 コンテンツへスキップ
コンテンツへスキップ 
小ロット射出成形用金型鋼の選択に関する資料
小ロット金型鋼とは?
小ロット金型鋼ソリューションとは、プロトタイピングや少量生産のために鋼鉄型を少量生産することを指し、自動車や医療などの産業が設計をテストし、カスタムパーツを効率的に作成するために不可欠です。
小ロット金型鋼ソリューションでは、通常、プロトタイピング、テスト、または少量生産のために、限られた量のスチール金型を製造します。大量生産とスケールメリットに焦点を当てた大量生産とは異なり、小ロット生産は、大規模な金型製造の高い初期費用なしで迅速な開発とカスタマイズを必要とする産業に対応しています。スチール金型はその耐久性と精度で好まれ、高い精度と強度を必要とする部品の製造に最適です。このアプローチにより、メーカーは設計のテスト、コンセプトの検証、製品の市場投入をより迅速かつコスト効率よく行うことができ、プロトタイピングと本格生産のギャップを埋めることができます。
小ロットの金型鋼ソリューションでは、多くの場合、CNC機械加工や3Dプリンティングなどの高度な製造技術を使用して、迅速に金型を作成します。これらの金型は、用途に応じて、射出成形、鋳造、またはその他のプロセスで部品を製造するために使用することができます。このプロセスは、生産数が少ない場合(例えば10~500個)に特に価値があり、柔軟性を可能にし、無駄を省きます。新製品をテストする新興企業であれ、設計を改良する既存企業であれ、小バッチの金型鋼ソリューションは、技術革新への実用的かつ効率的な道筋を提供します。
小ロット射出成形:
定義 プロトタイプ開発と大量生産の架け橋となる製造プロセスで、通常100~1,000個の部品を生産する。主な利点:低い初期コスト、迅速な納品(2~4週間)、工程の柔軟性。製品検証、市場テスト、カスタマイズされた小ロット注文に最適。
技術的な特徴
金型の経済性:簡素化された金型またはアルミ金型(従来のスチール金型に比べ)を使用し、初期金型コストを60-85%削減。
素材の多様性:エンジニアリング熱可塑性プラスチック(ABS、PC、PA66)およびカスタムカラー配合に対応。
サイクル効率:アディティブ・マニュファクチャリング(3Dプリンティング)やCNCマシニングを上回るバッチ生産速度で、部品1個あたりのサイクルタイム15~90秒を実現。
小ロット金型に使用される鋼鉄の種類は?
定義小ロット射出成形用の型鋼材は、コスト、耐久性、加工効率のバランスが要求される。よく使用される種類
