 コンテンツへスキップ
コンテンツへスキップ 

プラスチック精密射出成形プロセスは、標準的な射出成形よりも多くの利点があります。 プラスチック射出成形 プラスチック部品。
正確で、速く、制御が比較的容易である。しかし、これらの利点を生かすには、次のような設計が重要である。 精密射出成形金型 と精密射出成形機を使用している。
最初のステップは、希望する部品のプロトタイプを作成することです。こうすることで、寸法が正確で、金型がきちんと合うことを確認できます。
プロトタイプが承認されたら、次のステップは金型そのものを作ることだ。これは通常、コンピューター支援設計ソフトウェアを使って行われる。このソフトウェアは、金型の3Dモデルを生成し、それを使って実際の金型を作成することができる。 射出成形金型.
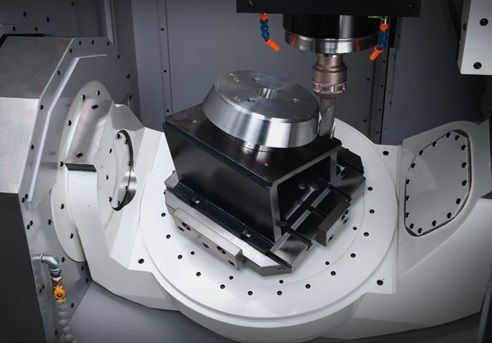
金型が出来上がると、精密射出成形機に使用することができる。 プラスチック射出成形部品の製造.

エレクトロニクス、通信、医療、自動車、その他の産業の急速な発展に伴い、高精度で高性能な製品が求められている。 射出成形部品 は日に日に増加している。
精密射出成形 が必要である。 射出成形品 は、寸法精度が高く、反り変形が少ないだけでなく、光学特性なども優れていなければならない。
射出成形 は最も重要なもののひとつである。 プラスチック成形 メソッドのレベルを向上させる方法 射出成形 技術だ、 高精度のプラスチック製品を製造する 高付加価値製品を生み出すためには、金型の設計が重要な役割を果たす。

精密射出成形の設計における特別な考慮事項には、以下のようなものがある。
1) 所望の寸法公差の製品を得るためには、適切な金型寸法公差と金型表面を考慮する。
2)成形収縮率の変動を防止する。
3) 金型の変形を防ぐ。
4)金型の変形を防ぐ。
5)金型製作の誤差を最小にする。
6) 金型精度の変動を防ぐ。
7) 金型の精度を維持する。

1.適切な金型寸法と公差
1) 製品の寸法精度と金型の寸法精度との相関関係
製品図面を描き、金型設計を検討する、 金型製作 そして 成形加工 プロセスだ。
まず、製品の図面サイズから金型の図面サイズを求めることができます。金型の実寸は次のようにして求めます。 型作り この金型の図面サイズでこの金型があれば、成形品を得ることができ、製品の実寸を得ることができる。問題は、図面の公差の範囲内で実寸を出す方法です。

2) 適切な収縮率
前述したように、同じ樹脂、同じ顔料でも、成形条件によって収縮率は異なる。
精密成形では、収縮のばらつきの程度が小さく、予想収縮率と実際の収縮率の差ができるだけ半分もないことが望ましい。
実収縮率は、主に過去の類似製品の実収縮率を照合して推定し、さらに実験用金型から実収縮率を求め、補正して設計する。 生産金型を作る.
しかし、収縮率を正しく見積もることはほとんど不可能であり、試成形後に金型が修正されることは避けられない。その結果、凹部は大きくなり、凸部は小さくなる。
従って、収縮率は凹部は小さく、凸部は大きく設定する必要があります。歯車の外径が大きくなるとかみ合わなくなりますが、小さくなると歯間隙だけが大きくなるので、縮み率を小さく設定します。

2.成形収縮率の変動防止
精密射出成形 は、金型を希望するサイズに作ることができるという前提に基づいている。
しかし、金型サイズが決まっていても、実際の収縮率によって製品の実寸は異なる。そのため 精密射出成形収縮率のコントロールは非常に重要です。収縮率は金型設計の適性に支配され、樹脂バッチによって異なり、顔料が変われば収縮率も変わる。
成形機の違い、成形条件の設定、再現性、成形サイクルごとの作用の変動により、実際の収縮率に変動が生じるなど、収縮率の管理は難しい。

