 コンテンツへスキップ
コンテンツへスキップ 

射出成形 は、金型を使ってプラスチック製品を作る製造工程である。
溶融したプラスチックは プラスチック射出成形金型そこで冷却され、金型の形になる。この工程は、玩具から車の部品まで、あらゆるものを作るのに使われる。
このブログでは、その方法について詳しく見ていこう。 射出成形 その利点について説明する。

射出成形の原理
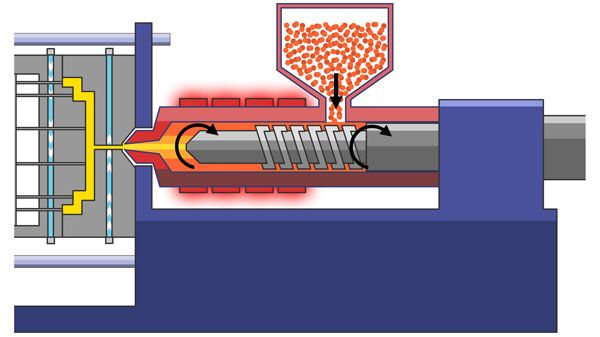
の原則である。 射出成形 のホッパーからペレット状または粉末状のプラスチックがバレルに供給される。 プラスチック射出成形 その後、プランジャーまたはスクリューの推進力を受けて、バレル前部のノズルから、より低い温度で、より速い速度で閉鎖金型キャビティに注入される。
冷却・硬化後、射出ユニットが得られる。バレル前部に溶融材料が蓄積され、スクリューに一定の圧力(スクリューの背圧と呼ばれる)がかかると、スクリューは調整されたストロークスイッチに接触するまで回転後退し、金型の1射出体積によるプラスチックの予備成形と貯留(バレル前部への溶融プラスチックの貯留)が終了する。
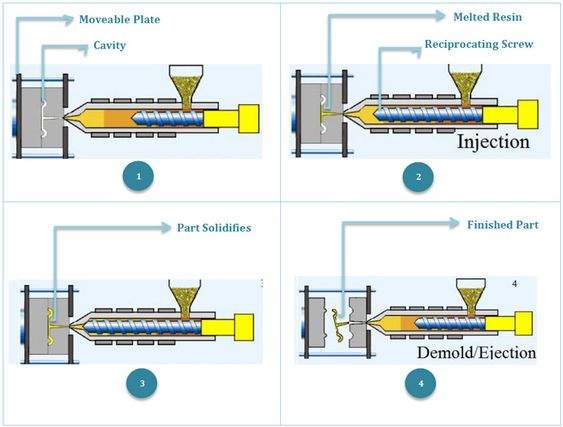
その後、油圧射出シリンダーが作動を開始し、油圧シリンダーのピストンに連結されたスクリューが一定の速度と圧力で溶融材料をバレル前部のノズルから低温で閉鎖された金型キャビティに射出し、一定時間圧力を保持し、溶融プラスチックは冷却して硬化し、金型キャビティから与えられた形状とサイズを維持する。
金型は開閉機構によって開かれ 射出成形プラスチック部品 はプッシング機構によって取り除かれる。
射出成形プロセス条件
で最も重要な要素である。 射出成形製造 プロセス条件は、温度、圧力、時間である。
(1) 温度
射出成形工程で管理すべき温度は、主にバレル温度、ノズル温度、金型温度である。
バレル温度
バレル温度の選択は、プラスチック材料の種類と特性に関係する。バレル温度が低すぎると可塑化が十分でなくなり、高すぎるとプラスチックが過熱されて分解する可能性がある。
材料の温度分布は、一般に前高後低の原則に基づいている。すなわち、バレル後端の温度は低く、ノズルに近い前端の温度は高くして、摩擦熱によるプラスチックの劣化を防ぐ。
スクリュー射出成形機は、スクリューと溶融物、溶融物と溶融物、溶融物とバレルとプラスチックの劣化との間のせん断摩擦熱を防ぐために、バレルの前部の温度は中央部よりもわずかに低くすることができます。
バレル温度が適切かどうかを判断するために、空気注入法を用いてプラスチック部品の品質を観察したり、直接観察したりすることができる。