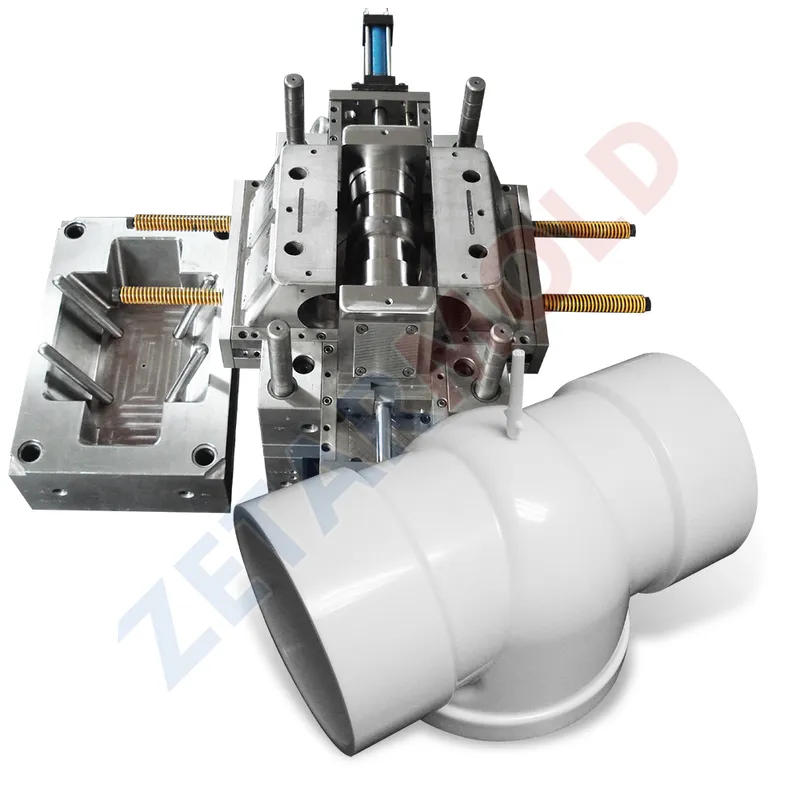
プリハードン金型用鋼(例:S45C、S50C):
- 出荷時にHRC 30-40に硬化済み。
- 熱処理なしで直接加工できる。
- 耐用年数:射出サイクル5,000回。
- 小・中ロット生産に適している。
アルミニウム金型材料(例:7075アルミニウム合金):
- 非常に低コストで回転の速い金型に使用される。
- 耐用年数:射出サイクル1,000回。
- 数百個の部品バッチに適しています。
3Dプリンティング金型材料(例. 高温樹脂または金属充填ポリマー):
- 非常に低コストで回転の速い金型に使用される。
- 耐用年数:射出サイクル500回
- 数百個の部品バッチに適しています。

アプリケーション・シナリオの比較:
| シナリオ | 推奨金型鋼 | 標準寿命(サイクル) | 適用性 |
|---|---|---|---|
| プロトタイプ検証/超小ロット | 7075アルミニウム | 500-1,000 | 低コストで迅速な反復 |
| 小・中バッチ生産 | 低炭素鋼 (S45C/S50C) | 1,000-5,000 | コストと耐久性のバランス |
| 3Dプリンティング金型 | 高温樹脂または金属充填ポリマー | 100-500 | PP、PE、ABSのような熱可塑性プラスチックや、より頑丈なニーズにはPCもあります。 |
なぜ小ロット金型鋼ソリューションが重要なのか?
小ロット金型用鋼は、コスト効率、設計変更の柔軟性、市場投入までの時間の短縮、リスクの低減のために重要であり、新興企業や急速な技術革新を必要とする産業にとって理想的である。
小ロット金型用鋼ソリューションは、特定のニーズに応える独自の利点を提供することで、現代の製造業において重要な役割を果たしています。その重要な理由は以下の通りです:
コスト効率: 大規模生産にかかる高額な金型費用を回避することで、少量生産ソリューションは、企業が大きな経済的負担をかけることなく、限定生産することを可能にする。
柔軟性: メーカーは、テストのフィードバックに基づいて設計を迅速に変更することができ、完全な生産サイクルを約束することなく、反復的な改善を行うことができます。
市場投入までのスピード: 迅速な金型製造は開発プロセスを加速させ、企業は競争力のある市場でより早く製品を発売することができる。
リスクの低減: 少量ロットで製品をテストすることで、企業は規模を拡大する前に市場の反応を評価できるため、財務上のリスクを最小限に抑えることができる。
