 Przejdź do treści
Przejdź do treści 
Niestandardowa fabryka formowania wtryskowego PA46
Przewodnik po produkcji i projektowaniu form wtryskowych PA46

Zasoby dla Kompletnego przewodnika po formowaniu wtryskowym PA46
Co to jest PA46?
Polibutylen adypamidowy, znany również jako poliamid 46, nylon 46 lub w skrócie PA46, jest odpornym na wysokie temperatury poliamidowym tworzywem konstrukcyjnym. Znany jest z wysokiej stabilności termicznej, wysokiej odporności chemicznej, dobrej przewodności cieplnej, dobrej odporności na ciepło, dobrych właściwości mechanicznych, bardzo niskiej absorpcji wody i stabilności wymiarowej. PA46 ma długotrwałą temperaturę użytkowania 160˚C i jeszcze wyższą krótkotrwałą odporność na ciepło. Właściwości te sprawiają, że jest on bardzo przydatny w obszarach wymagających wysokiej odporności na temperaturę i wysokiej wytrzymałości, takich jak części samochodowe, elektronika, samoloty i sprzęt mechaniczny.
PA46 jest wytwarzany przez zmieszanie dibutyloaminy i kwasu adypinowego. Ma specjalną strukturę chemiczną, która sprawia, że jest naprawdę twardy i nie jest w stanie wchłonąć wody. Łańcuch chemiczny PA46 jest bardziej regularny i lepiej upakowany niż w przypadku innych poliamidów.
Ułatwia to tworzenie naprawdę silnej struktury krystalicznej, co czyni go mocniejszym i lepiej radzącym sobie z ciepłem. Ponadto, podczas produkcji PA46 należy bardzo uważać na to, jak gorący jest, jak duże jest ciśnienie i jakiego rodzaju materiałów używa się do jego wytworzenia. W ten sposób można upewnić się, że jest wystarczająco dobry do tego, co chce się z nim zrobić.
Rodzina poliamidów (PA):
Materiały z serii PA obejmują PA6, PA66, PA610, PA612, PA1010, PA11, PA12, PA6T, PA9T, amid aromatyczny MXD-6 itp. oraz PA46. PA (poliamid), powszechnie znany jako nylon, to polimer z długimi łańcuchami grup amidowych. Charakteryzuje się doskonałymi właściwościami mechanicznymi, odpornością na zużycie, samosmarowaniem i obojętnością chemiczną.
Istnieje wiele rodzajów nylonu, takich jak PA6, PA 66, PA510, PA11, PA12 itp. Są one szeroko stosowane w częściach samochodowych, urządzeniach elektronicznych itp. Na przykład nylon 6 (PA6) i nylon 66 (PA66) są często używane do produkcji części mechanicznych w maszynach, samochodach i urządzeniach elektrycznych, takich jak koła zębate, rolki, koła pasowe itp. Nylon 11 (PA 11) i nylon 12 (PA 12) mają niską temperaturę topnienia i dobrą wydajność w niskich temperaturach i nadają się do samochodowych przewodów paliwowych, przewodów hamulcowych, osłon światłowodowych kabli komunikacyjnych itp.
Jakie są właściwości poliamidu 46 (PA46)?
PA46 to produkt poliamidowy wytwarzany przez połączenie butanodiaminy i kwasu adypinowego. Jest to nowy rodzaj żywicy poliamidowej o wysokiej temperaturze topnienia i wysokiej krystaliczności, dzięki czemu ma wyższą temperaturę topnienia (295 stopni Celsjusza), wyższą temperaturę odkształcenia cieplnego i temperaturę długotrwałego użytkowania (CUT 5000 godzin) do 163 stopni Celsjusza. Jest szeroko stosowany w samochodach i innych obszarach i może zapewnić doskonałe właściwości mechaniczne w wysokich temperaturach, dużą odporność na zużycie i niskie tarcie oraz dużą płynność, co ułatwia przetwarzanie.
1. Wysoka temperatura topnienia:
PA46 ma temperaturę topnienia do 295°C, czyli wyższą niż wiele tworzyw konstrukcyjnych, dzięki czemu jest stabilny w wysokich temperaturach i bardzo trwały. PA46 ma wysoką temperaturę topnienia i jest odporny na wysokie temperatury, dzięki czemu nadaje się do zastosowań, w których występują wysokie temperatury. PA46 ma doskonałą odporność na starzenie cieplne i może utrzymać swoje właściwości mechaniczne przez długi czas pod wpływem naprężeń termicznych.
2. Wysoka krystaliczność:
PA46 ma krystaliczność około 70%, która jest wyższa niż w przypadku innych materiałów poliamidowych, takich jak PA66 (krystaliczność około 50%). PA46 krystalizuje szybciej i ma wyższą temperaturę odkształcenia cieplnego.
3. Temperatura długotrwałego użytkowania:
PA46 może być używany przez długi czas w temperaturach do 163°C, znacznie dłużej niż większość innych tworzyw konstrukcyjnych.
4. Temperatura ugięcia ciepła:
Czysta żywica PPA46 ma temperaturę odkształcenia cieplnego 190 ° C, a po dodaniu wzmocnienia z włókna szklanego może wzrosnąć do 290 ° C, co świadczy o jej wysokiej stabilności termicznej.
5. Wytrzymałość i sztywność:
PA46 ma dużą wytrzymałość mechaniczną w normalnej temperaturze otoczenia, a jego moduł sprężystości, trwałość zmęczeniowa i odporność na pełzanie są również doskonałe. Właściwości te mogą być zachowane nawet w środowiskach o wysokiej temperaturze. PA46 charakteryzuje się również wysoką wytrzymałością na rozciąganie, dzięki czemu dobrze sprawdza się w zastosowaniach wymagających wysokiej wytrzymałości.
6. Odporność na zużycie:
PA46 ma doskonałą odporność na zużycie i może utrzymać optymalną wydajność nawet w najtrudniejszych warunkach pracy, dzięki czemu idealnie nadaje się do zastosowań podatnych na zużycie.
7. Krótki cykl formowania:
Ponieważ PA46 krystalizuje szybciej, cykl formowania jest krótszy. Oznacza to, że można wyprodukować więcej części w krótszym czasie, co pozwala zaoszczędzić pieniądze.
8. Łatwość przetwarzania:
PA46 jest łatwy w przetwarzaniu na różne kształty i rozmiary oraz ma dobre właściwości przetwarzania i formowania.

