 コンテンツへスキップ
コンテンツへスキップ 

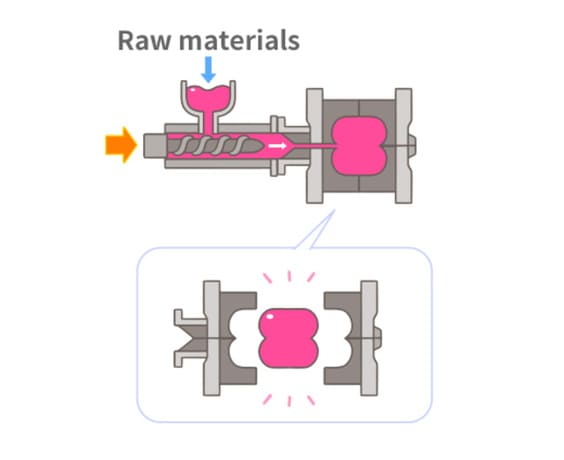
射出成形は、熱可塑性または熱硬化性プラスチック材料から部品を製造する製造プロセスです。金型の空洞に溶融したプラスチック材料を押し込んで成形します。
射出成形は、小さな電子部品から自動車のボディパネル全体まで、さまざまな部品の製造に使用される。 射出成形品 はさまざまな業界や用途で使用されているため、色の一貫性は考慮すべき重要な特徴です。
このブログ記事では、「色の一貫性」という用語を定義し、色の一貫性をチェックおよび測定する方法について説明します。貴社の製品が顧客の期待と要求を満たすようにするために。
の色の一貫性について知っておくことは重要である。 射出成形品これにより、正確な製品仕様を作成し、製造工程での混乱や問題を回避することができます。

射出成形品の色差の定義
の色の違いである。 射出成形品 は、製品が大量生産される際に発生する可能性のある色のばらつきである。これは通常、原材料の異なるロットの使用や製造工程のばらつきによって引き起こされる。
原料のロットを統一するなど、色のばらつきの原因をある程度コントロールすることは可能だが、色のばらつきの原因をすべて排除することはできないことが多い。
その結果、射出成形品には通常、ある程度の色のばらつきが生じる。このばらつきは、各製品の色を測定し、仕様を満たさない製品を廃棄するなどの品質管理手段によって制御することができる。
ただし、仕様に適合した製品であっても、ある程度の色のばらつきがあることに注意することが重要である。

射出成形品の色差の原因
の色のばらつきの原因 射出成形品 は、製造工程で使用される顔料にまで遡ることができる。顔料は通常、さまざまな色を作り出すために異なる光の波長を吸収または反射する金属やその他の材料から作られている。
射出成形用顔料は通常、二酸化チタンでできており、透明なプラスチックに浮遊しているときは白色である。しかし、紫外線にさらされると、光の一部を吸収し、残りを反射するため、さまざまな色になります。
その他の色の違いの原因としては、使用するプラスチックの種類、金型の温度、射出成形時の圧力などが考えられる。
射出成形品の色のばらつきの主な原因の一つは、使用されているポリマーの種類です。ポリマーが異なれば固有の色も異なり、その結果、最終製品の色合いが希望する色合いと異なることがあります。
加えて、射出成形の加工条件も製品の最終的な色に影響を与える。
例えば、温度が高すぎたり低すぎたりすると、ポリマーの色が変わることがある。最後に、ポリマーを作るための原料に含まれる不純物も色の変化を引き起こすことがある。
このような不純物は、大気汚染や汚染物質など、さまざまな原因から発生する可能性がある。 射出成形製造 プロセスだ。
そのため、射出成形工程のあらゆる側面を注意深く管理し、安定した色の製品を製造することが重要である。
射出成形品の色にばらつきが生じるもう一つの最も一般的な原因は、溶融温度の不正確さである。成形機のキャリブレーションが適切でないと、プラスチック樹脂が均一に溶融せず、最終製品に筋や色の異なる部分が生じます。
色のばらつきのもう一つの原因は、プラスチック樹脂中の不純物です。少量のほこりやその他の不純物でも、完成品に顕著な色の違いが生じることがあります。最後に、照明の変化も色の見え方に一役買うことがあります。
例えば、蛍光灯の光は、自然光の下での色よりも明るく見せることができる。色に影響を与える様々な要因を理解することで 射出成形メーカー は、自社製品が顧客の期待に確実に応えるための措置を講じることができる。
例えば、蛍光灯の光は、自然光の下での色よりも鮮やかに見せることができる。色に影響を与える様々な要因を理解することで、メーカーは自社製品が顧客の期待に応えられるような対策を講じることができる。

