 コンテンツへスキップ
コンテンツへスキップ 

射出成形 とは、次のような製造プロセスである。 プラスチック部品を作る.このプロセスでは、溶かしたプラスチックを金型に注入し、それを冷やして固めて目的の形状を形成する。このブログ記事では、次のステップについて説明します。 射出成形 詳しく

射出成形とは?
射出成形 は射出成形とも呼ばれ、射出して成形する方法である。
の長所である。 射出成形 その方法とは、速い生産速度、高効率、自動操作、さまざまな色、単純な形状から複雑な形状まで、大きなサイズから小さなサイズまで、そして正確な製品寸法である。
の製品である。 射出成形 射出成形は、リニューアルが容易で複雑な形状の部品を作ることができるため、大量生産や複雑な形状の製品に適している。
一定の金型温度で、プラスチック材料をスクリュー攪拌により完全に溶融させ、金型キャビティに高圧で射出し、冷却により硬化させて成形品を得る。
この方法は複雑な形状の部品の大量生産に適しており、重要な加工方法のひとつである。
射出成形プロセスとは?
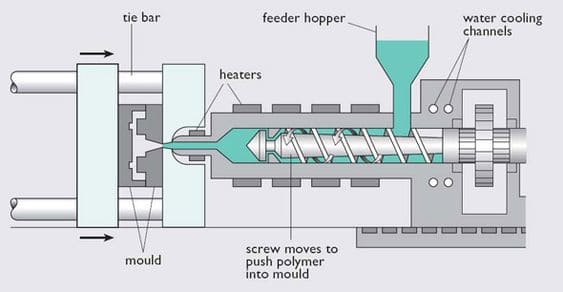
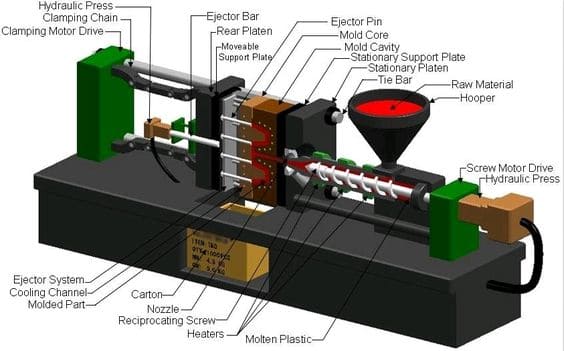
射出成形 は、プラスチックの熱物性を利用して、材料をホッパーからバレルに入れ、バレルの外側の加熱リングで加熱して材料を溶融させるプロセスである。
外部加熱とスクリューせん断の二重作用により、材料は徐々に可塑化、溶融、均質化される。
スクリューが回転すると、材料は、溶融しているスクリュー溝の摩擦とせん断力の作用下にスクリューの頭部に押される。同時に、スクリューは材料の反作用の下で後退するので、スクリューヘッドは可塑化プロセスを完了するためのストレージスペースを形成する。
そして、スクリューは、射出シリンダーのピストンスラストの作用により、高速・高圧で貯留空間の溶融材料をノズルから金型キャビティに射出する。
キャビティ内の溶融材料が加圧、冷却、硬化された後、型閉め機構の作用により金型が開かれ、エジェクタ装置により成形品が金型から排出される。
単純に言えばね、 射出成形 は3段階に分けられる:溶融可塑化、 射出成形そして冷却と成形。

射出成形の4要素
射出成形 機械
プラスチック原料
成形条件
射出成形機操作フロー
補助作業-型閉め-シートイン-射出-保圧-冷却(溶融糊圧送)-シートバック-型開き-射出-製品取り出し-トップバック-。 射出成形 マシンサイクル工程