9. Odporność chemiczna:
PA46 jest odporny na szeroki zakres chemikaliów, w tym kwasy i zasady, dzięki czemu nadaje się do zastosowań, w których możliwy jest kontakt z chemikaliami. PA46 ma również dobrą odporność chemiczną na oleje i rozpuszczalniki, co czyni go doskonałym do zastosowań motoryzacyjnych i przemysłowych.
10. Izolacja elektryczna:
Ma również wysoką rezystywność powierzchniową i objętościową oraz wysoką wytrzymałość dielektryczną, dzięki czemu może być stosowany w zastosowaniach elektrycznych i elektronicznych oraz nadaje się do zastosowań, w których wymagana jest izolacja elektryczna.
11. Higroskopijność:
PA46 może absorbować wilgoć z otoczenia do momentu osiągnięcia równowagi, co należy wziąć pod uwagę przy projektowaniu form i warunków produktu.
12. Dobra stabilność wymiarowa:
PA46 ma dobrą stabilność wymiarową i dlatego nadaje się do zastosowań wymagających precyzyjnych wymiarów.
13. Dobra odporność na promieniowanie UV:
PA46 ma doskonałą odporność na promieniowanie UV, dzięki czemu nadaje się do zastosowań, w których istnieje ryzyko ekspozycji na promienie UV.
14. Dobra odporność na uderzenia:
PA46 ma doskonałą odporność na uderzenia, co czyni go idealnym do zastosowań, w których może być narażony na uderzenia.
15. Odporność na pełzanie:
PA46 charakteryzuje się doskonałą odpornością na pełzanie, co jest ważne w przypadku zastosowań, w których występują długotrwałe stałe obciążenia.
Jakie są właściwości PA46?
Poliamid 46 (PA46), znany również jako Nylon 46, to wysokowydajny termoplastyczny materiał konstrukcyjny wyróżniający się wyjątkowymi właściwościami termicznymi i mechanicznymi. Poniżej znajdują się kluczowe właściwości PA46:
| Własność | Metryczny | Angielski |
|---|---|---|
| Gęstość | 1,27 g/cm3 | 0,0459 lb/in³ |
| Maksymalna zawartość wilgoci | 0.01 | 0.01 |
| Liniowy skurcz formy, przepływ |
0,017 - 0,020 cm/cm @Time 86400 sek |
0,017 - 0,020 in/in @Czas 24.0 godz. |
| Liniowy skurcz formy, poprzeczny |
0,017 - 0,020 cm/cm @Time 86400 sek |
0,017 - 0,020 in/in @Czas 24.0 godz. |
| Temperatura przechowywania | <= 30.0 ℃ | <= 86.0 ℉ |
| Wytrzymałość na rozciąganie, wydajność | 60,0 MPa | 8700 psi |
| Wydłużenie przy uzysku | 2.5% | 2.5% |
| Moduł rozciągania | 2,70 GPa | 392 ksi |
| Wytrzymałość na zginanie | 110 MPa | 16000 psi |
| Moduł sprężystości | 2,80 GPa | 406 ksi |
| Udar Charpy'ego bez karbu | 2,50 J/cm² | 11,9 ft-lb/in² |
| Udar Charpy'ego, z karbem | 0,400 J/cm² | 1,90 ft-lb/in² |
| Temperatura ugięcia przy ciśnieniu 1,8 MPa (264 psi) | 90.0 ℃ | 194 ℉ |
| Temperatura mięknienia Vicat | 275 ℃ | 527 ℉ |
| Temperatura topnienia | 305 - 320 ℃ | 581 - 608 ℉ |
| Temperatura formy | 40.0 - 100 ℃ | 104 - 212 ℉ |
| Temperatura suszenia |
80.0 ℃ @Czas 7200 - 43200 sek. |
176 ℉ @Czas 2.00 - 12.0 godz. |
| Polimer bazowy | Poliamid 4.6 | |
Czy materiały PA46 mogą być formowane wtryskowo?
Tak, można całkowicie formować wtryskowo PA46. PA46 (poliamid 46) jest wysokowydajnym tworzywem termoplastycznym. W rzeczywistości formowanie wtryskowe jest popularnym sposobem wytwarzania części z PA46. PA46 ma dość wysoką temperaturę topnienia i wysoką lepkość, co sprawia, że jest trudny w obróbce, ale przy odpowiednim sprzęcie i warunkach przetwarzania zdecydowanie można go formować wtryskowo.

