 Skip to content
Skip to content 

Plastic products are very common items in our lives and give us a lot of help. From small plastic cups and plastic bottles to large devices, there are countless plastic products surrounding us.
But let’s really talk about how these plastic products are manufactured, I believe most people can’t say a thing, now let’s have a brief understanding of how plastic products are manufactured.
There are seven common production methods for plastic products.

Compression Molding
It is a method to achieve the desired and shape by putting resin into a mold, heating and compressing it. It is used to make plastic products using thermosetting resin, such as our common bowls, plates, lids, etc.
1.Principle of compression molding manufacturing process
Compression molding is also called molding or pressing. The method of molding is to put plastic powder, granule, crumb or fibrous plastic into the cavity of the mold at the molding temperature, and then close the mold and press it to mold and solidify it to get the desired plastic products.
2. Characteristics of compression molding
a. The solid plastic is added directly to the cavity.
b. The pressure of the press is transferred directly to the plastic through the convex mold.
c. The mold is completely closed at the time of final molding.
3. Advantages of compression molding
a. No pouring system, less material consumption.
b. The equipment used is a general press.
c. Simple molds, which can press plastic products with larger flat surfaces or utilize multi-cavity molds to press multiple products at one time.
d. It is advantageous for molding plastics with poor fluidity and fiber as filler.
4. Disadvantages of compression molding
a. Long production cycle time and low efficiency.
b. Not easy to press plastic products with complex shapes and large differences in wall thickness.
c. Not easy to obtain plastic products with high dimensional accuracy requirements.
d. Cannot press plastic products with fine and easily broken inserts.
5. Applicable scope of compression molding
Phenolic plastics, amino plastics, unsaturated polyester plastics, polyimide, etc., of which phenolic plastics and amino plastics are the most widely used.

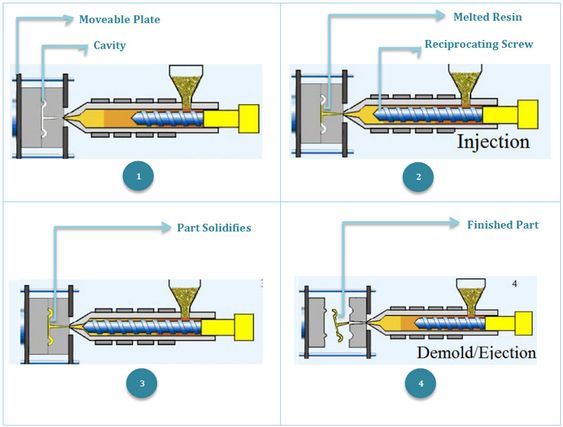
Injection Molding
This is a method of molding by injecting and pressing molten plastic from an injection machine into a mold.
It is suitable for manufacturing relatively large plastic products(A similar method known reaction injection molding (RIM) is used to manufacture large plastic products and low quantity), such as sealed containers, drums and other containers, and CDs and DVDs can also be manufactured using special injection molding machines.
1. Principle of plastic injection molding
Plastic injection molding is also known as injection molding, which is an injection-cum-molding molding method.
At a certain temperature, the plastic material is completely molten by screw mixing, injected into the mold cavity with high pressure, and cured by cooling to obtain the molded products.
This method is suitable for mass production of complex shaped parts and is one of the important manufacturing process methods.

