 İçeriğe geç
İçeriğe geç 

Giriş: İçinde enjeksiyon kalıplama süreciplastik reçine, plastik parçaların üretimi için ana malzemedir. Üretim süreci boyunca, erimiş plastik kalıp yarılarına akar ve istenen şekli oluşturmak için kalıp boşluğunu doldurur.
Farklı plastik malzemeler ve kauçuk enjeksiyon kalıplama yöntemleri, çeşitli uygulamaların ihtiyaçlarını karşılayabilir ve bitmiş ürünün kalitesini ve performansını sağlayabilir.

Plastik enjeksiyon kalıplama projelerinde kalıp işleme büyük önem taşır. Yaptığınız parçanın veya ürünün nihai şekline ve kalitesine karar verir. Ancak bir enjeksiyon kalıbı, eritilmiş plastik akışını sertleştiren tek bir parça değildir. Bunun yerine, enjeksiyon kalıbının farklı parçaları süreç boyunca sıkı bir tasarım yapısı içinde farklı şeyler yapar.
Bu makalede, enjeksiyon kalıbının farklı sistemleri ve bileşenlerinden ve bunların kalıbın genel yapısını ve işlevini nasıl etkilediğinden bahsedeceğiz.

Enjeksiyon Kalıbı Ne Anlama Geliyor?
Enjeksiyon kalıbı, plastik ürünler yapmak için kullanılan bir araçtır. Aynı zamanda plastik ürünlere eksiksiz bir yapı ve hassas boyutlar kazandıran bir araçtır. Ana üretim yöntemi, yüksek basınç ve mekanik tahrik yoluyla kalıba yüksek sıcaklıkta erimiş plastik enjekte etmek olduğundan, buna plastik enjeksiyon kalıbı da denir.
Enjeksiyon Kalıpları İçin Kullanılan Malzemeler Nelerdir?
Enjeksiyon kalıpları yapmak için kullanabileceğiniz karbon çeliği, paslanmaz çelik, alüminyum, titanyum, berilyum bakır ve benzeri gibi bir dizi farklı metal ve alaşım vardır. Ancak erime noktası gerçekten yüksek olan malzemeler için seramik kalıplar da kullanabilirsiniz.
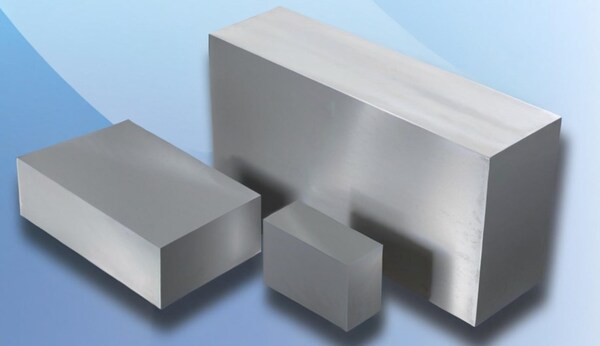
Kalıbınız için kullandığınız malzeme, kaç parça ürettiğiniz, ne tür bir plastik kullandığınız, parçanın ne kadar karmaşık olduğu, işlenmesinin ne kadar kolay olduğu ve toleransların ne kadar sıkı olduğu gibi bir dizi şeye bağlıdır.
Örneğin, paslanmaz çelik bir milyon döngüye kadar dayanabilirken, alüminyum birkaç bin döngü için iyidir. Özetle, kalıp malzemeleri için minimum gereklilik, erime noktalarının enjeksiyon plastiğinden daha yüksek olmasıdır.
İşte yaygın enjeksiyon kalıp malzemelerinin kısa bir açıklaması;
Demir
Çelik, kalıp yapmak için harika bir malzemedir çünkü sağlamdır. 5.000 döngü boyunca dayanabilir ve ABS, naylon, PP, PC, akrilik ve diğer birçok plastikle çalışır. Çekirdekleri, boşlukları ve enjeksiyon kalıplarının diğer parçalarını yapmak için A-2, D-2 ve M-2 çeliğini kullanabilirsiniz.
Paslanmaz Çelik
Daha fazla krom ve karbon eklenmesi korozyon direncini, aşınma direncini ve aşınma direncini artırır. Böylece 420, 316-L, 174-PH gibi paslanmaz çelik kaliteleri daha karmaşık ve dayanıklı kalıplar yapabilir. Ancak, termal ayrışma oranı düşük olduğundan, döngü süresi daha uzun olabilir.