このアプローチは、新興企業やニッチ市場、あるいはカスタマイズとスピードが最重要である家電や医療機器など、要求が急速に進化する業界にとって特に価値がある。
小ロット金型用鋼の製造プロセス
3Dプリンティング、CNC機械加工、樹脂鋳造、ハイブリッド方式などの技術が小ロット金型製造を推進し、精度、スピード、コスト削減を提供する。
小ロットの金型製造は、精度とスピードを達成するために高度な技術を活用している。一般的な方法は以下の通り:
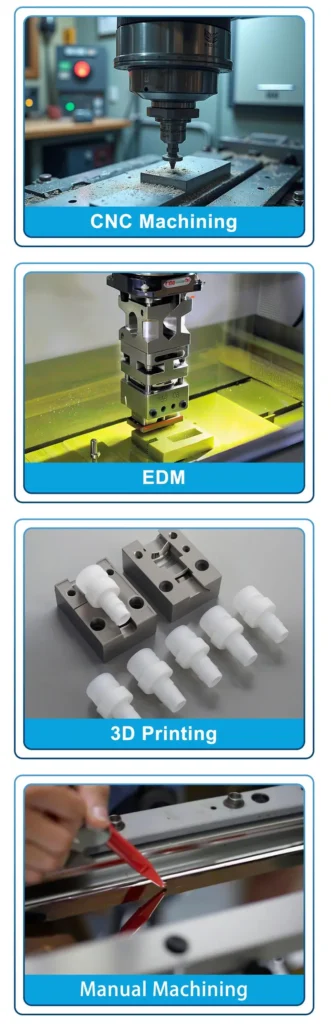
CNC 加工:
- コンピュータ数値制御(CNC)機械加工は、自動化されたツールを使用して、複雑な形状を厳しい公差で作成します。
- 利点その精度と汎用性から、少量生産に広く使用されている。
放電加工(EDM):
- 電気火花を使用して材料を侵食し、複雑なディテールや加工しにくい特徴を作り出す。
- 利点高精度が要求される細密な金型に最適。
3Dプリンティング(積層造形):
- 金型を1層ずつ造型する新しい技術で、試作品や複雑な設計に用いられることが多い。
- 利点耐久性は従来のスチール金型に劣るが、小ロット生産ではコスト効率が高い。
手作業による加工と仕上げ:
- 熟練した職人が手作業で特定の質感やディテールを表現する。
- 利点高度にカスタマイズされた、または職人的な金型に最適です。
小ロット金型鋼ソリューションの活用業界
自動車、医療、消費財、電子機器などの業界では、試作品やカスタムメイドの高品質部品を限られた数量で生産するために、少量生産の金型用鋼ソリューションを活用しています。
小ロット金型用鋼ソリューションは、技術革新とカスタマイズをサポートする能力により、様々な分野で広く採用されています。主な産業は以下の通りです:
自動車 ダッシュボード、バンパー、エンジン部品などの試作に使用され、エンジニアは量産前に機能性やフィット感をテストできる。
メディカル インプラント、手術器具、義肢装具など、精度と少量生産が重要なカスタム・デバイスの金型作成に不可欠。
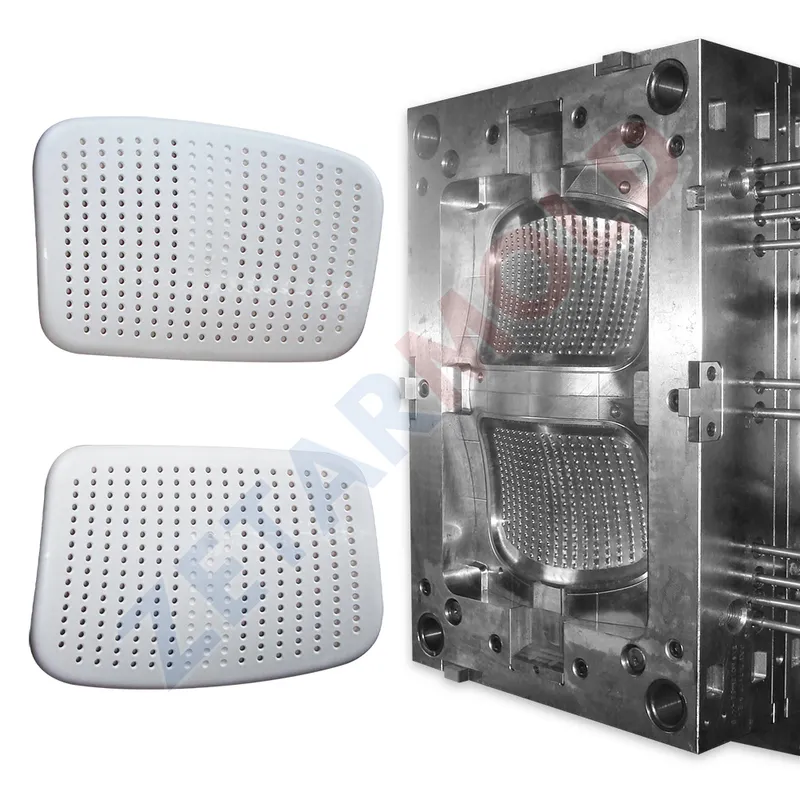
消費財 キッチン用品や玩具などの新製品をテストし、機能を改良したり、消費者の関心を評価したりすることができる。
エレクトロニクス ケーシング、コネクター、その他の部品の金型製作をサポートし、少量生産における互換性と耐久性を確保。


小ロット用金型鋼の正しい選び方とは?