2. Advantages of injection molding
a. Since the melt plasticization and flow modeling of the molded material are carried out in the barrel and mold cavity respectively, the mold can always be in a state where the melt is quickly condensed or cross-linked and cured, which is conducive to shortening the molding cycle.
b. The melt is injected into the mold only after the mold is locked, and the melt with good flowability has little wear on the mold cavity, so a set of molds can produce large quantities of injection molded products.
c. One operator can often manage two or more injection molding machines, especially when the molded parts can be unloaded automatically, and more machines can be managed, so the labor required is relatively low.
d. The whole injection molding process, such as mold closing, material addition, plasticization, injection, mold opening and demolding, is completed by the action of injection molding, which makes the injection process easy to fully automate and realize program control.
e. Because of the high pressure during molding, it is possible to mold plastic parts with complex shapes, clear surface patterns and markings, and high dimensional accuracy.
f. More than one material can be molded by co-injection, and materials with hard skin and foaming heart can be molded effectively, and thermoset and fiber-reinforced plastics can be molded.
g. Since the molding can be done with precision molds and precision hydraulic system, and with the use of microcomputer control, it is possible to obtain products with high precision, and the volume tolerance can reach 1μm.
h. High production efficiency, a set of molds can contain dozens or even hundreds of cavities, so dozens or even hundreds of plastic parts can be molded in one molding.
i. The molded parts only need a small amount of trimming to be used, and the scrap produced during the molding process can be reused, therefore, there is little waste of raw materials during injection molding.
3. Disadvantages of injection molding
a. The key apparatus of injection molding is the mold, but the design, manufacture and trial mold cycle of the mold is long. Usually it is necessary to custom plastic prototypes verification function before making the injection mold to avoid the waste of time and money caused by big changes later.
b. Due to the limitation of cooling conditions, it is difficult to mold thick-walled plastic parts with large variations.
c. Because of the high production costs of both injection molding machine and injection mold, the start-up investment is large, so it is not suitable for the production of small-lot plastic parts.
d. The quality of molded products is limited by many factors, so it is more difficult to master the high technical requirements.
Calendering
This method of production is similar to the way we normally roll out pastry with a rolling pin, where the resin is placed between heated rolls and stretched by several rolls to a predetermined thickness to form the desired shape.
It is suitable for the manufacture of wide flat products such as films, sheets, etc.
1. Calendering principle
In the calendering process, the material is squeezed and sheared several times by the shearing force produced between the rollers to increase plasticity and to extend into thin products based on further plasticization.
The extrusion and shearing action of the rollers on the plastic changes the macrostructure and molecular form of the material, and plasticizes and extends the plastic with the cooperation of temperature.
The result of the rollers is a thinner layer of material, while the extension increases the width and length of the layer.
2. Advantages of calendering
a. Large processing capacity, fast production speed, good product quality, and continuous production. The annual processing capacity of a four-roller calender of φ700×1800mm can reach 5000 tons to l0000 tons.