Takım Çeliği
Takım çeliği, karbon ve diğer alaşım elementlerini içeren bir dökme demir alaşımıdır. Farklı takım çeliği alaşımları ve kaliteleri makine kalıplarına özel özellikler kazandırır. Örnekler arasında H-10, H-13, T-15, A6 ve M2 takım çelikleri bulunur.
Alüminyum Malzemeler
Alüminyum birden fazla atışa dayanamaz, ancak hızlı takımlama için popüler bir malzemedir. Bu da alüminyum enjeksiyon kalıplarını ucuz ve hızlı bir şekilde yapabileceğiniz anlamına gelir çünkü malzeme ucuzdur ve işlenmesi kolaydır. Ayrıca, 6061 ve 7075'in yüksek termal iletkenliği de döngü süresini kısaltır.
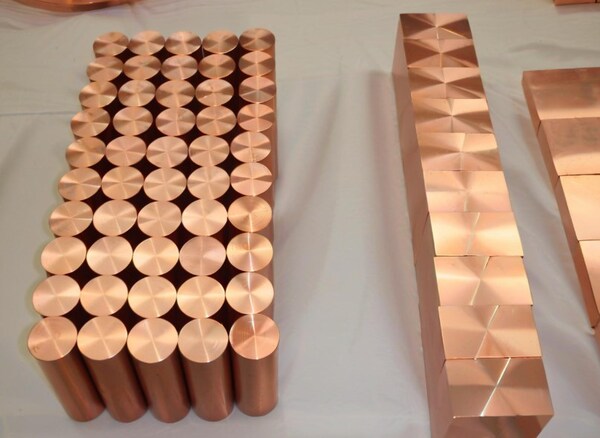
Berilyum Bakır
Bu bakır alaşımı, mükemmel termal iletkenliği ve korozyon direnci ile bilinir, bu da onu yüksek hassasiyetli plastik parçalar için harika bir kalıp malzemesi yapar. Üreticiler bu metali sıcak yolluklar, kalıp uçları, maçalar ve diğer şeyler için kullanır.
Enjeksiyon Kalıbının Temel Bileşenleri Nelerdir?
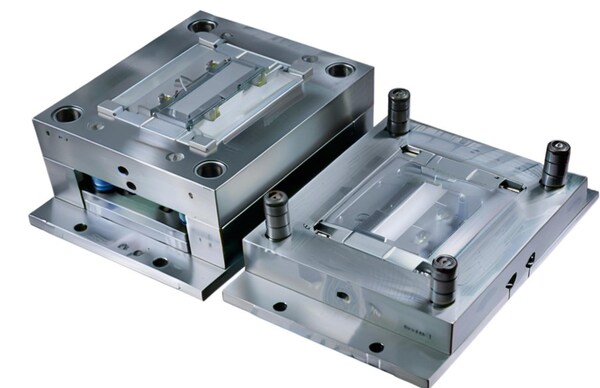
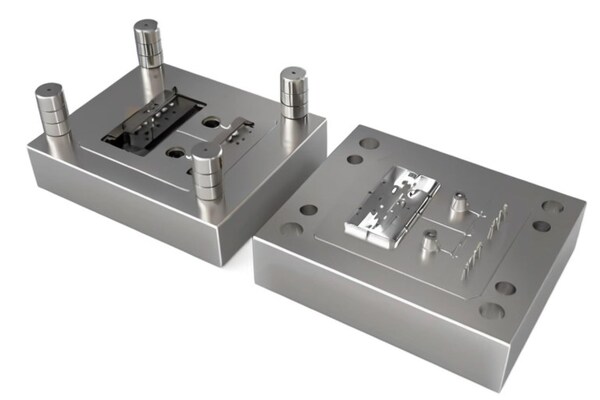
Herhangi bir enjeksiyon kalıbının iki temel parçası vardır: A boşluğu tarafı (sabit) ve B boşluğu tarafı (hareketli). Sabit kısım parçanın dış konturunu tanımlar ve malzemeyi doldurmak için boşluğu oluştururken, B tarafı ayırma çizgisine doğru hareket eder.

Boşluk A Tarafı (Sabit Taraf)
Boşluk tarafı A, kalıplama makinesinin sabit plakasına tutturulmuştur ve kalıplama işlemi sırasında hareket etmez. Yolluk sistemini barındırır ve kılavuz pimler ve burçlar kullanılarak hareketli B tarafı ile hassas bir hizada tutulur. Bu nedenle, bu taraf katılaşma sırasında soğutma sıvısı akışı için soğutma kanalları da içerir.

Boşluk B Tarafı (Hareketli Taraf)
Kalıbın B tarafı kalıbı açmak ve kapatmak için önemlidir. Genellikle bir ejektör sistemi ve kesici ucu tutmak için bir yolu vardır. Ayrıca, kalıplama makinesinin hareketli plakası, kalıbın açılıp kapanmasına yardımcı olmak için bu tarafa bağlanır. Parçanın doğru boyutta olması ve kalıptan kolayca çıkması için bu tarafın doğru şekilde hareket etmesi ve hizalanması önemlidir.