小ロット射出成形のニーズでは、金型用鋼の選択は、費用対効果、製造効率、材料性能のバランスを取る必要があります。ここでは、技術要件と生産特性に基づいた構造化ガイドを紹介します:
材料選択の主な考慮事項:
生産量: 小ロット(5,000サイクル以下)に対応する場合は、極端な耐久性ばかりを重視するのではなく、初期費用が安く、短時間で加工できる材料を優先する。
プラスチックタイプ: PVCのような腐食性プラスチックには、耐食性鋼を使用する。PPやABSのような汎用プラスチックは、材料選択の選択肢が多い。
表面仕上げ: 高光沢の用途、例えば透明部品には、鏡面研磨が可能な高純度鋼が必要である。
熱負荷: 低熱プラスチックは金型への熱応力を軽減する。PEEKのような高温樹脂は耐熱鋼を要求する。
ケース
適切な小ロット金型用鋼を選択するには、生産量、成形品の複雑さ、成形材料、予算を評価する必要があります。S45C/S50Cは、ほとんどの小ロット生産シナリオにおいて、コストと性能のバランスが取れているため、お勧めの鋼種です:
生産量:100個以下はアルミニウム、数万個まではS50C。
部品の複雑さと仕上げ:S50C 複雑なデザインや研磨された表面。
成形される材料:腐食性のものには4Cr13。
コスト制約:イニシャルコストと金型の寿命を天秤にかける。

少量生産と大量生産の射出成形における金型鋼の選択の決定的な違い
射出成形用金型鋼の選択は、主に材料性能、コスト管理、プロセス最適化の観点から、少量生産用途と大量生産用途で大きく異なります。以下は、主な違いの比較分析である:
1.コア・パフォーマンス要件の違い:
耐摩耗性と耐用年数:
- 大量の金型:500,000サイクル以上の高硬度、高摩耗鋼 (H13/2344、S136など)が必要。プリハードン鋼(718H)または熱間加工鋼(3Cr2W8V)と表面窒化/ホウ素化を組み合わせる。
- 少量生産の金型:P20や2738のような中級鋼で十分であり(10万~20万サイクル)、基本的な焼入れを必要とする。
熱安定性と熱伝導率:
- 大量の金型:変形を最小限に抑えるため、熱膨張が小さく、熱放散が均一な高導電性鋼(NAK80など)を優先する。熱間加工用鋼は熱疲労に耐える必要がある。
- 少量の金型:炭素鋼(S50C)または国産鋼種は、短期的な熱需要に対応。
2.コストとプロセスの最適化戦略
材料費の優先順位:
- 大量生産金型:高性能合金鋼(例:輸入Cr12MoV、日立鋼)は、長期的なROIで高い初期費用を正当化する。
- 少量の金型:費用対効果の高い国産P20、S50C、または炭素鋼を選択。
