 コンテンツへスキップ
コンテンツへスキップ 

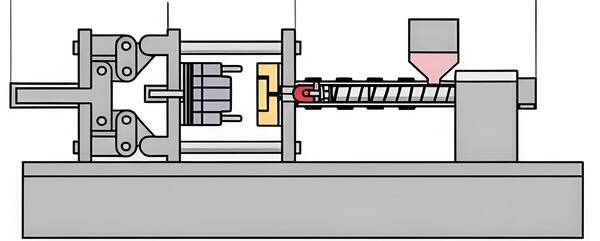
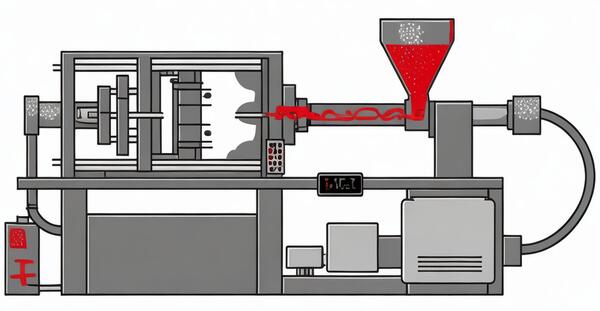
はじめに 射出シリンダー、射出圧力p、スクリュー速度、ポンプ圧力、充填段階などのパラメータによって定義される射出速度は、製品の品質と生産効率に直接影響します。

射出速度は、射出シリンダー、射出圧力p、スクリュー速度、ポンプ圧力、充填段階などのパラメーターによって定義され、製品の品質と生産効率に直接影響する。 ここでは、射出速度に関する基本的な情報を紹介する:
射出速度とは ?
射出速度は、単位時間当たりの射出スクリューの変位量である。製品の品質や生産効率に直接影響します。

溶融材料を金型キャビティに充填し、均一な密度で高精度の製品を得るためには、溶融材料を金型キャビティに一定時間内に充填し、迅速に金型充填を行う必要がある。
射出速度が遅いと、溶融材料の充填時間が長くなり、製品にコールドジョイント、不均一な密度、高い応力などの欠点が発生しやすくなる。
高速射出を使用すると、金型キャビティ内の溶融材料の温度差を低減し、圧力伝達効果を向上させ、均一な密度と低応力の精密製品を得ることができます。
しかし、射出速度が速すぎると、溶融材料がゲートなどを不規則に流れやすくなり、材料の焼け焦げ、ガスの吸い込み、排気不良を引き起こし、製品の表面品質に直接影響する。
同時に、射出速度が速すぎると、射出圧力と保持圧力の安定した切り替えが容易でなく、過圧により製品がオーバーフローすることが多い。
射出する際、ゲート上の各点やキャビティ断面の速度は不均一になる。射出工程では、キャビティに入ってからゆっくりと液体を射出することが求められる。

最終段階では、充填性を確保するために射出速度を加速させる必要があるため、射出速度を段階的にコントロールする必要がある。
射出速度を上げると充填圧力が上がる。高速充填は、溶融物をより高い温度に保ち、流体の粘度と抵抗損失を減少させ、キャビティ圧力を増加させることができる。

同時に、冷却を遅くすることもでき、製品は均一で緻密なものとなる。ただし、速度が速すぎると、溶融物の流れが不安定になり、金型が膨らんでしまう。
さらに、射出速度の決定は、異なる金型構造、サイズ、ランナーシステム、ポリマー特性に基づいて行う必要がある。

射出速度に影響を与える要因とは?
金型設計
プラスチックによって、射出速度に対する要求は異なる。一般的に、粘度の高いプラスチックほど低い射出速度が要求される。例えば、低密度ポリエチレンの場合、過剰な発熱や変形、収縮を避けるため、射出速度を低くする必要があります。
ABSプラスチックを射出する場合、プラスチック部品の表面を滑らかにし、ホットラインや乳化を発生させないようにするためには、射出速度を上げる必要がある。
金型形状
薄肉部品には最高の射出速度が必要であり、厚肉部品には欠陥を避けるために低速-高速-低速の速度カーブが必要である。部品品質を良好にするために、射出速度の設定はメルトフロントの流量が変わらないようにすべきである。

金型の構造や構造は、プラスチック部品の成形品質や射出速度に直接関係する。
例えば、金型のキャビティが大きい場合は、キャビティ全体を満たすために高速でプラスチックを注入する必要があります。金型のキャビティが小さい場合は、金型を傷つけないように低速でプラスチックを射出する必要がある。

材料特性
ポリマーはさまざまなストレスによって破壊される可能性があるため、材料特性は非常に重要だ。
金型の温度を上げれば、化学構造が酸化して破壊されるかもしれないが、同時に、高温によって材料の粘性が低下し、せん断応力が減少するため、せん断による破壊は少なくなる。