空気中に注入するとき、材料の流れが均一で、滑らかで、気泡がなく、色が均一であれば、材料の温度が適切であることを意味する。材料の流れが粗く、銀や変色があれば、材料の温度が適切でないことを意味する。
ノズル温度
ノズル温度は一般的にバレルの最高温度よりわずかに低く、温度が高すぎてノズルの唾液分泌現象で溶けるのを防ぐためである。
金型温度
金型温度は、溶融物の流れ、冷却速度、成形品の性能に大きな影響を与える。
金型の温度は、プラスチックの結晶化度、成形品のサイズ、成形品の性能によって異なります。構造や性能の要求、その他の工程条件(溶融温度、射出速度、射出圧力など)。
(2) 圧力
の圧力 射出成形 プロセスには可塑化圧力と射出圧力が含まれ、これらはプラスチックの可塑化とプラスチック部品の品質に直接影響する。
可塑化圧力背圧と呼ばれるこの圧力は、スクリュー射出機を使用する際にスクリューが回転して後退する際に、スクリューの頭部で溶融物にかかる圧力のことである。
可塑化圧力が上昇し、溶融物の温度とその均一性が高まり、色材の混合が均一になり、溶融物中のガスが排出される。しかし、可塑化率は低下し、成形サイクルは長くなる。
一般的な作業では、プラスチック部品の品質を確保することを前提に、可塑化圧力はできるだけ低くする必要があり、一般的には6MPa程度、通常は20MPaを超えることはほとんどありません。射出圧力とは、プランジャーやスクリューヘッドがプラスチック溶融物に与える圧力のこと。
サイズ:射出圧力の大きさは、プラスチックの種類、射出機のタイプ、金型の構造、プラスチック部品の肉厚、および他のプロセス条件によって異なります。
機能:を充填する過程で、溶融物の流動抵抗を克服する。 射出成形金型 溶融物を圧縮し、圧力保持時の逆流を防ぐ。
一般的に:高粘度プラスチックの射出圧力>低粘度プラスチック;薄肉、大面積、複雑な形状のプラスチック部品の高い射出圧力;シンプルな金型構造、大きなゲートサイズ、低い射出圧力。
プランジャー射出成形機の射出圧力>スクリュー射出成形機、バレル温度、金型温度が高く、射出圧力が低い。
(3) 時間
を完了するのに必要な時間である。 射出成形 工程は成形サイクルと呼ばれる。金型充填時間、保持時間、金型内冷却時間、その他の時間などが含まれる。その他の時間には、型開き、離型、離型剤塗布、インサート配置、型閉じなどがある。

射出成形プロセス
主に、成形前の準備、射出工程、プラスチック部品の後処理などが含まれる。
(1) 成形前の準備
主な出発前の準備 射出成形 原料の外観と加工性能の検査、予熱と乾燥、射出成形機のバレルの洗浄や交換などである。
離型が困難な場合、離型剤の合理的な選択;インサートの予熱、金型によっては予熱も必要である。
材料外観検査とプロセス性能測定:プラスチックの色、粒子径と均一性、流動性(メルトインデックス、粘度)熱安定性、収縮検査など。
プラスチックの予熱と乾燥:材料から余分な水分と揮発性物質を除去し、材料表面の欠陥や劣化を防ぐ。 射出成形部品これはプラスチック部品の外観と内部品質に影響する。
材料の乾燥方法小ロット生産ではオーブン乾燥、大ロット生産では煮沸乾燥または真空乾燥を使用する。
樽の洗浄:製品を変更する場合、原料や色を変更する場合、樽の洗浄が必要となる。
インサートの予熱:材料とインサートの温度差を減らし、インサート周辺のプラスチックの収縮応力を減らし、プラスチック部品の品質を確保する。
離型剤の選択:一般的に使用される離型剤には、ステアリン酸亜鉛、流動パラフィン、シリコーンオイルなどがある。
(2) 射出工程
射出工程は、プラスチックがプラスチック部品に変化する主な段階である。材料の添加、可塑化、射出、保圧、冷却、成形、脱型などの段階がある。
フィーディング:粒状または粉末プラスチックをホッパーに入れる。 プラスチック射出成形 のマシンがある。
可塑化:スクリュー内のプラスチック材料は、スクリューの加熱装置によって加熱される。 射出成形 機械で溶融し、良好な可塑性を持つプラスチック溶融物になる。
注射:可塑化されたプラスチック溶融物は、射出機のプランジャーまたはスクリューによって押され、一定の圧力と速度で金型のノズルと注湯システムを通過し、金型キャビティに入り充填される。
圧力保持と収縮補充:溶融物がキャビティを満たした後、溶融物は射出機のプランジャーまたはスクリューの押しの下で補充のための圧力を維持し、バレル内の溶融物はキャビティ内のプラスチックの収縮の必要性を補充するためにキャビティに入り続け、溶融物の逆流を防ぐことができます。
ゲート凍結後の冷却:しばらくしてキャビティ内の溶融プラスチックを固化させ、金型を離型したときにプラスチック部品が反ったり変形したりしないよう、十分な剛性を確保する。
脱型:成形品を一定温度まで冷却し、押し出し機構により成形品を金型から押し出す。
(3) 成形品の後処理
後処理はプラスチック部品の内部応力を除去し、プラスチック部品の性能とサイズの安定性を向上させることができる。