1) 収縮率に影響を与える主な要因
金型寸法は、製品寸法に収縮率を加味して求めることができるので、金型設計では収縮率の主な要因を考慮する必要がある。
成形の収縮率に影響を与える主な要因は以下の通りである。
(1) プラスチック樹脂の圧力
(2) プラスチック材料の温度。
(3) 金型温度。
(4) ゲートの断面積。
(5) 注入時間。
(6) 冷却時間。
(7) 製品の肉厚。
(8) ポットを含む補強材。
(9) 方向性。
(10) 射出速度。
これらの効果は、樹脂のバリエーションや成形条件によって異なる。

(1) 樹脂圧力
樹脂圧力は収縮率に大きな影響を与える。樹脂圧力が大きければ収縮率は小さくなり、製品のサイズは大きくなる。
同じ金型キャビティでも、製品の形状によって樹脂圧力が異なるため、収縮率も異なる。
多キャビティ金型の場合、各キャビティの樹脂圧力に差が生じやすく、その結果、各キャビティの収縮率が同じにならない。
(2) 金型温度
非結晶性樹脂でも結晶性樹脂でも、金型温度が高ければ収縮率は大きくなる。精密成形では、金型温度を一定の温度に保つ必要がある。金型設計では、冷却回路の設計に注意しなければならない。
(3) ゲート断面積
一般に、収縮率はゲート断面積を変化させると変化する。ゲート径が大きくなるほど収縮率は小さくなりますが、これは樹脂の流動性に関係しています。

(4) 製品の肉厚
製品の肉厚も歩留まりに影響する。非結晶性樹脂の場合、樹脂は肉厚によって収縮率に影響する傾向が異なるため、肉厚が大きければ収縮率も大きくなり、その逆であれば収縮率は小さくなる。
結晶性樹脂の場合、肉厚を均一にすることが重要です。多キャビティ金型の場合、金型キャビティの肉厚に差があると収縮率も違ってきます。
(5) 補強材の含有量
ガラス繊維強化樹脂を使用する場合、ガラス繊維を多く添加するほど収縮率は小さくなり、流れ方向の収縮率は横方向の収縮率より小さくなり、樹脂によってその差が大きくなるため、ねじれ飛び反りを防止するためには、ゲートの形状飛び口位置とゲートの数を考慮する必要がある。
(6) オリエンテーション
配向性の差は大きいが、すべての樹脂に配向性がある。特に結晶性樹脂の配向性は大きく、肉厚や成形条件によって変化する。
さらに、成形後の収縮も発生する。成形後の収縮に影響を与える主な要因は以下の通りである。
a. 内的ストレスの緩和
b. 結晶化
c. 温度
d. 湿度

2) 取りうる対策
(1) 流路とゲートのバランス
前述したように、収縮率は樹脂圧力によって変化する。複数のゲートを持つ1個取り金型や多数個取り金型の場合、金型内を均等に充填するためにゲートのバランス調整が必要となります。
樹脂の流れはランナーの流動抵抗に関係するので、ゲートバランスを取る前にランナーバランスを取った方が良い。
(2) 金型キャビティ配置
成形条件の設定を容易にするためには、キャビティ配置に注意する必要がある。溶融樹脂は金型内で熱帯化するため、一般的なキャビティ配置の場合、金型温度分布はゲートを中心とした同心円状となる。
従って、マルチキャビティ金型のキャビティ配置を選択する場合、流路のバランスをとり、ゲートを中心とした同心円状のリターン配置をとることが容易である。