Enjeksiyon Kalıbı İşlevine Göre Neleri İçerir?
Ana bileşenlerden sonra, enjeksiyon kalıbının işlevlerine göre sınıflandırılmış çeşitli bileşenleri yer almaktadır. Bu bileşenlerden bazıları ham plastik malzemeyi taşır, açılmaya kılavuzluk eder ve soğutma sağlar. Bu, belirli bir bileşen setinin istenen sonucu elde etmek için bazı özel işlevleri yerine getirdiği anlamına gelir.

Koşucu Sistemi
Şöyle düşünün: Varil erimiş malzemeyi nozülden dışarı atar ve akışı varil nozülünden enjeksiyon kapısına, malzemenin parçaya girdiği yere götürmek için bazı kanallara ihtiyacınız vardır. Yolluk sistemi, malzemenin geçide ulaşmasına yardımcı olur. Ayrıca, birden fazla parçalı bir kalıbınız varsa, yolluk sistemi malzemeyi etrafa yaymak için bir dizi kanala sahip olabilir.
Yolluk burcu: Genellikle erimiş plastiği nozül ucundan yolluk giriş noktasına aktaran konik veya silindirik bir kanaldır. Tek gözlü kalıplarda, ana kapı doğrudan kapı konumuna uzanır.
Koşucu ağı: Ana kapı, eriyiği bir yolluk ağı aracılığıyla farklı boşluk kapılarına ayırır.
Kapı: Yolluk ağı, eriyiği kalıp boşluğundaki küçük bir açıklık olan kapıya besler. Geçit kenar, pim, yelpaze şeklinde veya diğer tiplerde olabilir.

Bu koşucu bileşenleri hakkında konuştuğunuzda enjeksi̇yon kaliplaribasınç ve sıcaklık hakkında düşünürsünüz. Nozülün kendisi yüksek bir enjeksiyon basıncı sağlar. Böylece, malzeme istenen viskozite seviyesi içinde eşit olarak akar.

Koşucular iki türe ayrılabilir: soğuk yolluklar ve sıcak yolluklar. Sıcak yolluklarda yüksek sıcaklıkta yolluklar ve akış sıcaklığını çok kısa sürede katılaşmayacak şekilde tutmak için ek ısıtma cihazları bulunur. Öte yandan, soğuk yolluklar herhangi bir ek ısıtma olmadan sadece giriş havası akışına sahiptir.
Soğutma Sistemi
Soğutma aşaması, enjeksiyon kalıplama işlem süresinin 50% ila 80%'sinden sorumludur, bu nedenle hatasız plastik parçalar üretmenin ne kadar önemli olduğunu tahmin edebilirsiniz.

Temel olarak bir soğutma sistemi, enjeksiyon kalıp tertibatının etrafında, özellikle de erimiş beslemenin kalıplandığı ana boşluğun etrafında bir su boruları ağıdır. Su en yaygın soğutma sıvısı olsa da, yüksek sıcaklıkta kalıplamada glikol veya diğer yağlar dolaştırılır.

Soğutma sistemi sıcaklığı ve akış hızını düzenler ve ayarlar, böylece operasyonun daha iyi kontrol edilmesini sağlar. Böylece, uygun soğutma dolanmayı önler, üretim verimliliğini artırır ve kalıp aşınmasını yavaşlatır.
Büyük ve karmaşık kalıplar için (örneğin, 50 mm veya daha büyük maça boyutları), su sirkülasyonu doğrusal değil, konformaldir. Aşağıda soğutma sistemine ait enjeksiyon kalıbı bileşenleri verilmiştir;
Baffles: Soğutma sıvısını alt kanallara yönlendirirler ve genellikle bıçak şeklinde metal şeritlerdir.
Bubblers: Bunlar, delinmiş delikler içindeki kanalları birbirine bağlayan içi boş borulardır.
Sıcak iğneler: Sürekli sirkülasyon yoluyla ısıyı emen ve dağıtan sıvı ile dolu silindirlerdir.
Harici Pompa: Belirlenen akış hızı için yeterli basıncı sağlar ve soğutma döngüsünü sürdürür.

Kalıplama Bileşen Sistemi
Bunlar enjeksiyon kalıbının ana parçalarıdır ve nihai şekil, boyut, uyum ve doğruluktan sorumludur. Adından da anlaşılacağı gibi, parçaları şekillendirerek onlara boşluk yüzeyinin ve iç özelliklerin ayrıntılarını verirler. Kalıplama bileşenleri arasında maçalar, boşluklar, kalıplama çubukları, kaldırıcılar vb. bulunur.
Bu parçaları hızlıca tespit edebilirsiniz. Kapıdan boşluğa girdikten sonra besleme malzemesine temas eden her parça.

İşte kalıplama parça sisteminin ortak parçaları;
Kalıp Boşluğu: Makine ile birlikte kalır ve pistonun enjeksiyon basıncını alır.

