 Skip to content
Skip to content 
Silicone Rubber Extrusion: Expert Molding Solutions
Explore expert silicone rubber extrusion molding services. Achieve precision and efficiency with our state-of-the-art technology and experienced team.

The Complete Guide to Silicone Rubber Extrusion Molding
What is Silicone Rubber Extrusion Molding?
Silicone rubber extrusion molding is a high-volume manufacturing process where a specially formulated, unvulcanized silicone compound is forced, or “extruded,” through a shaped steel tool called a die. This action forms a continuous profile with a constant cross-section, which is then vulcanized (cured) to stabilize its shape and impart its final physical properties.
Core Principle: The process relies on pressure and heat. An extruder screw generates pressure to push the pliable silicone material through the die. The extruded profile then passes through a heating chamber or tunnel where the curing reaction is initiated, transforming the soft, gummy extrudate into a solid, elastic rubber.
Basic Concepts:
① Thermoset Material: Unlike thermoplastics which can be repeatedly melted and reshaped, silicone is a thermoset. The curing process, known as vulcanization, creates irreversible cross-links between polymer chains. Once cured, the silicone part cannot be melted back down.
② Polysiloxane Chemistry: Silicone rubber is based on a silicon-oxygen (Si-O) backbone, not a carbon backbone like most organic rubbers. This unique chemical structure is responsible for its exceptional properties, including high-temperature stability and chemical inertness.