Jednak formowanie wtryskowe PA46 wymaga specjalnych rozważań:
1. Temperatura przetwarzania: PA46 wymaga wyższych temperatur przetwarzania, zwykle temperatur beczki około 290-320°C i temperatur formy około 80-120°C. Jest to ważne, aby upewnić się, że tworzywo sztuczne dobrze płynie, a część jest dobra.
2. Wrażliwość na wilgoć: PA46, podobnie jak inne poliamidy, jest higroskopijny, co oznacza, że pochłania wilgoć z powietrza. Dlatego przed formowaniem należy go odpowiednio wysuszyć, aby uniknąć wad, takich jak pęcherzyki, plamy lub zmniejszone właściwości mechaniczne. Zalecana temperatura suszenia wynosi około 80-100°C przez 4-6 godzin.
3. Konstrukcja formy: Dobry projekt formy jest ważny, aby upewnić się, że plastik dobrze płynie i nie ma żadnych problemów. PA46 bardzo się kurczy (zwykle 1,2-1,8%), więc konstrukcja formy musi być zaprojektowana tak, aby sobie z tym poradzić.
4. Szybkość przetwarzania: PA46 krystalizuje dość szybko, co oznacza, że szybko stygnie i krzepnie. Może to skrócić czas cyklu, ale może wymagać optymalizacji systemu chłodzenia w formie w celu utrzymania stabilności wymiarowej.
Jakie są kluczowe czynniki wpływające na formowanie wtryskowe PA46?
Podczas formowania PA46 należy pamiętać o kilku rzeczach, aby mieć pewność, że produkuje się dobre części. Musisz wiedzieć o materiale, procesie, formie i środowisku. Oto kilka rzeczy, o których warto pomyśleć:
1. Wybór materiału: Wybierz odpowiedni materiał PA46 do swojego zastosowania. Weź pod uwagę takie czynniki jak wytrzymałość, odporność na wysokie temperatury i odporność chemiczną.
2. Wrażliwość materiału na wilgoć: PA46 to materiał, który pochłania wilgoć z powietrza. Aby zapobiec jego uszkodzeniu, należy go wysuszyć przed użyciem. Najlepszym sposobem na to jest suszenie w temperaturze 80°C przez 2-8 godzin. Zawartość wilgoci powinna spaść do 0,1% lub mniej, jeśli ma to być coś ważnego.
3. Konstrukcja formy: Podczas projektowania formy należy rozważyć użycie PA46. Powinieneś także pomyśleć o takich rzeczach, jak miejsce umieszczenia bramki, sposób zaprojektowania prowadnicy i rodzaj systemu wyrzucania.
4. Ciśnienie i prędkość wtrysku: PA46 wymaga wysokiego ciśnienia wtrysku, aby wypełnić formę i upewnić się, że wypełnia i utrzymuje się prawidłowo. Typowe ciśnienie wtrysku wynosi 1000-2000 barów. Prędkość wtrysku musi być regulowana podczas przetwarzania, aby uniknąć problemów, takich jak linie przepływu lub kawitacja. Wysokie prędkości wtrysku mogą pomóc w wypełnieniu formy, ale mogą również powodować wady, jeśli nie są odpowiednio kontrolowane.
5. Temperatura wtrysku: Temperatura topnienia PA46 powinna być utrzymywana w zakresie 300-330°C podczas wtrysku, aby zapewnić prawidłowy przepływ i wypełnienie formy.
6. Temperatura formy: PA46 korzysta z wysokiej temperatury formy w celu zmniejszenia lepkości i poprawy płynności. Typowy zakres temperatury formy wynosi 80-120°C, aby zoptymalizować krystalizację części i zminimalizować wady, takie jak wypaczenie lub niestabilność wymiarowa.
7. Czas chłodzenia: PA46 ma wysoką dyfuzyjność termiczną, co oznacza, że jego schłodzenie i zestalenie może potrwać dłużej. Należy odczekać dłuższy czas chłodzenia, aby upewnić się, że część formuje się prawidłowo.
8. Lokalizacja bramki: Miejsce umieszczenia bramki wpływa na wygląd i działanie części. Pomyśl o takich rzeczach jak to, gdzie znajduje się linia spawania, gdzie znajdują się ślady zatopienia i jak bardzo część się wypacza.
9. Projektowanie kanałów przepływu: Konstrukcja kanałów przepływu ma duży wpływ na wygląd i wydajność części. Pomyśl o takich kwestiach, jak wielkość kanałów przepływu, ich kształt i umiejscowienie.
10. System wyrzutnika: System wypychacza ma wpływ na wygląd i działanie części. Pomyśl o takich rzeczach, jak siła nacisku wypychacza, jego prędkość i kierunek ruchu.
11. Wyrzucanie części: Części PA46 mają tendencję do wypaczania się i przywierania do formy. Należy używać delikatnego systemu wyrzucania i rozważyć użycie środka antyadhezyjnego w celu poprawy wyrzucania części.
12. Operacje po formowaniu: Być może będziesz musiał zrobić kilka dodatkowych rzeczy z częściami PA46, aby wyglądały i pasowały prawidłowo. Być może trzeba będzie je przyciąć, oszlifować lub wypolerować.
13. Kontrola wilgotności: PA46 jest wrażliwy na wilgoć, co wpływa na jego właściwości i wydajność. Należy kontrolować poziom wilgotności w materiale, formie i środowisku przetwarzania, aby zapewnić najlepsze wyniki.
14. Warunki przetwarzania: Aby uzyskać najlepsze wyniki z PA46, należy zrobić to prawidłowo. Pomyśl o takich kwestiach, jak szybkość wtryskiwania, siła wtryskiwania i czas schładzania, aby upewnić się, że część została prawidłowo uformowana.
15. Łączenie materiałów: PA46 można mieszać z dodatkami, aby go ulepszyć. Zastanów się, ile wypełniacza, smaru i przeciwutleniacza dodasz, aby uzyskać pożądany efekt.
16. Geometria części: Części PA46 są podatne na wypaczenia i odkształcenia. Aby zapewnić optymalne formowanie części, należy wziąć pod uwagę takie czynniki, jak geometria części, grubość ścianki i właściwości materiału.
17. Kontrola jakości: Skonfiguruj program kontroli jakości, aby upewnić się, że produkowane części są takie, jakie powinny być. Będziesz przeprowadzać regularne inspekcje i testy, aby znaleźć wszelkie problemy lub wady.
Wytyczne projektowe dla formowania wtryskowego PA46
Podczas projektowania części formowanych wtryskowo z PA46 (poliamid 46), należy pomyśleć o kilku rzeczach, które wpływają na to, jak dobrze można je formować, jak dobrze działają i jak dobre są po zakończeniu. Oto kilka rzeczy, o których należy pomyśleć podczas projektowania części do formowania wtryskowego PA46.

1. Grubość ścianki: PA46 jest wytrzymały, ale może się wypaczać. Aby zapobiec wypaczaniu, należy utrzymywać grube ścianki i unikać cienkich ścianek. Minimalna grubość ścianki powinna wynosić 1,5 mm, ale zależy to od części i jej przeznaczenia.
2. Geometria części: Części PA46 mogą się wypaczać i deformować. Twórz części o symetrycznych kształtach i unikaj ostrych narożników lub skomplikowanych kształtów.
3. Kąt zanurzenia: Dodanie kąta ciągu od 1 do 3 stopni na powierzchniach pionowych może pomóc w łatwiejszym wyrzucaniu części z formy i zmniejszyć zużycie formy. W przypadku bardziej złożonych geometrii pomocny może być większy kąt zanurzenia.
4. Lokalizacja bramy: PA46 jest wrażliwy na lokalizację bramki. Bramkę należy umieścić w miejscu, które nie będzie zakłócać działania ani estetyki części.
5. Projektowanie kanałów przepływu: Kanał przepływu w PA46 powinien być zaprojektowany tak, aby zminimalizować spadek ciśnienia i zapewnić stałe napełnianie. Aby zmniejszyć spadek ciśnienia, należy użyć konstrukcji kanału przepływowego w kształcie drzewa.
6. Linia rozstania: W miarę możliwości należy wyrównywać elementy z linią podziału. Takie wyrównanie pomaga zachować prostotę podczas wyrzucania części i pomaga zachować jej wymiary.
7. Promień i fazowanie: Jeśli dodasz promień lub fazę do ostrych narożników, może to ułatwić formowanie części i zmniejszyć ryzyko pęknięć naprężeniowych w części końcowej.
8. Temperatura formy: PA46 korzysta z wysokiej temperatury formowania (80-120°C) w celu zmniejszenia lepkości i poprawy przepływu.
9. Ciśnienie wtrysku: PA46 wymaga wysokiego ciśnienia wtrysku (1000-2000 barów), aby wypełnić formę i zapewnić prawidłowe ciśnienie napełniania i utrzymywania.
10. Prędkość wtrysku: Aby uniknąć wczesnej krystalizacji podczas wtrysku, należy stosować średnie lub wysokie prędkości wtrysku. Krzywa prędkości powinna przechodzić od szybkiego napełniania bram i prowadnic do napełniania części ze średnią prędkością.
11. Czas chłodzenia: PA46 ma wyższą dyfuzyjność cieplną, co oznacza, że jego schłodzenie i zestalenie trwa dłużej. Należy odczekać dłuższy czas chłodzenia, aby zapewnić prawidłowe uformowanie części.
12. Wybór materiału: Wybierz odpowiedni materiał PA46 do swojego zastosowania. Weź pod uwagę takie czynniki jak wytrzymałość, odporność na wysokie temperatury i odporność chemiczną.
13. Konstrukcja formy: Podczas projektowania formy należy wziąć pod uwagę PA46. Należy zastanowić się, gdzie umieścić bramę, jak zaprojektować prowadnicę i jak wyrzucić część.
14. System wyrzutnika: Części PA46 mają tendencję do wypaczania się i przywierania do formy. Należy używać delikatnego systemu wyrzutnika i rozważyć użycie środka antyadhezyjnego w celu poprawy wyrzucania części.
15. Wyrzucanie części: Niektóre części PA46 mogą wymagać dodatkowych czynności, takich jak obróbka skrawaniem, szlifowanie lub polerowanie, aby uzyskać odpowiednie wykończenie powierzchni i dokładność.
16. Operacje po formowaniu: Części PA46 mogą wymagać dodatkowych czynności, takich jak obróbka skrawaniem, szlifowanie lub polerowanie, aby uzyskać pożądane wykończenie powierzchni i dokładność.
17. Łączenie materiałów: PA46 można mieszać z dodatkami, aby go ulepszyć. Zastanów się, ile wypełniacza, smaru i przeciwutleniacza dodasz, aby uzyskać pożądany efekt.
18. Orientacja na część: Części PA46 są podatne na wypaczenia i odkształcenia. Projektuj części o symetrycznej geometrii i orientuj je w formie, aby zminimalizować wypaczenia.
19. Wnęka formy: Części PA46 są podatne na wypaczenia i odkształcenia. Zaprojektuj gniazdo formy, aby zminimalizować wypaczanie i zapewnić prawidłowe formowanie części.

