıplı ürünlerde yüksek hassasiyetli parçalar yapmak için kullanılır.

Kaldırıcı Tasarımında Dikkate Alınması Gereken Fikirler Nelerdir?
Eğimli ejektör bir tür fırlatma sistemidir. Parçada bir alt kesim olduğunda, pozisyon yapmak uygun değildir, ancak eğimli ejektör yapmak uygundur, eğimli ejektör fırlatma için kullanılmalıdır.

Başka bir durum ise, derin ve uzun bir kemik düz bir ejektörle çıkarıldığında, kemiğin düz ejektöre yapışması kolaydır ve parçayı almak kolay değildir, bu nedenle çıkarma için eğimli ejektör kullanılmalıdır.

Eğimli ejektör, arka kalıp eğimli ejektörü ve ön kalıp eğimli ejektörü olarak ikiye ayrılır. Eğimli ejektör maça ile aynı malzeme için kullanılamaz. Bir seviye daha sert olmalıdır. Daha küçük eğimli ejektör FDAC kullanır,

Enjeksiyon Kalıplama Kaldırıcı Tasarım Fikirleri
İlk olarak, eğimli ejektörün açma strokunu hesaplayın. Ardından, fırlatma strokuna bağlı olarak eğimli ejektörün eğimini hesaplayın. Daha sonra, eğimli ejektörün yanal yöndeki sızdırmazlık konumunu belirleyin. Yatay bir sızdırmazlık pozisyonuna sahip olmak tercih edilir, ancak dikey sızdırmazlık da kullanılabilir.

Dikey yapıştırma kullanılıyorsa, ürün tokasının tutkal konumunun eğimli ejektör ile yanal olarak deforme olabileceğini unutmayın. Eğimli ejektörün yanal olarak hareket etmesi için çok fazla alan varsa, ürün tokasının tutkal konumu yanal olarak deforme olabilir. Zaman kısıtlıysa, dikey sızdırmazlık kullanılabilir.

Ardından, eğimli üst kısmın işleme referans konumunu oluşturun ve işleme referans konumu, tutkal konumunun dışarı çıkma yönüne dayanır; işleme referans konumundan, eğimli üst kısmın kalınlığını yanal hareket yönünde ayarlamak için eğimli üst kısmın eğimli yüzeyini aşağı doğru yapın.

Eğimli üst kısmın toplam uzunluğu 100 mm'den az olduğunda, eğimli üst kısmın kalınlığının en az 6 mm kalınlığında olması garanti edilir. Toplam uzunluk 100 mm'yi aşarsa, eğimli üst kısmın kalınlığı en az 8 mm olmalıdır. Bu kalınlık elde edilemiyorsa, eğimli üst kısmın toplam uzunluğunu kısaltın.
Eğimli üst kısmın iki tarafını birbirine yapıştırın. Eğimli tepenin gücü ve konumu ne kadar tutkal kullanılacağını belirleyecektir.

Eğer güç yeterli değilse, daha fazla yapıştırıcı kullanın. Tutkalın eğimli üst kısmın kenarlarını kapladığından emin olun. Eğimli üst kısmın geçmesi için şablonda bir delik açın ve eğimli üst kısım için bir blok yapın. Eğimli üst kısım için oturağı tasarlayın ve keskin köşelerden kaçınmaya çalışın.

Eğimli Üst Yapı İçin Alınması Gereken Önlemler Nelerdir?
Eğimli Üst Kısmın Fırlatma Mesafesi Çok Yüksek Olmayacak
Normalde, eğimli tepenin fırlatma mesafesi çok yüksek olmayacaktır, bu da kırılması kolaydır. Tam otomatik üretim yapabilen kalıbın eğimli üst kısmının çıkarma mesafesi, robot ürünü aldığında ve ürünü çıkaramadığında eşit olmayan kuvveti önlemek için yarı otomatik alıcının eğimli üst kısmından daha uzundur.