Classifications and Types of Silicone Extrusion
Silicone extrusion can be classified based on several key factors, including the curing system, the raw material form, and the final product shape.
1. Classification by Curing System:
① Peroxide-Cured Silicone: This is a traditional and cost-effective method. A peroxide catalyst is mixed into the silicone compound. When heated, the peroxide decomposes into free radicals, which initiate the cross-linking of the polymer chains. This method can sometimes produce by-products (like dichlorobenzoic acid) that may need to be removed through a post-curing process, especially for food-grade or medical applications.
② Platinum-Cured (Addition-Cure) Silicone: This system uses a platinum-based catalyst. It is a cleaner process that produces no harmful by-products, making it the preferred choice for high-purity applications such as medical implants, pharmaceutical tubing, and food-contact items. Platinum-cured silicones offer superior clarity, improved mechanical properties, and are less prone to yellowing over time.
2. Classification by Raw Material Form:
① High Consistency Rubber (HCR) Extrusion: HCR, also known as Heat Cured Rubber, is the most common material for silicone extrusion. It has a very high viscosity, resembling a thick paste or dough. It is typically supplied in logs or strips and fed into the extruder from a feeding mill.
② Liquid Silicone Rubber (LSR) Extrusion: While LSR is predominantly used in injection molding, specialized extrusion processes for it exist. LSR has a much lower viscosity and is a two-part system (A and B components) that are pumped, mixed, and then fed directly into the extruder. This method is less common but can be advantageous for complex, high-precision profiles.
3. Classification by Product Form:
① Silicone Tubing & Hoses: Hollow profiles used for fluid, air, or electrical wire transfer.
② Silicone Solid Cords: Solid, round profiles used for sealing applications (O-ring cord stock).
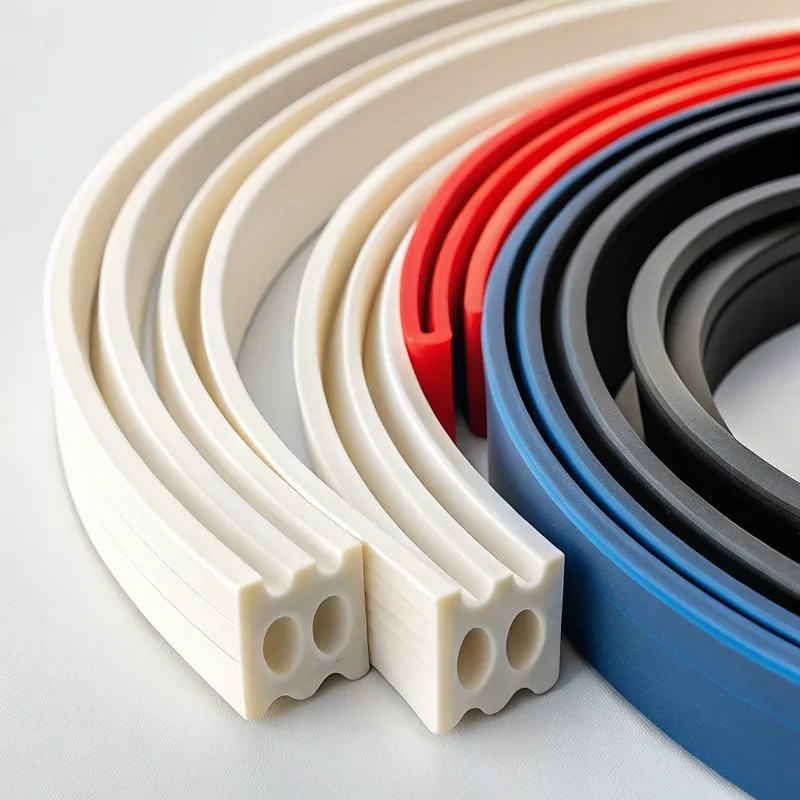
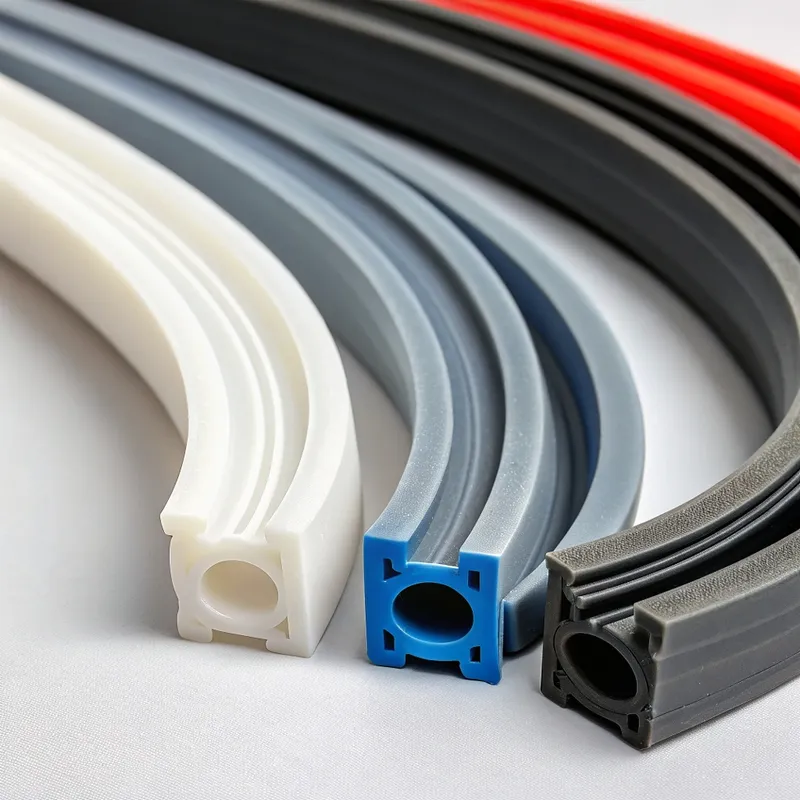
③ Silicone Profiles & Shapes: Custom, complex cross-sections like P-strips, D-seals, U-channels, and other custom gaskets.
④ Silicone Strips & Sheets: Flat, rectangular profiles that can be cut to length or supplied in continuous rolls.

Typical Application Scenarios and Use Cases
The unique properties of silicone make its extruded products indispensable across numerous industries.
① Medical and Healthcare: Due to its biocompatibility, sterilizability (autoclave, EtO, gamma), and inertness, silicone is a go-to material for catheters, drainage tubes, peristaltic pump tubing, and seals for medical equipment.
② Food, Beverage, and Dairy: FDA-compliant silicone tubing is widely used for transferring liquids in food processing, beverage dispensing, and dairy applications. It does not impart taste or odor and can withstand high-temperature cleaning cycles (CIP/SIP).