Zasoby dla Kompletnego przewodnika po produkcji form wtryskowych PA46
Jak wykonać formowanie wtryskowe PA46: Przewodnik krok po kroku
PA46 to wysokowydajne tworzywo konstrukcyjne o doskonałych właściwościach mechanicznych i stabilności termicznej. Aby zapewnić jakość i wydajność, proces formowania wtryskowego PA46 obejmuje kilka kluczowych etapów. Oto przewodnik krok po kroku dotyczący formowania wtryskowego PA46.

1. Projektowanie i prototypowanie:
Prototypowanie: Twórz prototypy przy użyciu metod takich jak druk 3D lub obróbka CNC, zanim wykonasz całość. Pozwala to na wczesne wykrycie problemów z projektem.
Projekt końcowy: Zoptymalizuj projekt formowania wtryskowego, biorąc pod uwagę czynniki takie jak grubość ścianki, kąt pochylenia i żebra, aby ułatwić jego wykonanie.
2. Przygotowanie formy:
Tworzenie form: Formy wtryskowe są wykonywane przy użyciu obróbki CNC i są zwykle wykonane ze stali narzędziowej lub aluminium. Formy powinny być zaprojektowane tak, aby wytrzymać wysokie temperatury i ciśnienia generowane przez PA46.
Obróbka powierzchni: Zrób wszystko, co musisz zrobić z powierzchnią formy, aby uzyskać pożądany wygląd i ułatwić wyjmowanie części.
Czystość i suchość: Wyczyść i osusz formę, aby upewnić się, że jest wolna od wszelkich zanieczyszczeń lub pozostałości, nałóż środek antyadhezyjny na formę, aby zapobiec przywieraniu do niej części PA46, i upewnij się, że forma jest prawidłowo wyrównana i przymocowana do wtryskarki.
3. Przygotowanie materiału:
Wybór materiału: Wybierz najlepsze granulki żywicy PA46, które spełniają specyfikacje aplikacji.
Suszenie: PA46 jest higroskopijny, więc musi zostać wysuszony przed przetworzeniem, aby uniknąć wad związanych z wilgocią. Zalecana temperatura suszenia wynosi zwykle około 80°C.
4. Proces formowania wtryskowego:
Zaciskanie: Jest to element utrzymujący formę we wtryskarce. Upewnia się, że forma jest szczelnie zamknięta, dzięki czemu plastik nie może wyciekać, gdy maszyna wtryskuje plastik do formy.
Formowanie wtryskowe: Podgrzać granulki PA46 do stopienia (około 315-325°C). Wstrzyknij stopioną żywicę do gniazda formy z kontrolowaną prędkością i ciśnieniem, aby wypełnić wszystkie obszary formy.
Ciśnienie trzymania: Utrzymuj ciśnienie w formie przez krótki czas, aby upewnić się, że roztopiony plastik wypełni wszystkie wnęki formy i nadrobi skurcz podczas chłodzenia.
Chłodzenie: Pozwól, aby wtryskiwana część ostygła wewnątrz formy, aż stwardnieje. Czas chłodzenia zmienia się w zależności od grubości i złożoności części, ale jest bardzo ważny dla uzyskania właściwych wymiarów.
5. Wyrzut:
Otwarcie formy: Po schłodzeniu forma jest otwierana za pomocą mechanizmu zaciskowego.
Wyrzucenie: Wyjąć gotową część z formy za pomocą kołków wypychających lub płyt wypychających bez jej uszkodzenia. Sprawdź jakość i spójność części.
6. Przetwarzanie końcowe:
Przycinanie i wykańczanie: Odetnij dodatkowy materiał z krawędzi części. Inne procesy wykończeniowe mogą obejmować szlifowanie lub malowanie, w zależności od wykonywanej części.
Kontrola jakości: Kontrole, takie jak kontrola pierwszego artykułu (FAI) lub proces zatwierdzania części do produkcji (PPAP), są przeprowadzane w celu zapewnienia, że części spełniają określone tolerancje i standardy jakości.
Jakie są zalety formowania wtryskowego PA46?
Formowanie wtryskowe PA46 (poliamid 46) to wielka sprawa w świecie produkcji. Jest lepsze od innych materiałów i procesów na wiele sposobów. Oto kilka powodów, dla których formowanie wtryskowe PA46 jest tak świetne:
1. Wysoka odporność na ciepło i wysoka krystaliczność:
PA46 ma temperaturę topnienia około 295°C i krystaliczność około 70%. Świetnie nadaje się do formowania wtryskowego części, które muszą pracować w wysokich temperaturach. Temperatura ugięcia PA46 jest również wyższa niż w przypadku wielu innych tworzyw konstrukcyjnych. PA46 ma dużą stabilność termiczną i może być stosowany w sposób ciągły w temperaturach do 220°C (428°F) i w sposób przerywany w temperaturach do 250°C (482°F). Dzięki temu idealnie nadaje się do zastosowań wymagających wysokich temperatur.
2. Doskonała odporność na zużycie i niskie tarcie:
PA46 jest bardzo wytrzymałym materiałem o bardzo wysokiej odporności na zużycie i może być stosowany w aplikacjach o bardzo wysokim współczynniku tarcia, takich jak koła zębate i łożyska.
3. Doskonała wydajność przetwarzania:
Aspekty te obejmują również: PA46 ma dobrą płynność, krótki cykl formowania i wydajne przetwarzanie, co poprawia wydajność produkcji, a także pomaga obniżyć koszty. Jest wprowadzany do formowania wtryskowego części cienkościennych, na przykład grubość części wynosi tylko 0,1 mm i nie ma błysku, co widać po potrzebie minimalnej obróbki końcowej.
4. Dobre właściwości mechaniczne:
PA46 charakteryzuje się doskonałymi właściwościami mechanicznymi i wysoką wytrzymałością, dzięki czemu może spełniać wymagania dotyczące wydajności różnych zaawansowanych technologicznie części formowanych wtryskowo. Jego wysoka udarność, niskie pełzanie, doskonała wytrzymałość zmęczeniowa i niskie zużycie pomagają poprawić trwałość części formowanych wtryskowo, zwiększając tym samym niezawodność produktu.
5. Szeroki zakres zastosowań:
PA46 jest szeroko stosowany w elektrotechnice i elektronice, motoryzacji, sprzęcie przemysłowym i innych zastosowaniach: części elektryczne SMD, złącza, koła zębate, łożyska, czujniki itp. co dodatkowo potwierdza doskonałą wydajność i popularność tego materiału.