Çekirdek: Diğer yarısı ise işlem sırasında boşlukla birlikte hareket ederek kilitlenir ve tam bir iç özellik oluşturur.
Kalıplama çubuğu: Parçada şaft veya delik gibi ince ve uzun özellikler oluşturmak için kullanılan bir göbek pimi.
Kaldırıcılar: Kalıbın kapanmasına ve açılmasına yardımcı olmak için farklı özelliklerin sabit çekim açılarını korurlar.
Havalandırma Sistemi
Plastik akarken, boşluğa hava getirir. Plastik katılaştığında kalıplama gazları üretir. Bu gazlar boşluklara, kabarcıklara, zayıf noktalara, yanık izlerine ve eksik doluma neden olabilir.

Bu nedenle enjeksiyon kalıbı ve kalıptaki havalandırma sistemi, sıkışan havayı çıkarmak ve bu sorunları çözmek için önemlidir. Ayrıca havalandırma, aşırı enjeksiyon basıncının sınırlandırılmasına da yardımcı olur.

Küçük standart kalıplama işlemlerinde, havalandırma delikleri havalandırma pimi ile birlikte orta boşluk gövdesinin kaplama hattına yerleştirilir, ancak kalıp daha karmaşık hale geldikçe, enjeksiyon kalıbının sistem parçaları giderek daha karmaşık hale gelmektedir.
Diğer bazı tipik havalandırma sistemleri şunlardır:

Oluklar ve kanallar: Ayrılma çizgisinde ve pimlerde ve havalandırma noktalarında dar kanallar veya oluklar:
Hava tahliyesi: Hava, enjeksiyondan önce harici bir vakum pompası ile uzaklaştırılır.
Havalandırma valfleri: Mikro valfler boşluğun hem içinde hem de dışında bulunur.
Bileşenlerin etrafındaki havalandırma delikleri: Genel olarak havalandırma delikleri, ana kapı, yolluklar ve kapılar gibi ısıtma akışıyla ilgili tüm parçalarda bulunur.
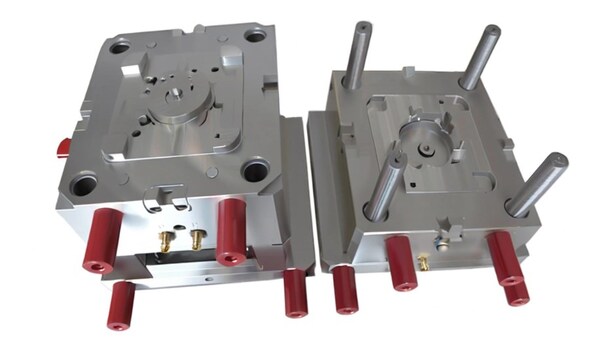
Kılavuz Sistemi
Kılavuz sistemi bileşenleri, kalıp açılıp kapanırken kalıbın iki yarısının ve diğer bileşenlerin aynı hizada olmasını sağlar. Bu nedenle, her döngünün doğru ve tutarlı olduğundan emin olmak için önemlidirler.
Bu nedenle, sıkıştırma kuvveti zaman içinde konumundan çıkabilir. Kılavuz pimleri, burçlar ve kılavuz plakaları gibi kılavuz sistemi bileşenleri bunu önlemeye yardımcı olabilir.

Kılavuz pimler ve burçlar: Bu iki şey, kalıbın iki yarısının hareketini yönlendirmek için birlikte çalışır. Kılavuz pimler, kalıbın bir yarısından çıkan ve kalıbın diğer yarısındaki karşılık gelen deliklere (burçlara) oturan küçük metal çubuklardır.
Fırlatma Sistemi
Soğutma süresi dolduğunda kalıp açılır ve fırlatma sistemi parçanın ve yollukların güvenli ve sorunsuz bir şekilde dışarı çıkarılmasına yardımcı olur. Genellikle bu amaç için ejektör pimleri kullanılır. Bu ince silindirik pimler, hareketli tarafa bağlı ejektör plakasına sabitlenir. Pimin temas noktası düz yüzeydir, bu nedenle kuvvet eşit olarak dağıtılır ve parçaya herhangi bir zarar gelmez.
Diğer bileşenler şunlardır:
Dönüş pimleri: Bu bileşenler, açıldığında kalıbın konumlandırılmasına ve dengelenmesine yardımcı olur. Sabit taraftaki ejektör piminin kuvvetini sınırlarlar.