③ Aerospace and Automotive: Extruded silicone seals, gaskets, and hoses are critical for performance in extreme temperatures. They are used for door and window seals, engine compartment gaskets, wire and cable insulation, and fluid transfer hoses that resist heat, ozone, and UV degradation.
④ Electronics: Silicone’s excellent dielectric properties make it ideal for insulating high-voltage wires and cables. It is also used for creating protective gaskets and seals for electronic enclosures to shield them from moisture and dust (IP ratings).
⑤ Construction and Architecture: Silicone weatherstripping, expansion joints, and glazing seals provide long-lasting, weather-resistant sealing solutions for windows, doors, and curtain wall systems.
⑥ Industrial Machinery: Used for durable seals, gaskets, and tubing in a wide range of industrial equipment, offering reliable performance under high heat and chemical exposure.
What are the Advantages of Silicone Extrusion?
Silicone extrusion offers a powerful combination of material properties and manufacturing efficiency.
① Exceptional Temperature Resistance: Silicone maintains its flexibility and integrity across a vast temperature range, typically from -60°C to +230°C (-75°F to +450°F), with special grades extending even further.
② Excellent Environmental Resistance: It exhibits superior resistance to ozone, UV radiation, and general weathering, making it ideal for outdoor applications without cracking or deteriorating.
③ Biocompatibility and Purity: Medical and food-grade silicones are non-toxic, hypoallergenic, and do not support microbial growth, making them safe for sensitive applications.
④ Chemical Inertness: Silicone is resistant to many chemicals, water, and oils, though it has weaknesses against certain solvents and strong acids.
⑤ Superb Flexibility and Elasticity: It has a low compression set, meaning it can be compressed repeatedly and will return to its original shape, which is vital for effective sealing.
⑥ Electrical Insulation: Silicone is a fantastic electrical insulator, making it a primary choice for wire and cable jacketing.
⑦ High Level of Customization: The extrusion process allows for complex custom profiles and a wide range of colors to be produced efficiently.

What are the Disadvantages and Limitations of Silicone Extrusion?
No process is perfect. It’s important to be aware of the limitations of silicone extrusion.
① Lower Mechanical Strength: Compared to many organic rubbers (like EPDM or Neoprene), standard silicone has lower tensile strength, tear strength, and abrasion resistance. It is not suitable for dynamic applications involving high friction or physical abuse.
② Higher Material Cost: Silicone raw material is generally more expensive than commodity rubbers, which can impact the cost-effectiveness for non-critical applications.
③ Susceptibility to Certain Fluids: Silicone swells and degrades when exposed to certain hydrocarbon-based fuels, oils, and solvents. Material selection must be carefully matched to the chemical environment.
④ Processing Challenges: The “tacky” nature of uncured silicone can sometimes lead to handling and processing difficulties. It also requires a clean manufacturing environment as it can attract dust and contaminants.
⑤ Constant Cross-Section Limitation: Extrusion is inherently limited to producing parts with a uniform cross-section along their length. Features like undercuts, varying wall thicknesses, or integrated connectors are not possible with this process alone.
Comparison with Alternative Technologies
| Technology | Key Strengths | Best For | Key Weaknesses |
|---|---|---|---|
| Silicone Extrusion | Excellent thermal/environmental resistance, biocompatibility, continuous production. | Seals, gaskets, tubing, and profiles with constant cross-sections. | Lower abrasion resistance, limited to 2D profiles, higher material cost. |
| TPE Extrusion | Lower cost, good abrasion resistance, recyclable (thermoplastic). | Automotive seals, consumer goods, and applications where extreme heat isn’t a factor. | Significantly lower temperature range, less resilient (higher compression set). |
| Silicone Injection Molding | Creates complex 3D parts, high precision, excellent for overmolding. | 3D components like buttons, keypads, complex seals, and medical device parts. | Higher tooling cost, not a continuous process, part size limitations. |
Silicone Rubber Extrusion Molding: A Comprehensive Guide
Master the silicone rubber extrusion molding process. Our expert guide covers key principles, applications, design best practices, and solutions to common problems.
The Complete Guide to Silicone Rubber Extrusion Molding
Key Characteristics and Properties of Extruded Silicone
When specifying an extruded silicone part, engineers refer to these critical performance indicators:
① Hardness (Durometer): Measured on the Shore A scale, this indicates the material’s resistance to indentation. Typical values for extrusions range from 20 (very soft) to 80 (firm) Shore A.