射出成形品の色差をチェックし測定するには?
射出成形業界ほど、工程と細部にこだわる業界はない。これは、射出成形品が非常に特殊な仕様に適合していないと効果を発揮しないという事実によるところが大きい。その結果、メーカーは製品の色差をチェックし、測定できなければならない。
これにはいくつかの方法がある。まず、メーカーは分光光度計を使って、製品による光の吸収を測定することができる。この方法は正確だが、時間がかかる。
第二に、メーカーは色彩計を使って製品の反射率を測定することができる。この方法は分光光度計ほど正確ではないが、はるかに速い。
最後に、メーカーは製品の色を対照サンプルと比較することができる。この方法は素早く簡単だが、必ずしも信頼できるとは限らない。結局のところ、色の違いをチェックし測定する最善の方法は 射出成形品 の3つの方法を組み合わせることである。
複数の方法を用いることで、メーカーは製品がすべての仕様を満たし、顧客に一貫した品質の製品を提供できることを保証できる。
射出成形品の色差を抑えるコツ
1.リサイクル素材の使用は避ける:リサイクル素材には不純物が含まれやすく、色のばらつきの原因になります。
2.高品質の原料を使用すること:質の悪い原材料を使用することも、色のばらつきにつながります。必ず高品質の樹脂と顔料のみを使用してください。
3.金型温度を調整する:金型温度は製品の最終的な色に大きな影響を与える。熱しすぎると顔料が退色し、逆に熱しすぎると色がくすんで見えます。様々な温度で実験し、あなたのプロジェクトに最適な設定を見つけましょう。
4.カラーコンセントレートを使用する:カラーコンセントレートはあらかじめ混合された顔料溶液で、安定した色を得るのに役立ちます。
5.経験豊富なモルダーを使う:経験豊富な成形業者は、色のばらつきの一般的な原因を避けるために必要な知識と専門知識を持っています。また、潜在的な問題を考慮して成形工程を調整することもできます。
射出成形品の色差制御
の色の違いに影響を与える要因はたくさんある。 射出成形品原料樹脂、カラーマスターバッチ(またはカラーパウダー)、カラーマスターバッチと原料の混合、射出成形プロセス、射出成形機、金型などを含む。
色差制御技術は、様々な要素が絡むため、射出成形の中でも習得が難しい技術の一つでもあります。実際の生産工程では、一般的に以下の6つの観点から色差をコントロールしています。
射出成形機や金型要因の影響を排除
を選択する。 射出成形 射出成形機は、主製品と同じ能力を持つ機械で、材料の角が死んでいるなどの問題がある場合は、装置を交換する方がよい。
金型の注湯システム、排気口などの色の違いは、金型のメンテナンス金型の対応する部分によって解決することができます。射出成形機と金型の問題は、問題の複雑さをカットするために生産を整理する前に、最初に解決しなければならない。
原料樹脂やカラーマスターバッチの影響を排除
原料の管理は色差を完全に解決する鍵である。従って、特に淡色製品を生産する場合、原料樹脂の熱安定性の違いが製品の色調変動に及ぼす明らかな影響を無視することはできない。
というのも、ほとんどの場合 射出成形メーカー プラスチックマスターバッチやマスターバッチを生産していない企業は、生産管理と原料検査に重点を置くことができる。つまり、原材料の受け入れ検査を強化することである。
可能な限り同じメーカー、同じブランドのマスターバッチ、マスターバッチの生産を使用して生産の同じ製品、カラーマスターバッチのために、我々は大量生産の前にサンプルテストの色を実施する必要があります。
マスターバッチのバッチにわずかな色の違いがあるなど、色の違いが大きくない場合は、マスターバッチは、マスターバッチ自体の不均一な混合に起因する色の違いを減らすために、使用する前に再度混合することができます修飾されたと見なすことができますだけでなく、この比較の両方で。