İtici manşonlar: Kovanlar, silindirik boşluklardan parça çıkarmak için kullanılır. İnce manşon kalıp yüzeyini kaplar ve geri tepme kuvveti parçayı kalıptan çıkarır.
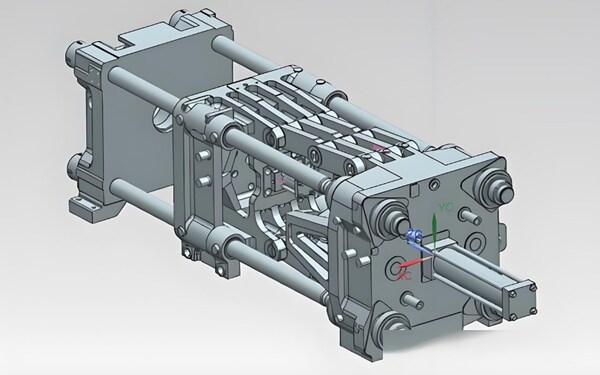
Yapısal Sınıflandırmaya Göre Enjeksiyon Kalıbı Neleri İçerir?
Enjeksiyon kalıp bileşenlerinin sınıflandırılması kalıp tabanları, kalıp çekirdekleri ve çeşitli yardımcı parçalar ve sistemler olarak ayrılır.
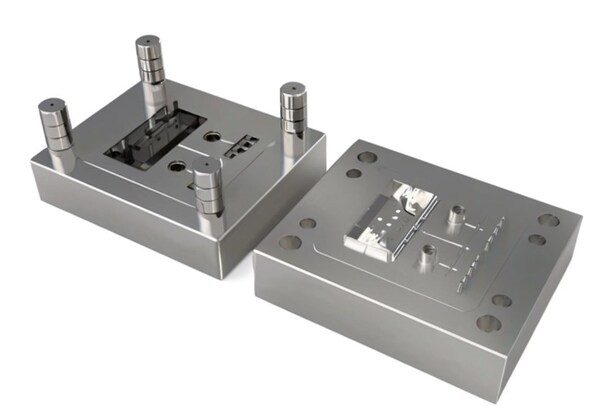
Kalıp Tabanı
Kalıbın diğer tüm parçaları için temel oluşturur. Kalıp tabanı genellikle sertleştirilmiş çelik gibi sert, rijit bir malzemeden yapılır. Bununla birlikte, "taban" terimi tek bir bileşene atıfta bulunmaz. Bunun yerine, farklı plaka türleri, delik delme gibi çeşitli montaj işlevlerine sahip tek bir plaka halinde birleştirilir.

Farklı plakalar üst ve alt sıkıştırma plakaları arasında sıkıştırılır. Alt sıkıştırma plakası kalıbı enjeksiyon kalıplama makinesine bağlar: belirli kalıp özelliklerine bağlı olarak kalıp plakası, ejektör plakası, ejektör sabitleme plakası vb.
Kalıp Çekirdeği
Kalıp çekirdeği, içi boş ve iç geometriye sahip boşluğu oluşturmak için boşlukla birleşir. Yapı sağlar ve sıkıştırma basıncının belirli bir kısmını taşır. Çekirdeğin şekli genellikle filetoları ve uygun çekim açılarına sahip kenarları içerir. Çekirdek ve boşluğu doğru hizada birbirine kenetlediğinizde, erimiş plastik beslemeyi emmek için bir boşluk veya oyuk oluştururlar.

Kalıplamadan sonra maça geri çekilir ve fırlatma sistemi parçayı statik boşluklu parçadan çıkarır. Yaygın çekirdek çekme mekanizmaları mekanik çekirdek çekme, hidrolik çekirdek çekme ve pnömatik çekirdek çekmedir.
Yardımcı Parçalar
Yardımcı parçalar, kalıp yapısının altına monte edilmeyen destek parçalarıdır. Kapalı enjeksiyon kalıp parçalarının işlevini kolaylaştırmak için geçici olarak monte edilirler. Yardımcı parçaların şekil ve geometride hiçbir rolü olmamasına rağmen, enjeksiyonla kalıplanmış plastik parçaların sıkı toleranslarını, yapısal bütünlüğünü ve genel kalitesini korumak için gereklidirler.
Yerleştirme Halkası: Kalıbı yönlendiren ve makineye tutan hareketli taraftaki yuvarlak halka. Nozul ucunu, yolluk burcunu ve kalıp konumuyla ilgili diğer parçaları doğru yere koyar.
Yolluk Burcu: Nozul ucu ile yolluk girişi arasında küçük bir kanal.

İtici Pimler: Son parçanın güvenli bir şekilde çıktığından emin olurlar.
Malzeme Kapıcı: Plastik peletleri tutan ve makinenin namlusuna yönlendiren bir şey.
Destek Sütunları: Ön kelepçe ile kalıp üst plakası arasındaki dikey katı şeyler. Bunlar eşyaları tutar ve basıncı etrafa yayar.

İtici Plaka: Altta ejektör pimlerini tutan bir plaka.
Kılavuz Pimler ve Burçlar: Uzun pimin bir yarısı ve burcun diğer yarısı, her şeyin doğru hizalandığından emin olmak için birbirine oturur.
İtici pimler: Ejektör pimleri parçayı çıkarırken ejektör grubunu tutarlar.
Yardımcı Sistemler
Yardımcı sistemler yardımcı bileşenler gibidir. Enjeksiyon kalıplamanın tipik örnekleri, bu makalenin başlarında bahsettiğimiz yolluklar, fırlatma ve soğutma sistemleridir.