② Tensile Strength: The maximum stress the material can withstand while being stretched before breaking, measured in PSI or MPa.
③ Elongation at Break: The percentage increase in length that the material can achieve before it ruptures. It’s a measure of its “stretchiness.”
④ Tear Strength: The resistance of the material to the propagation of a tear, a critical property for seals that may be stretched over sharp corners.
⑤ Compression Set: Measures the material’s ability to return to its original thickness after being subjected to prolonged compressive stress at a specific temperature. A low compression set is essential for reliable, long-term sealing.
⑥ Dielectric Strength: The maximum electric field a material can withstand without breaking down, measured in Volts per mil (V/mil).
The Core Process of Silicone Extrusion Molding
The journey from raw compound to finished product involves several distinct, carefully controlled stages.
Stage 1: Material Preparation and Compounding:
The process begins with the base silicone polymer (HCR). This is placed on a two-roll mill where additives are mixed in. These can include pigments for color, fillers (like fumed silica) to enhance mechanical properties, and the catalyst (peroxide or platinum) for curing. The compound is thoroughly blended to ensure uniformity and then formed into continuous strips or logs ready for the extruder.
Stage 2: Feeding:
The prepared silicone strip is fed into the hopper of the extruder. For HCR, rollers often assist in pushing the tacky material down into the extruder's barrel.
Stage 3: Extrusion:
Inside the heated barrel, a rotating screw conveys the silicone forward. The screw's mechanical action and the barrel's heat work to soften the material and build up pressure. This pressure forces the homogenized silicone compound through the small opening of the die, which is precision-machined to the desired final cross-section of the part.
Stage 4: Curing (Vulcanization):
As the profile exits the die, it is still in a soft, uncured state. It immediately enters a curing tunnel or oven. The most common methods are:
① Hot Air Vulcanization (HAV) Tunnel: The profile travels on a conveyor belt through a long oven where hot air, typically at 200-450°C, cures the silicone. This is the most widely used method.
② Infrared (IR) Tunnel: High-intensity infrared lamps provide rapid and efficient heat transfer, often resulting in faster line speeds.
③ Salt Bath Curing: The extrudate passes through a bath of molten salt. This provides very fast and uniform heat transfer but is less common today due to environmental and safety concerns.
Stage 5: Post-Curing (Optional but Recommended):
After the primary cure, some parts, especially those made with peroxide systems or for critical applications, undergo a post-curing cycle. The parts are placed in a batch oven for several hours (e.g., 4 hours at 200°C) to remove any volatile by-products and further stabilize the material's physical properties, especially compression set.
Stage 6: Cooling, Cutting, and Finishing:
The cured profile is cooled, often by air or a water bath. It can then be cut to specific lengths using in-line fly-knife cutters, coiled onto spools, or subjected to secondary operations like printing, adhesive application, or splicing to form O-rings.