6. Niski poziom odgazowywania:
PA46 ma niski współczynnik odgazowywania, co jest ważne w zastosowaniach wymagających próżni lub środowiska o niskim ciśnieniu, takich jak lotnictwo, urządzenia medyczne i produkcja półprzewodników.
7. Niska absorpcja wilgoci:
PA46 ma niski współczynnik absorpcji wilgoci, co zmniejsza ryzyko wypaczania, pękania lub rozwarstwiania. Ta właściwość sprawia, że nadaje się do zastosowań, w których stabilność wymiarowa ma kluczowe znaczenie.
8. Wysoki stosunek wytrzymałości do masy:
PA46 charakteryzuje się wysokim stosunkiem wytrzymałości do masy, co sprawia, że doskonale nadaje się do takich zastosowań, jak przemysł lotniczy i motoryzacyjny, w których konieczne jest zmniejszenie masy.
9. Niskie wypaczenia:
PA46 charakteryzuje się niskim odkształceniem, co zmniejsza ryzyko deformacji części podczas procesu formowania. Ta właściwość sprawia, że jest to dobry materiał do zastosowań, w których wymagany jest odpowiedni kształt części.
10. Dobra izolacja elektryczna:
PA46 ma doskonałe właściwości izolacji elektrycznej, dzięki czemu doskonale nadaje się do zastosowań wymagających izolacji elektrycznej, takich jak złącza elektryczne, przełączniki i czujniki.
11. Biokompatybilność:
PA46 ma doskonałe właściwości izolacji elektrycznej, dzięki czemu doskonale nadaje się do materiałów wymagających izolacji elektrycznej, takich jak złącza elektryczne, przełączniki i czujniki.
12. Nadaje się do recyklingu:
PA46 można poddać recyklingowi, co pomaga zmniejszyć ilość odpadów i oszczędza zasoby.
13. Szeroka gama kolorów:
PA46 może być formowany w różnych kolorach, co czyni go idealnym do zastosowań, w których ważna jest estetyka.
14. Niski skurcz:
PA46 ma niski współczynnik kurczliwości, co oznacza, że nie odkształca się zbytnio podczas produkcji części. Jest to dobre rozwiązanie, gdy potrzebne są części o bardzo precyzyjnych kształtach.
15. Niska palność:
PA46 ma niską klasę palności, dzięki czemu nadaje się do zastosowań wymagających bezpieczeństwa przeciwpożarowego.
16. Szeroki zakres zastosowań:
PA46 jest wykorzystywany w wielu różnych zastosowaniach, w tym w lotnictwie, motoryzacji, urządzeniach medycznych, towarach konsumpcyjnych i sprzęcie przemysłowym.
17. Wysoki przepływ:
PA46 charakteryzuje się wysokim przepływem i dlatego nadaje się do produkcji złożonych geometrii i części cienkościennych.
18. Niska temperatura topnienia:
PA46 ma niską temperaturę topnienia, co oznacza, że nie rozpada się pod wpływem wysokiej temperatury. To sprawia, że dobrze nadaje się do rzeczy, które muszą być wytwarzane w wysokich temperaturach.
19. Dobra stabilność wymiarowa:
PA46 charakteryzuje się doskonałą stabilnością wymiarową, dzięki czemu idealnie nadaje się do zastosowań wymagających precyzyjnej geometrii komponentów.
20. Niskie pełzanie:
PA46 charakteryzuje się niskim współczynnikiem pełzania i dlatego dobrze nadaje się do zastosowań, w których części są poddawane długotrwałym naprężeniom.
21. Dobra odporność na zmęczenie:
PA46 ma doskonałą odporność na zmęczenie materiału, dzięki czemu doskonale nadaje się do zastosowań, w których komponenty są poddawane wielokrotnemu obciążaniu i rozładowywaniu.

Jakie są wady formowania wtryskowego PA46?
Formowanie wtryskowe PA46 (poliamid 46) ma wiele zalet, ale ma też pewne wady. Oto główne minusy, uporządkowane według kategorii:
1. Kwestie związane z kosztami:
① Wysoki koszt materiałów: PA46 to wysokowydajny materiał, który jest generalnie droższy niż inne tworzywa konstrukcyjne, co sprawia, że nie jest konkurencyjny w zastosowaniach zorientowanych na koszty.
② Wysoki koszt formowania: PA46 wymaga specjalnych form, które są drogie, zwłaszcza w przypadku produkcji małoseryjnej, a koszt początkowy jest wysoki.
③ Duża inwestycja początkowa: Początkowy koszt produkcji formy wtryskowej jest wysoki i wynosi od tysięcy do dziesiątek tysięcy dolarów.
④ Wysokie wymagania dotyczące sprzętu do obróbki końcowej: PA46 wymaga wysoce precyzyjnego sprzętu do obróbki końcowej, co jeszcze bardziej zwiększa koszty.
2. Przetwarzanie i ograniczenia projektowe:
① Ograniczona obrabialność: PA46 to twardy materiał, który jest trudny w obróbce i wykończeniu, co może skomplikować sprawę.
② Ograniczenia projektowe: Podczas projektowania pod kątem formowania wtryskowego należy pomyśleć o specjalnych elementach konstrukcyjnych (takich jak kąty pochylenia, zaokrąglone krawędzie itp.), które pomagają częściom wydostać się z formy. To sprawia, że projekt jest trudniejszy.
Długi czas dostawy: Od projektu do produkcji formy może upłynąć od 5 do 12 tygodni, co wpłynie na harmonogram projektu.
④ Ograniczone opcje kolorystyczne: PA46 może być formowany tylko w ograniczonej liczbie kolorów i nie nadaje się do zastosowań, w których wybór koloru jest ważny.