b. The thickness of the calendered product is uniform, the thickness tolerance can be controlled within 10%, and the surface is smooth. If it is matched with ginning or printing, it can also be directly obtained with various patterns of products.
c. The degree of automation of calender production is high, and the advanced calendering linkage only needs 1 or 2 persons to operate.
3.The disadvantages of calendering
a. Large equipment, high investment and complicated maintenance.
b. The width of the product is limited by the length of the calendering rolls, etc.
c. Long production line and many processes. Therefore, it is not as fast as extruder molding technology in producing continuous sheet.
d. Strong equipment specialization and difficult product adjustment.
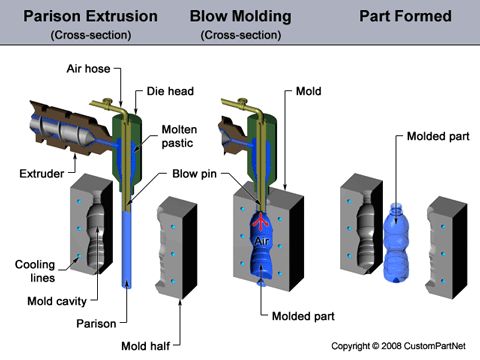
Hollow Blow Molding
This is a kind of extruded still soft tube by the mold is sandwiched in the middle, the top air is inflated, and then molded according to the mold. It is suitable for manufacturing various bottles, spray bottles, etc.
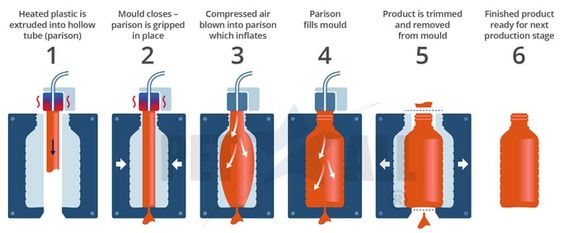
1.Principle of hollow blow molding
Raw material in molten state is extruded or injected to form plastic tubular blanks, which enter into a mold with a specific shape, and the blanks in the mold are inflated by blowing in a certain volume of compressed air.
After the air is blown into the mold, the mold will be expanded, which will make the mold to be tightened to the mold, and the initial molding of the product will be completed.
This process, in technical terms, causes the polymer to deform rapidly near the glass transition temperature, and continues in this state.
The next step is cooling, which makes the molded products to be taken out of the mold. The cooling process is to cool the products to below the glass transition temperature or crystallization temperature in a short time after the products are molded, or to freeze the molded products.
2. Advantages of hollow blow molding
a. The advantage of vacuum molding is that it does not need a whole set of molds, only a single convex mold or concave mold, simple mold structure, low manufacturing costs
b. The structure of plastic parts is clear, distinct and detailed, and it can be formed into large, thin-walled and shallow plastic parts, and the forming process of plastic parts can also be observed.
3. Disadvantages of hollow blow molding
a. Easy to make the wall thickness of the plastic part is not uniform, especially the convex and concave parts on the mold, the wall thickness of the corresponding part of the plastic part is the thinnest.
b. The corner of the structure of the plastic part for the sharp angle, in the molding of plastic parts are easy to appear wrinkles.
c. Stretching and cooling stripes often appear on the side of the part;
d. The differential pressure generated by vacuum molding is very small (usually 0.07-0.09MPa), so it cannot mold thick-walled and deep-cavity parts.
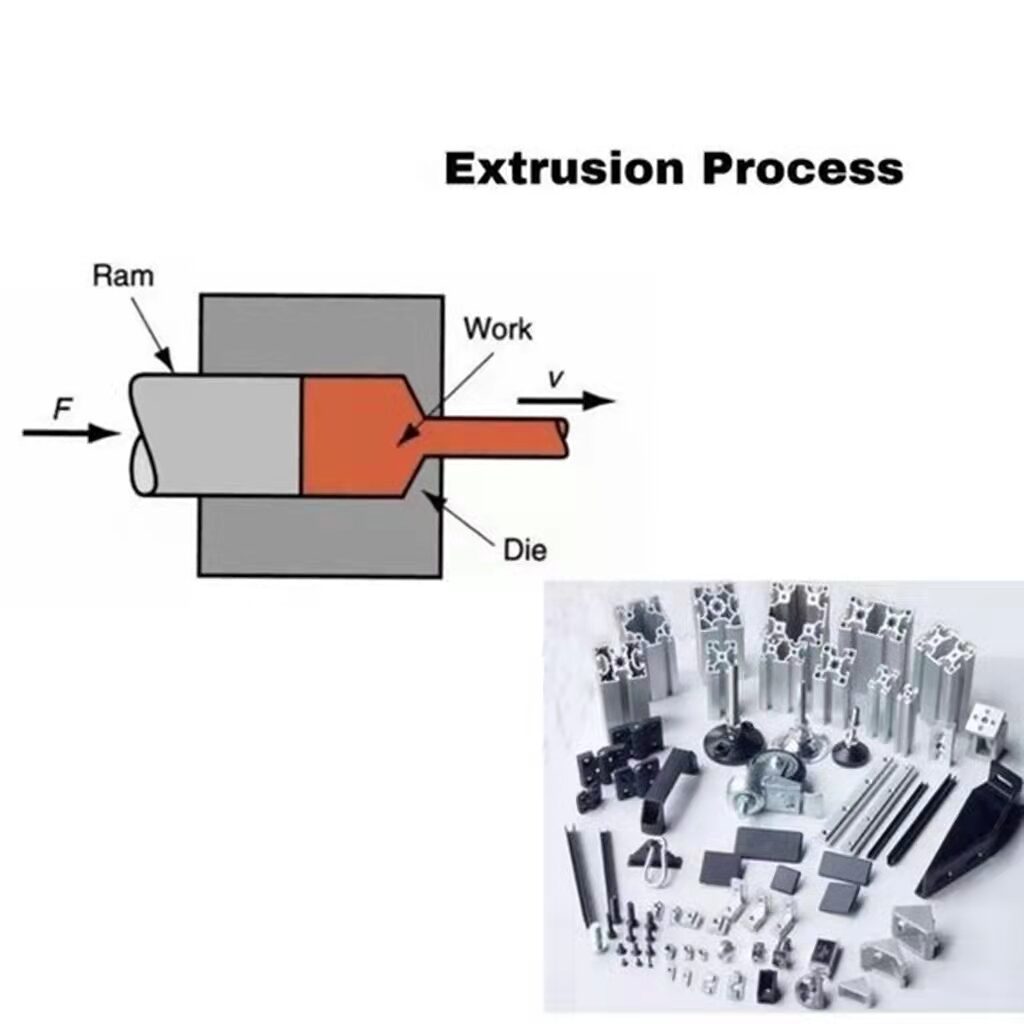
Extrusion molding
In this method, the resin is fed into the production equipment like a meat grinder, and heated while the resin is conveyed forward by a rotating screw.
The resin is fed out of the nozzle, melted and extruded at the same time as it is shaped. It is suitable for manufacturing products such as pipes.
1.Extrusion molding principle
Extrusion molding is also known as extrusion in plastic processing. In non-rubber extruder processing, the extrusion is pressed out by using hydraulic press pressure in the die itself.
It is a processing method in which the material is thermoplasticized by the action between the extruder barrel and the screw while being pushed forward by the screw and continuously passed through the head to make various cross-sectional products or semi-products.