Yardımcı Ayarlar
Enjeksiyon kalıplarındaki iki ana yardımcı cihaz, delikli cıvata delikleri ve KO delikleridir. Bu cihazlar kalıbı hareket ettirmenizi veya yeniden konumlandırmanızı sağlar ve parçayı çıkarmanıza yardımcı olur.
Delikli cıvata: Bu dişli delikler delikli cıvatalar içindir. Büyük kalıpları bir vinç veya vinçle taşımak için kullanılırlar.

KO Delikleri: KO delikleri arka kelepçe plakası üzerindedir. Ejektör çubuğu onları ittiğinde ejektör plakasının ve parçasının geri hareket etmesini sağlarlar.

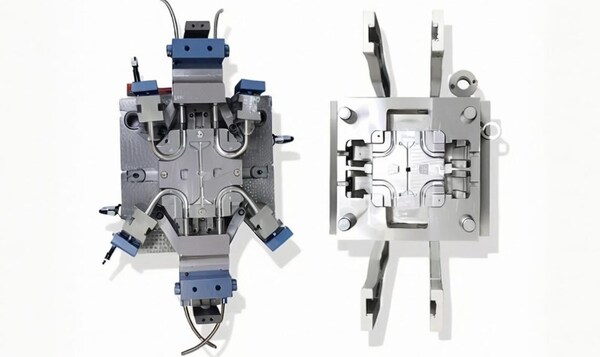
Ölü Köşe Taşıma Yapıları
İlk olarak, ölü köşeler işleme (doldurma, soğutma vb.) için ulaşılması zor olan alanlar veya köşelerdir. Örnekler arasında alt kesimler, keskin köşeler, derin oluklar vb. yer alır. Burada köşe ejektörleri, hidrolik silindirler ve kızaklar gibi yapılar bu karmaşıklığa yardımcı olabilir.

Slayt: Sürgü, alttan kesik olan tarafta bulunur. Sürgü eki ve cıvata mekanizması katılaşma sırasında alt kesimi destekler ve fiziksel hasara neden olmadan alt kesimli tarafın çıkarılmasına yardımcı olur.
Hidrolik Silindir: Sürgüyü hareket ettirmek için gereken kuvveti sağlayan bir silindir.
Açılı Ejektör: Parçayı zor veya ulaşılması zor alanlardan kalıptan dışarı itmek için belirli bir açıyla hareket eden bir ejektör pimi.
Enjeksiyon Kalıp Çeşitleri Nelerdir?
Birçok farklı türde enjeksi̇yon kaliplariHer birinin kendine özgü üretim yetenekleri ve içerdiği bileşen ve sistemlerin montaj yapıları vardır. İşte bazı popüler enjeksiyon kalıpları türleri.