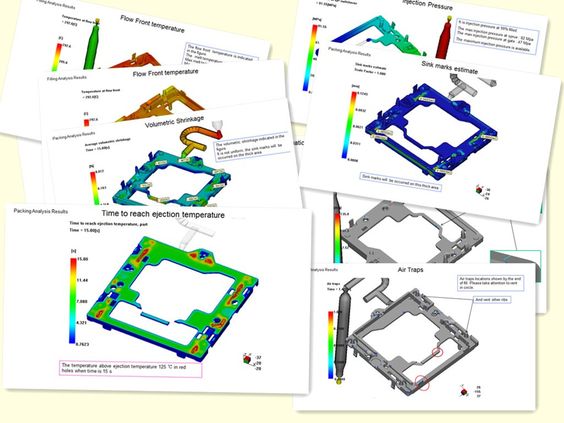
(3) 精密射出成形のための冷却回路設計
以上のように、金型温度は収縮率に大きな影響を与えると同時に、多数個取り金型の各キャビティの温度差は、時間的に異なる温度変化を避けることが難しいため、冷却回路の設計に注意を払う必要がある。
熱交換効率の観点から、冷却水の流れは乱流であることが望ましく、冷却回路は一連の折板式とすることが望ましい。
回路設計上、キャビティとコアでは熱の出方が異なるはずで、熱抵抗も回路構造によって異なり、キャビティとコアの入口水温は大きな差を生む。
したがって、冷却回路は 精密成形金型 はキャビティ用とコア用に別々に設計され、温度制御は別々の温度調節器によって行われる。
3.成形変形の防止
成形歪みが発生するのは、不均一な収縮で内部応力が発生するためで、不均一な収縮を防ぐ必要がある。
(1) ゲートの数
歯車の中心に穴が開いている丸い製品の場合、中心にゲートを設ける必要がある。しかし、樹脂の流れ方向と上下方向の収縮率の差が大きい場合、楕円形では不利になる。ただし、各ゲートのバランスには十分注意する必要がある。
サイドゲートを使用する場合、3点ゲートは円筒製品の内径を大きくする。外面や端面にゲート跡をつけることが許されない場合、内側の多点均一ゲートを少なくすることで良い結果が得られる。
(2) ゲートの形状と位置
ゲートの形状は、製品の形状に応じて適切なものを選ぶ必要がある。図にゲート形状と位置が変形に与える影響を示す。

4.離型による変形の防止
精密製品は一般的に小さく、製品の肉厚は薄く、細い腱がたくさんあるものもある。チェスセットの設計は、製品が変形せず、適切にリリースできるように考慮されなければならない。
収縮率の低い樹脂の場合、成形圧力が高くなると金型キャビティ内に滞留しやすいので注意が必要です。低収縮樹脂でギヤを成形する場合は、ギヤキャビティを金型のエジェクタ側に設計するのがよい。
エジェクタピンを使用する場合は、変形しない本数とエジェクタ圧の位置に注意が必要です。パンチングギヤの場合、エジェクション時の平行エジェクションを容易にするため、ダイプレートのエジェクタ側にコアピンが必要です。
角のある製品の場合、変形を防ぐ穴のあいた排出用テンプレートを使用することが可能です。
一般的に、精密製品ではエジェクターダイの傾きは小さい。離型力を小さくするためには、鏡面加工が必要ですが、研削方向は金型の抜き方向でなければなりません。金型の抜き方向に合わせて、チャンクコアを研磨しやすいように設定する必要があります。
5.金型製作誤差の最小化
(1)希望する加工方法に応じた適切な金型構造
必要な精度の製品サイズを得るためには、適切な金型サイズが必要であり、金型は極めて高い精度で加工する必要があり、仕上げ機械では限界がある。
金型の精度を維持するためには、高い耐摩耗性が必要であり、そのためには焼入れが必要である。焼入れした金型の精度は、研削盤や放電加工機で0.01mm以内を実現できる。
放電加工機のトンダイ加工を使用する場合、電極端の消耗が大きくなることに注意しなければならない。歯車用キャビティとワイヤ放電加工機は、できるだけ加工構造を貫通できるように設計する必要があります。
研削変形の防止と加工時間の短縮の観点から、焼入れ変形の少ない鋼材を選択し、焼入れ変形の少ない形状に設計する。形状が複雑な場合、ハガレの冷却が均一になりにくく、焼入れ変形が生じやすい。