2. Advantages of extrusion molding
Compared with other molding methods for polymers, extrusion molding has a number of outstanding advantages.
a. Continuous production Tubes, sheets, rods, profiles, films, cables and monofilaments of any length can be produced as required.
b. High production efficiency The single machine output of the extruder is high, such as an extrusion unit with 65mm diameter, producing PVC film, the annual output can be more than 450t.
c. Wide range of applications This processing method is widely used in the processing of rubber, plastic and fiber, especially plastic products, almost most thermoplastic plastics and some thermosetting plastics can be processed by this method.
d. Multi-use One extruder can process many kinds of materials and products. By changing different screws and heads according to the characteristics of the materials and the shape and size of the products, different products can be produced.
e. Simple equipment, less investment Compared with injection molding and calendering, extrusion equipment is simple, easier to manufacture, lower equipment costs, and more convenient to install and commission. The equipment covers a small area, and the requirements for plant and supporting facilities are relatively simple.
3. Disadvantages of extrusion molding
a. The denseness generated by the extrusion process is poor.
b. The combination of sheath and core of the equipment is poor.
Vacuum Forming
Vacuum molding is a method of heating a sheet or plate pre-made by calendering or extrusion molding to soften it, absorbing the air in the mold and pressing it onto the mold under atmospheric pressure.
It is used to make relatively thin containers such as lunch boxes and trays.
1. Principle of vacuum blister molding
The principle of vacuum molding is that the thermoplastic resin sheet, which is heated and softened by appropriate heating device, is applied to the model with many small holes drilled for vacuum attraction, and then its exterior is sealed off from the surrounding air, and then the air inside the mold cavity is rapidly removed from the vacuum extraction hole.