Tam otomatik fırlatma mesafesi = ürün mesafesi (H) + güvenlik değeri (K) 5.00~10.00mm; yarı otomatik üretim fırlatma mesafesi = ürün yüksekliği (H) X (2/3) .
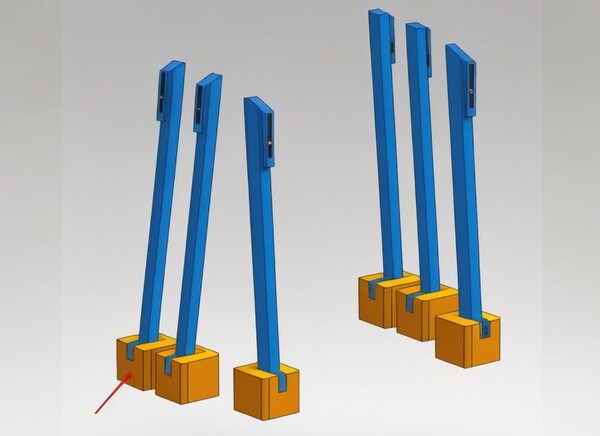
Eğimli Üst Kısmın Açı Aralığı 3°~15°'dir
Eğimli tepenin açı aralığı 3°~15°'dir ve en iyisi 3°~8°'dir. Eğimli tepenin açısı 12°'den büyük olduğunda, mukavemeti dikkate almanın yanı sıra, eğimli tepenin üretim sırasında aşırı tork nedeniyle deforme olmasını ve kırılmasını önlemek için eğimli üst çubuğun yardımcı bir çubukla donatılması gerekir.

Ürünün eğimli tepeye yapışması olgusu büyük olasılıkla üretimde ortaya çıkar. Genel yöntem, ürünün kalıptan çıkarma eğimini arttırmaktır. Tasarım yapılırken, eğimli tepenin çok fazla nervüre sahip olmasından kaçınılmalıdır.
Eğimli Ejektör Çok İnce Olmamalıdır
Eğimli ejektörü çok ince yapmayın. Küçük ürünlerde eğimli ejektörün minimum kalınlığı (çapı) 3,00 mm'dir. 500,00 mm'nin üzerindeki ürünlerde, eğimli ejektörün üretim sırasında aşırı tork nedeniyle deforme olmasını ve kırılmasını önlemek için eğimli ejektörün minimum kalınlığı (çapı) 25,00 mm'den az olmamalıdır.

Eğimli ejektör, parçayı fırlatmak için ejektör pimi kullanmakla aynı olan fırlatma sisteminin bir parçasıdır. Eğimli ejektör ile ejektör pimi arasında parazit oluşmasını önlemek için ejektör pimini eğimli ejektör ile aynı konuma koymanıza gerek yoktur. Eğimli ejektör ile ejektör pimi arasında parazit olup olmadığını görmek için simülasyon yapmanız gerekir Enjeksiyon kalıplama kaldırıcısı.
Enjeksiyon Kalıplama Lifters Yapı Kalıbının Rolü Nedir?
Bunun birkaç nedeni vardır plasti̇k enjeksi̇yon kaliplama endüstri̇si̇ eğimli bir ejektör yapısına sahip bir kalıba ihtiyaç duyar. İşte başlıcaları:

Kalıbın Ekstrüzyon Performansını İyileştirin
Kalıp imalat sürecinde, malzeme akışına ve egzozuna yardımcı olmak için genellikle kalıbın bir tarafına eğimli bir ejektör ekleriz. Eğimli ejektör malzeme akışının direncini azaltabilir ve malzeme akışını daha düzgün hale getirebilir. Bu, kalıbın ekstrüzyon hızını ve verimliliğini artırabilir.

Kalıbın Dolum Performansını Optimize Edin
Enjeksiyon kalıplama yaparken, malzemenin tüm kalıbı doldurmasını ve her küçük kuytu köşeye girmesini istersiniz. Açılı üst tasarım, plastik parçaların dikenleri kalıptan kolayca çıkmak istemediğinde yardımcı olur,

Böylece kalıbın daha iyi doldurulmasını sağlar. Hareket prensibi ayrıca, yanal maça çekmeyi tamamlamak için kalıp açma ve kapamanın dikey hareketini yatay harekete dönüştürmektir.
Ürün Kalitesini İyileştirin
Enjeksiyon kalıbında, eğimli üst kısmın konumu ve açısı, enjeksiyonla kalıplanmış ürünün görünüm kalitesiyle yakından ilgilidir. Eğimli tepenin konumunun ve açısının makul şekilde ayarlanması, kalıbın sıkıca kapanmasını sağlayabilir, enjeksiyonla kalıplanmış ürünün içindeki kabarcıkları büyük ölçüde azaltabilir ve enjeksiyonla kalıplanmış ürünün görünüm kalitesini ve yüzey kalitesini iyileştirebilir.

Eğimli üst yapı, malzemenin kalıbı daha düzgün bir şekilde doldurmasını sağlayabilir, ürünün iç kısmıyla etkileşimi önleyebilir ve ürünün kalitesini ve hassasiyetini artırabilir.

Üretim Verimliliğini Artırın
Eğimli çekme yapısı kalıbı, enjeksiyon kalıplama işlemi sırasında çekirdek çubuğun eğim kontrolü boyunca kaymasını sağlayabilir, ürün kalıplama süresini ve üretim döngüsünü kısaltabilir ve üretim verimliliğini artırabilir.