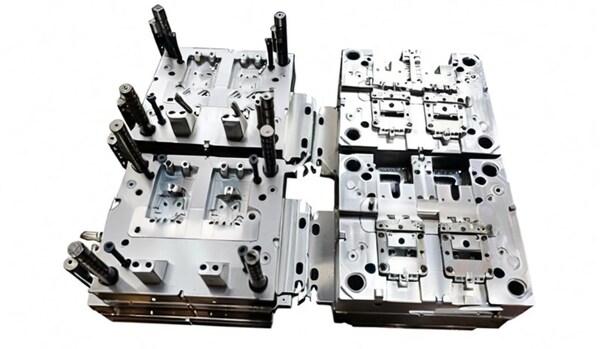
Aile Kalıpları
Öncelikle tek gözlü kalıpları ve çok gözlü kalıpları anlayalım. Tek gözlü kalıplar tek bir üretim döngüsünde tek bir ürün üretirken, çok gözlü kalıplar birden fazla aynı ürünü üretir.
Buna ek olarak, aile kalıpları farklı geometrilere sahip birden fazla boşluğa sahiptir. Bu, örneğin aynı malzemeyi kullanarak bir tıbbi teşhis cihazının muhafazasını, düğmesini ve iç braketini kalıplamak gibi tek bir kalıp kurulumunda birden fazla tasarımın yapıldığı anlamına gelir.
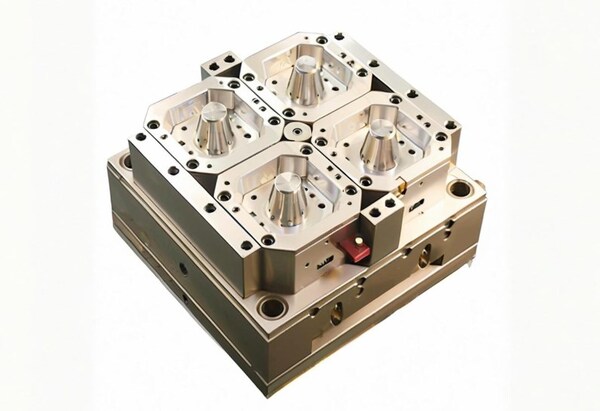
Kalıp tasarımı ve işletimi karmaşık olabilir, bu da düzensiz katılaşma ve tutarsız boyutlar gibi belirli kusurların oluşma riski olduğu anlamına gelir.
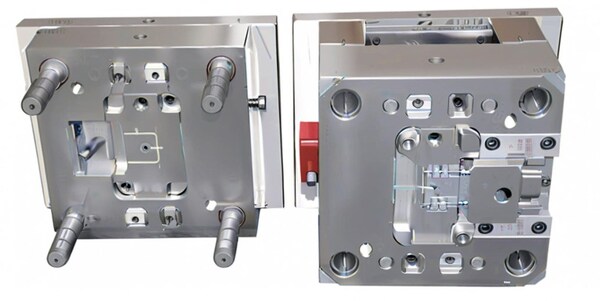
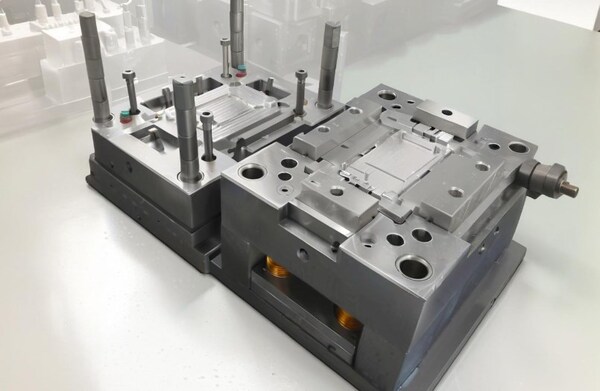
İki Plakalı Kalıplar
Bu, ayırma çizgisinde buluşan yalnızca bir hareketli kalıp yarısı ve bir sabit kalıp yarısı içeren basit bir kalıp formudur. İki plakalı kalıpların ana özelliği, tek bir ayırma çizgisinin, katılaşmış parçayı çıkarmak için enjeksiyon kalıbı boşluğunun ve çekirdeğin doğrudan açılmasını kolaylaştırmasıdır.

Kalıp birden fazla boşluğa sahipse, yolluklar ve kapılar ayırma çizgisinin yakınında tutulur. Üreticiler bu kalıpları karmaşık özellikleri olmayan küçük parçaları düşük maliyetle üretmek için kullanırlar. Bununla birlikte, yüksek basınç parlamaya neden olur ve basit yapı kalıp tasarımının esnekliğini sınırlar.
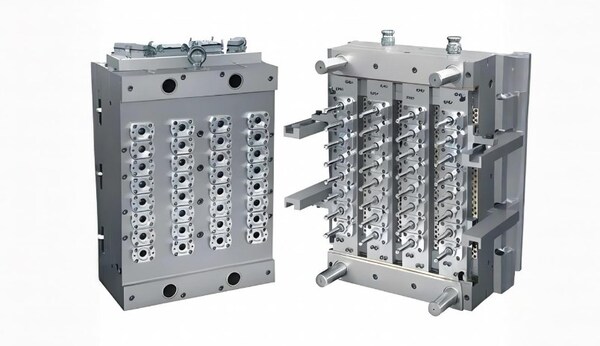
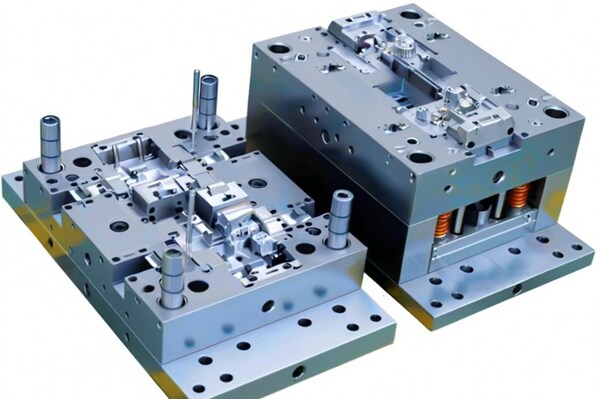
Üç Plakalı Kalıplar
Üç plakalı kalıpların iki veya daha fazla ayırma çizgisi vardır; nihai parçayı almak için sadece boşluğu ve maçayı açamazsınız. Bunun yerine, ekstra yolluk plakası yolluk ve kapıyı ayırır, böylece kalıplanmış parçayı yolluktan tek başına çıkarabilirsiniz.