2. Advantages of vacuum suction molding
a. Low investment in equipment
b. Easy to make molds (plaster mold, copper mold, aluminum mold)
c. High production efficiency.
d. Strong adaptability of product specification. With vacuum forming method, we can manufacture various products of extra large, extra small, extra thick and extra thin.
e. Wide range of products for daily necessities, toys, stationery, medical drugs, hardware, electronics, food, etc.
3. Disadvantages of vacuum blister molding
a. Vacuum blister molding can only produce half-shell type products with simple structure
b. The wall thickness of the products should be more uniform, and the plastic products with different wall thickness cannot be made.
c. The depth of the vacuum suction molding products is limited to a certain extent, in general, the depth to diameter ratio of the container does not exceed.
d. The molding accuracy of the parts is poor, and the relative error is generally above 1%.
e. It is not only difficult to get the consistency of shape or size among different parts by vacuum suction molding, but also difficult to ensure the uniformity of wall thickness of each part of the same part.
f. Some details of the mold are not fully reflected in the product during the vacuum suction molding process.

Rotational molding
Rotational molding, also known as rotational molding, rotational molding, rotary molding, etc., is a thermoplastic hollow molding method.
This method is to add the plastic material into the mold first, then the mold rotates continuously along the two vertical axes and makes it heated. The plastic material inside the mold gradually and evenly coats and melts and adheres to the entire surface of the mold cavity under the action of gravity and heat, forming the desired shape, and then cooling and shaping the product.
1. Rotational molding principle
Resin is added to the mold, the mold is closed, and the mold is heated, and at the same time, the mold is rotated/rolled in three dimensions by using two right-angle intersecting shafts to rotate uninterruptedly.
The resin is evenly spread in the inner cavity of the mold by its own gravity and gradually melted until the resin is completely melted and evenly adhered to the inner wall of the mold cavity, then the heating is stopped and transferred to the cooling process, and the product is cooled and solidified and demolded to obtain the desired seamless hollow product.

2. Advantages of rotational molding
a. The cost of rotomolding mold is low. For the same size products, the cost of rotomolding mold is about 1/3 to 1/4 of the cost of blow molding and injection molding, which is suitable for molding large plastic products.
b. Suitable for the production of multi-species and small-lot plastic products.
Rotational molding equipment has good mobility, a rotational molding machine, can install a large mold, but also can arrange a number of small chess set.
It not only can mold different sizes of parts, but also can simultaneously mold products of different sizes and shapes. As long as the raw materials used in rotomolding products are the same and the thickness of the products are equal, they can be rotomolded at the same time, and the molds are not subject to external forces, so the molds are simple, inexpensive and easy to manufacture.
c. The mold is also relatively much cheaper, because it does not have some internal cores that need to be made.
d. Rotational molding is very easy to change the color of the products, each time the material is added directly into the mold, which makes the material all into the products, and after the products are taken out from the mold, then the next molding required material is added.
Therefore, when we need to change the color of the product, we will not waste any drop of raw material, and we do not need to spend time to clean the machine and mold.
e. Suitable for molding all kinds of complex hollow parts, rotomolding process only requires the strength of the frame to support the material, the weight of the mold and the frame itself, and to prevent the leakage of material to close the mold force.
Therefore, even if rotomolding large and very large plastic parts, there is no need to use very bulky equipment and molds, and the processing and manufacturing of molds is very convenient, with short manufacturing cycle and relatively low cost.
f. Rotomolding process saves raw materials The wall thickness of rotomolded products is relatively uniform and slightly thicker at the chamfer, so it can give full play to the effectiveness of the material, which is conducive to saving raw materials.
g. The shape of rotomolding products can be very complex, and the thickness can be more than 5 mm.

3. Disadvantages of rotomolding
a. The cost of raw materials is relatively high. Because most plastic raw materials are granular, they must be ground into a powder before they can be used for rotomolding.
The grinding process greatly increases the cost of raw materials, and the quality of the grinding is one of the most important factors in the rotomolding process.
b. The raw materials suitable for rotomolding are limited. Although after years of development, the types of plastic raw materials suitable for rotomolding are still limited, and polyethylene accounts for more than 90% of the materials used in rotomolding.
c. Low production efficiency and high energy consumption. Because molding each product must be molded and the resin powder heated to the melting temperature of the resin, and then cooled to room temperature, so the whole production cycle is long, usually takes several minutes.
d. High production labor intensity. In the process of rotomolding, the process of loading and demolding usually requires manual operation, so the labor intensity is high. This is especially true for complex products.
e. Solid products, solid parts are difficult to be formed. Rotational molding can usually only produce hollow or shell products, only through the foam, the whole product can be made solid. Rotational molding is also difficult to mold solid tabs and reinforcement structures used to increase the strength of the product.
f. Poor dimensional accuracy. The size of rotomolded products, in addition to the impact of raw material varieties, but also by the cooling rate, release agents and other factors, so its size accuracy is more difficult to control.