同時に、原料樹脂やマスターバッチの熱安定性試験にも力を入れる必要があり、熱安定性が悪いものについては、メーカーに交換を提案する。
マスターバッチの不均一な混合の影響を排除します。
プラスチックマスターバッチとカラーマスターバッチの悪い混合はまた、製品の色が変更されます。
マスターバッチとマスターバッチを機械的に混合した後、下部の吸引材を通してホッパーに投入すると、静電効果によりマスターバッチとマスターバッチが分離し、ホッパー壁面に吸着しやすくなるため、必然的に射出サイクルでマスターバッチ量が変化し、色差が生じる。
そのため、射出サイクル中にマスターバッチの量が必然的に変化し、色差が生じる。この状況は、原料をホッパーに取り込み、手動で混合することで解決できる。
今日では、多くの企業がカラーマスターバッチを添加するためにフィーダーを使用しており、多くの人手を節約し、色差制御に大きな助けを提供しますが、多くの企業が不適切な使用のためにしばしば不満足な結果を持っています。
一定速度でフィーダーに添加されるマスターバッチの量は可塑化時間に依存し、それ自体が変動し、時には大きく変動することもあるため、供給量を一定にするためには、フィーダーの供給時間を一定にする必要があり、設定時間は最小可塑化時間よりも短い。
フィーダの使用では、フィーダの出口が小さいので、に注意を払う必要がある、期間を使用した後、不正確な供給によって引き起こされる原料粉末粒子の蓄積のフィーダねじに起因する可能性があり、あるいはフィーダを停止させるので、定期的にクリーンアップする必要があります。
バレル温度が色差に与える影響を軽減する
ヒーティング・リングの破損や、バレル温度の急激な変化によるヒーティング・コントロール・パーツの制御不能による長時間の燃焼が原因で、色の違いが生じることがよくある。
この種の理由は、色の違いを生成し、判断するのは簡単ですが、一般的に、加熱リングの損傷故障は、不均一な可塑化現象を伴うと同時に、色の違いを生成し、制御されていない長い燃焼の加熱制御部は、しばしば副生ガススポット、深刻な変色、さらにはコーキング現象を伴う。
したがって、このような色差の可能性を減らすためには、製造の加熱部分を頻繁にチェックし、破損や制御不能が見つかった場合には加熱部分を交換することが必要である。
射出成形工程の調整による影響を減らす
色差以外の理由で射出工程のパラメーターを調整する場合、射出温度、背圧、射出サイクル、カラーマスターバッチの添加量はできるだけ変えないでください。
同時に、プロセスパラメーターの変化が色に与える影響を観察し、時間内の色差を調整する。
可能な限り、高い射出速度、高い背圧、その他を使用しないでください。 射出成形 局所的な過熱や熱分解などによる色差を防ぐために、強い剪断効果を引き起こす工程。
バレルの各加熱部、特にノズルとノズルに近い加熱部の温度を厳密に管理する。

バレル温度とカラーマスターバッチ量が製品の色調変化に及ぼす影響をマスターする。
色差を調整する前に、温度とカラーマスターバッチ量による製品の色変化の傾向も知っておかなければならない。
生産温度やマスターバッチの量の変化と異なる色のマスターバッチは、その製品の色の変化パターンは異なっている。
色の変化パターンは、カラーテストプロセスを通じて決定することができます。このマスターバッチ色の変化法則をすでに知っていなければ、色差を素早く調整することは不可能です。
結論
色の要求が高いプロジェクトや、製品の部品点数が多いプロジェクトでは、射出成形の前に、原料やマスターバッチを含む顆粒をポンプで圧送する方法を選ぶことができます。
抽出プロセスは、異なる部品の色の違いの問題を効果的に回避することができるように、射出生産の前にマスターバッチと原料を均一に混合することができます。
関連する問題で相談し、解決する必要がある場合は、以下に連絡することができる。 ゼターモールド 提案と解決策であなたをサポートします。