射出成形の工程
1. クランプ
金型内に異物がないこと、またはインサートが緩むことなく所定の位置に取り付けられていることを確認した後、前面の安全ドアを閉じ、金型を閉じ始めます。クランプ 金型に材料を注入する前に、金型の両半分を閉じなければなりません。クランプユニットで閉じます。
移動金型と固定金型が接近すると、型閉め機構のパワーエジェクションシステムとホットランナーシステムが自動的に低圧・低速に切り替わり(テスト型閉め圧力)、金型内に異物がなく、インサートに緩みがないことが確認されると、高圧に切り替わって金型がロックされます。
2. 座席
この動作は一般に、試作金型の初期段階か、特殊な材料を射出する場合にのみ利用できる。通常の生産では、射出座席のほとんどは固定されている。
金型が必要なロックレベルに達したことを確認した後、射出座席を前進させてノズルを金型ゲートにはめ込み、ノズル-金型ランナー-金型キャビティチャンネルを接続する。
3. 注射
ノズルと金型を確認した後、スクリューが溶融材料に圧力をかけ、バレル前方の溶融材料を高圧・高速で金型キャビティに射出し、最終的にキャビティを溶融材料で満たす。
射出充填は、射出サイクル全体の最初の工程であり、金型を閉じて射出工程を開始してから、金型キャビティが約95%まで充填されるまでの時間をカウントする。
理論的には充填時間が短いほど成形効率は高くなるが、実際には成形時間や射出速度は様々な条件に左右される。
4. 保持圧力
溶融材料が金型キャビティに充填された後、スクリューはまだ製品の緻密さ、寸法精度、良好な機械的特性を確保するために必要な材料の冷却プロセスと収縮に起因する金型キャビティ内の溶融材料の逆流を防止し、金型キャビティ内の溶融材料を補充するために溶融材料に一定の圧力を維持し、圧力を保持するときにスクリューが少量で前進する。
保持圧力段階の役割は、連続的に圧力を加えて溶融物を圧縮し、プラスチックの密度を高めて(緻密化)、プラスチックの収縮挙動を補うことである。
保圧時は、金型キャビティがすでにプラスチックで満たされているため、背圧が高くなる。保圧成形の過程で 射出成形 マシンスクリューは、小さな動きのためにゆっくりと前進することができるだけで、プラスチックの流量も遅くなり、これは保持圧流と呼ばれています。
プラスチックが金型壁で冷却され硬化すると、溶融物の粘度が急速に上昇するため、金型キャビティ内の抵抗が大きくなる。
保持圧の後期段階では、材料の密度は増加し続け、成形品は徐々に形成される。保持圧の段階は、ゲートが硬化して密閉されるまで続ける必要があり、その時点で保持圧の段階のキャビティ圧力は最高値に達する。

5. 冷却(メルトグルー抽出)
開放された金型キャビティ内の溶融物がゲートから逆流する可能性がなくなる(ゲートが固化する)まで保持圧を継続すると、圧力を取り除くことができる。製品は冷却を続け、スクリューは回転し、ホッパーからバレルに落下したプラスチックペレットはスクリューの回転とともに前方に搬送される。
この搬送プロセスでは、材料が徐々に圧縮され、加熱とねじ摩擦熱の外側のバレルスクリューでは、材料が徐々に溶融可塑化最終的に粘性流動状態であり、戻って同じ時間の回転のネジが一定の圧力を確立するように。
スクリューが計量バルブまで後退すると、スクリューは可塑化を停止し、次の射出ユニットのために材料を準備します。背圧を調整することで、材料がより密になり、水分や低分子物質が排除され、より均一に可塑化されます。
可塑化回転が停止したときに、前端溶融圧力を下げ、ノズルでの材料の唾液を防止するために、距離を後方に移動する。溶融ポンピングと製品冷却は同時であり、一般にこの射出時間は製品冷却時間を超えない。
で 射出成形金型冷却システムの設計は非常に重要である。なぜなら プラスチック成形品 は一定の剛性までしか冷却・硬化できないため、脱型後の外力によるプラスチック製品の変形を避けることができる。
冷却時間は、成形サイクル全体の約70%~80%を占めるため、冷却システムをうまく設計することで、成形時間を大幅に短縮し、生産性を向上させることができます。 射出成形 生産性を高め、コストを削減する。
不適切に設計された冷却システムは、成形時間を長くし、コストを増加させ、不均一な冷却はさらにプラスチック製品の反りや変形の原因となる。
6. シートバック
計量スクリュー可塑化した後、時にはノズルが冷たい材料を形成しないようにするために、ノズルは金型から取り外す必要があり、それはシートバックアクションに使用されます。
このアクションは、溶融アクションと組み合わせて使用され、溶融の3つのタイプがあります:彼らは溶けた後、通常は固定溶融を使用し、溶融する前に、固定溶融。
7. 冷却
製品の冷却とスクリューの可塑化の時間は通常重なっており、一般的に冷却時間は溶融時間よりも長い。
製品が排出されるときに変形しないように、金型を開く前に製品を材料のガラス転移温度以下に冷却しなければならない。
8. 型開き
成形サイクルを短縮し、生産効率を向上させるため、十分な冷却の後、時間内に製品を開封する。
最初の型開きの高圧と低速で製品を固定金型から出し、続いて中圧と高速で射出し、型開きが終了する前に低圧と低速に転じて衝撃を防ぎ、型開きの距離が製品を射出して取り出すのに十分な距離になったときに型開きの動作を終了する。
9. イジェクト
型開きが確認されると、エジェクター機構の働きで製品が金型から排出される。
10. 製品を取り出す
半自動では、スプルーとすべての製品がオペレーターによって手動で取り出される。全自動では、スプルーと製品または製品スプルーがロボットによって取り出され、確実かつ自動的に落下する。
11. エジェクター後退
製品が金型から離型されると、エジェクターロッドピンは元の位置まで後退する。

射出成形のサイクルタイムを見積もるには?
上記の標準的な 射出成形 このサイクルを繰り返すことで、バッチサイクルで製品を生産することができる。
製品構造が特殊でない場合、射出時間は約6秒、保持時間は10秒、冷却時間は25秒、開口時間+排出時間は3秒、ロボットによるピックアップ時間は3秒、手動によるピックアップ時間は6秒である。