Ürün Hassasiyetini İyileştirin
Eğimli çekme yapısı kalıbının çekirdek çubuğu, kayma işlemi sırasında sabit kalabilir, ürünün iç kısmıyla etkileşimi önler ve ürünün hassasiyetini ve kalitesini artırır.
Açma ve Kapama Sırasında Kalıp Sıkışmasını Önleyin
Kalıp açılıp kapanırken, bazen kalıplar arasındaki boşluk küçülür veya bir nedenle kaybolur ve ciddi bir sıkışmaya neden olur. İşte bu noktada eğimli üst kısım işe yarar. Eğimli üst kısmın eğimli yapısı ve yüzer tertibatı, açma ve kapama işlemi sırasında kalıbı daha pürüzsüz hale getirir ve bu da kalıp sıkışması sorununu çözmeye yardımcı olur.

Kalıbın Hizmet Ömrünü Uzatın
Enjeksiyon kalıbı kullanılırken, kalıp düzlemi tüm yüzeyde taşlanmaz ve şablonlar arasındaki boşluğu kolayca azaltabilen ve sıkışma olasılığını artırabilen yerel aşınma bile vardır.

Eğimli üst kısmın tasarımı, kalıplar arasındaki boşluk sorununu etkili bir şekilde hafifletebilir ve aynı zamanda şablonlar arasındaki darbe kuvvetini en aza indirebilir ve kalıbın hizmet ömrünü uzatabilir.
Artık Gerilimi Azaltın
Eğik çekme yapısı kalıbının tasarımı, kalıplama sırasında artık gerilme oluşumunu azaltabilir. enjeksiyon kalıplama süreciBu da ürünün boyutsal doğruluğunu ve stabilitesini iyileştirmek için iyidir.

Üretim Maliyetlerini Düşürün
Eğik çekme yapısı kalıbının tasarımı, kalıp imalatının zorluğunu ve maliyetini azaltabilir ve ayrıca üretim sürecinde bakım maliyetini ve hurda oranını azaltabilir, böylece genel üretim maliyetini düşürür.

Pazar Rekabetçiliğini Artırın
Eğimli ejektör yapı kalıplarının kullanılması daha kaliteli ürünler üretebilir, ürünlerin katma değerini ve pazar rekabet gücünü artırabilir ve işletmelerin şiddetli pazar rekabetinde daha fazla pazar payı kazanmasına yardımcı olabilir.
Sonuç
Plastik enjeksiyon kalıbı tasarımında, karmaşık kalıp boşluğu 、 karmaşık kalıp tasarımı ile başa çıkmak ve kalıbın enjeksiyon verimliliğini artırmak için genellikle daha basit bir kalıp çıkarma mekanizması tasarlamak gerekir.

Özellikle yüksek enjeksiyon basıncı altında, dikey ve yatay hareketli ejektör mekanizmalarının (ejektör pimleri gibi) ve kalıp kaldırıcıların rasyonel bir şekilde uygulanması, gelişmiş plastik enjeksiyon kalıplamanın etkisini etkili bir şekilde artırabilir.

Ejektör plakası ve enjeksiyon kalıbı kaldırıcı tasarımı, ürünlerin sorunsuz bir şekilde kalıptan çıkarılmasına yardımcı olarak genel üretim sürecini optimize eder.

Eğimli ejektör, enjeksiyon işleminde önemli bir bileşendir. Düzgün kalıptan çıkarmayı sağlamak için üründeki alt kesiklerle başa çıkmak için kullanılır.

Eğimli ejektör basit bir yapıya ve düşük maliyete sahiptir. Cr12Mov, 45# çelik ve SKD11 gibi çeşitli çeliklerden yapılabilir ve farklı boyut ve ihtiyaçlardaki kalıplar için uygundur.

Eğimli ejektörün tasarımı, eğimli ejektörün açısını, fırlatma mesafesini ve malzeme seçimini içerir. Yapısal mukavemete ve hareket alanına dikkat edilmelidir.

Eğimli ejektörün tasarımı optimize edilerek kalıbın dolum performansı, üretim verimliliği ve ürün kalitesi iyileştirilebilir, kalıp ömrü uzatılabilir ve üretim maliyeti azaltılabilir.

Kısacası, eğimli ejektörün makul bir şekilde uygulanması yalnızca üretim sürecini optimize etmekle kalmaz, aynı zamanda pazar rekabet gücünü de artırır ve nihai ürünün doğruluğunu ve güvenilirliğini sağlar.