熱/表面処理:
- 量産金型:高度な処理(二重焼ならし+焼戻し)とコーティング(イオン窒化、TDコーティング)により、耐食性と耐溶着性を向上。
- 少量の金型ガス窒化や塩基性焼入れのような簡素化されたプロセス。
3.金型構造と生産適応性:
構造の複雑さとメンテナンス:
- 量産金型:分割構造によりストレスを軽減し、精密なコア抜き機構とピンポイントゲート設計により効率を確保。
- 少量生産金型:シンプルなエジェクターピンを備えたシングルパーティングライン設計。
生産環境の互換性:
- 大量の金型:自動車/医療用途の高研磨鋼(鏡面仕上げS136など)が必要。
- 少量生産の金型:表面仕上げよりも加工性を優先する。
小ロット金型鋼生産で直面する課題
小ロットの金型鋼生産における課題には、単位当たりのコストの上昇、品質の一貫性の確保、精密作業をこなす熟練労働者の必要性などがある。
少量生産には、メーカーが対処しなければならない明確な課題がある:
単価が高い: 固定費(設計、機械加工など)は、より少ないユニットに分散されるため、金型1個あたりのコストが上がる。
品質の一貫性: 少量生産で均一な品質を維持するのは、大規模なプロセスの最適化なしには難しい。
熟練労働者のニーズ 精密な作業には経験豊富な労働者が必要だが、そのような労働者は希少であったり、高価であったりする。
小ロット金型の設計ガイドライン
小ロット金型の設計ガイドラインには、効率的で欠陥のない生産のために、形状の単純化、均一な肉厚の確保、抜き勾配の追加、ゲート配置の最適化などが含まれる。
効果的な金型設計は、少量生産において効率と品質を確保するために非常に重要です。主なガイドラインは以下の通りです:
幾何学を単純化する: 角を丸めたシンプルな形状を使用することで、加工の複雑さとコストを削減する。
均一な肉厚: 均一な冷却を確保し、反りなどの欠陥を防ぐため、厚さを一定に保つ(例:1~3mm)。
ドラフト角度: 1~2°の角度を付けると、部品の突き出しが容易になり、金型の磨耗を減らすことができます。
ゲートの配置: ゲートを中央に配置することで、材料の流れを均一にし、欠陥を最小限に抑える。

課題を克服するためのソリューションとベストプラクティス
少量生産の課題に対する解決策には、プロジェクトのバッチ化、自動化の利用、生産を最適化するためのプリハードン鋼のようなコスト効率の良い材料の選択などがある。
少量生産の課題に対処するために、メーカーは以下の戦略を採用することができる:
複数のプロジェクトを一括処理: 少量の注文を組み合わせることで、セットアップ費用を分担し、単位あたりの費用を削減する。
オートメーションの導入 CNCマシンのような自動化ツールを使用して、労働力への依存を最小限に抑え、一貫性を高める。
費用対効果の高い素材を選ぶ: 材料費と加工費を削減するために、プリハードン鋼またはアルミニウムを選択する。
小ロット生産におけるコスト管理と品質管理
1.コスト管理:
少量生産におけるコスト管理には、材料使用の最適化、3Dプリンティングのような技術の活用、手頃な価格を維持するための特殊作業のアウトソーシングなどが含まれる。
少量生産の成功には、コストを抑えることが不可欠である。効果的な戦略には以下のようなものがある:
素材の最適化: 無駄を最小限に抑え、必要なものだけを使うように金型を設計する。
技術の活用: プロトタイピングに3Dプリンティングを採用し、初期金型コストを削減する。
アウトソーシングの専門知識: 社内のオーバーヘッドを避けるため、特殊な作業(機械加工など)を請け負う。
2.品質管理:
小バッチの金型製造における品質管理は、徹底した検査、標準化されたプロセス、そして一貫した高品質の結果を保証するシミュレーション・ツールに依存しています。
小ロットで高品質を維持するには、厳格な監視が必要である。主な対策は以下の通り:
検査プロトコル 生産中および生産後に定期的なチェックを行い、不具合を早期に発見する。
標準化されたプロセス: ユニット間のばらつきを抑えるため、一貫した方法を用いる。
シミュレーションツール CADやシミュレーションソフトを使用し、収縮やストレスポイントなどの問題を予測・防止する。
ケーススタディ成功した小ロット金型プロジェクト
自動車や医療分野での小ロット金型プロジェクトのケーススタディでは、リードタイムの短縮と効果的なプロトタイピングが示され、このアプローチの実用的な利点が証明されている。
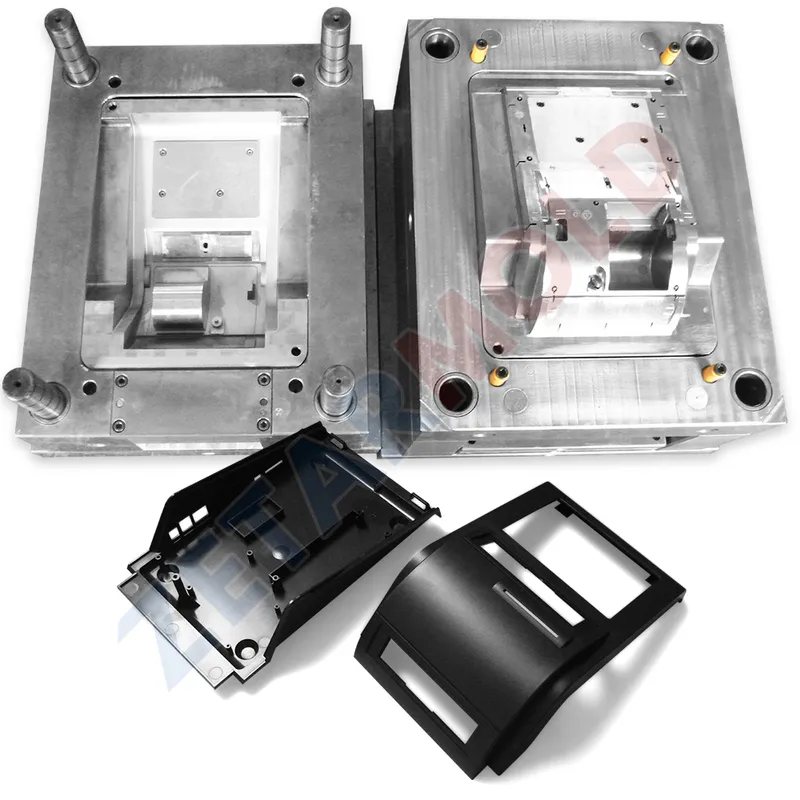
ケーススタディ1:自動車内装トリム部品:
チャレンジ:
ある自動車部品メーカーは、高品質の内装トリム部品を限定生産する必要がありました。複雑なアンダーカットと薄肉部が特徴で、精密で再現性の高い金型が必要でした。
解決策
コストと性能のバランスを取るため、汎用性の高い低炭素鋼(S50Cなど)を使って小ロット用の金型を設計した。この金型は短納期を実現するために最適化され、エンジニアリング・チームは最初の試運転に基づく反復的な設計変更を取り入れることができた。
成果:
- 高い寸法精度と優れた表面仕上げを実現。