PC、POM、UPVCやそれらの配合物のような熱に敏感な材料の成形には、多段射出速度が非常に有効であることは間違いない。
射出成形機モデル
射出速度は、トン数、油圧、射出量など射出機のパラメーターに直接影響される。

一般的に大型射出機で射出する場合、より高い圧力と射出量が必要となり、射出速度も速くなる。小型射出成形機では、射出速度が速すぎるため、プラスチック部品に割れや欠陥が発生しやすい。
オペレーター・スキル
オペレーターの技量も射出速度に直接影響する。例えば、優秀なオペレーターは、射出機の種類やプラスチックの特性に応じて射出速度を調整し、スムーズな射出工程と良好な品質のプラスチック部品を確保することができます。

その他の流量制限と不安定要因
速度セグメントを設定する際には、金型形状、その他の流動制限、不安定な要因を考慮する必要があります。射出成形のプロセスや材料の知識を明確に理解していなければ、製品の品質をコントロールすることは難しいでしょう。
溶融流量を直接測定するのは難しいので、スクリューの前進速度やキャビティ圧力を測定することで間接的に計算することができる(逆止弁が漏れていないことを確認するため)。
メルトフローレート
メルトフロントが断面構造に到達したら、メルトフローレートを遅くする必要がある。放射状拡散を伴う複雑な鋳型では、メルトフローレートを均一に増加させる必要がある。
メルトフロントの冷却を抑えるために、長いランナーは素早く充填されなければならないが、PCのような高粘度材料の射出は例外である。
溶融物がノズルとランナーを通過して水入口に到達するとき、溶融物前面の表面は冷えて固化しているかもしれないし、溶融物を水入口に押し出すのに十分な圧力が高まるまで、ランナーの急激な狭まりによって溶融物が停滞するかもしれない。
圧力が高すぎると、素材が傷つき、フローマークや給水口の火傷のような表面欠陥が発生します。吸水口の手前で速度を落とすことで解決できます。
これで、水入口での過剰な剪断が止まり、噴射速度を元通りに速めることができる。水入口で噴射速度を遅くするようにコントロールするのは難しいので、ランナーの端で遅くするのがいい。
射出速度の制御方法 ?
射出成形機の射出速度は、プラスチック材料が金型に射出される速度である。プラスチックが金型に充填されるまでの時間や、金型内の圧力分布に影響する。

射出速度は、使用する製品やプラスチック素材に応じて調整する必要があります。射出速度をコントロールする方法をいくつかご紹介しましょう:
従来のコントロールバルブ制御
射出速度の調整は、油の流れを制御するバルブを制御することによって行われる。この方法は、通常、単純な射出成形機で使用され、比較的基本的な速度調整機能を持っています。

従来のコントロールバルブ制御
射出システムはサーボモーターによって駆動され、射出速度はモーターの速度を調整することによって制御される。この方式は精度と応答速度が高く、高需要の射出成形工程に適している。
比例弁制御
比例弁は電磁信号により流量を制御するため、噴射速度を正確に調整・制御することができます。

射出速度の設定方法 ?
製品特性に応じた射出速度の選択
製品の構造、サイズ、厚さ、材質など、さまざまな製品の特性に基づいて射出速度を選択します。異なる製品は異なる射出速度を必要とし、最高の成形効果を達成するために射出速度を調整する必要があります。
合理的な調整を行う
実際の状況に応じて噴射速度を調整する必要がある。速すぎても遅すぎても、大したことはできない。

科学的加工技術を使う
科学的かつ合理的な射出成形加工技術を使用し、生産経験、実際の条件、媒体の性能および最適化のための他の要因を組み合わせる。
科学的加工技術は、射出速度と製品特性のマッチングを最大化し、最高の加工効果を達成することができる。

射出速度の選び方 ?
射出工程における溶融物の流れに従って、一般的に射出速度を5つに分ける:
高速充填
最初の部分は、メインチャンネルとブランチチャンネルです。原則として、高速充填を使用し、成形サイクルを短縮することができますが、この高速射出が表面品質を低下させないように考慮する必要があります。
低射出速度
第2段階はゲートと、ゲートに近い製品部分である。この段階では、原料やゲートの形状が異なる場合に対応した変更を行います。
一般的に、特にPC、PMMA、ABSなどの高粘度樹脂やサイドゲート(キャビネットの透明シート、窓機パネルのドアカバー、縦型ブレードなどの直線ゲート)には、スプレー跡やゲートの曇りを避けるため、低い射出速度を使いたい。