Besleme bölümü veya plakası, yolluk ve kapının yerinin boşluk ve maçanın ayrılma çizgisine yakın olmasını gerektirmez, bu nedenle kapı yolluktan ayrı olarak yerleştirilebilir. Bu tip kalıplar karmaşık şekiller ve çok noktalı kapı gereksinimleri için uygundur. Bununla birlikte, enjeksiyon kalıbı takımları ve üretim maliyetleri nispeten pahalıdır.
İstiflenmiş Kalıplar
Birden fazla kalıp alır ve bunları bir araya getirirsiniz. Yani, boşluk normal bir enjeksiyon kalıbından daha büyüktür. Bir kalıp parçayı çıkarırken, diğer kalıp parçayı enjekte ediyor ve döngü aynı anda çalışıyor.

Bir döngüde parça sayısını bu şekilde iki katına çıkarabilirsiniz. Ayrıca, boşluğun her tarafta aynı şekil veya boyutta olması gerekmez. Bu, monte edilmesi gereken farklı enjeksiyon kalıp bileşenlerine sahip olduğunuzda gerçekten iyidir.
Yığın kalıplar, özellikle yüksek hacimli kalıplama için üretim verimliliğini artırmanın harika bir yoludur. Gelişmiş makinelerin yardımıyla plastik enjeksiyon kalıplama sürecini otomatikleştirebilir ve sıkı toleransları koruyabilirsiniz.

Bükümlü Kalıp
Bükümlü kalıplar, şişe tıpaları gibi dişli yüzeyler yapmak için kullanılır. Katı parçayı bükme döngüsü boyunca dışarı iten dişli bir çekirdeğe sahiptirler. Aynı zamanda, bir kremayer ve pinyon mekanizması iç çekirdeğin dışarı bükülmesine yardımcı olur.

Benzer yüzey özelliklerine sahip çok sayıda hassas dişli parçaya ihtiyacınız varsa, bükülebilir kalıp en iyi seçimdir.
Ekleme Kalıbı
Bu özel kalıplarda plastik parçanın içinde metal parçalar bulunur. Plastik, metal parçaların etrafından dolaşır ve soğuduğunda onları yerinde tutar. Ekleme kalıplama, plastik parçalardaki vidalar ve elektronik için metal parçalar için kullanılır.

Kesici uç, manuel veya otomatik yöntemlerle kalıbın içine yerleştirilir ve sabitlenir. Manuel olarak yapıldığında, kalıba elle yerleştirilir. Hizalama ve doğru konumlandırma pimler, yuvalar veya manyetik braketler kullanılarak sağlanır. Alternatif olarak, robotik sistemler veya besleyiciler her kalıplama döngüsünden önce ekleme işlemini otomatik olarak gerçekleştirir.
Çoklu Atış Kalıbı
Bu kalıp, birden fazla renk ve malzemeye sahip parçalar yapmak için kullanılır. Kalıp, erimiş malzemeyi boşluğa aynı anda enjekte edebilen birden fazla enjeksiyon makinesine sahiptir. İlk enjeksiyon kalıplandıktan sonra, bunun üzerine daha fazla enjeksiyon yapılır. Birden fazla enjeksiyonu kolaylaştırmak için kalıp dönen, hareketli veya maça dönüşlü bir mekanizmaya bağlanır.

Multi-shot kalıplar, termoset malzemeleri ve termoplastik malzemeleri birleştirmek için mükemmeldir. Birden fazla termoplastik malzemeyi tek bir parçada birleştirebilir veya birden fazla termoplastik malzemeyi tek bir parçada birleştirebilirsiniz. Örneğin, bunları termoset alet saplarına, diş fırçası kıllarına, contalara, contalara, O-ringlere vb. tutamaklar eklemek için kullanabilirsiniz.
Özet
Enjeksiyon kalıpları plastik ürünler yapmak için kullanılan araçlardır. Ürünün şekline ve boyutuna karar verirler ve çok sayıda parça ve sisteme sahiptirler. Ana parçalar kalıp tabanları, kalıp çekirdekleri, soğutma sistemleri, yolluk sistemleri, fırlatma sistemleri ve kılavuz sistemleridir.
Birçok plastik türü vardır enjeksi̇yon kaliplariFarklı üretim ihtiyaçları için uygun olan iki plakalı kalıplar, üç plakalı kalıplar, istifleme kalıpları, spin-out kalıpları, çoklu atış kalıpları vb. Her kalıp tipinin kendine özgü yapısal özellikleri ve üretim kabiliyetleri vardır.
Enjeksiyon kalıbının malzemesi, dayanıklı ve hassas plastik ürünler üretme gereksinimlerini karşılamak için genellikle yüksek mukavemetli metallerden seçilir.
To explore ZetarMold’s full range of injection mold manufacturing capabilities, visit our injection mold service page for tooling specifications, lead times, and pricing.