3. Ograniczenia wydajności:
① Wrażliwość na wilgoć: PA46 jest bardzo wrażliwy na wilgoć i ma silną tendencję do jej wchłaniania. Wilgoć wpływa na jego właściwości mechaniczne i stabilność wymiarową. Zawartość wilgoci musi być ściśle kontrolowana podczas procesu formowania wtryskowego.
② Słaba odporność na światło: Pozostawienie jej na słońcu lub w gorącym miejscu przez dłuższy czas spowoduje jej utlenienie, żółknięcie lub pękanie. Dlatego nie może być używany w miejscach o długotrwałym oświetleniu.
③ Ograniczona stabilność chemiczna: PA46 ma dobrą odporność chemiczną, ale nie radzi sobie dobrze w środowiskach silnie kwaśnych i zasadowych i łatwo ulega wpływowi niektórych chemikaliów.
④ Niska przewodność cieplna i elektryczna: PA46 ma niską przewodność cieplną i elektryczną, co ogranicza jego zastosowanie w aplikacjach, w których ważne jest przewodzenie ciepła i elektryczności.
⑤ Ograniczona odporność na uderzenia i elastyczność: PA46 jest dość sztywnym materiałem o niskiej udarności i może pęknąć lub złamać się, jeśli uderzysz go naprawdę mocno.
4. Ograniczenia użytkowania:
① Ograniczone opcje spawania: PA46 nie jest łatwy do spawania, co zwiększa złożoność montażu, zwłaszcza w przypadku złożonych części, które muszą być spawane.
② Niedostępne powszechnie: PA46 nie jest tak powszechnie dostępny na rynku jak inne tworzywa konstrukcyjne, przez co jego zakup jest trudniejszy.
③ Ograniczona biokompatybilność: PA46 nie jest biokompatybilny dla wszystkich zastosowań medycznych i może nie być kompatybilny z niektórymi płynami ustrojowymi lub tkankami.
④ Ograniczona możliwość recyklingu: PA46 nadaje się do recyklingu, ale jest to trudne, ponieważ ma złożoną strukturę molekularną.
Typowe problemy i rozwiązania w formowaniu wtryskowym PA46
PA46 (poliamid 46) jest popularnym tworzywem konstrukcyjnym wykorzystywanym w różnych zastosowaniach, w tym w formowaniu wtryskowym. Jednak praca z nim może być uciążliwa ze względu na jego unikalne właściwości i potencjalne problemy, które mogą wystąpić podczas procesu formowania. Oto kilka typowych problemów i rozwiązań związanych z formowaniem wtryskowym PA46:

1. Wypaczanie i kurczenie się:
Przyczyny: wysoki skurcz, zła konstrukcja formy, niewystarczające chłodzenie.
Rozwiązanie: Optymalizacja projektu formy, stosowanie form wentylowanych i dostosowanie systemów chłodzenia. Rozważ zastosowanie algorytmów kompensacji skurczu w oprogramowaniu do symulacji formowania.
2. Wady powierzchni:
Przyczyny: Niewystarczające rozformowanie, zła powierzchnia formy, niewłaściwy proces, niewystarczająca gęstość, niska prędkość napełniania, niska temperatura formy.
Rozwiązanie: Poprawić powierzchnię formy, włożyć więcej plastiku i mocniej wypalać, lepiej kontrolować temperaturę formy, używać rzeczy ułatwiających wypływanie i zmienić proces (np. temperaturę, ciśnienie i szybkość wypalania).
3. Wady linii podziału:
Przyczyny: Zły projekt formy, niewłaściwa lokalizacja linii podziału, złe wyrównanie formy.
Rozwiązanie: Lepszy projekt formy, przesunięcie linii podziału i prawidłowe ustawienie formy.
4. Wady bramki:
Przyczyny: Niewłaściwa lokalizacja bramki, zbyt mała bramka, zły projekt bramki.
Rozwiązanie: Poprawić lokalizację bramki, powiększyć bramkę, ulepszyć bramkę (np. użyć hot runnera).
5. Degradacja materiału:
Przyczyny: Zbyt wysoka temperatura, niewłaściwa obsługa, niewystarczające suszenie.
Rozwiązanie: Niższa temperatura, lepsza obsługa, właściwe suszenie.
6. Spójność kolorów:
Przyczyny: Niespójny kolor materiału, nieprawidłowe mieszanie kolorów, niewystarczająca kontrola kolorów.
Rozwiązanie: Upewnij się, że kolor materiału jest spójny, popraw sposób mieszania kolorów, użyj czujników koloru do kontroli koloru.
7. Kontrola temperatury formy:
Przyczyny: Niewystarczająca kontrola temperatury, niewłaściwe ustawienie temperatury, zły rozkład temperatury.
Rozwiązanie: Lepsza kontrola temperatury, zmiana ustawień temperatury, lepszy rozkład temperatury.
8. Prędkość i ciśnienie wtrysku:
Przyczyny: niewłaściwa prędkość i ciśnienie wtrysku, zła konstrukcja formy i złe warunki przetwarzania.
Rozwiązanie: Ustalenie prędkości i ciśnienia wtrysku, ustalenie konstrukcji formy i ustalenie warunków przetwarzania.
9. Przepływ materiału i napełnianie:
Przyczyny: Niewystarczający przepływ materiału, niewłaściwy projekt formy, złe warunki obróbki.
Rozwiązanie: Lepszy przepływ materiału, lepsza konstrukcja formy i zmiana warunków przetwarzania.
10. Przetwarzanie po formowaniu:
Przyczyna: Niewystarczające suszenie, niewłaściwa obróbka po formowaniu i złe obchodzenie się z materiałem.
Rozwiązanie: Prawidłowe suszenie, lepsza obróbka, ostrożne obchodzenie się.