Key Parameters and Influencing Factors in the Process
Controlling the extrusion process is a delicate balance of multiple variables.
① Screw Speed (RPM): Directly influences the output rate. Higher speeds increase throughput but can also generate excessive shear heat, potentially causing premature curing (scorch) in the barrel.
② Barrel and Die Temperature: Must be carefully controlled to keep the silicone pliable enough to flow without starting the cure reaction inside the extruder.
③ Die Design: The geometry of the die is critical. It must be designed to compensate for die swell—the tendency of the extrudate to expand after exiting the die. This requires experience and often several iterations.
④ Curing Temperature and Time: These must be sufficient to achieve a full cure throughout the part’s cross-section. Insufficient curing results in a weak, sticky product, while excessive heat can cause degradation. The time is controlled by the length of the oven and the line speed.
⑤ Line Speed: The speed of the conveyor belt must be synchronized with the extruder’s output to prevent stretching or sagging of the profile, which would distort its dimensions.
Design Guide and Best Practices for Silicone Extrusions
Following these design principles will lead to more manufacturable and cost-effective parts.
① Simplify the Profile: The simpler the cross-section, the easier it is to control dimensions and the lower the tooling cost. Avoid unnecessarily complex features.
② Maintain Uniform Wall Thickness: Drastic variations in wall thickness can lead to uneven curing, distortion, and dimensional instability. Aim for uniformity wherever possible.
③ Incorporate Generous Radii: Avoid sharp internal and external corners. Sharp corners are points of stress concentration and can be difficult to fill completely and consistently during extrusion. A radius of at least 0.5mm (0.020″) is recommended.
④ Avoid Hollow Sections with Thin Walls: Thin-walled hollow sections are prone to collapsing or distorting before they are fully cured. If a hollow is needed, ensure the walls are robust enough to support themselves.
⑤ Understand and Specify Tolerances: Standard industry tolerances for silicone extrusions are typically defined by the Association for Rubber Products Manufacturers (ARPM) in their Rubber Handbook (Class 2 for precision, Class 3 for commercial). Specify the tightest tolerances only where necessary, as this increases cost.
⑥ Clearly Define Material Specifications: Don’t just ask for “silicone.” Specify the hardness (durometer), color, compliance requirements (e.g., FDA 21 CFR 177.2600, USP Class VI), and any critical performance properties like compression set or temperature range.
Common Problems in Silicone Extrusion and How to Solve Them
| Problem | Potential Causes | Solutions |
|---|---|---|
| Die Swell / Incorrect Dimensions | Die design doesn’t account for material expansion. Inconsistent material batch. Incorrect line speed or extruder output. | Modify die orifice dimensions. Pre-test and certify material batches. Synchronize line speed and screw RPM. |
| Porosity (Bubbles in Part) | Moisture in the raw material. Air entrapment during feeding. Curing temperature is too high, causing volatiles to boil. | Thoroughly dry the compound before use. Ensure proper feeding technique. Reduce curing oven temperature. |
| Surface Defects (Roughness, Pitting) | Contamination in the compound. Scorch (premature curing) in the extruder. Die surface is damaged or dirty. | Use a cleanroom environment for compounding. Lower barrel temperature. Clean and polish the die regularly. |
| Incomplete Cure (Sticky Surface) | Insufficient cure time or temperature. Line speed is too fast for the oven. Incorrect catalyst ratio. | Decrease line speed. Increase oven temperature. Verify material compounding records. Perform post-cure. |
| Distortion or Warping | Uneven cooling. Non-uniform wall thickness. Improper support of the profile as it exits the die. | Optimize cooling system (air jets, water bath). Redesign part for uniform walls. Adjust conveyor height and support rollers. |
Related Technologies and Concepts
1. Upstream Process - Silicone Compounding:
This is the critical first step where base silicone polymers are mixed with fillers, additives, and catalysts to create the specific grade of HCR required for an application. The quality of the final extruded part is highly dependent on the quality and consistency of the compounding process.
2. Downstream Process - Fabrication & Assembly:
Extruded profiles are rarely the final product. Downstream processes include:
① Splicing: Cutting an extruded cord to length and bonding the ends together to create a custom O-ring.
② Adhesive Application: Applying pressure-sensitive adhesive (PSA) tape to one side of a profile to facilitate easy installation.
③ Printing & Marking: Adding part numbers, logos, or alignment marks to the surface.
3. Co-extrusion:
A more advanced process where two or more extruders feed different materials (e.g., different colors or hardnesses of silicone) into a single die to create a multi-material, integrated profile. For example, a seal might have a rigid base for attachment and a soft bulb for sealing.
4. Silicone Injection Molding:
As discussed, this is a complementary process used to create complex, three-dimensional silicone parts. It's often chosen for components that cannot be made with a constant cross-section.
5. Silicone Compression Molding:
The oldest method for molding silicone. A pre-weighed charge of material is placed into a heated mold cavity, and the mold is closed under pressure, forcing the material to fill the cavity and cure. It's suitable for low-to-medium volume production of parts like gaskets and pads.


Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Key Takeaways – Family molds produce multiple different parts in one shot, but a single compromised process window affects all cavities simultaneously. – MUD (Master Unit Die) systems use interchangeable

What is a High-Speed Injection Molding Machine?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle

How to Improve the Precision of Injection Molds?
Key Takeaways – Mold precision is determined at every stage: part design, mold design, steel selection, machining, assembly, and process control—a weakness at any stage limits overall precision. – Properly
Optimization Solutions Provided For Free
- Provide Design Feedback and Optimization Solutions
- Optimize Structure and Reduce Mold Costs
- Talk Directly With Engineers One-On-One