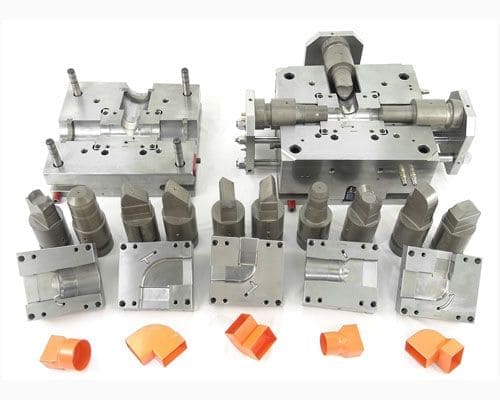
(2) 総割り型
焼入れした部品をより高精度に加工するためには、グラインダーを使用する。そのため、インサートを使用して分割型の金型を形成する必要がある。この金型には次のような特徴がある:
(1)適切な材料を選択できるため、適切な硬度の金型材料を使用できる。
(2)耐食性、耐摩耗性に優れた金型材料を使用できる。
(3)個別に熱処理できるため、熱処理条件の設定が容易である。
(4)鏡面性の良い金型材を使用することができ、鏡面加工作業が容易であるため、鏡面性の向上が可能である。
(5)絞り方向に研削しやすいので、絞り勾配の小さい金型を使用するのが有利である。
(6)硬化するため、金型精度保持時間が長くなり、金型寿命が長くなる。
(7)排気を任意の位置にセットしやすいので、金型への充填が容易です。
(8)挽きやすく、加工しやすい。
(9)金型部品の精度を向上させることができるので、製品の精度を向上させることができる。
(10)キャビティやコアを小さな公差で作ることができるので、部品の互換性が高く、メンテナンスが容易である。
(11)粉砕処理が主体であるため、処理効率が高い。
(12)金型の部品点数が多く、各部品の加工精度を大幅に向上させる必要がある。
(13)特定の加工方法に限定される
(14)完全硬化の採用
(3)総割り金型設計上の留意点
関係の精度と各パーツの精度は、生産される製品の精度の逆演算によって決定されなければならない。
分割数が多いほど製品誤差が大きくなるため、加工精度を高めるためには分割数を最小限に設定する。
一般に、製品の表面にパーティングラインを設けることは禁止されているが、これは外観上好ましくないだけでなく、機能上も障害となる。応力が発生する場所にパーティングラインがあると、応力集中による破損の原因になることが多い。
研磨は均一な大きさの部品が得られやすいため、研磨剤で加工できる形状に分ける必要がある。
壊れやすく壊れやすい部品は、交換しやすい部品に分け、耐摩耗性の高い合金を検討すべきである。
さらに、組み立てと分解の容易さも考慮されなければならない。キャビティとコアの各パーツは、容易に、かつ正確に精度を回復できる機構で組み立てられなければならないし、ベース上に別々に取り付ける場合は、キャビティとコアが同心でなければならない。取り付けピンを使用する場合は、ピン穴を適切にアースすること。

6.金型精度の誤差を防ぐ
各サイクルにおける摺動部品の位置決めを確実にするためには、金型精度の変動を防止する必要がある。摺動部の精度を維持するためには、摺動部をハギ研削する必要がある。サイドコアの摺動部は、位置決めと引き抜きを行う必要があり、サイドコアのサイズが大きい場合は、中間部に狭いガイド溝を設けることができる。
7.金型精度の維持
(1) キャビティとコアの中心が同じであること。
金型を常に正しく閉じるためには、2枚のプレートが正しく位置するように設計しなければならない。

(2) 金型の変形防止
キャビティへの樹脂の圧力による金型の変形を避けるためには、金型の強度を十分に大きくする必要がある。
コアプレートの中間にピラーを追加することが多く、ピンの材質には高強度鋼を使用し、曲がりやすいピンをゲートに近い位置に配置することで、ピンに作用する樹脂流動圧も低減している。
(3)老化の変化を防ぐ
残留オーステナイトがある場合は、焼入れと焼戻し処理に金型は、金型の寸法精度の変化をもたらし、老化の変化を生成しますので、その後、残留オーステナイト分解焼戻しの温度を作り、子どもたちは、冷間処理を使用する。
摩耗による変化を防ぐためには、硬度を上げる必要があり、焼入れ・焼戻しによる寸法変化の少ない鋼種の使用も考慮する必要がある。
研削加工は、工具切削加工に比べて加工効率が悪いため、加工時間を短縮するために研削量を最小限に抑えることが求められる。焼入れ変形を抑えるために設定する部品の形状と、変形を抑えることができる材料の両方を選択する必要がある。