の後処理を行った。 プラスチック射出部品製造 にはアニールと湿潤処理が含まれる。
アニール処理とは、プラスチック部品を一定温度の加熱液体媒体(熱水、熱鉱油、流動パラフィンなど)または熱風循環炉の中でしばらく加熱した後、ゆっくりと冷却することである。その目的は、プラスチック部品の内部応力を除去し、サイズを安定させることである。
a) 温度だ: 使用温度より10°~15°高いか、熱偏向温度より10°~20°低い。
b) 時間プラスチック品種とプラスチック部品の厚さに関連する時間は、一般的に1ミリあたり約30分で計算できる。
c) 効果:プラスチック部分の内部応力を除去し、プラスチック部分のサイズを安定させ、結晶化度を向上させ、結晶構造を安定させ、弾性率と硬度を向上させる。
湿度調整処理再成形したプラスチック部品を加熱媒体(沸騰水、酢酸カリウム水溶液など)に投入し、吸湿平衡速度を速める後処理方法。(主にPAのような吸湿性が強く酸化しやすいプラスチックに使用される)。
a) 温度:100~121℃(熱変形温度が高い場合は上限、低い場合は下限とする。)
b) 時間絶縁時間はプラスチック部品の厚さに関係し、通常2~9時間かかる。
c) 目的残留応力をなくし、できるだけ早く吸湿平衡に達し、使用中の寸法変化を防ぐ。

射出成形のプロセスパラメータ
加湿処理とは、脱型したてのプラスチック部品を温水中に入れて空気を遮断し、プラスチック部品の酸化を防ぎ、吸湿平衡の達成を促進する処理方法である。成形品の色や寸法を安定させ、性能を向上させることが目的である。
射出工程
一般的には、材料の添加、可塑化、鋳型への充填、保圧、注湯、冷却、脱型といった工程が含まれる。
- 素材の追加
のホッパーにペレットを投入する。 射出成形 マシンだ。 - 可塑化
添加されたプラスチックは、ホッパー内で固体粒子から溶融状態に変化させ、良好な可塑性を持たせるために加えられるが、このプロセスを可塑化と呼ぶ。 - 金型充填
可塑化された溶融物は、プランジャーまたはスクリューによってバレルの前面に押し出され、ノズルと鋳型注入システムを通ってキャビティに注入され、充填される。 - 保持圧力
金型内の溶融物が冷えて収縮すると、プランジャーまたはスクリューによってバレル内の溶融物が金型に連続的に補充され、完全な形状と緻密な質感を持つプラスチック部品が形成される。 - バックフロー
保持圧が終了すると、プランジャーまたはスクリューが後退し、キャビティ内の圧力が解除される。
このとき、キャビティ内の溶融物の圧力はゲート前の圧力よりも高くなり、ゲートがまだ凍結していなければ、キャビティ内の溶融物はゲートを通って鋳造システムに逆流する。
このプロセスは逆流と呼ばれる。逆流は成形品の収縮、変形、ゆるみの原因となる。保圧終了時にゲートが既に凍結していれば、逆流は起こらない。
- 冷却
金型内のプラスチック部品の冷却プロセスとは、ゲートで溶けたプラスチックが完全に凍結してから、プラスチック部品が金型キャビティから押し出されるまでの全プロセスを指す。その後、冷却されて固形製品が形成される。最後に、エジェクターが冷却された製品を完成品として成形機から押し出します。その 射出成形製造 プロセスは完了した。

冷却工程は、キャビティにプラスチックが射出された時点から始まり、金型への充填・保圧が完了してから脱型するまでの期間を含む。
- 脱型
部品が一定の温度まで冷えると金型が開き、押し出し機構の作用で部品が金型から押し出される。
製品の品質を決定する重要なパラメーターは、温度、時間、圧力、速度、位置である。