ゲートがピンポイントゲートやトンネルゲートで、材料がPP、PA、PBTなどの低粘度樹脂で、ゲート付近の表面品質要求が高くない場合は、高速射出が使用できる。
高速射出の原理
第3の部分は成形品の主要部分であり、すなわちゲート付近の製品は成形品の重量の約70%から80%まで充填される。

高速射出により、成形サイクルを短縮し、金型キャビティ内の溶融物の粘度変化を低減し、製品表面の光沢を向上させ、金型充填時の塑性圧力の低下による変形を低減します。溶接線の強度と外観を向上させることができる。
中速射出
第4の部分は約85%から90%のフル噴射。この部分は中速で射出する。次の段階の低速射出への移行と、ゲートムラによる成形品の厚みムラやバリ発生を防ぐためです。

低速インジェクション
第5段階は、キャビティへの最終充填である。ここで低速射出を使用することで、引火や焦げ跡を防ぎ、製品のサイズや重量の安定性を向上させる。同時に、クランプ圧力を制御し、減らすこともできる。
射出速度の調整で解決できる問題とは? ?
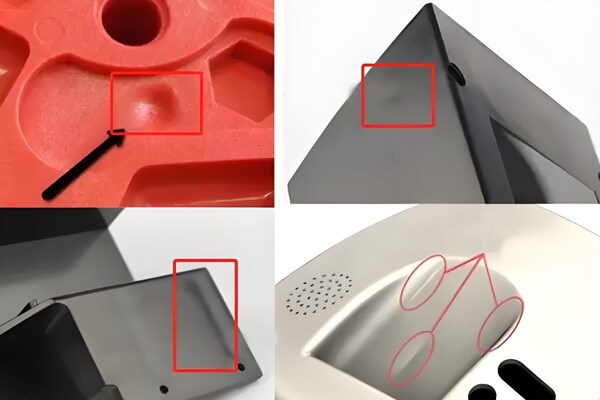
最終段階の射出速度をコントロールすることで、フラッシング、焼き付き、空気の閉じ込めといった欠陥を回避または低減することができる。

フラッシュ
充填終了時に速度を落とすことで、過充填を防ぎ、フラッシュを回避し、残留応力を低減することができる。特に注入終了時のベント速度を下げることで、流路末端でのベント不良や最小充填圧力の問題による空気の閉じ込め問題を解決することもできる。

ショートショット
ショートショットは、注水口で溶融物の流れが遅くなるか、溶融物が凝固して局所的に流れが遮断される場合に発生する。この問題は、注水口または局所的な流れの閉塞の直後に注入速度を上げることで解決できる。

フローマーク、水注入口の焼け、分子断裂、剥離、熱に弱い素材の剥離などの欠陥は、水注入口を通過する際の剪断が大きすぎることが原因である。
滑らかな部分は注入速度に左右され、ガラス繊維入りの素材は特に敏感で、特にナイロンがそうである。ダークスポット(波模様)は、粘度変化による流れの不安定性が原因です。歪んだ流れは、波状のパターンや不均一なミストを引き起こす可能性があり、正確な欠陥は、流れの不安定性がどの程度ひどいかによって異なります。

溶融物が水の注入口を通過する際、高速射出によって高いせん断が生じ、熱に弱いプラスチックは燃焼する。この燃焼した材料はキャビティを通ってフローフロントに到達し、部品の表面に現れます。
ショットパターン
ショット・パターンを避けるためには、射出速度の設定は、流線領域が素早く満たされ、その後ゆっくりと水入口を通過するようにしなければならない。この速度遷移点を見つけることが問題の本質である。早すぎると充填時間が過度に長くなる。

手遅れになると、過度の流動慣性がショット・パターンの原因となる。溶融粘度が低く、バレル温度が高いほど、このショットパターンの傾向は顕著になる。小水注入口は高速・高圧注入を必要とするため、流動欠陥につながる重要な要因でもある。
収縮
収縮を減らすには、圧力伝達を改善し、圧力損失を減らす必要がある。金型温度が低く、スクリューの前進速度が遅いと流動長が短くなるので、それを補うために射出速度を速くする必要がある。
速い流れは熱損失を減少させ、高いせん断熱によって発生する熱は溶融温度を上昇させ、部品の外層の肥厚速度を遅くする。キャビティの交差部は、圧力損失が大きくなりすぎないように十分な厚みを持たせなければならず、そうでなければ収縮が起こる。
結論
結論として、射出成形において射出速度は超重要である。射出速度をコントロールすることで、製品の見栄えを良くし、より多くの製品を作り、製品のサイズや強度を適切なものにすることができます。
異なる材料、異なる金型構造、異なる製品要件は、最高の成形効果を得るために射出速度を慎重に調整し、正確に制御する必要があります。
したがって、射出成形のプロセスと材料特性、そして科学的な生産方法を深く理解することが、射出成形の生産を最適化するための重要なサポートとなる。