- 従来のツーリングに比べてリードタイムを大幅に短縮。
- 迅速な設計の繰り返しが可能になり、自動車分野の市場要求をテストするのに理想的となった。

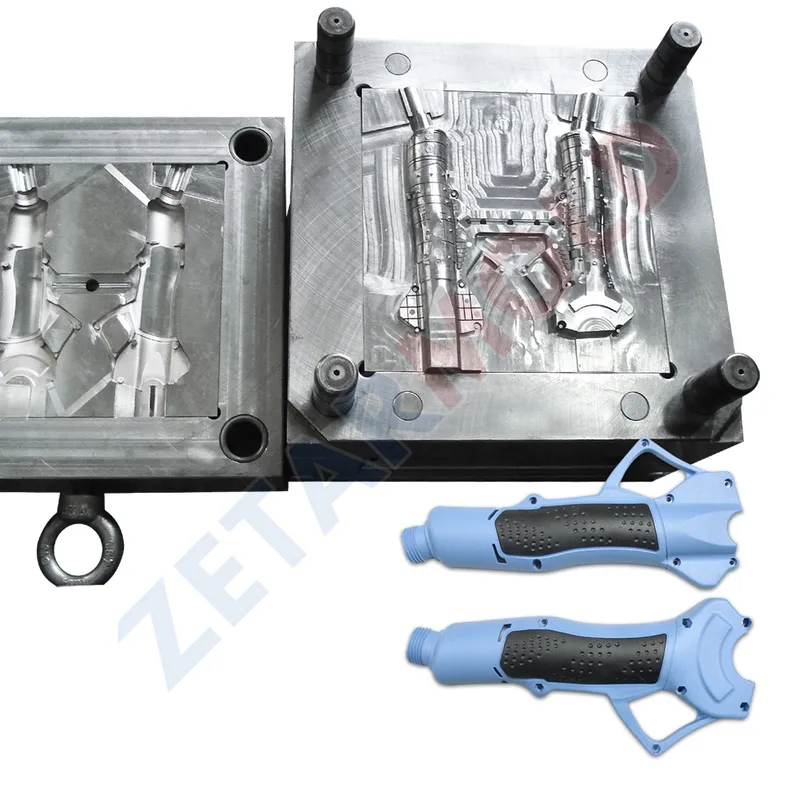
ケーススタディ2:家電製品の筐体:
チャレンジ:
家電業界のあるデザイナーは、市場の反応をテストするために、スマート・ウェアラブル・デバイスのハウジングの新シリーズを少量生産する必要があった。市場投入までのスピードとコスト効率が最重要課題でした。
解決策
費用対効果の高い金型鋼オプションを使って小ロット金型を作成した。このプロジェクトでは、少量射出成形の利点を活用し、家電製品に求められる高品質の表面仕上げを維持しながら、部品を迅速に納品しました。
成果:
- 迅速な生産対応により、早期の市場参入が可能となった。
- 金型費用の削減により、複数の設計を繰り返しテストすることが可能になった。
- このアプローチは、消費者からのフィードバックに基づいてデザインを調整する柔軟性を提供した。


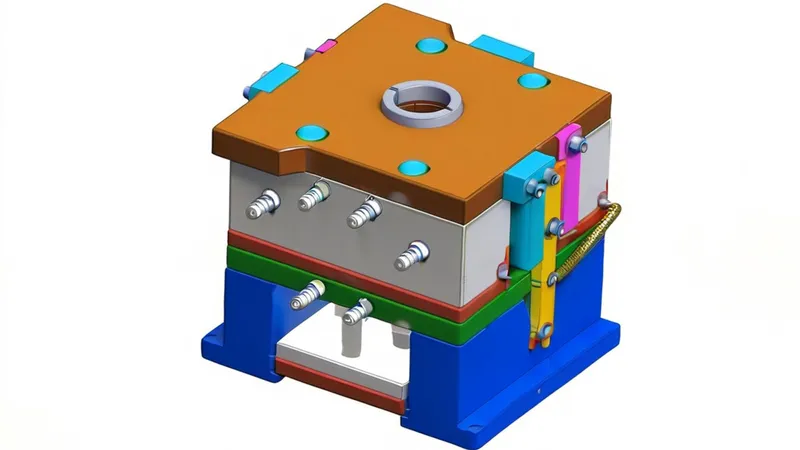
射出成形金型の種類は?
主なポイント – 射出成形金型には、単一キャビティ、複数キャビティ、ファミリー金型、積層金型、オーバーモールド金型など、いくつかの主要なタイプがあり、それぞれが異なる生産量や部品要件に最適化されています。 – 単一キャビティ金型は、

青いリムの黒いタイヤが2つ、灰色の表面の上に、1つは直立し、もう1つは横たわっています。
主なポイント – 3Dプリンティングにより、金属鋳造用金型やパターンを数週間ではなく数日で迅速に作成可能となり、試作品のリードタイムを50~80%短縮できます。 – 一般的な3Dプリンティング手法

What Causes Injection Molding Warpage and How Can You Fix It?
Key Takeaways – Warpage occurs when differential shrinkage creates internal stresses that bend or twist a molded part after ejection. – The top causes include uneven cooling, inconsistent wall thickness,
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