11. Niewystarczająca wyściółka:
Przyczyny: Niskie ciśnienie wtrysku, niska prędkość wtrysku, niska temperatura stopu, słaba konstrukcja odpowietrzania i mały rozmiar wrót.
Rozwiązania: Zwiększenie ciśnienia wtrysku, aby upewnić się, że forma jest całkowicie wypełniona, dostosowanie prędkości wtrysku do wyższego tempa, zwiększenie temperatury cylindra, aby stopiony materiał lepiej płynął, zwiększenie wentylacji formy, aby wypuścić uwięzione powietrze, zwiększenie rozmiaru wlewu lub optymalizacja konstrukcji kanału, aby ułatwić przepływ materiału.
12. Zmiana koloru:
Przyczyny: Wysoka temperatura topnienia, duża prędkość wtrysku i zła konstrukcja wydechu.
Rozwiązanie: Zmniejszenie temperatury cylindra i formy, zmniejszenie prędkości wtrysku i ciśnienia, poprawa wydechu formy i zapobieganie przebarwieniom spowodowanym przez uwięziony gaz.
13. Pęknięcia wewnętrzne:
Przyczyna: Zbyt szybkie chłodzenie części i naprężenia szczątkowe w materiale.
Rozwiązanie: Podgrzej formę, zwolnij tempo chłodzenia części i pozwól częściom powoli ostygnąć po wyjęciu z formy. Możesz także schłodzić części, wkładając je do ciepłej wody.
14. Ślady oparzeń:
Przyczyny: Wysoka temperatura topnienia i słabe odprowadzanie spalin prowadzące do uwięzienia powietrza.
Rozwiązanie: Zmniejszenie temperatury cylindra i prędkości wtrysku, poprawa wentylacji w konstrukcji formy i skuteczne usuwanie uwięzionego powietrza.
15. Trudne wyjmowanie z formy:
Przyczyna: Forma ma niewystarczający kąt zanurzenia lub wykończenie powierzchni.
Rozwiązanie: Zwiększenie kąta pochylenia formy w celu ułatwienia wyjmowania części i wypolerowanie powierzchni formy w celu zmniejszenia tarcia podczas wyjmowania części.
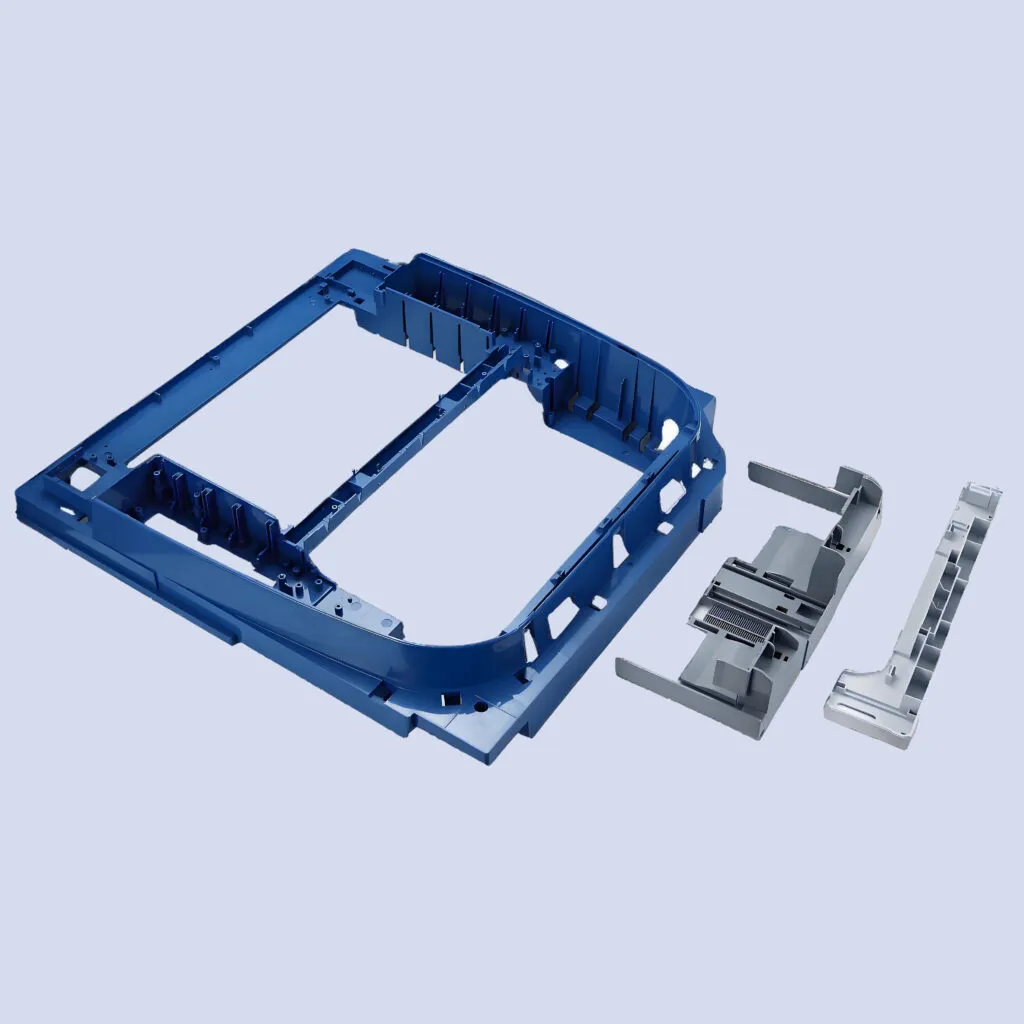
Jakie są zastosowania formowania wtryskowego PA46?
PA46 (poliamid 46) to wszechstronne tworzywo konstrukcyjne wykorzystywane w różnych zastosowaniach, ponieważ jest mocne, sztywne, odporne na chemikalia, odporne na zużycie i może wytrzymać wysokie temperatury. Oto kilka typowych rzeczy, które ludzie wykonują za pomocą formowania wtryskowego PA46:

1. Przemysł lotniczy:
W przemyśle lotniczym potrzebujemy materiałów, które są mocne, wytrzymują wysokie temperatury, nie pękają, nie rdzewieją i nie zmieniają kształtu. PA46 potrafi to wszystko. Używamy go w silnikach, układach paliwowych, układach hydraulicznych i wielu innych częściach mechanicznych. Niektóre z rzeczy, które wykonujemy z formowanego wtryskowo PA46 to koła zębate, łożyska, tuleje i obudowy.
① Elementy samolotu (np. mocowania silnika, elementy złączne)
② Elementy satelity (np. części konstrukcyjne, złącza)
③ Komponenty do eksploracji kosmosu (np. osłony termiczne, części mechaniczne)
2. Przemysł samochodowy:
PA46 jest szeroko stosowany w przemyśle motoryzacyjnym do produkcji kolektorów dolotowych, pokryw głowic cylindrów, misek olejowych i elementów układu klimatyzacji. Jego doskonała odporność na ciepło, właściwości mechaniczne i odporność chemiczna sprawiają, że idealnie nadaje się do produkcji wysokowydajnych części samochodowych.
① Części silnika (np. miska olejowa, pokrywa zaworów)
② Elementy przekładni (np. koła zębate, wały)
③ Komponenty elektryczne (np. złącza, przełączniki)
④ Części wewnętrzne (np. wykończenie deski rozdzielczej, klamki drzwi)
3. Przemysł elektroniczny i elektryczny:
PA46 ma doskonałą izolację elektryczną, wytrzymałość mechaniczną i stabilność termiczną, dzięki czemu idealnie nadaje się do szerokiej gamy zastosowań elektronicznych i elektrycznych, w tym złączy, przełączników, czujników, wyłączników i innych elementów elektronicznych. Zdolność materiału do wytrzymywania wysokich temperatur i utrzymywania stabilności wymiarowej ma kluczowe znaczenie dla zapewnienia niezawodności i żywotności tych komponentów.
① Elementy elektroniczne (np. złącza, przełączniki)
② Systemy zarządzania kablami i przewodami
③ Obudowy i obudowy
④ Komponenty płytek drukowanych (PCB)
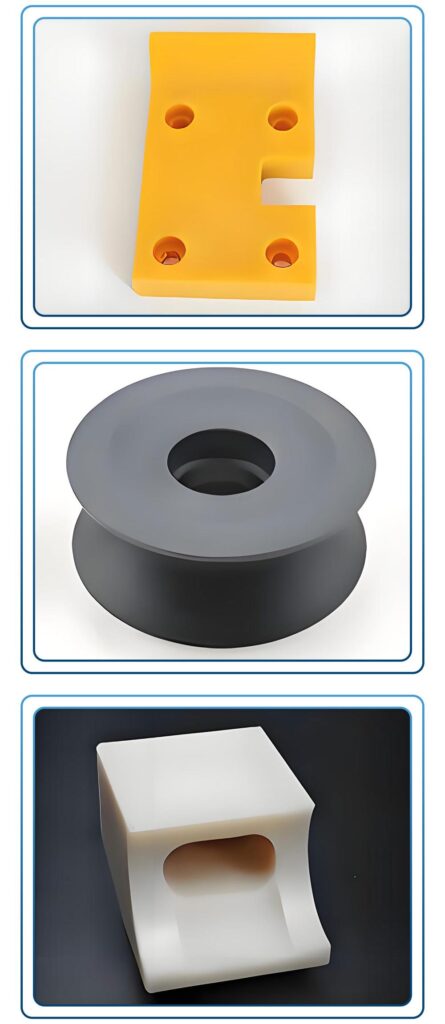
4. Urządzenia przemysłowe:
PA46 jest stosowany w sprzęcie przemysłowym do produkcji części, które muszą być bardzo mocne, bardzo wytrzymałe i bardzo odporne na ciepło. Można go używać do produkcji kół zębatych, łożysk, tulei, uszczelek lub czegokolwiek innego, co ma ruchome części. PA46 świetnie nadaje się do części, które często się poruszają, ponieważ nie zużywa się tak szybko jak inne materiały. Oznacza to, że sprzęt będzie działał lepiej i dłużej.
① Elementy pompy (np. wirniki, wały)
② Elementy przekładni (np. koła zębate, łożyska)
③ Elementy zaworu (np. gniazdo zaworu, trzpień zaworu)
④ Elementy złączne i akcesoria
5. Sprzęt medyczny:
PA46 jest również używany w zastosowaniach medycznych do zastosowań wymagających wysokiej precyzji, wysokiej wytrzymałości i obojętności chemicznej. Nadaje się do produkcji narzędzi chirurgicznych, obudów urządzeń medycznych i innych komponentów, które wymagają znacznej odporności na procedury sterylizacji i stabilności. Biokompatybilność materiału i odporność na szeroki zakres chemikaliów sprawiają, że nadaje się on do zastosowań medycznych.
① Narzędzia chirurgiczne (np. kleszcze, nożyczki)
② Implanty medyczne (np. protezy stawu biodrowego i kolanowego, siatki chirurgiczne)
③ Sprzęt diagnostyczny (np. strzykawki, probówki)
④ Sprzęt medyczny (np. pompy infuzyjne, respiratory)
6. Przemysł chemiczny:
Materiał PA46 jest szeroko stosowany w przemyśle chemicznym do produkcji wielu urządzeń chemicznych i elementów rurociągów, ponieważ ma naprawdę dobrą odporność chemiczną i na korozję. Można go na przykład używać do produkcji obudów pomp, zaworów, połączeń rurowych i złączy, które często mają bezpośredni kontakt z wszelkiego rodzaju mediami korozyjnymi. Ponieważ PA46 ma dobrą odporność chemiczną, można wytwarzać sprzęt o wysokiej stabilności, który może być używany w naprawdę trudnych warunkach chemicznych, co może pomóc zmniejszyć ilość konserwacji i wymiany sprzętu.
① Komponenty (obudowa pompy, elementy zaworu, uszczelki)
② Sprzęt do przechowywania chemikaliów (rury, złącza)
7. Towary konsumpcyjne:
PA46 jest szeroko stosowany w elektronice użytkowej do produkcji obudów telefonów, ładowarek i innych części elektronicznych. Jest odporny na wysokie temperatury i ma silne właściwości mechaniczne, dzięki czemu nadaje się do stosowania w środowiskach o wysokiej wytrzymałości i wysokiej temperaturze. W przemyśle motoryzacyjnym PA46 może być stosowany do produkcji kół zębatych, łożysk, złączy i innych części, które muszą być bardzo odporne na zużycie i wytrzymywać wysokie temperatury.
① Sprzęt outdoorowy (np. sprzęt kempingowy, sprzęt sportowy)
② Części mebli (np. nogi krzeseł, ramy stołów)
③ Części urządzeń (np. części zmywarki, uszczelki lodówki)
④ Zabawki i gry (np. figurki, puzzle)

8. Energia:
PA46 jest stosowany do uszczelnień i elementów zaworów w urządzeniach naftowych i gazowych. Charakteryzuje się dobrą odpornością na zużycie i korozję w środowiskach o wysokiej temperaturze i wysokim ciśnieniu. PA46 jest również stosowany w systemach przekładni zębatych i innych elementach mechanicznych w urządzeniach wykorzystujących energię wiatrową i słoneczną. Charakteryzuje się doskonałą wytrzymałością zmęczeniową i odpornością na zużycie, co wydłuża żywotność sprzętu.
① Elementy turbin wiatrowych (np. łopaty, piasty)
② Elementy paneli słonecznych (np. ramy, złącza)
③ Sprzęt naftowy i gazowy (np. zawory, pompy)
④ Elementy elektrowni jądrowej (np. pręty paliwowe, elementy reaktora)
9. Ocean:
PA46 świetnie nadaje się do produkcji sprzętu wiertniczego i platform morskich, ponieważ nie rdzewieje w słonej wodzie i jest naprawdę wytrzymały. PA46 można również wykorzystać do produkcji kół zębatych i złączy elektrycznych do łodzi. Jest wystarczająco wytrzymały, aby poradzić sobie z oceanem.
① Części statków (np. śruby napędowe, wały)
② Komponenty morskie (np. pompy, zawory)
③ Sprzęt morski (np. platformy wiertnicze, rurociągi)
10. Żywność i napoje:
PA46 jest idealny do części przekładni, łożysk i kół zębatych w urządzeniach do przetwarzania żywności, ponieważ jest chemicznie obojętny i może wytrzymać wysokie temperatury. Tworzywa PA46 można używać do produkcji części ślizgowych i części odpornych na zużycie w szybkobieżnych maszynach do pakowania żywności. Nadąży za szybkim tempem przemysłu spożywczego i nie zawiedzie.
① Sprzęt do przetwarzania żywności (np. pompy, zawory)
② Sprzęt do napojów (np. linie rozlewnicze, dystrybutory)
③ Elementy opakowania (np. nakrętki, zamknięcia)

Metal Insert Injection Molding: Design & Defect Prevention
Key Takeaways Metal insert injection molding integrates metal components directly into plastic parts during molding for superior mechanical bond strength. Insert design—knurling, undercuts, wall thickness—is the primary driver of pull-out

Top 5 firm zajmujących się formowaniem wtryskowym w Pakistanie
Key Takeaways Pakistan has an active plastics manufacturing sector centered around Karachi and Lahore, primarily serving domestic consumer goods, packaging, and automotive aftermarket markets. Precision injection molding capability for export-grade

What Are Geometric Tolerances in Injection Molding
Your design file says ±0.1mm. Your molder quotes ±0.2mm. Your customer requires flatness within 0.05mm across the whole sealing surface. Three different numbers — none of them speak the same
Dostarczane rozwiązania optymalizacyjne Za darmo
- Dostarczanie informacji zwrotnych i rozwiązań optymalizacyjnych
- Optymalizacja struktury i redukcja kosztów formowania
- Bezpośrednia rozmowa z inżynierami jeden na jeden

